Конструкция раструбного соединения чугунных труб
Текст
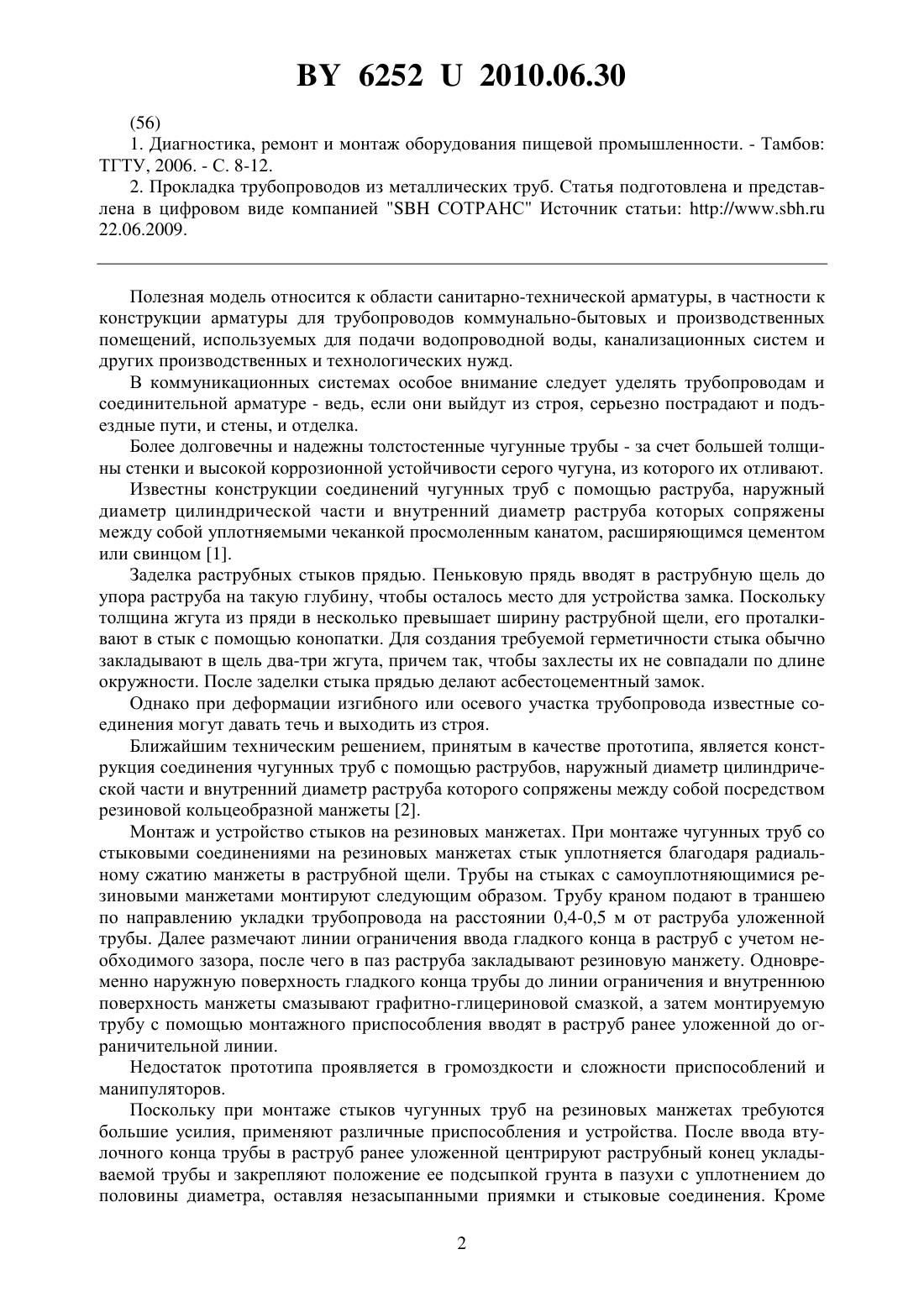
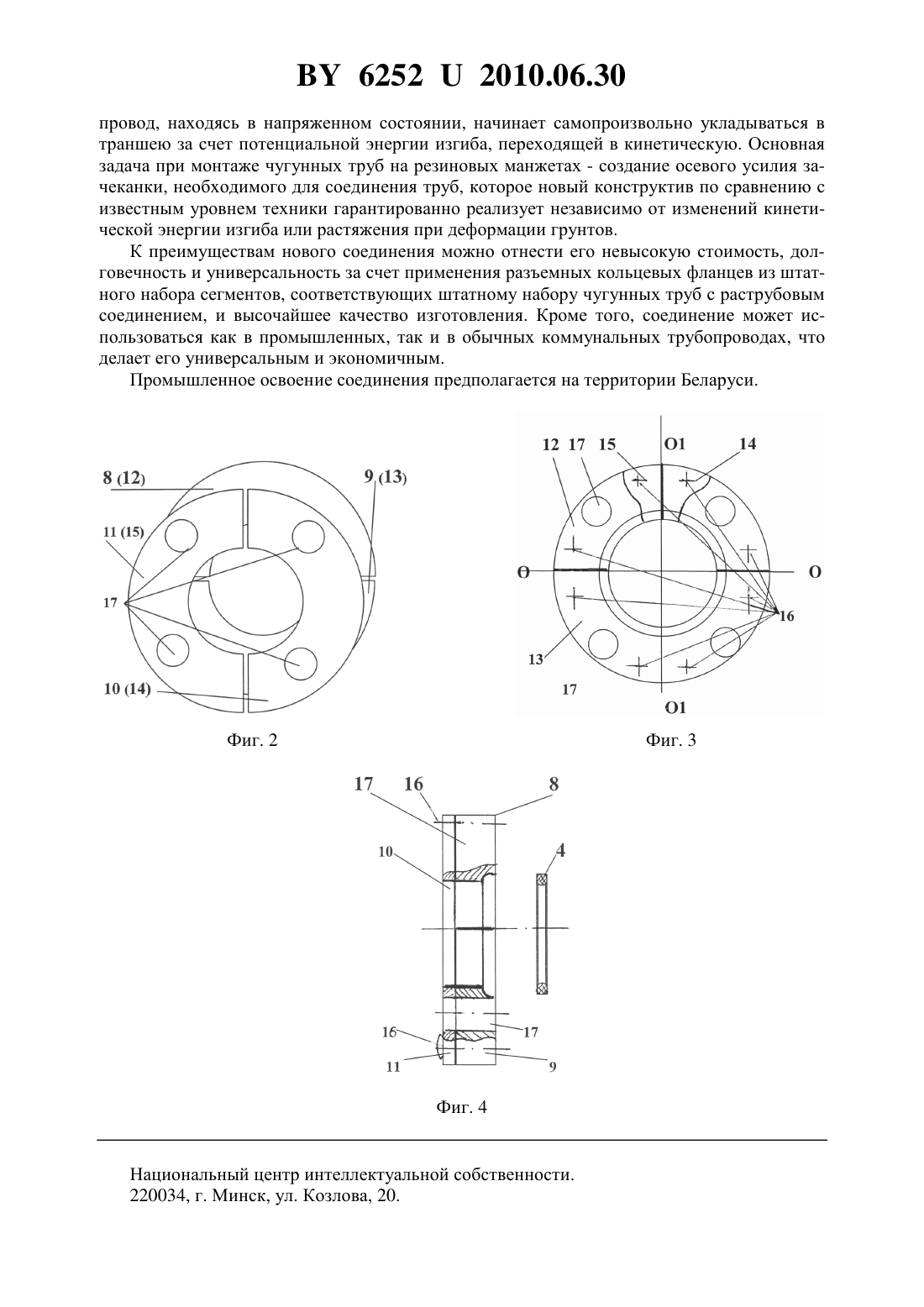
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОНСТРУКЦИЯ РАСТРУБНОГО СОЕДИНЕНИЯ ЧУГУННЫХ ТРУБ(71) Заявитель Лидское городское унитарное предприятие жилищно-коммунального хозяйства(72) Автор Алехнович Витольд Станиславович(73) Патентообладатель Лидское городское унитарное предприятие жилищно-коммунального хозяйства(57) 1. Конструкция раструбного соединения чугунных труб, наружный диаметр цилиндрической части и внутренний диаметр раструба которого сопряжены между собой посредством резиновой кольцеобразной манжеты, отличающаяся тем, что она снабжена раструбной муфтой, выполненной в виде стянутых между собой резьбовыми шпильками,двух кольцевых фланцев, один из которых надет на цилиндрическую часть соединения и с большим диаметром раструба сопряжен посредством резиновой кольцеобразной манжеты,а другой кольцевой фланец надет на меньший диаметр раструба и сопряжен с ним посредством конического соединения. 2. Конструкция раструбного соединения чугунных труб по п. 1, отличающаяся тем,что каждый кольцевой фланец выполнен разъемным и образован двумя парами соответственно парой кольцевых пластинчатых сегментов и парой кольцевых дисковых сегментов,в каждой паре из которых сегменты соединены друг с другом вдоль диаметральной оси фланца, а линии разъема каждой пары расположены перпендикулярно относительно друг друга, при этом пары кольцевых сегментов сопряжены между собой плоскостями посредством винтов и снабжены четырьмя равномерно расположенными отверстиями для пропуска резьбовых шпилек.(56) 1. Диагностика, ремонт и монтаж оборудования пищевой промышленности. - Тамбов ТГТУ, 2006. - С. 8-12. 2. Прокладка трубопроводов из металлических труб. Статья подготовлена и представлена в цифровом виде компаниейСОТРАНС Источник статьи // 22.06.2009. Полезная модель относится к области санитарно-технической арматуры, в частности к конструкции арматуры для трубопроводов коммунально-бытовых и производственных помещений, используемых для подачи водопроводной воды, канализационных систем и других производственных и технологических нужд. В коммуникационных системах особое внимание следует уделять трубопроводам и соединительной арматуре - ведь, если они выйдут из строя, серьезно пострадают и подъездные пути, и стены, и отделка. Более долговечны и надежны толстостенные чугунные трубы - за счет большей толщины стенки и высокой коррозионной устойчивости серого чугуна, из которого их отливают. Известны конструкции соединений чугунных труб с помощью раструба, наружный диаметр цилиндрической части и внутренний диаметр раструба которых сопряжены между собой уплотняемыми чеканкой просмоленным канатом, расширяющимся цементом или свинцом 1. Заделка раструбных стыков прядью. Пеньковую прядь вводят в раструбную щель до упора раструба на такую глубину, чтобы осталось место для устройства замка. Поскольку толщина жгута из пряди в несколько превышает ширину раструбной щели, его проталкивают в стык с помощью конопатки. Для создания требуемой герметичности стыка обычно закладывают в щель два-три жгута, причем так, чтобы захлесты их не совпадали по длине окружности. После заделки стыка прядью делают асбестоцементный замок. Однако при деформации изгибного или осевого участка трубопровода известные соединения могут давать течь и выходить из строя. Ближайшим техническим решением, принятым в качестве прототипа, является конструкция соединения чугунных труб с помощью раструбов, наружный диаметр цилиндрической части и внутренний диаметр раструба которого сопряжены между собой посредством резиновой кольцеобразной манжеты 2. Монтаж и устройство стыков на резиновых манжетах. При монтаже чугунных труб со стыковыми соединениями на резиновых манжетах стык уплотняется благодаря радиальному сжатию манжеты в раструбной щели. Трубы на стыках с самоуплотняющимися резиновыми манжетами монтируют следующим образом. Трубу краном подают в траншею по направлению укладки трубопровода на расстоянии 0,4-0,5 м от раструба уложенной трубы. Далее размечают линии ограничения ввода гладкого конца в раструб с учетом необходимого зазора, после чего в паз раструба закладывают резиновую манжету. Одновременно наружную поверхность гладкого конца трубы до линии ограничения и внутреннюю поверхность манжеты смазывают графитно-глицериновой смазкой, а затем монтируемую трубу с помощью монтажного приспособления вводят в раструб ранее уложенной до ограничительной линии. Недостаток прототипа проявляется в громоздкости и сложности приспособлений и манипуляторов. Поскольку при монтаже стыков чугунных труб на резиновых манжетах требуются большие усилия, применяют различные приспособления и устройства. После ввода втулочного конца трубы в раструб ранее уложенной центрируют раструбный конец укладываемой трубы и закрепляют положение ее подсыпкой грунта в пазухи с уплотнением до половины диаметра, оставляя незасыпанными приямки и стыковые соединения. Кроме 2 62522010.06.30 того, при деформации изгибного или осевого участка трубопровода известные соединения могут давать течь и выходить из строя. Техническая задача, которую решает объект промышленной собственности, заключается в расширении технологических возможностей раструбного соединения за счет универсальности и надежности работы его конструкции. Техническая задача достигается тем, что в конструкции раструбного соединения чугунных труб, наружный диаметр цилиндрической части и внутренний диаметр раструба которого сопряжены между собой посредством резиновой кольцеобразной манжеты, согласно полезной модели, она снабжена раструбной муфтой, выполненной в виде стянутых между собой резьбовыми шпильками двух кольцевых фланцев, один из которых надет на цилиндрическую часть соединения и с большим диаметром раструба сопряжен посредством резиновой кольцеобразной манжеты, а другой разъемный кольцевой фланец надет на меньший диаметр раструба и сопряжен с ним посредством конического соединения. В конструкции раструбного соединения чугунных труб каждый кольцевой фланец выполнен разъемным и образован двумя парами кольцевых сегментов, в каждой паре из которых сегменты соединены друг с другом вдоль диаметральной оси, а линии разъема каждой пары расположены перпендикулярно относительно друг друга, при этом пары кольцевых сегментов сопряжены между собой плоскостями посредством винтов и снабжены четырьмя равномерно расположенными отверстиями для пропуска резьбовых шпилек. Технический результат соединения проявляется в его универсальности при монтаже труб широкого типоряда. Между отличительными признаками и техническим результатом имеется причинноследственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает соответствие ее критерию промышленная применимость. Между отличительными признаками и техническим результатом имеется следующая причинно-следственная связь наличие новых конструктивных признаков, их взаимное расположение, удобство для пользователя, конструкция заявленной полезной модели устройства не только направлены на расширение технологических возможностей, но и способствуют увеличению производительности работ при всесезонной эксплуатации трубопровода. По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков, характеризующих сущность полезной модели, не известна из уровня техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Устройство шибера поясняется чертежом, где на фиг. 1 - общая конструкция соединения чугунных труб с помощью раструбов фиг. 2 - соединения разъемного фланца с помощью диаметральных сегментов фиг. 3 - вид левого фланца фиг. 4 - вид правого фланца. Конструкция раструбного соединения чугунных труб, наружный диаметр цилиндрической части трубы 1 и внутренний диаметр раструба 2 трубы 3 которых сопряжен между собой посредством резиновой кольцеобразной манжеты 4. Конструкция снабжена раструбной муфтой, выполненной в виде стянутых между собой резьбовыми шпильками 5 двух кольцевых фланцев 6, 7, один из которых 6 надет на цилиндрическую часть трубы 1 соединения и с большим диаметром раструба 2 трубы 3 сопряжен посредством резиновой кольцеобразной манжеты 4, а другой кольцевой фланец 7 надет на меньший диаметр раструба 2. Кольцевые фланцы 6, 7 могут быть выполнены неразъемными (на фигурах условно не показано), при этом конструкция раструбного соединения аналогична фиг. 1. В конструкции соединения чугунных труб 1, 3 (фиг. 2) кольцевой фланец 6 выполнен дисковым разъемным и образован двумя парами соответственно парой кольцевых диско 3 62522010.06.30 вых сегментов 8, 9 и парой кольцевых пластинчатых сегментов 10, 11. Аналогично кольцевой фланец 7 выполнен разъемным и образован двумя парами соответственно парой кольцевых пластинчатых сегментов 12, 13 и парой кольцевых дисковых диаметральных сегментов 14, 15. В каждой паре кольцевых фланцев сегменты 8, 9 и 10, 11 и 12, 13 и 14, 15 соответственно соединены друг с другом вдоль диаметральной оси - и 1-1,линии разъема каждой пары расположены перпендикулярно относительно друг друга, при этом пары кольцевых сегментов 8, 9 и 10, 11 и 12, 13 и 14, 15 сопряжены между собой плоскостями посредством винтов 16 и снабжены четырьмя равномерно расположенными отверстиями 17 для пропуска резьбовых шпилек 5. В конструкции соединения чугунных труб 1, 3 по фиг. 3 резиновая кольцеобразная манжета 4 может иметь сечение прямоугольной трапеции, меньшим основанием и наклонной стороной обращенными к внутреннему диаметру раструба 2 для улучшения зачеканки стыка раструбного соединения. Кольцевой фланец 7 надет на меньший диаметр раструба 2 и сопряжен с ним посредством конического соединения 20. Пары кольцевых сегментов 8, 9 и 10, 11 и 12, 13 и 14, 15 изготавливают соразмерно величине хорды раструбной трубы. В конструкции соединения сочетание в каждом фланце совокупности из пар дисковых сегментов 8, 9 и пластинчатых сегментов 10, 11 и аналогично кольцевой фланец 7 выполнен разъемным и образован парой пластинчатых сегментов 12, 13 и парой дисковых диаметральных сегментов 14, 15 обусловлено технологичностью муфты и облегченным весом. Новый конструктив соединения позволяет осуществлять следующий технологический процесс на следующем примере. Необходимо было произвести срочный аварийный ремонт стального трубопровода диаметром 200 мм вследствие наличия утечки жидкой среды или собрать новое соединение, без демонтажа ремонтируемого участка. Монтаж чугунных труб, например, диаметром 200 мм при наличии неразъемных кольцевых фланцев 6, 7 с кольцеообразной манжетой 4 производят путем пропускания через них соответственно цилиндрической части трубы 1 и раструбной трубы 3. После фиксации кольцевых фланцев 6, 7 на посадочных местах труб 1, 3, фланцы 6, 7 между собой стягивают резьбовыми шпильками 5 до полной зачеканки стыкового раструбного соединения чугунных труб 1, 3 манжетой 4. При применении разъемных кольцевых фланцев 6, 7 пары кольцевых сегментов 8, 9 и 10, 11 и 12, 13 и 14, 15 соответственно монтируют на цилиндрическую часть трубы 1 соединения и на раструб 2 трубы 3, линии разъема вдоль диаметральных осей О-О и О 1-О 1 каждой пары ориентируют перпендикулярно относительно друг друга. Фланцы 6, 7 сопрягают между собой плоскостями посредством винтов 16, фиксируют на посадочных местах труб 1, 3 и стягивают между собой четырьмя равномерно расположенными резьбовыми шпильками 5 до полной зачеканки стыкового раструбного соединения чугунных труб 1, 3 манжетой 4. Описанное устройство может быть использовано при монтаже труб на резиновых уплотнительных кольцах при прокладке напорных канализационных трубопроводов с максимальным рабочим давлением до 0,5 МПа. При этом могут применять полисульфидные герметики из герметизирующих и вулканизирующих паст с добавлением иногда асбестовой или резиновой крошки. Приготовляют мастики-герметики на месте работ за 30-60 мин до их использования. Стыки дополнительно герметизируют с помощью шприцев с ручным или пневматическим выдавливанием мастики или с помощью пневматических установок. Стальной трубопровод, как упругая система, подвергающаяся воздействию внешних сил, имеет потенциальную энергию деформации упругого изгиба. В то же время упругая система стремится к своему равновесному состоянию, которым для трубопровода является его стремление к восстановлению своего прямолинейного положения. Поэтому трубо 4 62522010.06.30 провод, находясь в напряженном состоянии, начинает самопроизвольно укладываться в траншею за счет потенциальной энергии изгиба, переходящей в кинетическую. Основная задача при монтаже чугунных труб на резиновых манжетах - создание осевого усилия зачеканки, необходимого для соединения труб, которое новый конструктив по сравнению с известным уровнем техники гарантированно реализует независимо от изменений кинетической энергии изгиба или растяжения при деформации грунтов. К преимуществам нового соединения можно отнести его невысокую стоимость, долговечность и универсальность за счет применения разъемных кольцевых фланцев из штатного набора сегментов, соответствующих штатному набору чугунных труб с раструбовым соединением, и высочайшее качество изготовления. Кроме того, соединение может использоваться как в промышленных, так и в обычных коммунальных трубопроводах, что делает его универсальным и экономичным. Промышленное освоение соединения предполагается на территории Беларуси. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: F16L 23/00, F16L 21/00, F16L 25/00
Метки: труб, конструкция, раструбного, чугунных, соединения
Код ссылки
<a href="https://by.patents.su/5-u6252-konstrukciya-rastrubnogo-soedineniya-chugunnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Конструкция раструбного соединения чугунных труб</a>
Конструкция паяного соединения труб
Номер патента: U 4942
Опубликовано: 30.12.2008
Авторы: Латун Татьяна Сергеевна, Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна
МПК: B23K 3/00
Метки: конструкция, паяного, соединения, труб
Текст:
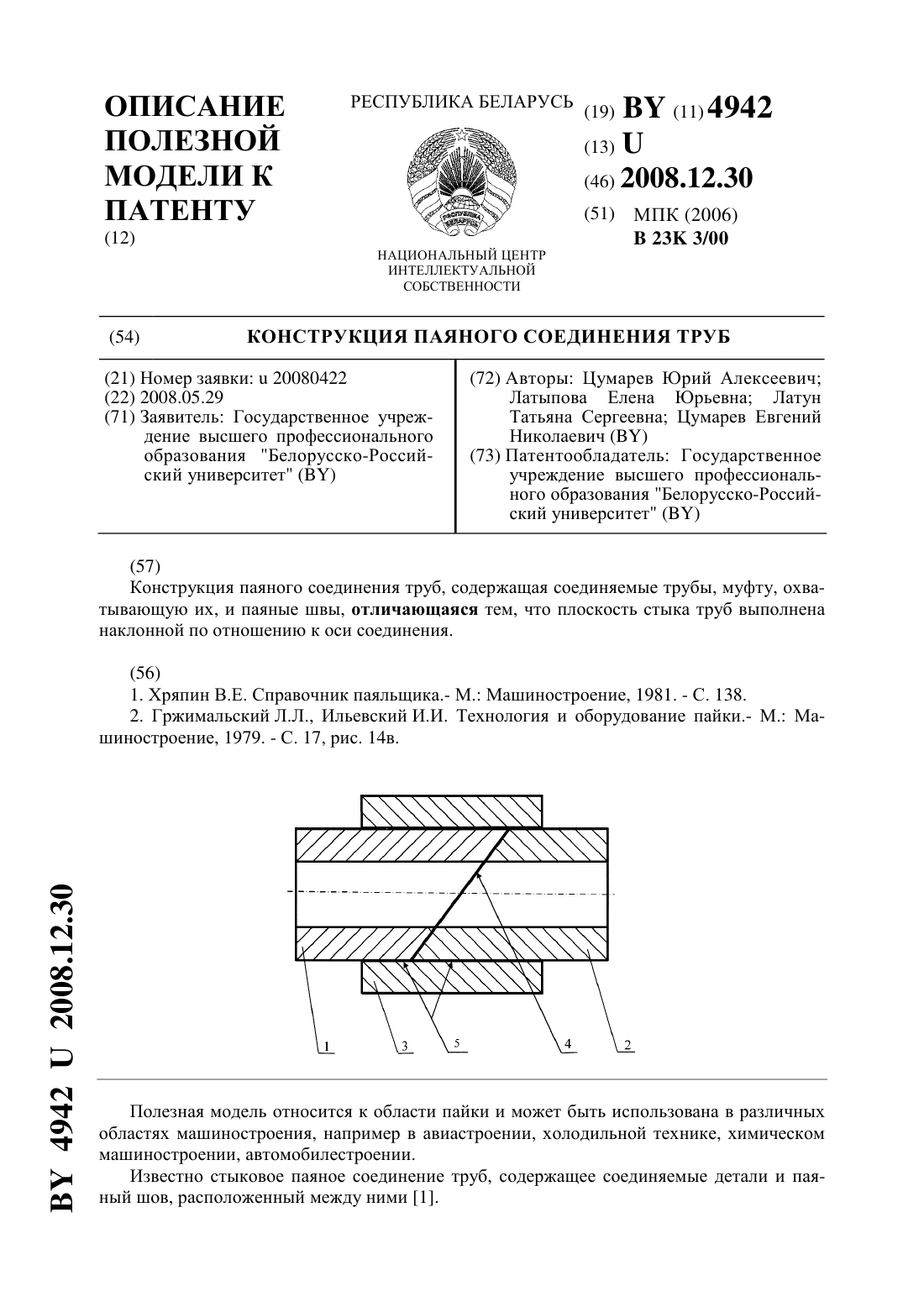
...каждой трубы проходит перпендикулярно оси соединения 2. Это паяное соединение имеет низкую прочность при испытании на кручение, что обусловлено возможностью поворота труб относительно муфты при разрушении паяных швов. Задачей полезной модели является повышение прочности при кручении. Поставленная задача достигается тем, что в конструкции паяного соединения труб,содержащей соединяемые трубы, муфту, охватывающую их, и паяные швы,...
Конструкция паяного соединения трубопровода

Номер патента: U 4941
Опубликовано: 30.12.2008
Авторы: Латун Татьяна Сергеевна, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич, Шелег Валерий Константинович
МПК: B23K 3/00
Метки: соединения, конструкция, трубопровода, паяного
Текст:
...достигается тем, что в конструкции паяного соединения трубопровода, содержащей соединяемые трубы, муфту, охватывающую их, и паяные швы, согласно полезной модели, плоскость стыка труб выполнена наклонной по отношению к оси соединения, а торцовые поверхности муфты выполнены параллельными плоскости стыка и проходящими на равных расстояниях от линии стыка. Благодаря тому что плоскость стыка труб выполнена наклонной по отношению к оси...
Способ соединения спирально навитых термопластичных труб
Номер патента: 2383
Опубликовано: 30.09.1998
Автор: Бломквист Гуннар
МПК: B29C 65/02, B29C 65/42, B29C 57/10...
Метки: труб, соединения, способ, термопластичных, спирально, навитых
Текст:
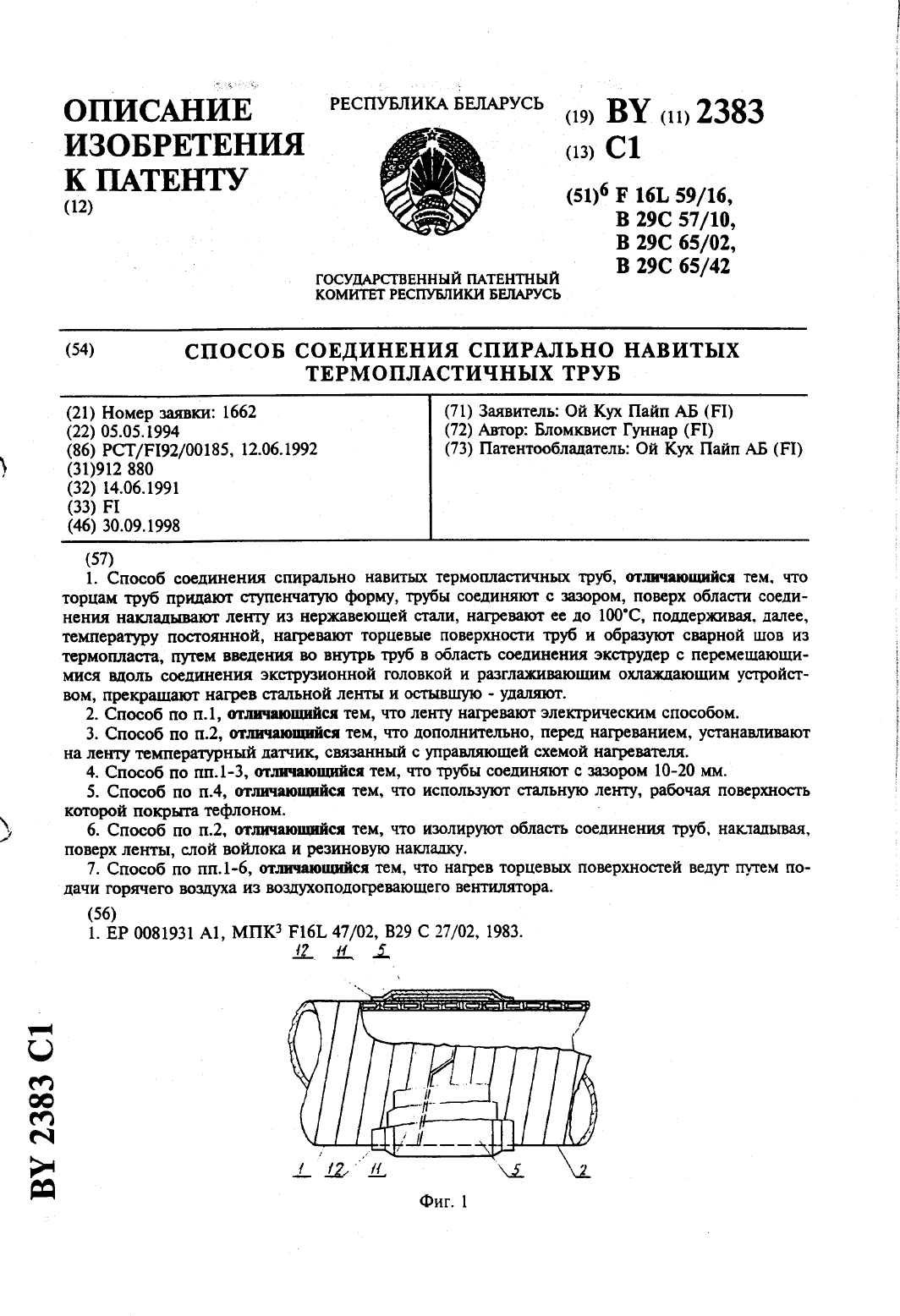
...с зазором равным радиальному размеру пустотелого профиля, из которого состоят спирально навитые трубы, используют стальную ленту, рабочая часть которой покрьтта тефлоном, перед нагреванием на ленту устанавливают температурный датчик, связанный с управляющей схемой нагревателя (на чертеже не показаны), изолируют область соединения труб, накладывая, поверх ленты, слой войлока и резиновую накладку, затем нагревают ленту электрическим...
Конструкция паяного стыкового соединения
Номер патента: U 5627
Опубликовано: 30.10.2009
Авторы: Непокойчицкий Анатолий Григорьевич, Цумарев Юрий Алексеевич, Игнатова Екатерина Валентиновна, Латун Татьяна Сергеевна, Игнатов Борис Иванович
МПК: B23K 3/00
Метки: стыкового, конструкция, паяного, соединения
Текст:
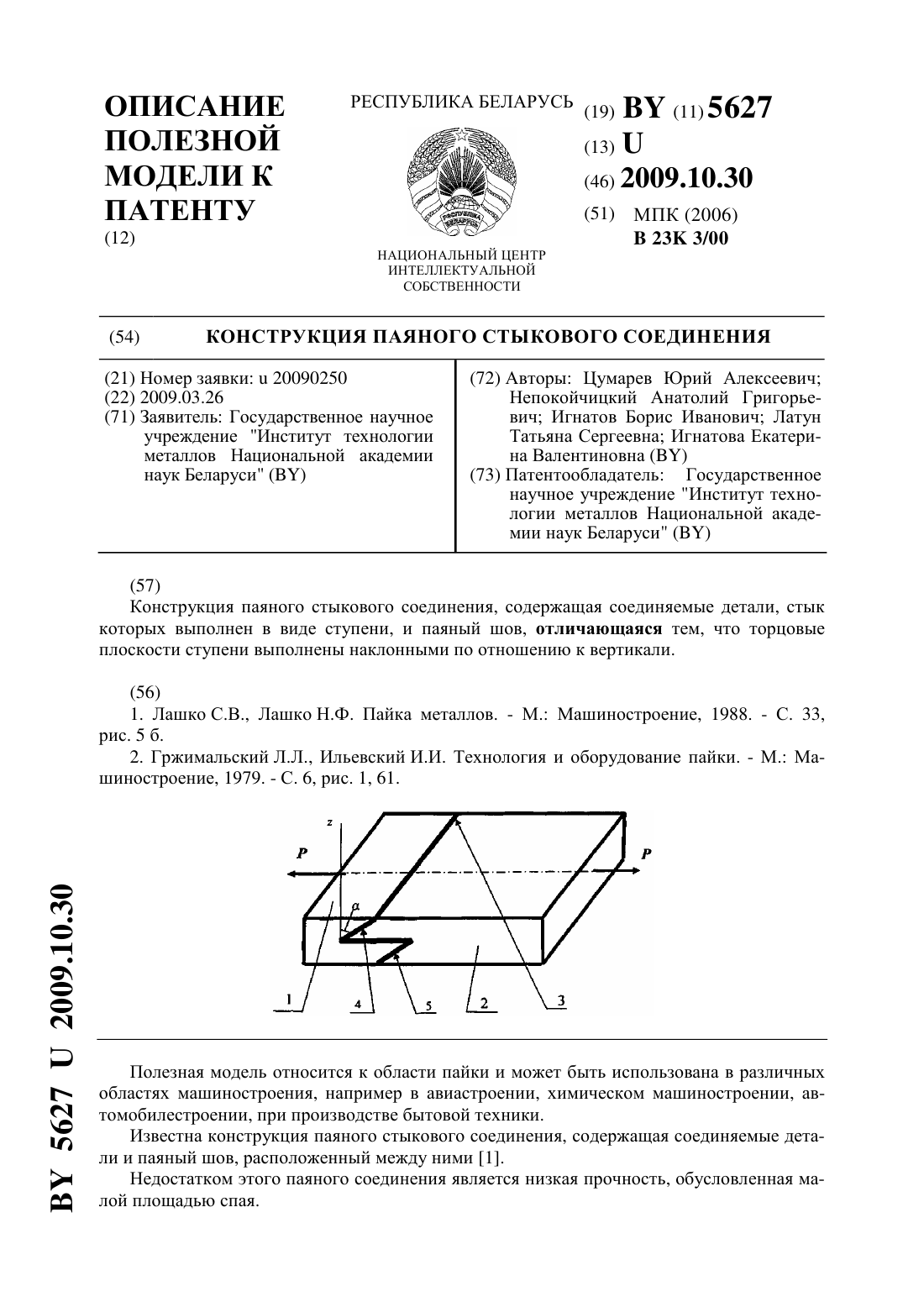
...малой площадью спая. 56272009.10.30 Наиболее близкой к заявляемому устройству по технической сущности и достигаемому результату является конструкция паяного стыкового соединения, содержащая соединяемые детали, стык которых выполнен в виде ступени, и паяный шов 2. Указанное паяное соединение имеет низкую прочность при испытании на растяжение из-за недостаточной площади спая. Задачей полезной модели является повышение прочности паяного...
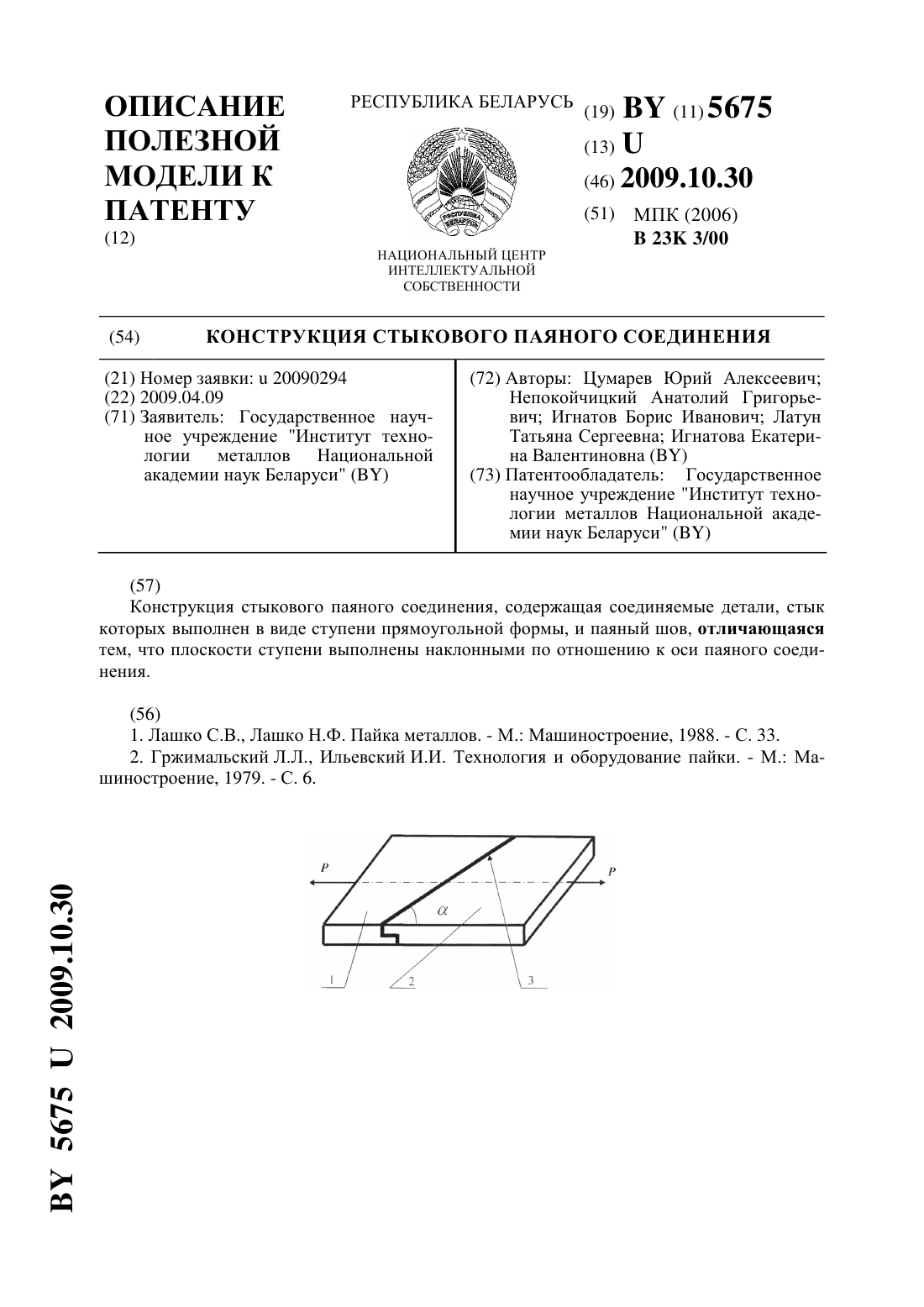
Конструкция стыкового паяного соединения
Номер патента: U 5675
Опубликовано: 30.10.2009
Авторы: Цумарев Юрий Алексеевич, Латун Татьяна Сергеевна, Игнатова Екатерина Валентиновна, Непокойчицкий Анатолий Григорьевич, Игнатов Борис Иванович
МПК: B23K 3/00
Метки: соединения, стыкового, конструкция, паяного
Текст:
...и достигаемому результату является конструкция стыкового паяного соединения, содержащая соединяемые детали, стык которых выполнен в виде ступени прямоугольной формы, и паяный шов 2. Указанное паяное соединение имеет низкую прочность при испытании на растяжение из-за недостаточной площади спая. Задачей полезной модели является повышение прочности стыкового паяного соединения. Поставленная задача достигается тем, что в конструкции стыкового...
Предыдущий патент: Высоконапорный кавитационный пеногенератор
Следующий патент: Охлаждающее устройство
Случайный патент: Способ определения класса прочности арматуры в железобетоне