Обрабатывающий центр
Номер патента: U 6139
Опубликовано: 30.04.2010
Авторы: Сосновский Владимир Викторович, Резник Сергей Васильевич, Игнатович Владимир Сергеевич
Текст
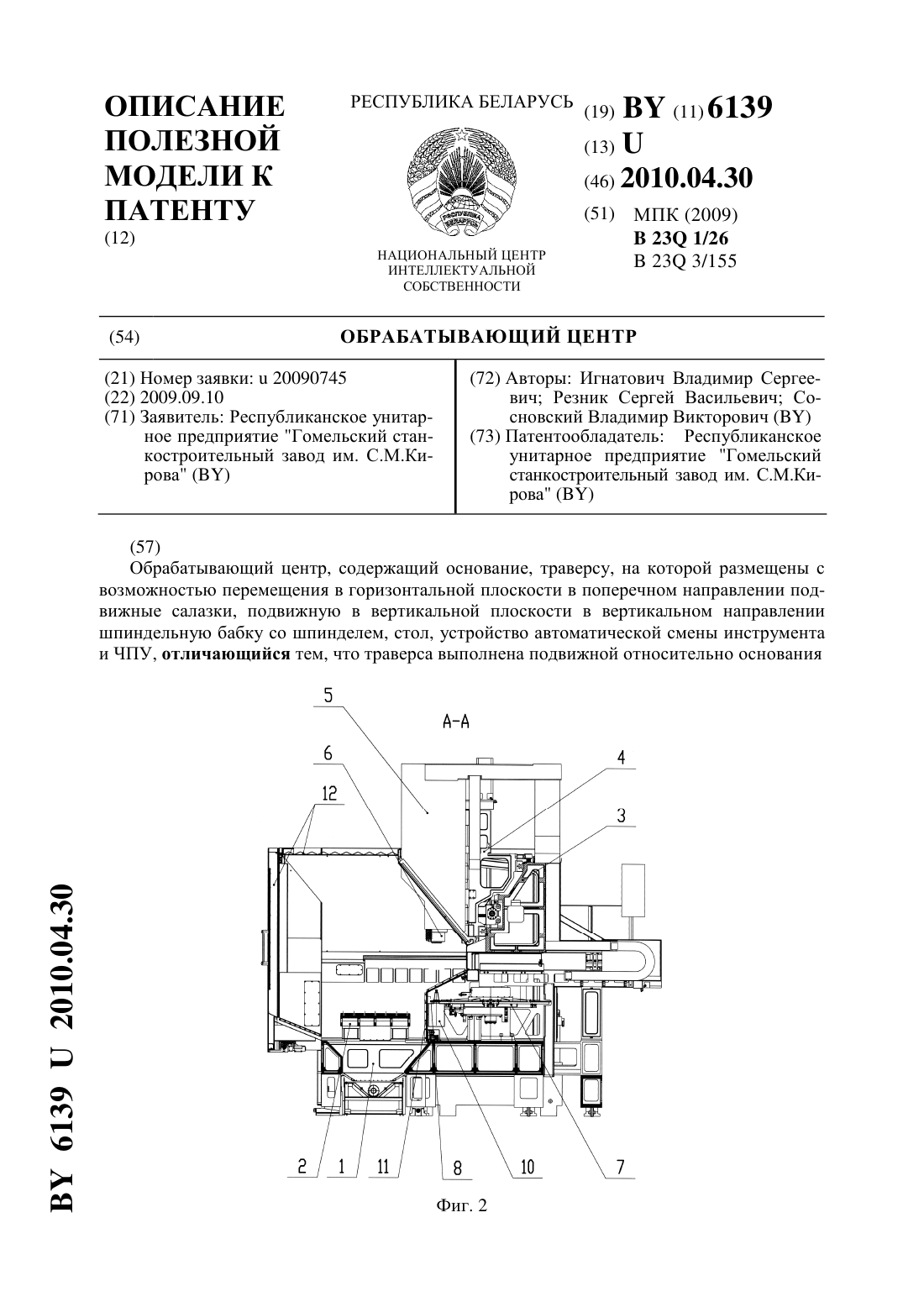
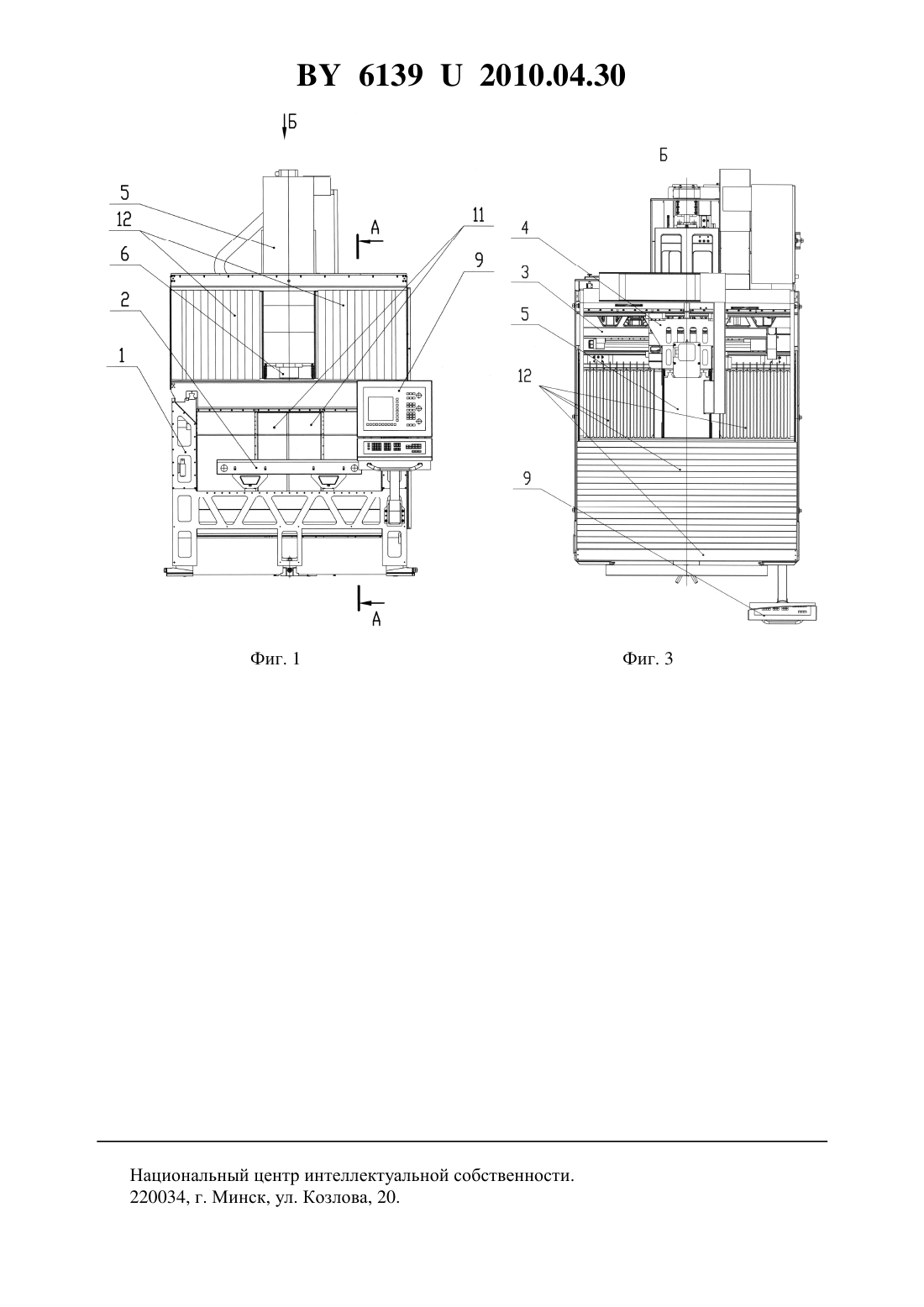
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Сосновский Владимир Викторович(73) Патентообладатель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(57) Обрабатывающий центр, содержащий основание, траверсу, на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки, подвижную в вертикальной плоскости в вертикальном направлении шпиндельную бабку со шпинделем, стол, устройство автоматической смены инструмента и ЧПУ, отличающийся тем, что траверса выполнена подвижной относительно основания 61392010.04.30 в горизонтальной плоскости в продольном направлении, подвижная шпиндельная бабка со шпинделем смонтирована на подвижных салазках с возможностью перемещения в вертикальной плоскости в вертикальном направлении, стол выполнен неподвижным и жестко связанным с основанием, устройство автоматической смены инструмента выполнено в виде дискового инструментального магазина с вертикальной осью вращения, жестко смонтированного на основании, при этом шпиндель подвижной шпиндельной бабки имеет возможность взаимодействия при смене инструмента с дисковым инструментальным магазином посредством установленного в последнем инструмента.(56) 1. Портальный обрабатывающий центр модели 1212, проспект фирмы ,, 24, -82054 , Германия, 2009 г. 2. Обрабатывающий центр модели 12 , проспект фирмы ,Со. ,75, 78532 , Германия, 2009 г. Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству обрабатывающих центров. Известен портальный обрабатывающий центр, содержащий основание со смонтированным на последнем неподвижным порталом, на котором размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки,на которых смонтирована с возможностью перемещения в вертикальной плоскости в вертикальном направлении подвижная шпиндельная бабка со шпинделем, подвижный стол,расположенный на основании с возможностью перемещения в горизонтальной плоскости в продольном направлении, размещенное сбоку портала устройство автоматической смены инструмента, выполненное в виде инструментального магазина с вертикальной осью вращения и автооператора, имеющего возможность перемещения инструмента из последнего в шпиндель обрабатывающего центра и обратно, и ЧПУ 1. Недостатками известного портального обрабатывающего центра являются громоздкость и сложность конструкции. Наиболее близким по технической сущности является обрабатывающий центр, содержащий основание со смонтированной на последнем неподвижной траверсой, на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки, на которых смонтированы с возможностью перемещения в горизонтальной плоскости в продольном направлении сани, на которых расположена с возможностью перемещения в вертикальной плоскости в вертикальном направлении подвижная шпиндельная бабка со шпинделем, поворотный стол, расположенный на основании, размещенное с возможностью перемещения внутри траверсы устройство автоматической смены инструмента, выполненное в виде цепного инструментального магазина с вертикальной осью вращения, имеющего возможность взаимодействия посредством размещенного в нем инструмента со шпинделем обрабатывающего центра, и ЧПУ 2. Недостатками известного обрабатывающего центра являются значительные габариты и сложность конструкции, а также недостаточная стабильность при смене инструмента вследствие возможных погрешностей при выезде в точку смены одновременно шпинделя и инструментального магазина. Технической задачей предлагаемой полезной модели является повышение стабильности смены инструмента и упрощение конструкции. Поставленная задача достигается тем, что в обрабатывающем центре, содержащий основание, траверсу, на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки, подвижную в вертикаль 2 61392010.04.30 ной плоскости в вертикальном направлении шпиндельную бабку со шпинделем, стол, устройство автоматической смены инструмента и ЧПУ, траверса выполнена подвижной относительно основания в горизонтальной плоскости в продольном направлении,подвижная шпиндельная бабка со шпинделем смонтирована на подвижных салазках с возможностью перемещения в вертикальной плоскости в вертикальном направлении, стол выполнен неподвижным и жестко связанным с основанием, устройство автоматической смены инструмента выполнено в виде дискового инструментального магазина с вертикальной осью вращения, жестко смонтированного на основании, при этом шпиндель подвижной шпиндельной бабки имеет возможность взаимодействия при смене инструмента с дисковым инструментальным магазином посредством установленного в последнем инструмента. На фиг. 1 изображен предлагаемый обрабатывающий центр, вид спереди (ограждение частично-условно не показано) на фиг. 2 - разрез А-А на фиг. 1 (видовой разрез сбоку на обрабатывающем центре) на фиг. 3 - вид Б на фиг. 1 (вид сверху на обрабатывающий центр). Обрабатывающий центр содержит основание 1 с неподвижным и жестко связанным относительно последнего столом 2, подвижную относительно основания 1 в горизонтальной плоскости в продольном направлении траверсу 3 (координата перемещения - ось ),на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки 4 (координата перемещения - ось ), подвижную шпиндельную бабку 5 со шпинделем 6, смонтированную на подвижных салазках 4 с возможностью перемещения в вертикальной плоскости в вертикальном направлении (координата перемещения - ось ), и устройство автоматической смены инструмента, выполненное в виде дискового инструментального магазина 7 с гнездами 8 под инструмент с вертикальной осью вращения, жестко смонтированного на основании 1, и ЧПУ 9. Причем шпиндель 6 имеет возможность перемещения по всем трем координатам - по осисовместно со шпиндельной бабкой 5 и с салазками 4, по осисовместно со шпиндельной бабкой 5, с салазками 4 и траверсой 3, и по осисовместно со шпиндельной бабкой 5 как по каждой оси координат поочередно, так и в любом сочетании осей координат, а также и по всем осям координат одновременно. При этом при смене инструмента шпиндель 6 подвижной шпиндельной бабки 5 имеет возможность взаимодействия с инструментом 10 (на фиг. 2 показано условно), установленным в гнезде 8 дискового инструментального магазина 7, расположенного в позиции смены. Дисковый инструментальный магазин 7 отделен от неподвижного стола 2 (зоны обработки) подвижными раздвигающимися защитными щитками 11. Сам же обрабатывающий центр снабжен защитным ограждением 12, предохраняющим обслуживающий персонал при работе на станке от брызг смазочно-охлаждающей жидкости (СОЖ) и вылета стружки. Обрабатывающий центр работает следующим образом. В первоначальный момент,например, вручную раздвигаются дверцы (на фигуре не показано) защитного ограждения 12 и на стол 2 обрабатывающего центра устанавливается и закрепляется заготовка (на фигуре не показано) и, одновременно, в дисковый инструментальный магазин 7 загружается инструмент (на фиг. 2 показано условно - один инструмент в позиции смены). После этого дверцы защитного ограждения 12 вручную закрываются. Далее, например, по команде с ЧПУ 9, шпиндель 6, перемещаясь, например, одновременно по осям координат,и , приходит в позицию смены инструмента и позиционируется в ней. Одновременно, с этим начинает вращаться вокруг своей оси дисковый инструментальный магазин 7 и в позицию смены инструмента приходит требуемый для обработки заготовки инструмент 10 при этом дисковый инструментальный магазин 7 также позиционируется в последней. Далее, по команде с ЧПУ 9, защитные щитки 11 раздвигаются (на фигуре не показано) и появляется доступ к инструменту 10, находящемуся в данный момент в позиции смены. После этого шпиндель 6 со шпиндельной бабкой 5 перемещается по оси коор 3 61392010.04.30 динатк инструменту 10, наезжает на него, после чего последний фиксируется в шпинделе 6. Затем шпиндель 6 с зафиксированным инструментом 10 (на фигуре не показано), по команде с ЧПУ 9, совместно со шпиндельной бабкой 5, с салазками 4 и траверсой 3 перемещается по оси координатв сторону от дискового инструментального магазина 7 (в сторону к неподвижному столу 2) и освобождает последний из гнезда 8 дискового инструментального магазина 7. Далее, по команде с ЧПУ 9, шпиндельная бабка 5 со шпинделем 6 и установленным в нем инструментом 10 перемещается в зону обработки,то есть к неподвижному столу 2 с установленной на последнем заготовкой. После этого,например по команде с ЧПУ 9, защитные щитки 11 возвращаются в исходное положение(сдвигаются) и отделяют дисковый инструментальный магазин 7 от зоны обработки. При этом шпиндель 6 с инструментом 10 приводится во вращение с требуемой для данной технологической операции скоростью вращения и начинается процесс обработки заготовки (в соответствии с технологической программой обработки). При этом шпиндель 7 с инструментом 10, при необходимости, перемещается по оси координатсовместно со шпиндельной бабкой 5 и с салазками 4, по оси координатсовместно со шпиндельной бабкой 5, с салазками 4 и траверсой 3 и по оси координатсовместно со шпиндельной бабкой 5 или по всем осям координат одновременно (в зависимости от технологической программы обработки детали), позиционируясь в заданных точках. По окончании технологического перехода обработки заготовки установленным в данный момент в шпинделе 6 инструментом 10, например по команде с ЧПУ 9, последний останавливается и шпиндель 6 совместно со шпиндельной бабкой 5 перемещается в зону смены инструмента при этом защитные щитки 11 раздвигаются (на фигуре не показано) и появляется доступ к гнезду 8 дискового инструментального магазина 7, находящемуся в данный момент в позиции смены. Далее, шпиндель 6 с отработавшим инструментом 10 совместно со шпиндельной бабкой 5, с салазками 4 и траверсой 3 перемещается по оси координатв сторону к дисковому инструментальному магазину 7 (в сторону от неподвижного стола 2) и инструмент 10 фиксируется в гнезде 8 дискового инструментального магазина 7. Затем,по команде с ЧПУ 9, инструмент 10 расфиксируется в шпинделе 6 и шпиндельная бабка 5 со шпинделем 6 перемещается вверх по оси координат , оставляя в гнезде 8 дискового инструментального магазина 7 отработавший инструмент 10. После этого начинается вращаться дисковый инструментальный магазин 7 с установленными в нем инструментами (на фигуре не показано) и в позицию смены приходит следующий (новый) инструмент 10, требуемый для обработки заготовки. После этого шпиндель 6 со шпиндельной бабкой 5 перемещается по оси координатк новому инструменту 10, наезжает на него, после чего последний фиксируется в шпинделе 6. Затем, шпиндель 6 с зафиксированным новым инструментом 10 (на фигуре не показано), по команде с ЧПУ 9, совместно со шпиндельной бабкой 5, с салазками 4 и траверсой 3 перемещается по оси координатв сторону от дискового инструментального магазина 7 (в сторону к неподвижному столу 2) и освобождает последний из гнезда 8 дискового инструментального магазина 7. Далее, по команде с ЧПУ 9, шпиндельная бабка 5 со шпинделем 6 и установленным в нем новым инструментом 10 перемещается в зону обработки, то есть к неподвижному столу 2 с установленной на последнем заготовкой (частично обработанной деталью). После этого, например по команде с ЧПУ 9, защитные щитки 11 возвращаются в исходное положение (сдвигаются) и отделяют дисковый инструментальный магазин 7 от зоны обработки. При этом шпиндель 6 с новым инструментом 10 приводится во вращение с требуемой для данной технологической операции скоростью вращения и возобновляется процесс обработки заготовки (частично ранее обработанной детали в соответствии с технологической программой обработки). По окончании процесса обработки данным инструментом 10 производится его очередная смена и далее процесс обработки повторяется. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23Q 3/155, B23Q 1/26
Метки: центр, обрабатывающий
Код ссылки
<a href="https://by.patents.su/5-u6139-obrabatyvayushhijj-centr.html" rel="bookmark" title="База патентов Беларуси">Обрабатывающий центр</a>
Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Игнатович Владимир Сергеевич, Обухов Александр Николаевич, Сосновский Владимир Викторович
МПК: B23Q 17/22, B23Q 3/155, B23Q 15/00...
Метки: металлорежущий, станок, консольный, вертикальный
Текст:
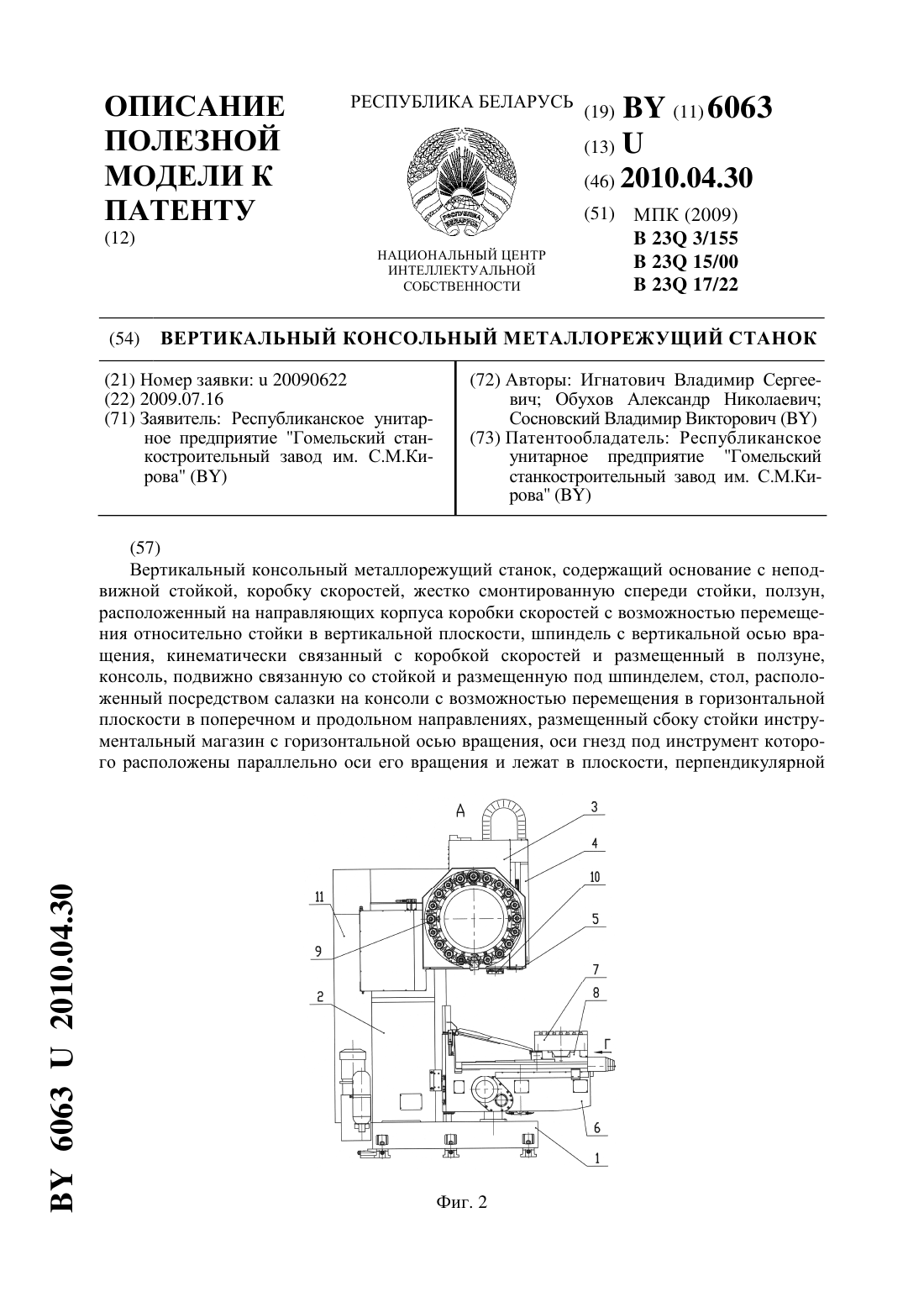
...ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг....
Вертикальный консольный металлообрабатывающий станок
Номер патента: U 6064
Опубликовано: 30.04.2010
Авторы: Резник Сергей Васильевич, Обухов Александр Николаевич, Сосновский Владимир Викторович, Игнатович Владимир Сергеевич
Метки: станок, металлообрабатывающий, вертикальный, консольный
Текст:
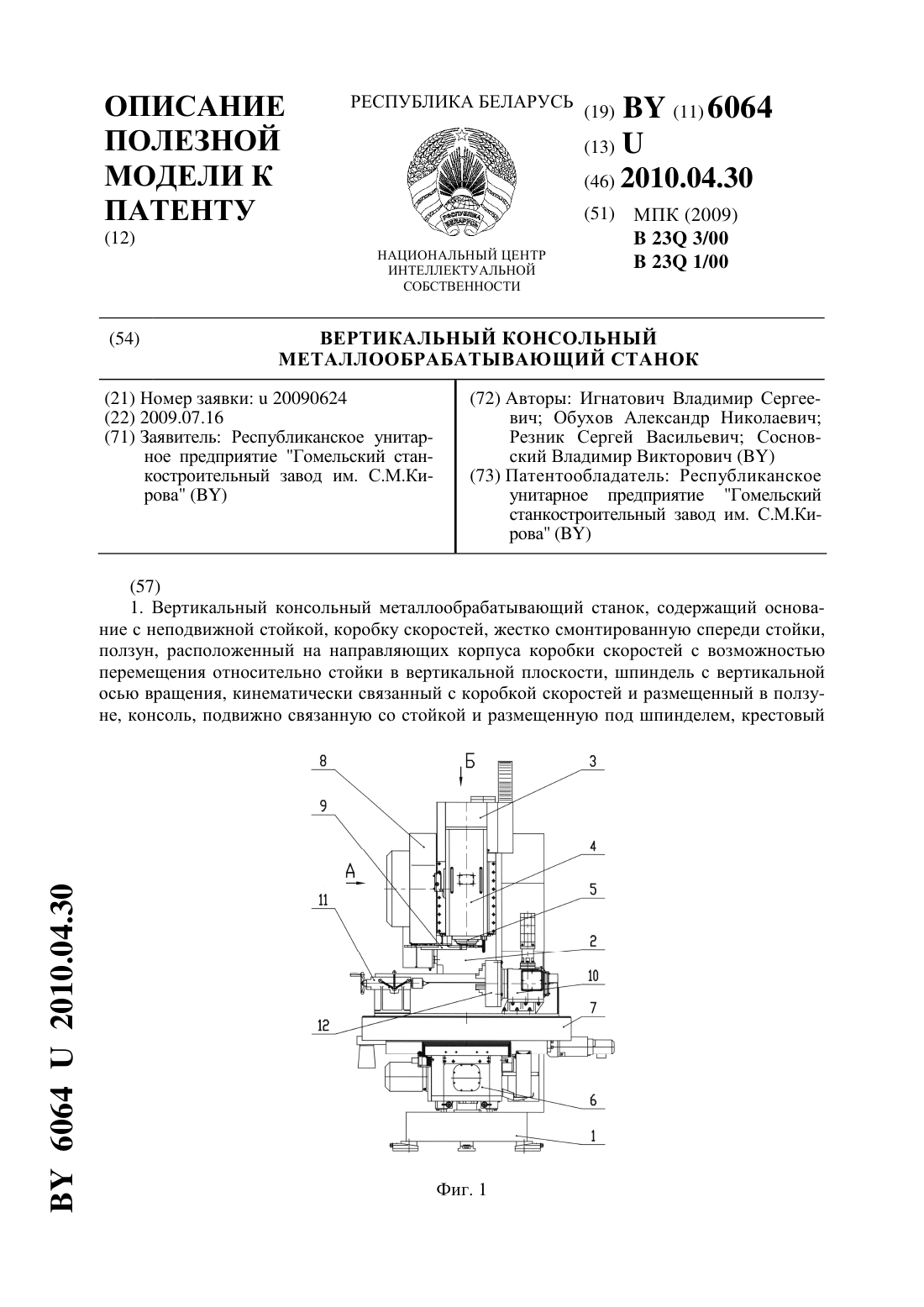
...устройства для многосторонней обработки, при этом устройство для многосторонней обработки снабжено токарным патроном или столом-планшайбой, жестко связанным со шпинделем устройства для многосторонней обработки, причем стол-планшайба выполнен с Т-образными пазами или резьбовыми отверстиями для крепления на поверхности для установки заготовок. На фиг. 1 изображен предлагаемый вертикальный консольный металлообрабатывающий станок, общий вид...
Измерительный центр

Номер патента: U 1037
Опубликовано: 30.09.2003
Авторы: Пашкевич Михаил Федорович, Будкевич Алексей Михайлович, Жолобов Александр Алексеевич, Пашкевич Виктор Михайлович
МПК: B23Q 17/00
Метки: центр, измерительный
Текст:
...вращения детали, т.е. не позволяет контролировать кинематические погрешности приводов формообразующих движений станков. В этой связи возникает задача, как измерить кинематические погрешности цепей формообразующих движений станка, например токарного, используя вращающийся центр,который вращается с той же частотой, что и шпиндель станка. Поставленная задача решается тем, что в измерительном центре, содержащем корпус с коническим...
Поводковый измерительный центр
Номер патента: U 691
Опубликовано: 30.12.2002
Авторы: Пашкевич Михаил Федорович, Пашкевич Александр Михайлович, Пашкевич Виктор Михайлович
МПК: B23B 33/00
Метки: поводковый, измерительный, центр
Текст:
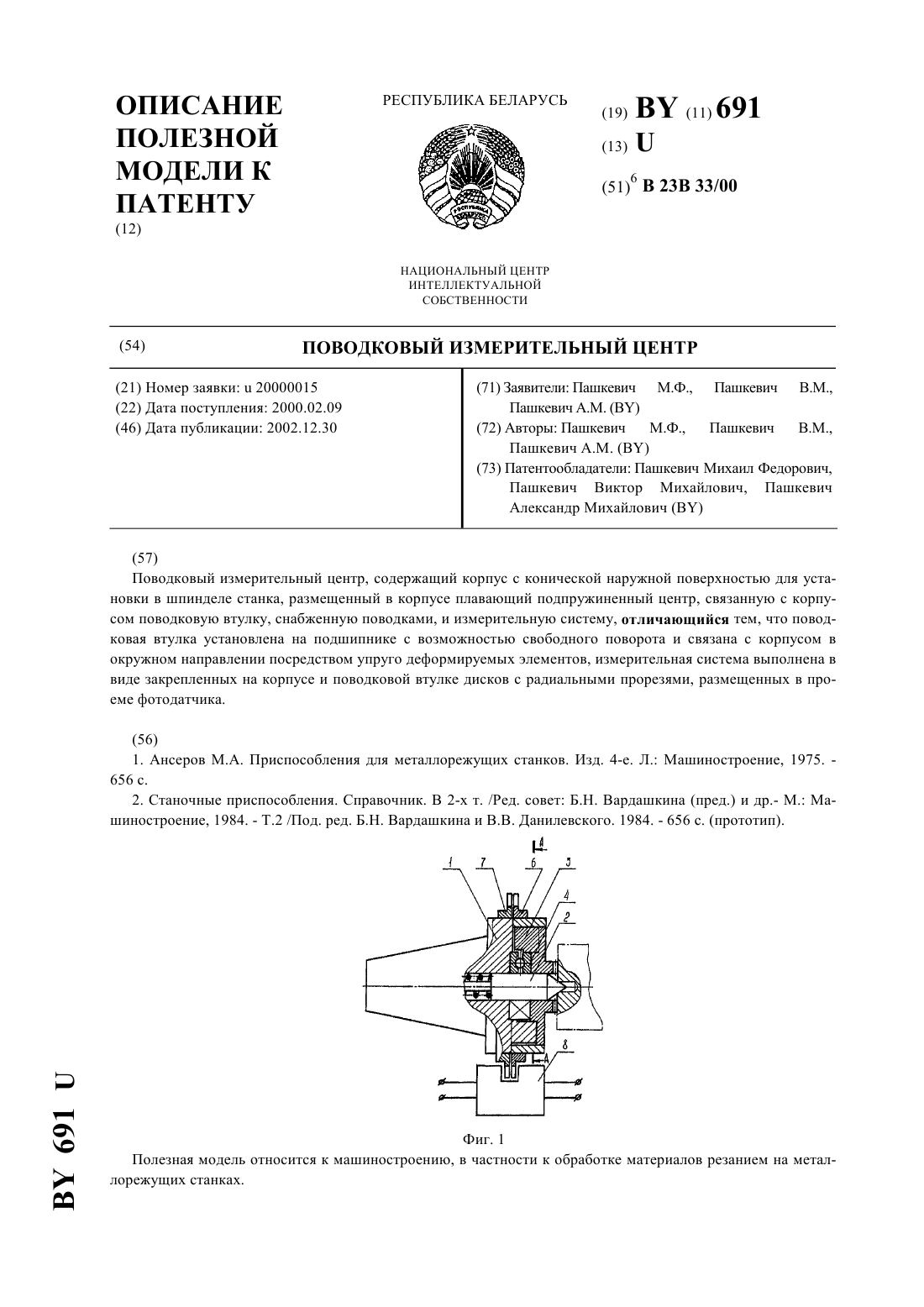
...связанную с корпусом поводковую втулку, снабженную поводками, и измерительную систему, согласно полезной модели, поводковая втулка установлена на подшипнике с возможностью свободного поворота и связана с корпусом в окружном направлении посредством упруго деформируемых элементов, измерительная система выполнена в виде закрепленных на корпусе и поводковой втулке дисков с радиальными прорезями, размещенных в проеме фотодатчика. Сущность...
Поводковый измерительный центр
Номер патента: U 2137
Опубликовано: 30.09.2005
Авторы: Забелин Дмитрий Александрович, Пашкевич Виктор Михайлович, Рогачесвский Николай Иванович, Пашкевич Михаил Федорович
МПК: G01L 5/00, B23B 33/00
Метки: поводковый, центр, измерительный
Текст:
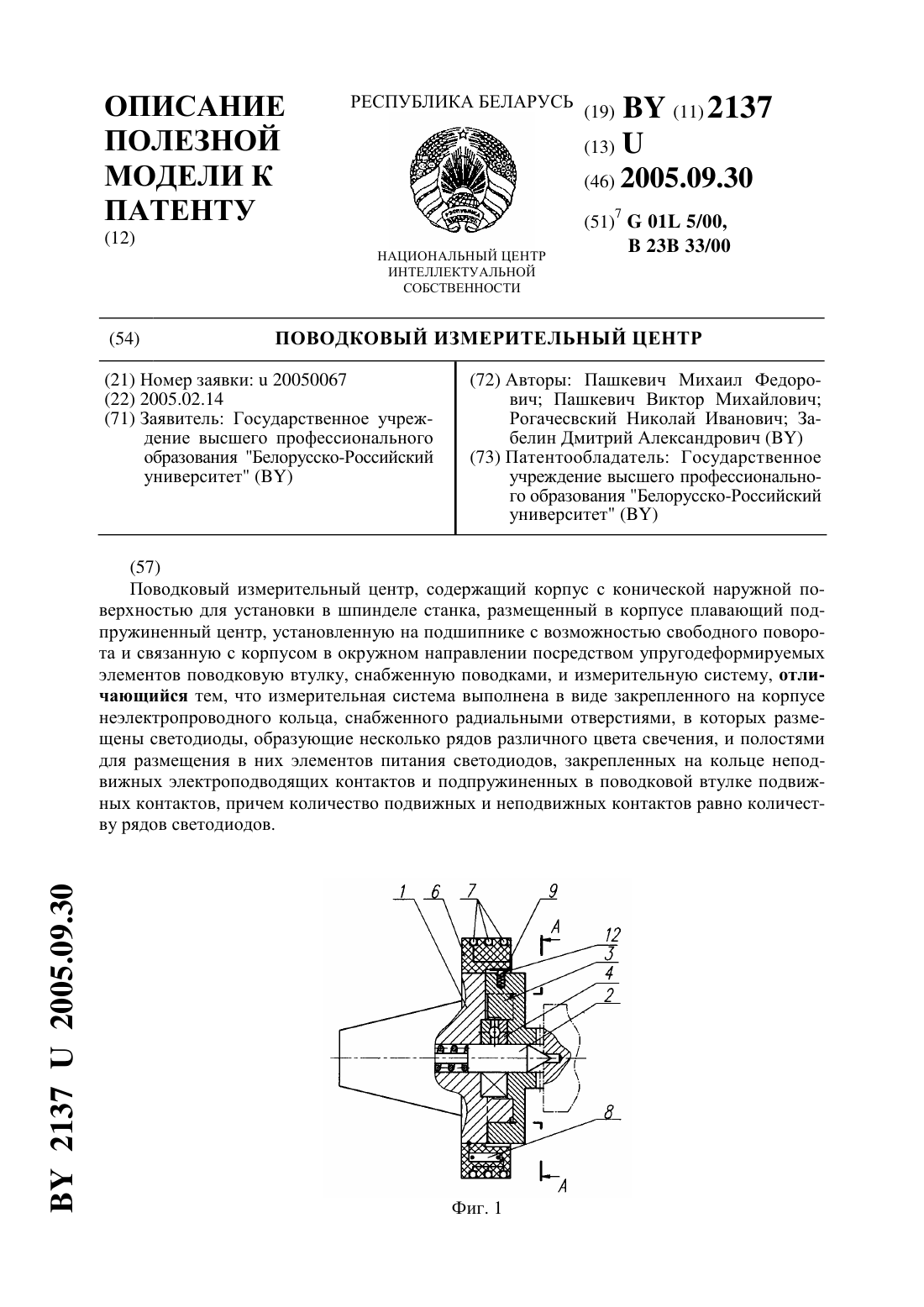
...измерительная система выполнена в виде закрепленного на корпусе неэлектропроводного кольца, снабженного радиальными отверстиями, в которых размещены светодиоды, образующие несколько рядов различного цвета свечения, и полостями для размещения в них элементов питания светодиодов, закрепленных на кольце неподвижных электроподводящих контактов и подпружиненных в поводковой втулке 21372005.09.30 подвижных контактов, причем количество подвижных...
Предыдущий патент: Плуг
Следующий патент: Эндодонтический штифт
Случайный патент: Приманка для оральной иммунизации диких плотоядных животных