Поводковый измерительный центр
Номер патента: U 691
Опубликовано: 30.12.2002
Авторы: Пашкевич Михаил Федорович, Пашкевич Александр Михайлович, Пашкевич Виктор Михайлович
Текст
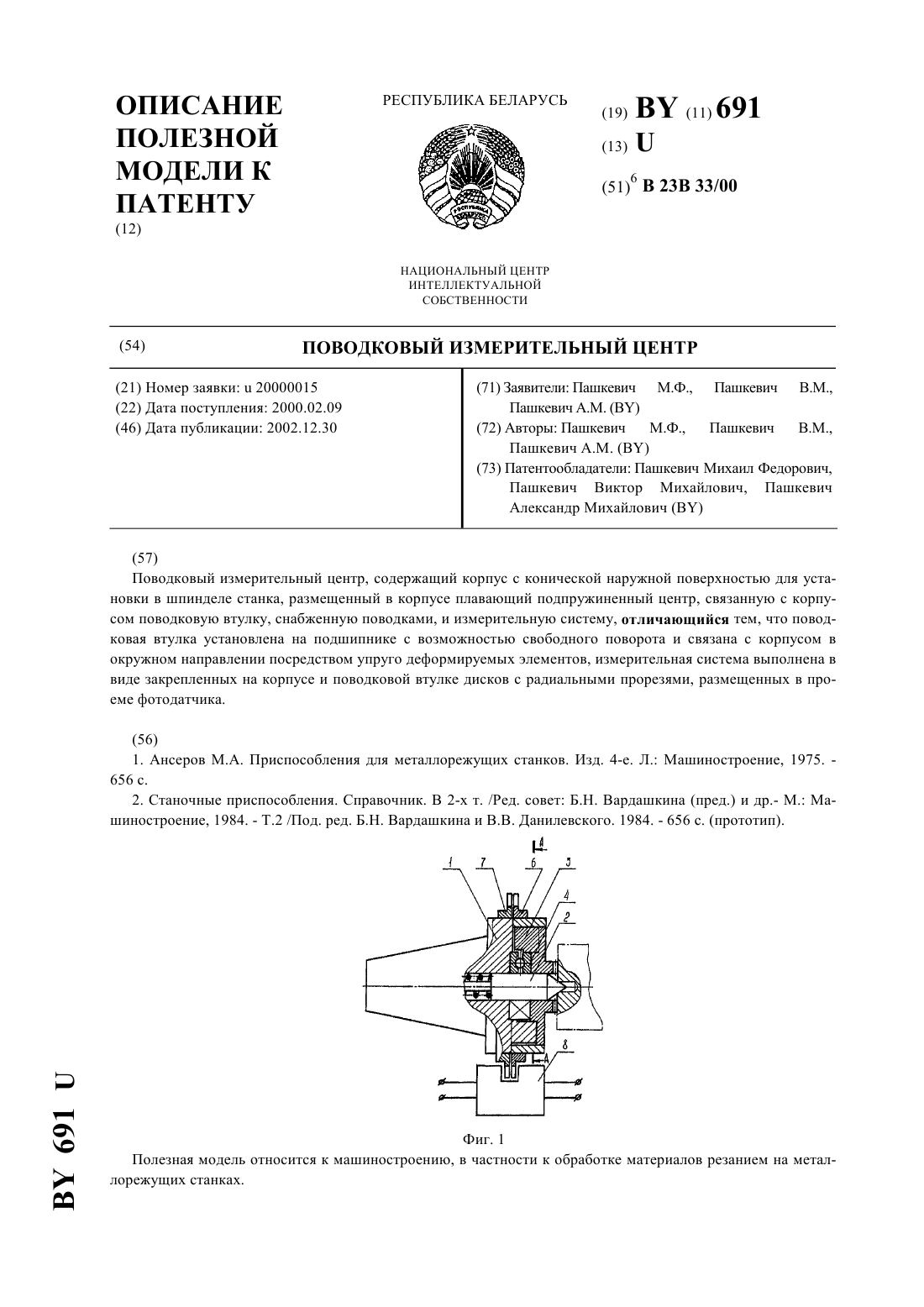
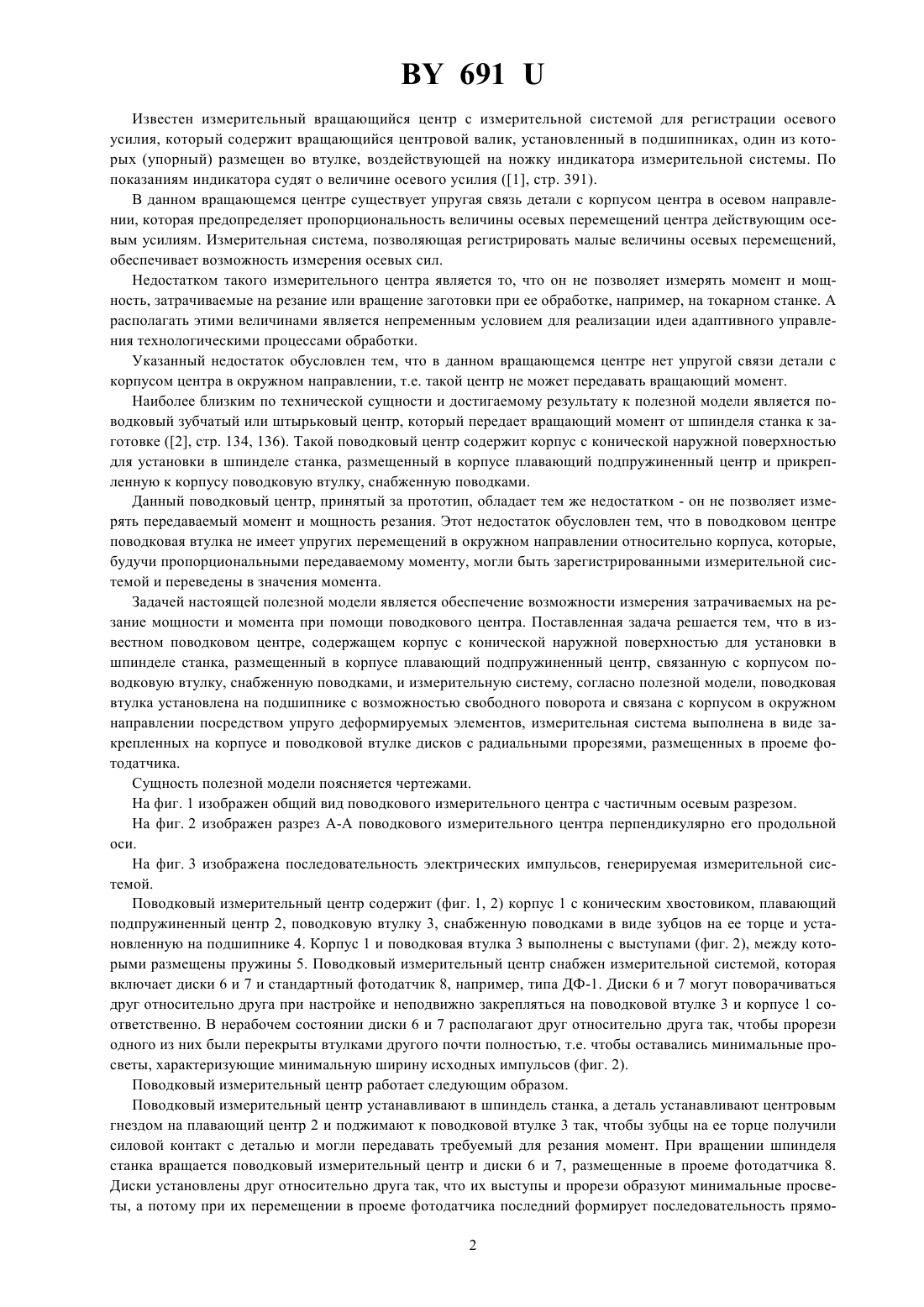
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(73) Патентообладатели Пашкевич Михаил Федорович,Пашкевич Виктор Михайлович, Пашкевич Александр Михайлович(57) Поводковый измерительный центр, содержащий корпус с конической наружной поверхностью для установки в шпинделе станка, размещенный в корпусе плавающий подпружиненный центр, связанную с корпусом поводковую втулку, снабженную поводками, и измерительную систему, отличающийся тем, что поводковая втулка установлена на подшипнике с возможностью свободного поворота и связана с корпусом в окружном направлении посредством упруго деформируемых элементов, измерительная система выполнена в виде закрепленных на корпусе и поводковой втулке дисков с радиальными прорезями, размещенных в проеме фотодатчика.(56) 1. Ансеров М.А. Приспособления для металлорежущих станков. Изд. 4-е. Л. Машиностроение, 1975. 656 с. 2. Станочные приспособления. Справочник. В 2-х т. /Ред. совет Б.Н. Вардашкина (пред.) и др.- М. Машиностроение, 1984. - Т.2 /Под. ред. Б.Н. Вардашкина и В.В. Данилевского. 1984. - 656 с. (прототип). Фиг. 1 Полезная модель относится к машиностроению, в частности к обработке материалов резанием на металлорежущих станках. 691 Известен измерительный вращающийся центр с измерительной системой для регистрации осевого усилия, который содержит вращающийся центровой валик, установленный в подшипниках, один из которых (упорный) размещен во втулке, воздействующей на ножку индикатора измерительной системы. По показаниям индикатора судят о величине осевого усилия (1, стр. 391). В данном вращающемся центре существует упругая связь детали с корпусом центра в осевом направлении, которая предопределяет пропорциональность величины осевых перемещений центра действующим осевым усилиям. Измерительная система, позволяющая регистрировать малые величины осевых перемещений,обеспечивает возможность измерения осевых сил. Недостатком такого измерительного центра является то, что он не позволяет измерять момент и мощность, затрачиваемые на резание или вращение заготовки при ее обработке, например, на токарном станке. А располагать этими величинами является непременным условием для реализации идеи адаптивного управления технологическими процессами обработки. Указанный недостаток обусловлен тем, что в данном вращающемся центре нет упругой связи детали с корпусом центра в окружном направлении, т.е. такой центр не может передавать вращающий момент. Наиболее близким по технической сущности и достигаемому результату к полезной модели является поводковый зубчатый или штырьковый центр, который передает вращающий момент от шпинделя станка к заготовке (2, стр. 134, 136). Такой поводковый центр содержит корпус с конической наружной поверхностью для установки в шпинделе станка, размещенный в корпусе плавающий подпружиненный центр и прикрепленную к корпусу поводковую втулку, снабженную поводками. Данный поводковый центр, принятый за прототип, обладает тем же недостатком - он не позволяет измерять передаваемый момент и мощность резания. Этот недостаток обусловлен тем, что в поводковом центре поводковая втулка не имеет упругих перемещений в окружном направлении относительно корпуса, которые,будучи пропорциональными передаваемому моменту, могли быть зарегистрированными измерительной системой и переведены в значения момента. Задачей настоящей полезной модели является обеспечение возможности измерения затрачиваемых на резание мощности и момента при помощи поводкового центра. Поставленная задача решается тем, что в известном поводковом центре, содержащем корпус с конической наружной поверхностью для установки в шпинделе станка, размещенный в корпусе плавающий подпружиненный центр, связанную с корпусом поводковую втулку, снабженную поводками, и измерительную систему, согласно полезной модели, поводковая втулка установлена на подшипнике с возможностью свободного поворота и связана с корпусом в окружном направлении посредством упруго деформируемых элементов, измерительная система выполнена в виде закрепленных на корпусе и поводковой втулке дисков с радиальными прорезями, размещенных в проеме фотодатчика. Сущность полезной модели поясняется чертежами. На фиг. 1 изображен общий вид поводкового измерительного центра с частичным осевым разрезом. На фиг. 2 изображен разрез А-А поводкового измерительного центра перпендикулярно его продольной оси. На фиг. 3 изображена последовательность электрических импульсов, генерируемая измерительной системой. Поводковый измерительный центр содержит (фиг. 1, 2) корпус 1 с коническим хвостовиком, плавающий подпружиненный центр 2, поводковую втулку 3, снабженную поводками в виде зубцов на ее торце и установленную на подшипнике 4. Корпус 1 и поводковая втулка 3 выполнены с выступами (фиг. 2), между которыми размещены пружины 5. Поводковый измерительный центр снабжен измерительной системой, которая включает диски 6 и 7 и стандартный фотодатчик 8, например, типа ДФ-1. Диски 6 и 7 могут поворачиваться друг относительно друга при настройке и неподвижно закрепляться на поводковой втулке 3 и корпусе 1 соответственно. В нерабочем состоянии диски 6 и 7 располагают друг относительно друга так, чтобы прорези одного из них были перекрыты втулками другого почти полностью, т.е. чтобы оставались минимальные просветы, характеризующие минимальную ширину исходных импульсов (фиг. 2). Поводковый измерительный центр работает следующим образом. Поводковый измерительный центр устанавливают в шпиндель станка, а деталь устанавливают центровым гнездом на плавающий центр 2 и поджимают к поводковой втулке 3 так, чтобы зубцы на ее торце получили силовой контакт с деталью и могли передавать требуемый для резания момент. При вращении шпинделя станка вращается поводковый измерительный центр и диски 6 и 7, размещенные в проеме фотодатчика 8. Диски установлены друг относительно друга так, что их выступы и прорези образуют минимальные просветы, а потому при их перемещении в проеме фотодатчика последний формирует последовательность прямо 2 691 угольных импульсов (фиг. 3), длительность которыхпропорциональна ширине просветов, образованных дисками 6 и 7. При вращении шпинделя станка и осуществлении резания деталь стремится повернуть поводковую втулку 3 относительно корпуса 1. Этот поворот проходит при сжатии пружин 5. Чем больше момент резания, тем больше деформируются пружины 5 и тем на больший угол поворачивается поводковая втулка 3 относительно корпуса 1, а следовательно, диск 6 относительно диска 7. Следовательно, при увеличении момента увеличиваются просветы, образованные дисками 6 и 7, а поэтому пропорционально моменту возрастает длительность формируемых фотодатчиком импульсов. Последовательность импульсов может быть зарегистрирована и записана измерительными средствами. Лучше всего для этого использовать измерительные системы, построенные для работы совместно с ПЭВМ,которые позволяют вести обработку зарегистрированных сигналов при помощи той же ПЭВМ по соответствующим программам. Таким образом, в предлагаемом поводковом измерительном центре формируется последовательность импульсов (фиг. 3), которая несет обширную информацию. Поскольку момент М на шпинделе станка пропорционален средней длительностиимпульсов, постольку можно записать МКм,где Км - тарировочный коэффициент момента. Частота вращения шпинделя обратно пропорциональна среднему периоду следования импульсов, т.е., где К - тарировочный коэффициент частоты. Но так как мощность равна произведениюМ, то где-тарировочный коэффициент мощности. Из изложенного следует, что предлагаемый поводковый измерительный центр позволяет, в отличие от прототипа, решить поставленную задачу - обеспечить возможность измерения затрачиваемых на резание момента и мощности. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23B 33/00
Метки: центр, поводковый, измерительный
Код ссылки
<a href="https://by.patents.su/3-u691-povodkovyjj-izmeritelnyjj-centr.html" rel="bookmark" title="База патентов Беларуси">Поводковый измерительный центр</a>
Центр
Номер патента: 653
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 23/04
Метки: центр
Текст:
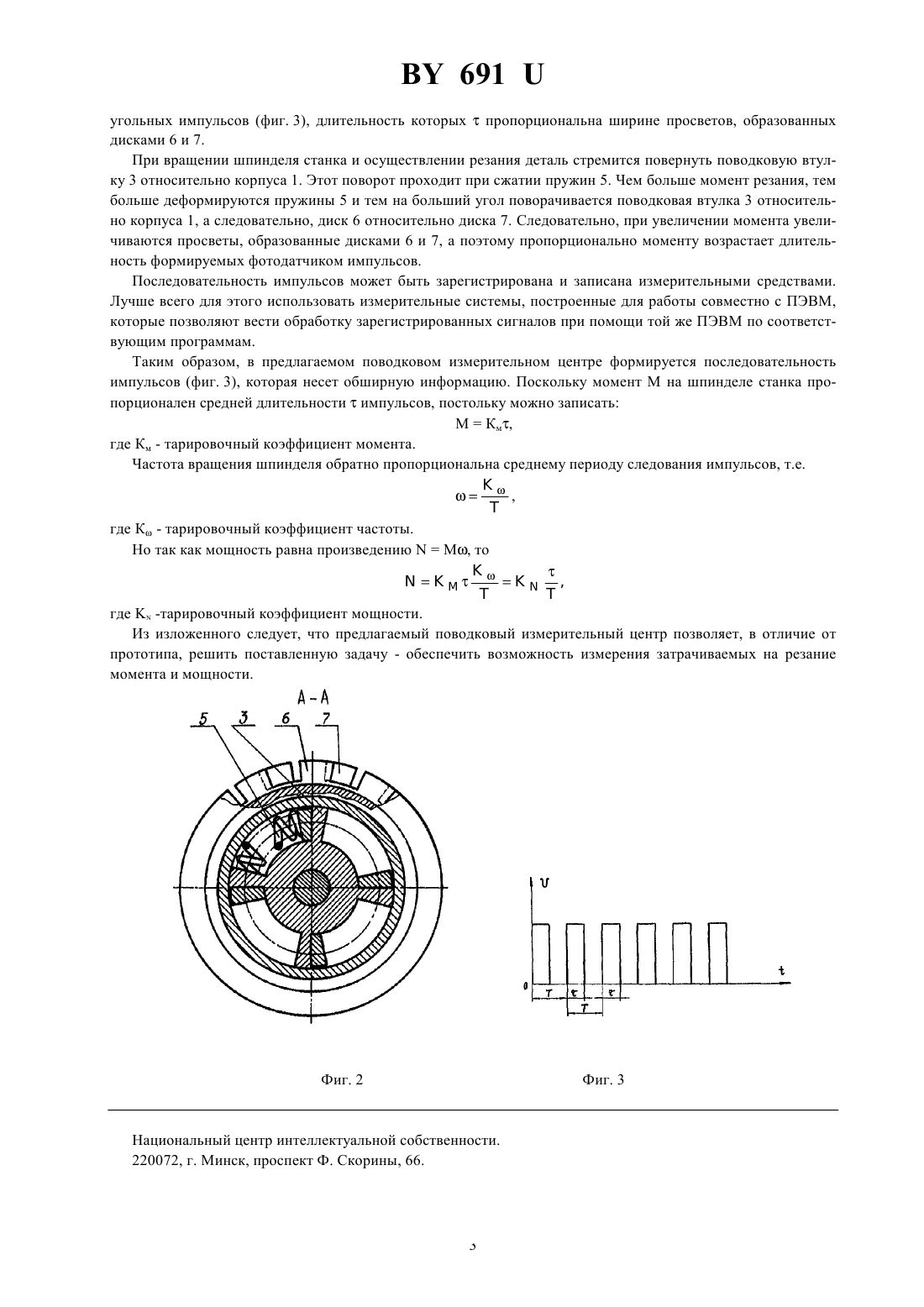
...что в центре, в корпусе которого. расположен центровой валик, установленный в упорном подшипнике и опоре качения, выполненной в виде цилиндрической втулки С отверстиями и шариками в них, согласно изобретению, втулка установлена с возможностью осевого перемещения относительно центрового валика и корпуса, при этом на центровом валике и заднем торце втулки выполнены конические поверхности, образующие с введенной в устройство шайбой полость,...
Измерительный щуп
Номер патента: U 85
Опубликовано: 30.03.2000
Авторы: Соломахо Владимир Леонтьевич, Соколовский Сергей Степанович
МПК: G01B 5/00
Метки: измерительный, щуп
Текст:
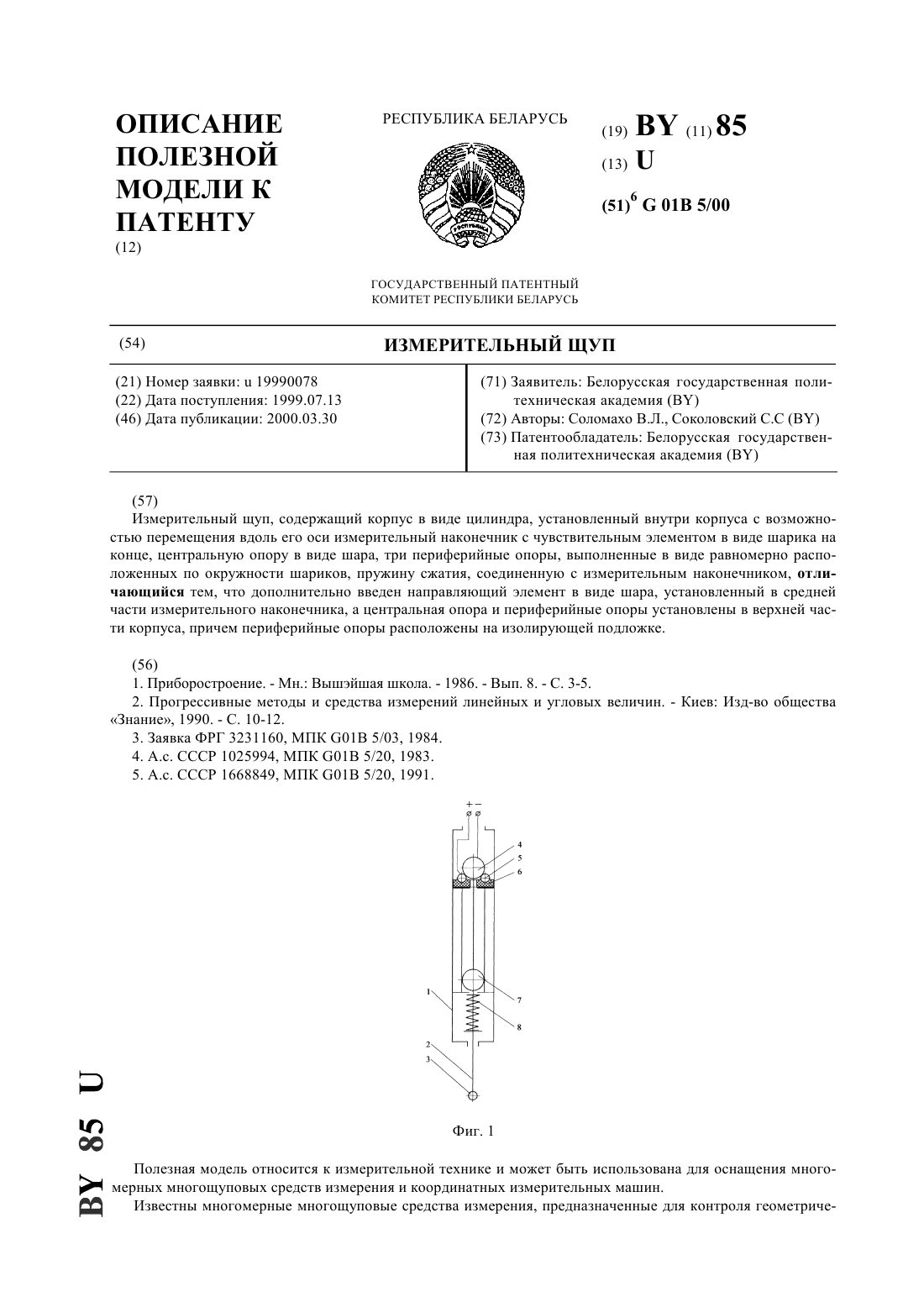
...позволило бы, за счет увеличения свободного хода чувствительного элемента измерительного наконечника в осевом и поперечном направлениях, уменьшения габаритных размеров, расширить его функциональные возможности. Сущность полезной модели заключается в том, что в измерительный щуп, содержащий корпус в виде цилиндра, установленный внутри корпуса с возможностью перемещения вдоль его оси измерительный наконечник с чувствительным элементом в виде...
Измерительный щуп
Номер патента: U 145
Опубликовано: 30.06.2000
Авторы: Смирнов Валерий Георгиевич, Соломахо Владимир Леонтьевич, Котельников Алексей Геннадьевич, Соколовский Сергей Степанович
МПК: G01B 5/00
Метки: измерительный, щуп
Текст:
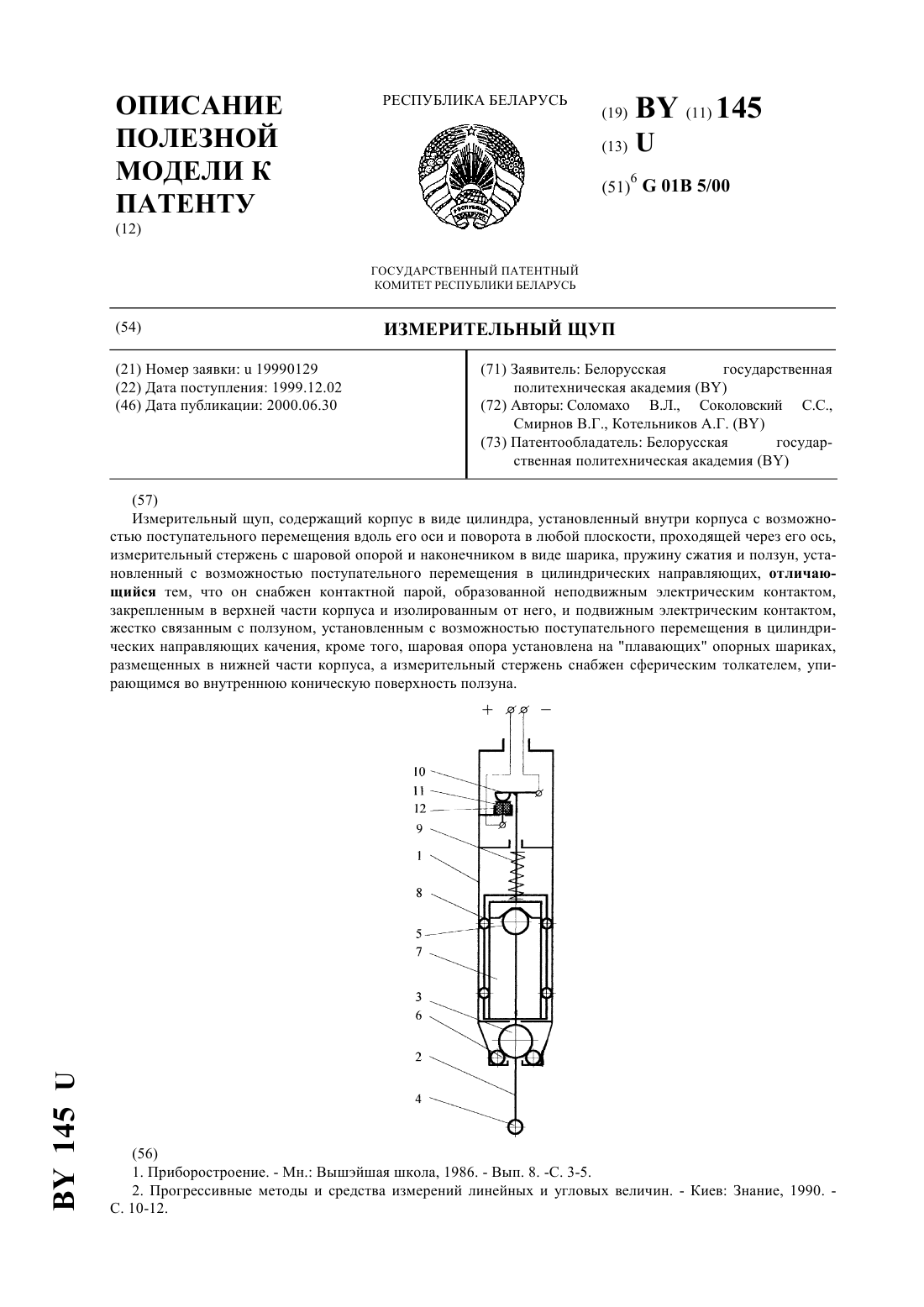
...чувствительности при выполнении измерений внаправлениях,перпендикулярных оси щупа (поперечных направлениях), повышения точности фиксирования положений контролируемых точек объектов измерения, уменьшения габаритных размеров, расширить его функциональные возможности с точки зрения использования в составе многомерных многощуповых средств измерений. Сущность полезной модели заключается в том, что измерительный щуп, содержащий корпус в виде...
Измерительный щуп
Номер патента: U 72
Опубликовано: 30.12.1999
Авторы: Соколовский Сергей Степанович, Соломахо Владимир Леонтьевич
МПК: G01B 5/00
Метки: щуп, измерительный
Текст:
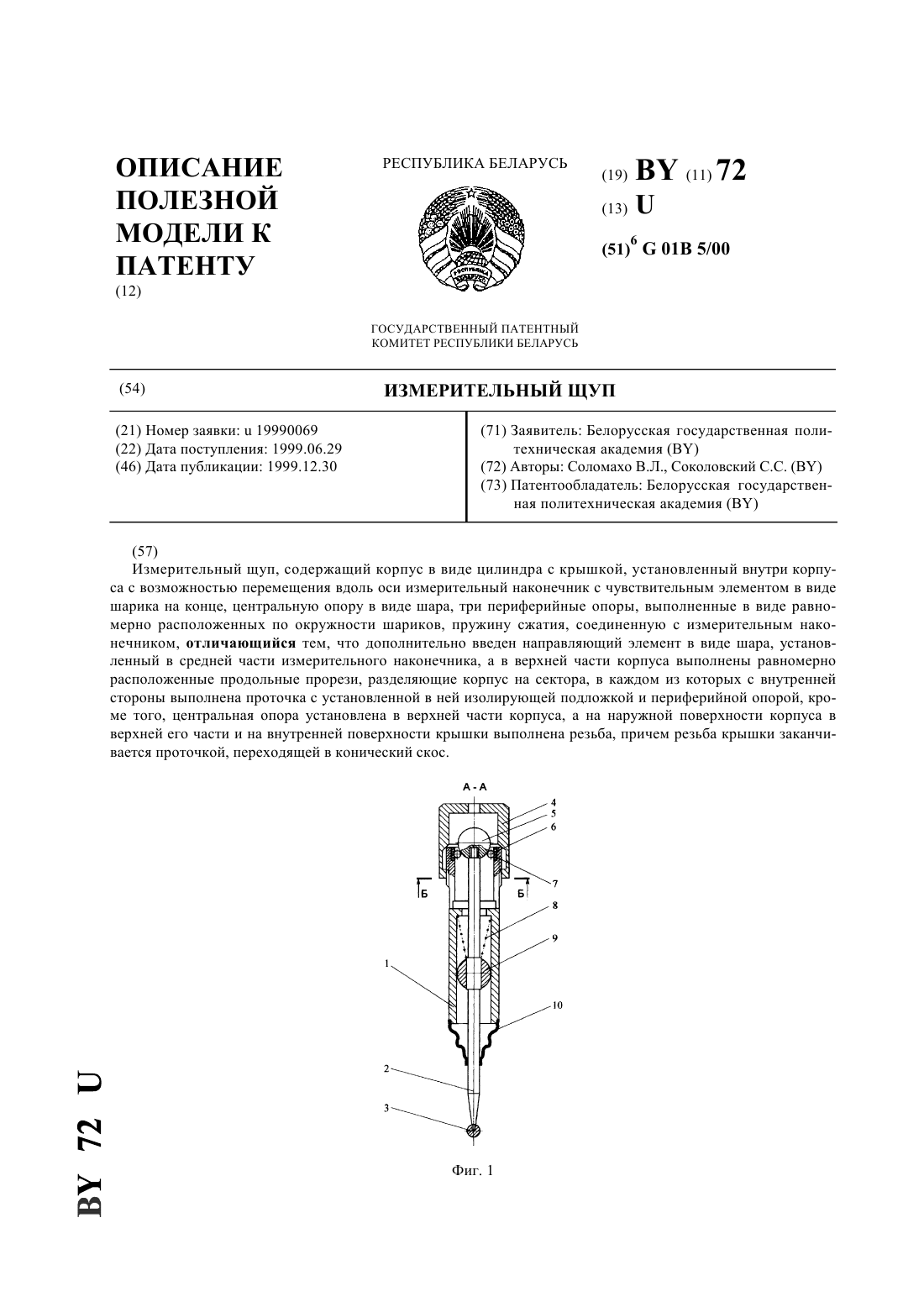
...измерительного щупа. На фиг. 2 - принципиальная схема регулирования положения чувствительного элемента измерительного наконечника в осевом направлении. На фиг. 3 - поперечный разрез измерительного щупа. Измерительный щуп содержит корпус 1 в виде цилиндра, установленный внутри корпуса 1 с возможностью перемещения вдоль его оси измерительный наконечник 2 с чувствительным элементом 3 в виде шарика на конце, крышку 4, центральную опору 5...
Измерительный щуп
Номер патента: U 129
Опубликовано: 30.06.2000
Авторы: Смирнов Валерий Георгиевич, Соколовский Сергей Степанович, Круталевич Ольга Владимировна, Соломахо Владимир Леонтьевич
МПК: G01B 5/00
Метки: измерительный, щуп
Текст:
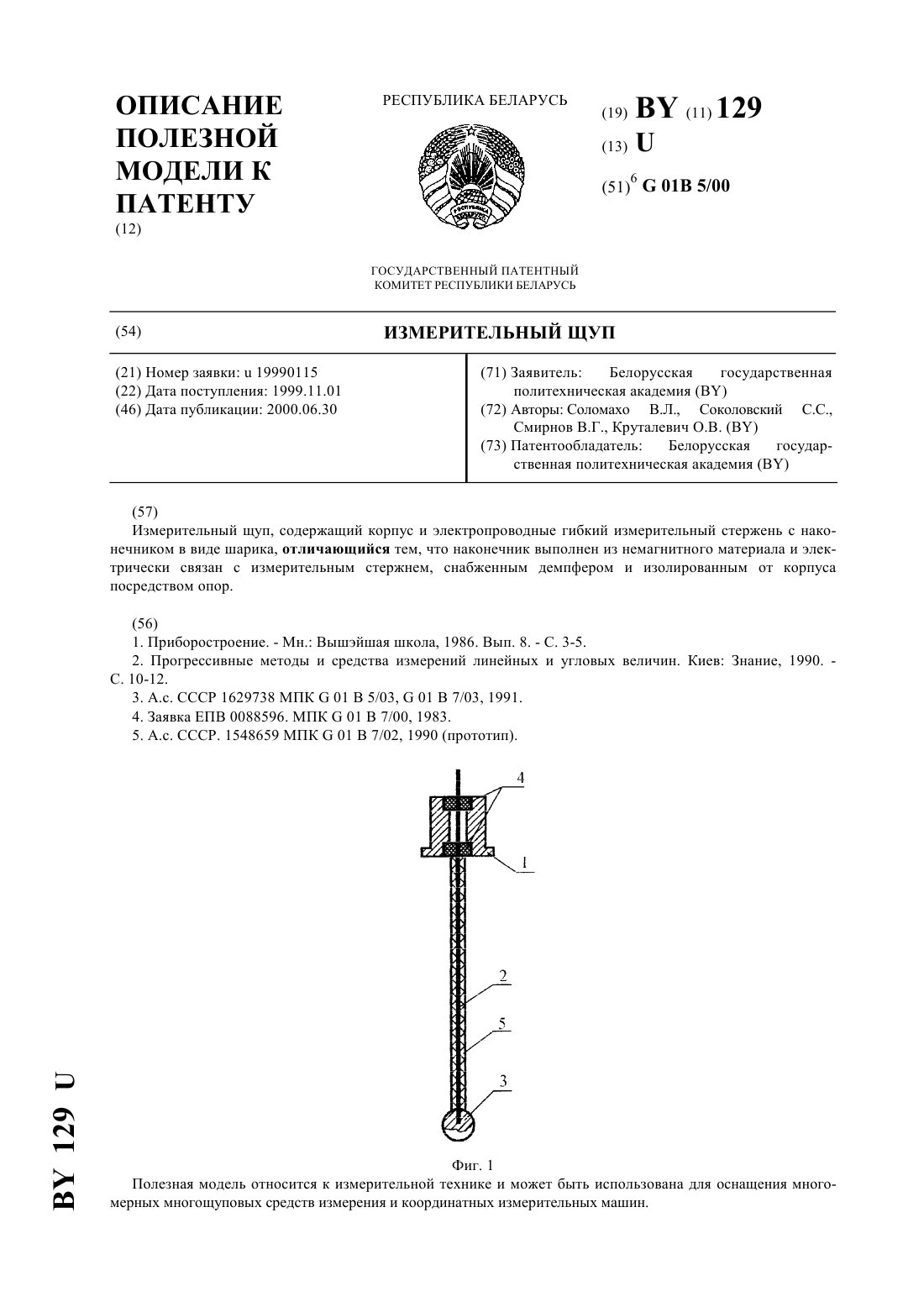
...вследствие невозможности восприятия наконечником воздействия в продольном направлении, недостаточно высокой точности измерения, сложности конструкции, что ограничивает применение таких щупов в многомерных многощуповых средствах измерения. В основу полезной модели положена задача создания измерительного щупа, конструктивное выполнение которого позволило бы расширить его функциональные возможности с точки зрения использования в составе...
Предыдущий патент: Способ выделения алифатических насыщенных разветвленных дикислот с 6 атомами углерода из их смесей с адипиновой кислотой
Следующий патент: Преобразователь крутящего момента
Случайный патент: Баня с устройством для нагрева воды