Мелющее тело из чугуна
Текст
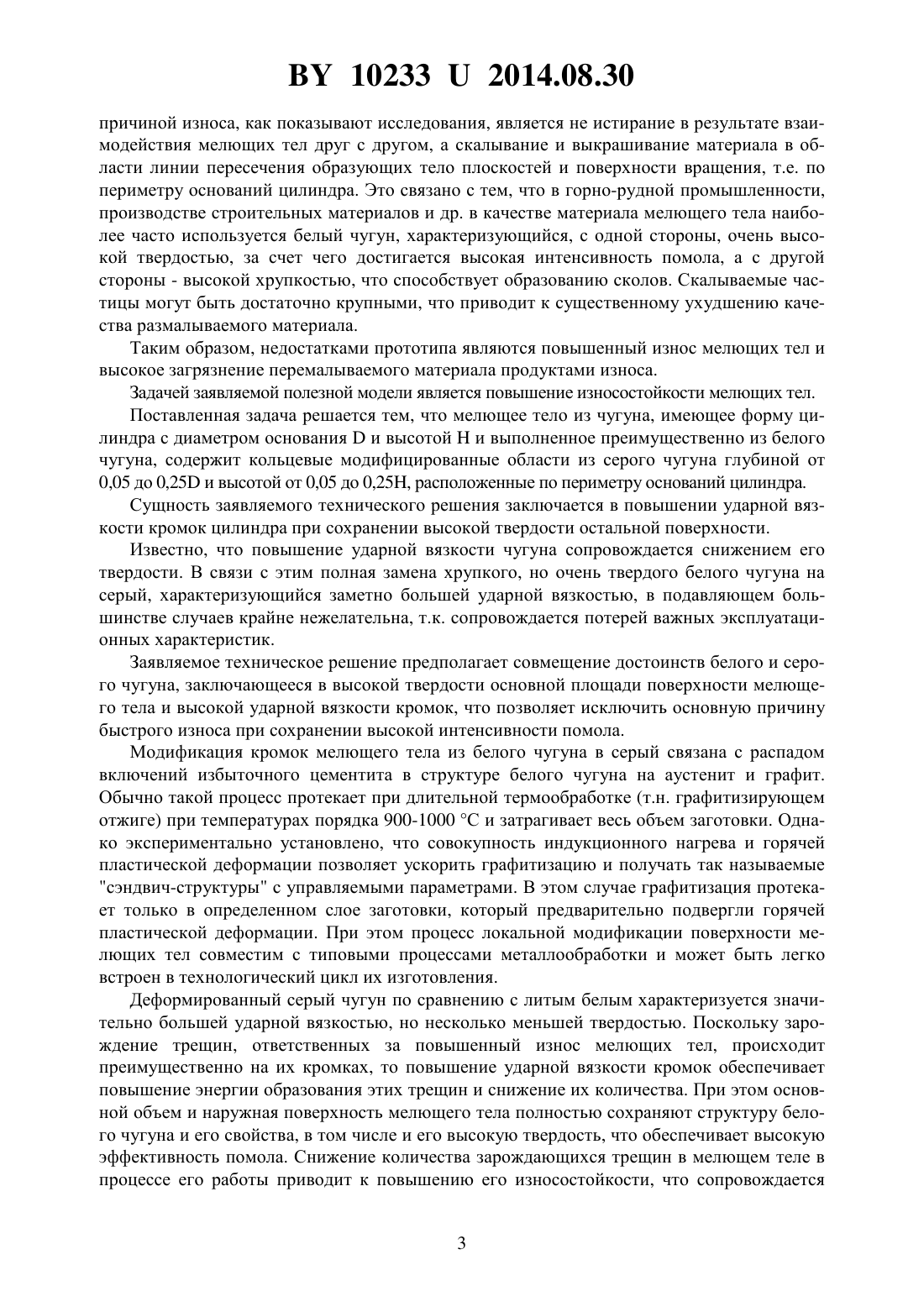
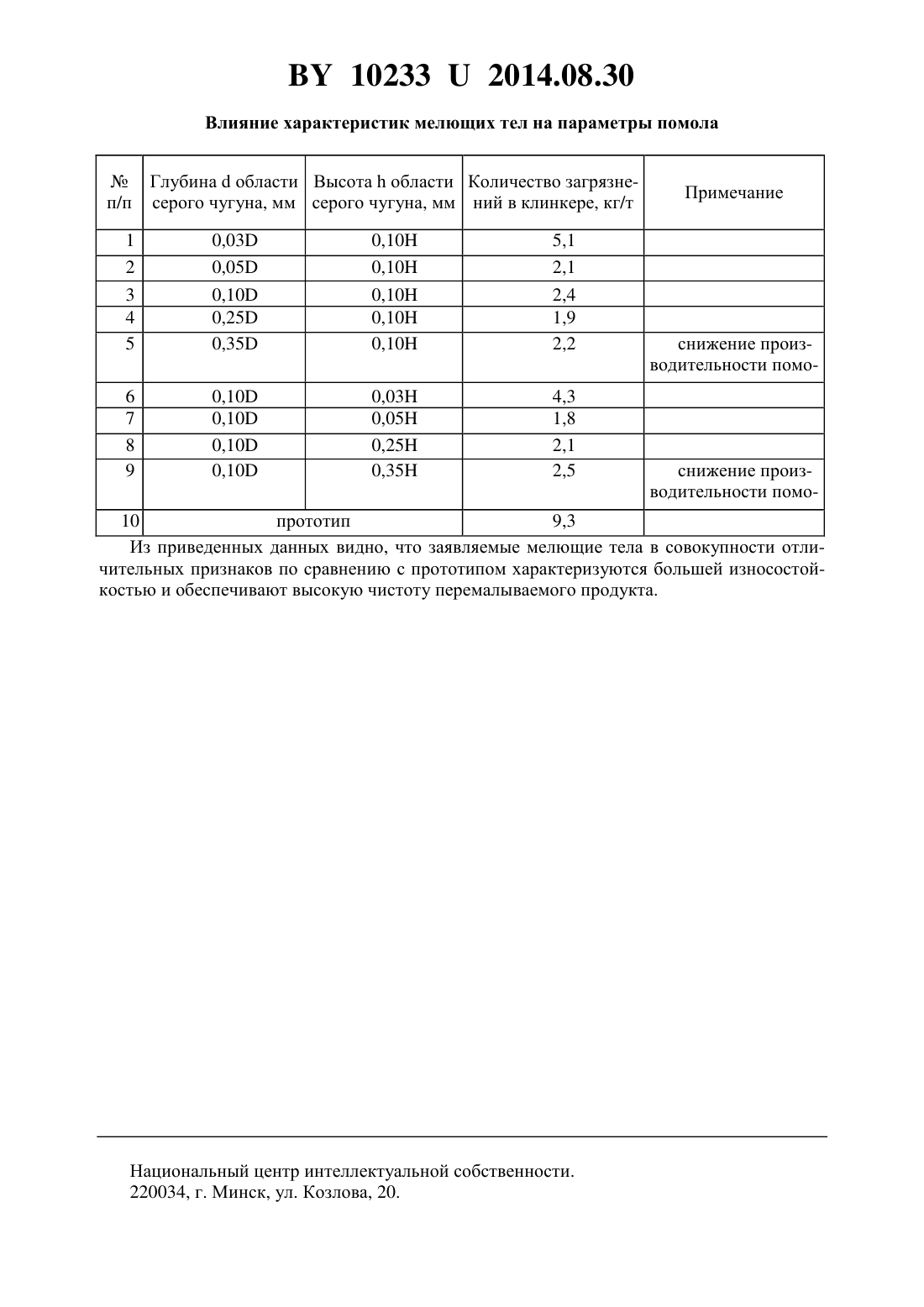
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МЕЛЮЩЕЕ ТЕЛО ИЗ ЧУГУНА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Покровский Артур Игоревич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Мелющее тело из чугуна, имеющее форму цилиндра с диаметром основанияи высотойи выполненное преимущественно из белого чугуна, отличающееся тем, что содержит кольцевые модифицированные области из серого чугуна глубиной от 0,05 до 0,25 и высотой от 0,05 до 0,25, расположенные по периметру оснований цилиндра. 102332014.08.30 5. Поддубный А.Н. Краткий обзор технологий, применяемых в мировой практике при производстве мелющих тел // Литейщик России. -2. - 2009. - С. 32. 6. ГОСТ 24384-80. Цилиндры мелющие чугунные для шаровых мельниц. Технические требования. 7. Патент РФ 2292240, МПК 02 17/20, 2007. 8. ГОСТ 7524-89. Шары стальные мелющие для шаровых мельниц. Технические условия. 9. Патент РФ 2477659, МПК 02 17/20, 2013. 10. Патент РФ 2181627, МПК 02 17/04, 02 17/20, 2002. 11. А.с. СССР 1546141, МПК 02 17/20, 1990 (прототип). Полезная модель относится к области металлообработки и может быть использована в различных отраслях промышленности, связанных с помолом минерального сырья, например горно-обогатительном производстве, порошковой металлургии, производстве строительных материалов и др. Для размола минерального сырья в настоящее время широко используются шаровые барабанные мельницы, мелющими телами в которых служат шары, цилиндры, многогранники и др. 1. Выбор материала мелющего тела определяется характеристиками измельчаемого вещества и, следовательно, весьма различен. Так, для измельчения пороха используют гипсовые шары 2, а для измельчения урановых руд используют сплавы урана с титаном 3. Однако наибольшее распространение получили мелющие тела, изготовленные из чугуна 4-6 или стали 7. Исследования в данной области в настоящее время направлены преимущественно на оптимизацию формы мелющих тел, их химического состава, а также параметров размола. Известно мелющее тело, имеющее форму шара и выполненное из стали высокой твердости 8. Недостатком рассматриваемого аналога является относительно невысокая скорость помола, обусловленная малой площадью соприкосновения мелющих тел, так как контракт между шарами является практически точечным. Небольшая интенсификация помола достигается за счет увеличения количества контактов одновременным использованием шаров различного диаметра 9 или же шаров вместе с кубами 10. Точечные контакты мелющих тел сопровождаются концентрацией ударных нагрузок на малой площади,что приводит к относительно быстрому их износу и загрязнению перемалываемого продукта материалом мелющих тел. Другим общим недостатком приведенных аналогов является относительно высокая стоимость мелющих тел, обусловленная технологией их изготовления. Наиболее близким к заявляемой полезной модели, ее прототипом является мелющее тело, представляющее собой тело вращения, ограниченное двумя параллельными плоскостями, перпендикулярными оси вращения, при соотношении высотымелющего тела к его диаметруот 0,8 до 1,1 11. Как следует из описания изобретения в качестве фигуры тела вращения рассматривается цилиндр. Контакт между цилиндрами может быть как точечным, когда их оси не параллельны друг другу, так и линейным, когда их оси параллельны. Кроме того, возможен контакт большой площади между основаниями различных цилиндров. Таким образом, заявленная форма мелющего тела при оптимальном соотношении размеров обеспечивает заметное повышение интенсивности размола за счет повышения площади контакта. Однако рассматриваемая форма мелющего тела характеризуется не только достоинствами, но и недостатками. К ним относится заметное загрязнение перемалываемого продукта материалом мелющих тел вследствие их износа. При этом преимущественной 2 102332014.08.30 причиной износа, как показывают исследования, является не истирание в результате взаимодействия мелющих тел друг с другом, а скалывание и выкрашивание материала в области линии пересечения образующих тело плоскостей и поверхности вращения, т.е. по периметру оснований цилиндра. Это связано с тем, что в горно-рудной промышленности,производстве строительных материалов и др. в качестве материала мелющего тела наиболее часто используется белый чугун, характеризующийся, с одной стороны, очень высокой твердостью, за счет чего достигается высокая интенсивность помола, а с другой стороны - высокой хрупкостью, что способствует образованию сколов. Скалываемые частицы могут быть достаточно крупными, что приводит к существенному ухудшению качества размалываемого материала. Таким образом, недостатками прототипа являются повышенный износ мелющих тел и высокое загрязнение перемалываемого материала продуктами износа. Задачей заявляемой полезной модели является повышение износостойкости мелющих тел. Поставленная задача решается тем, что мелющее тело из чугуна, имеющее форму цилиндра с диаметром основанияи высотойи выполненное преимущественно из белого чугуна, содержит кольцевые модифицированные области из серого чугуна глубиной от 0,05 до 0,25 и высотой от 0,05 до 0,25, расположенные по периметру оснований цилиндра. Сущность заявляемого технического решения заключается в повышении ударной вязкости кромок цилиндра при сохранении высокой твердости остальной поверхности. Известно, что повышение ударной вязкости чугуна сопровождается снижением его твердости. В связи с этим полная замена хрупкого, но очень твердого белого чугуна на серый, характеризующийся заметно большей ударной вязкостью, в подавляющем большинстве случаев крайне нежелательна, т.к. сопровождается потерей важных эксплуатационных характеристик. Заявляемое техническое решение предполагает совмещение достоинств белого и серого чугуна, заключающееся в высокой твердости основной площади поверхности мелющего тела и высокой ударной вязкости кромок, что позволяет исключить основную причину быстрого износа при сохранении высокой интенсивности помола. Модификация кромок мелющего тела из белого чугуна в серый связана с распадом включений избыточного цементита в структуре белого чугуна на аустенит и графит. Обычно такой процесс протекает при длительной термообработке (т.н. графитизирующем отжиге) при температурах порядка 900-1000 С и затрагивает весь объем заготовки. Однако экспериментально установлено, что совокупность индукционного нагрева и горячей пластической деформации позволяет ускорить графитизацию и получать так называемые сэндвич-структуры с управляемыми параметрами. В этом случае графитизация протекает только в определенном слое заготовки, который предварительно подвергли горячей пластической деформации. При этом процесс локальной модификации поверхности мелющих тел совместим с типовыми процессами металлообработки и может быть легко встроен в технологический цикл их изготовления. Деформированный серый чугун по сравнению с литым белым характеризуется значительно большей ударной вязкостью, но несколько меньшей твердостью. Поскольку зарождение трещин, ответственных за повышенный износ мелющих тел, происходит преимущественно на их кромках, то повышение ударной вязкости кромок обеспечивает повышение энергии образования этих трещин и снижение их количества. При этом основной объем и наружная поверхность мелющего тела полностью сохраняют структуру белого чугуна и его свойства, в том числе и его высокую твердость, что обеспечивает высокую эффективность помола. Снижение количества зарождающихся трещин в мелющем теле в процессе его работы приводит к повышению его износостойкости, что сопровождается 102332014.08.30 одновременным повышением чистоты размалываемого материала. Снижение твердости кромок, в свою очередь, требует минимизации размеров областей серого чугуна. Требуемый размер модифицированной области определяется размером области ударных нагрузок, фактическими размерами мелющих тел и достигнутыми параметрами процесса горячей пластической деформации чугуна. Экспериментально установлено, что интегральной характеристикой является соотношение размера этой области и фактических размеров мелющего тела. При глубинемодифицированной области менее 0,05, например 0,02, равно как и при уменьшении ее высотыменее 0,05 ударная вязкость этой области не позволяет противостоять величине фактических ударных нагрузок, действующих на тело в процессе его работы. Использование глубины области серого чугунаболее 0,25, например 0,40, как и высотыболее 0,25 приводит к снижению эффективности помола вследствие существенного уменьшения доли площади белого чугуна на поверхности тела. Сущность заявляемого технического решения поясняется фигурой, где приведено схематическое изображение заявляемого мелющего тела. Как видно из фигуры, заявляемое мелющее тело представляет собой цилиндр с диаметром основанияи высотой Н, состоящий преимущественно из области белого чугуна 1 и содержащий области серого чугуна 2, расположенные по периметру оснований цилиндра, т.е. на его кромках. Области серого чугуна 2 характеризуются глубинойи высотой . В процессе работы мельницы перемалывание продукта осуществляется за счет воздействия на него мелющих тел. При этом они соударяются как с частицами перемалываемого продукта, так и друг с другом. Соударения происходят как между областями белого чугуна 1, так и между областями серого чугуна 2. Области белого чугуна 1 характеризуются высокой твердостью и обеспечивают высокую интенсивность помола. Ударная нагрузка на мелющее тело при этом распределяется по относительно большой площади контакта, обусловленной цилиндрической поверхностью. Поэтому образование трещин,ответственных за скалывание и быстрый износ, на этой поверхности затруднено. При соударении мелющих тел в областях серого чугуна 2 ударная нагрузка концентрируется на очень маленькой площади, т.к. контакт практически точечный, что облегчает процессы трещинообразования. В случае прототипа эти области выполнены из белого чугуна, характеризующегося невысокой ударной вязкостью, что приводит к интенсивному скалыванию кромок и высокому загрязнению перемалываемого продукта. При использовании же заявляемых мелющих тел с кромкой, выполненной из серого чугуна, характеризующегося высокой ударной вязкостью, образование трещин значительно затруднено. Процессы скалывания материала мелющих тел в данном случае практически отсутствуют, а износ происходит исключительно за счет истирания, скорость которого на порядок меньше. Это обеспечивает повышение срока службы мелющих тел и снижение загрязнения перемалываемого материала. Заявляемые мелющие тела испытывали при помоле клинкера. Мелющие тела были изготовлены из белого чугуна. Диаметр телсоставил 21 мм, а высота 23 мм. Кромки мелющих тел подвергали горячей пластической деформации после индукционного нагрева до температуры 950 С со степенью 20-40 . Измеренные на тестовых образцах значения ударной вязкости составили 10-40 КДж/м 2 для областей белого чугуна и 80-110 КДж/м 2 для серого, твердости 570-600 НВ для белого и 350-400 НВ для серого. Размеры полученных областей серого чугуна и их влияние на процесс размола приведены в таблице. Износостойкость мелющих тел определяли по степени загрязнения молотого клинкера продуктами их износа в кг на тонну продукта. 102332014.08.30 Влияние характеристик мелющих тел на параметры помолаГлубинаобласти Высотаобласти Количество загрязнеп/п серого чугуна, мм серого чугуна, мм ний в клинкере, кг/т 1 2 10 прототип 9,3 Из приведенных данных видно, что заявляемые мелющие тела в совокупности отличительных признаков по сравнению с прототипом характеризуются большей износостойкостью и обеспечивают высокую чистоту перемалываемого продукта. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B02C 17/20
Код ссылки
<a href="https://by.patents.su/5-u10233-melyushhee-telo-iz-chuguna.html" rel="bookmark" title="База патентов Беларуси">Мелющее тело из чугуна</a>
Мелющее тело
Номер патента: U 5893
Опубликовано: 28.02.2010
Авторы: Лешко Андрей Васильевич, Метельский Николай Павлович, Бусел Иван Андреевич, Дорошенко Дмитрий Иванович, Шибеко Алексей Васильевич, Писаренко Леонид Зотович
МПК: B02C 17/00
Текст:
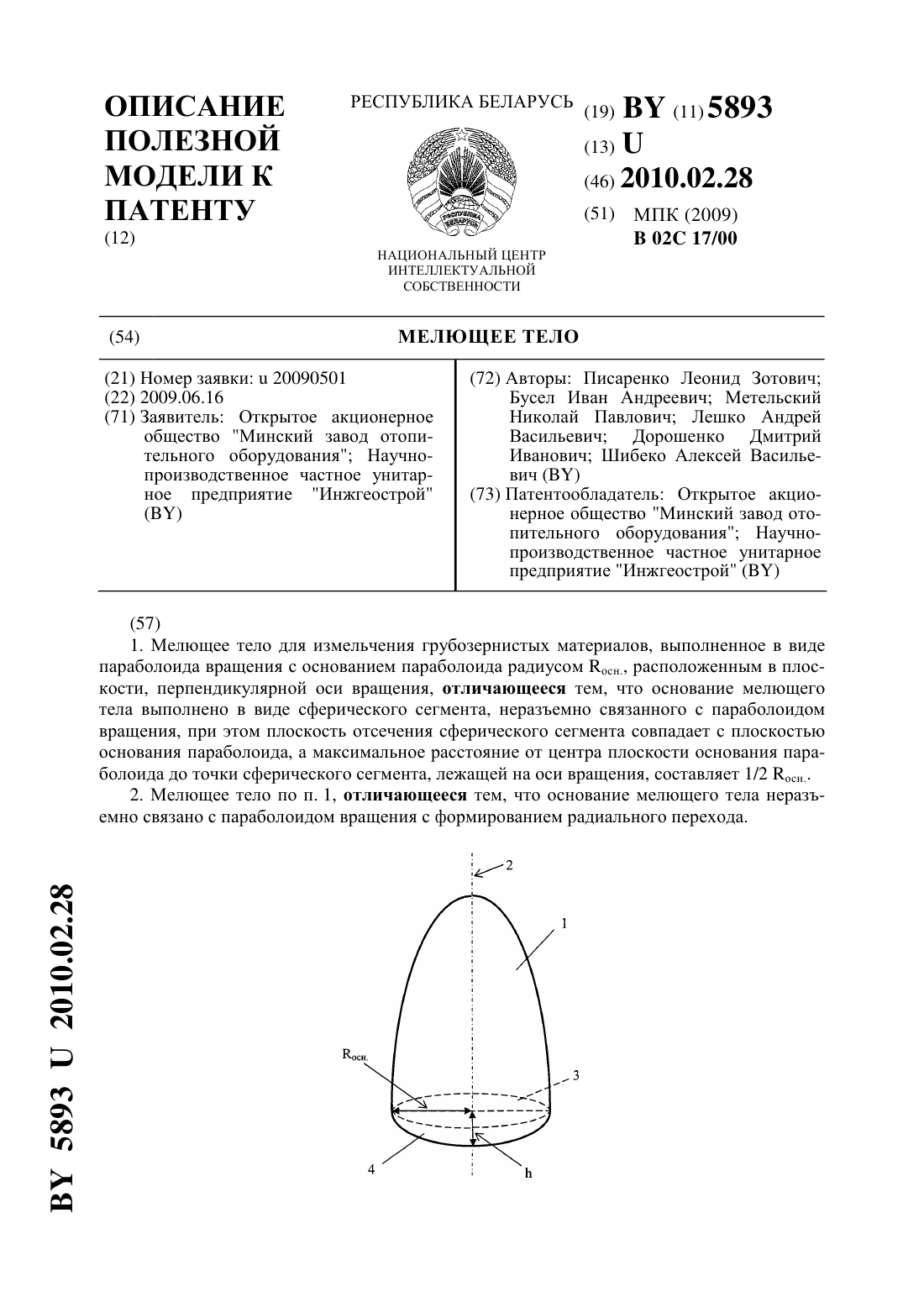
...за счет этого повышение прочности и уменьшение износа мелющего тела. Поставленная задача решается заявляемым мелющим телом для измельчения грубозернистых материалов, выполненным в виде параболоида вращения с основанием параболоида радиусом осн., расположенным в плоскости, перпендикулярной оси вращения за счет того, что основание мелющего тела выполнено в виде сферического сегмента, неразъемно связанного с параболоидом вращения, при этом...
Мелющее тело
Номер патента: U 6759
Опубликовано: 30.10.2010
Авторы: Метельский Николай Павлович, Бусел Павел Иванович, Бусел Иван Андреевич, Писаренко Леонид Зотович
МПК: B02C 17/00
Текст:
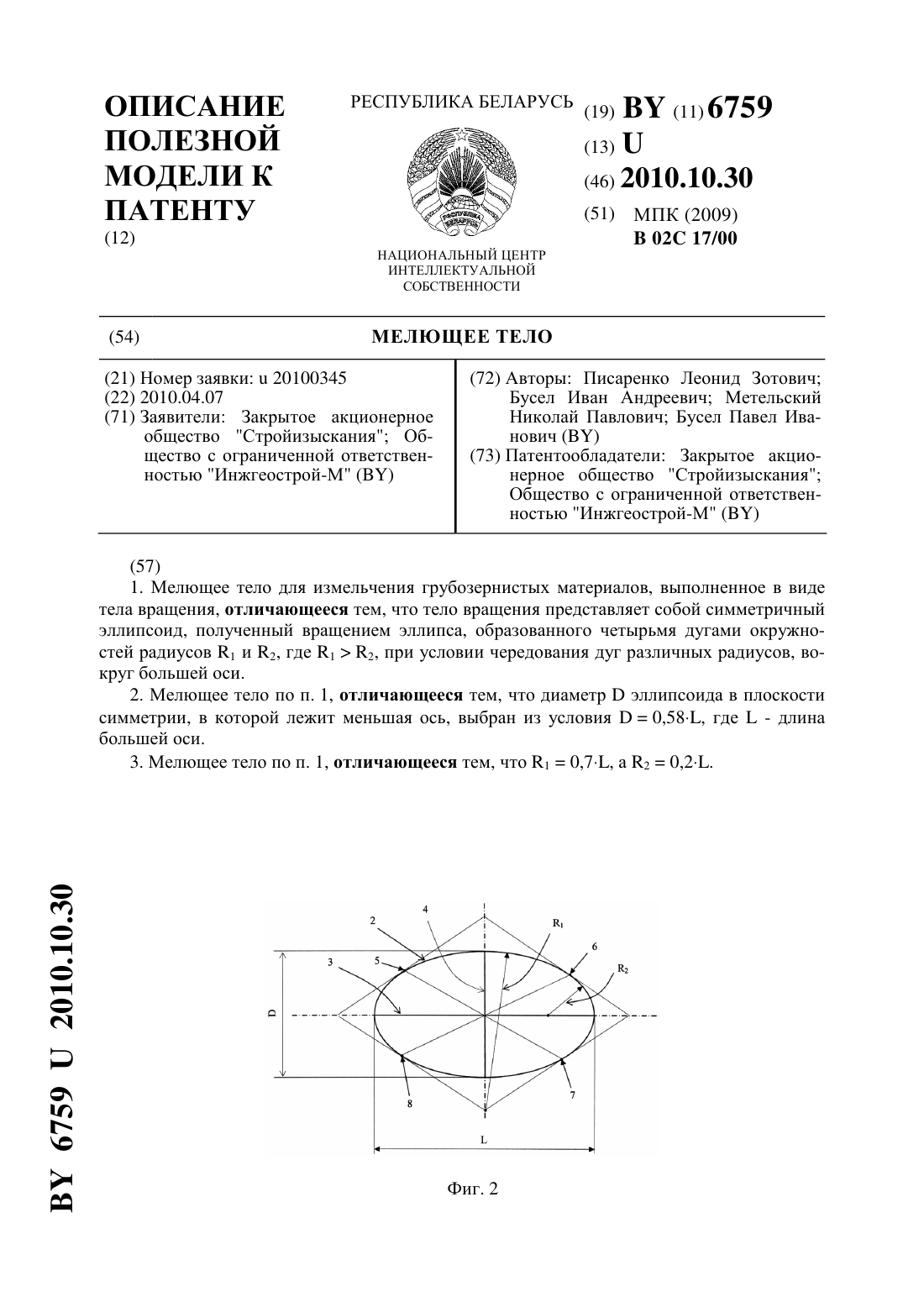
...к эллипсоидной 5. Такая форма обеспечивает наиболее эффективный процесс измельчения материалов из-за большой контактной поверхности соприкосновения между измельчаемым материалом и мелющим телом. При этом известно, при конструировании машиностроительных деталей стремятся приблизить их форму к форме естественного износа, что способствует уменьшению износа и повышению прочности детали. Это же утверждение справедливо и для мелющих тел, которые в...
Комбинированное мелющее тело
Номер патента: U 6385
Опубликовано: 30.08.2010
Авторы: Метельский Николай Павлович, Ясинский Анатолий Всеволодович, Писаренко Леонид Зотович, Приемко Виктор Михайлович, Шибеко Алексей Васильевич, Лешко Андрей Васильевич, Бусел Иван Андреевич
МПК: B02C 17/00
Метки: комбинированное, мелющее, тело
Текст:
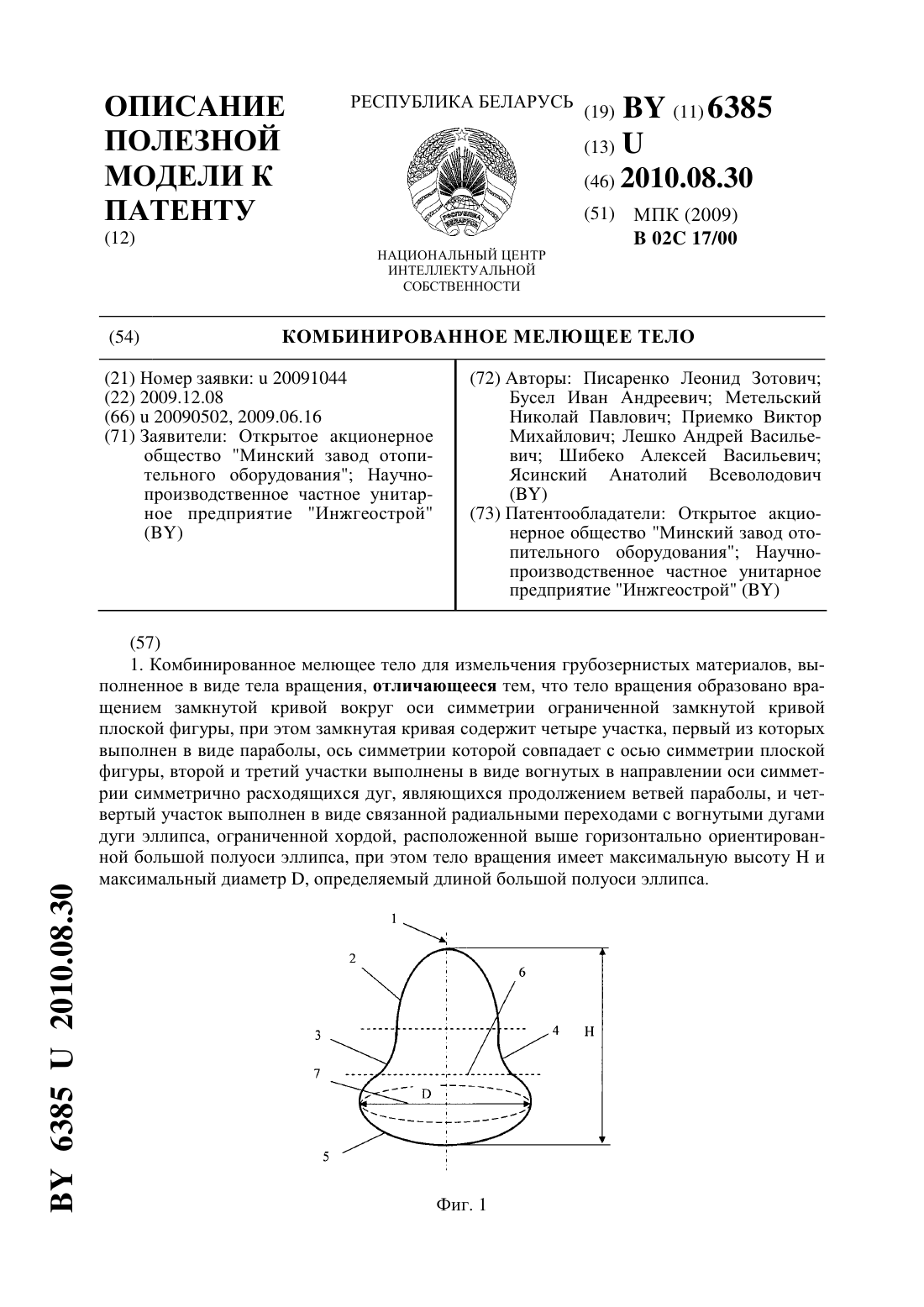
...материалов, выполненным в виде тела вращения, за счет того, что тело вращения образовано вращением замкнутой кривой вокруг оси симметрии ограниченной замкнутой кривой плоской фигуры, при этом замкнутая кривая содержит четыре участка, первый из которых выполнен в виде параболы, ось симметрии которой совпадает с осью симметрии плоской фигуры, второй и третий участки выполнены в виде вогнутых в направлении оси симметрии симметрично...
Способ получения отливок из белого износостойкого чугуна для быстроизнашиваемой детали
Номер патента: 10945
Опубликовано: 30.08.2008
Авторы: Бусел Иван Андреевич, Хацкевич Владимир Анатольевич, Писаренко Леонид Зотович, Капсаров Александр Григорьевич
МПК: C22C 37/00, C21B 11/00, C21C 1/00...
Метки: получения, детали, чугуна, отливок, белого, быстроизнашиваемой, износостойкого, способ
Текст:
...молибден 0,3-0,6 алюминий 0,6-1,6 медь 0,03-0,1 фосфор 0,08-0,1 сера 0,01-0,02 железо остальное. Плавку чугуна осуществляют в вагранке. Легирующие элементы составляют 0,40,8 . Использование дешевого и недефицитного сплава в качестве легирующих элементов делает предлагаемый чугун перспективным материалом для получения быстроизнашивающихся деталей, в частности цильпебсов. Комплексный сплав является также кремнийсодержащей добавкой (10), и его...
Вытянутое в направлении одной оси формованное тело из политетрафторэтилена
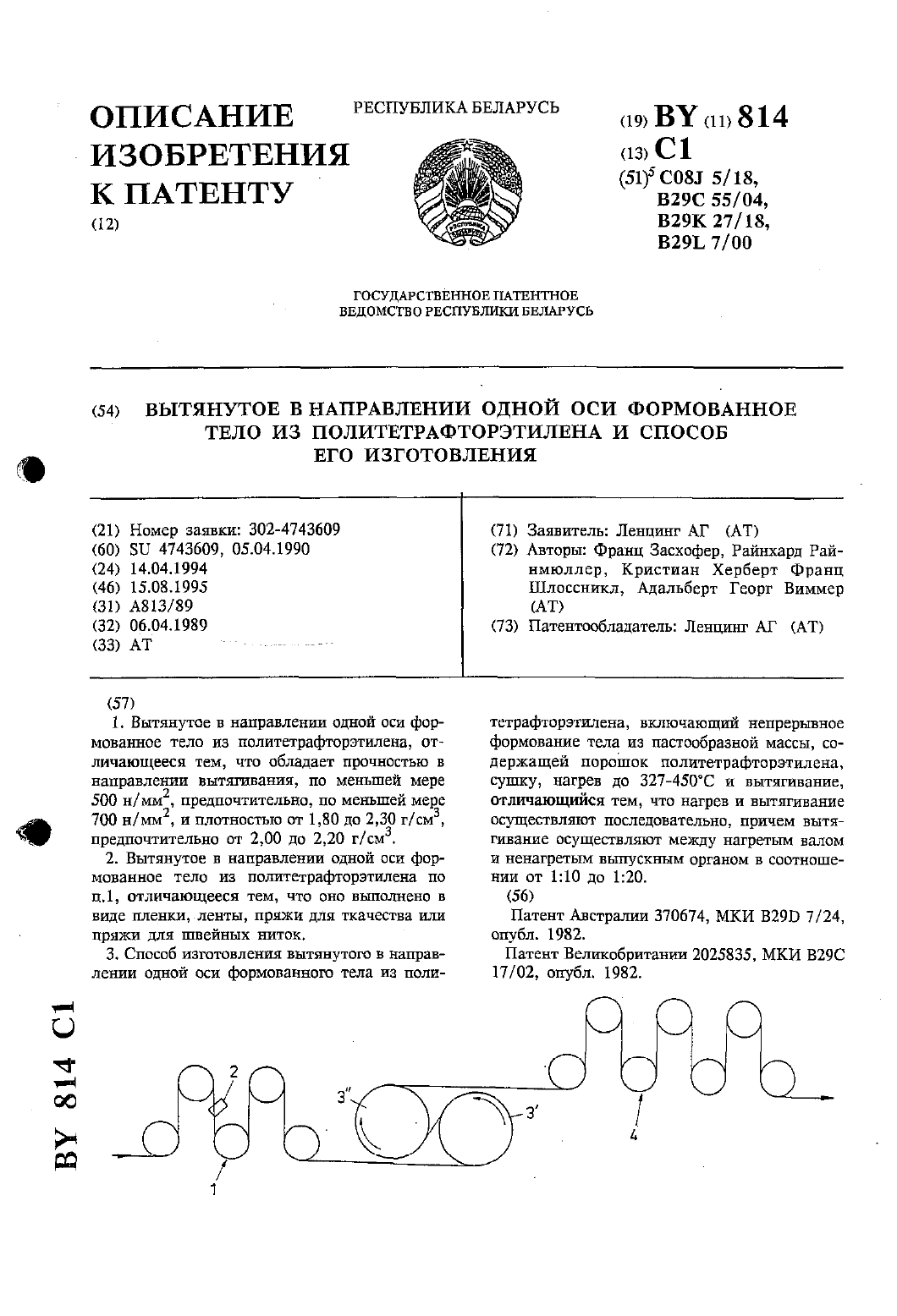
Номер патента: 814
Опубликовано: 15.08.1995
Авторы: Кристиан Херберт, Франц Засхофер, Франц Шлоссникл, Райнхард Райнмюллер, Адальберт Георг Виммер
МПК: B29K 27/18, B29L 7/00, B29C 55/04...
Метки: формованное, одной, политетрафторэтилена, направлении, оси, вытянутое, тело
Текст:
...зерна политетрафторэтилена (327 С) и вытягивается во время нагревания. При этом прочность полученного формованного тела тем выше, чем больше выбирается соотношение вытягивания. Правда, параллельно с этим убывает плотность формованного тела, так что, например, при вытягивании на 550 прочность хотяи увеличивается примерно до 42 н/мм 2, однако, плотность снижает ся примернодо 0,4 г/смз.Целью изобретения ставится создание формованного...
Предыдущий патент: Устройство для нанесения слоя вещества на металлические детали
Следующий патент: Композиционный фильтр
Случайный патент: Технологический рукав для выращивания овощных культур