Способ получения отливок из белого износостойкого чугуна для быстроизнашиваемой детали
Номер патента: 10945
Опубликовано: 30.08.2008
Авторы: Бусел Иван Андреевич, Хацкевич Владимир Анатольевич, Капсаров Александр Григорьевич, Писаренко Леонид Зотович
Текст
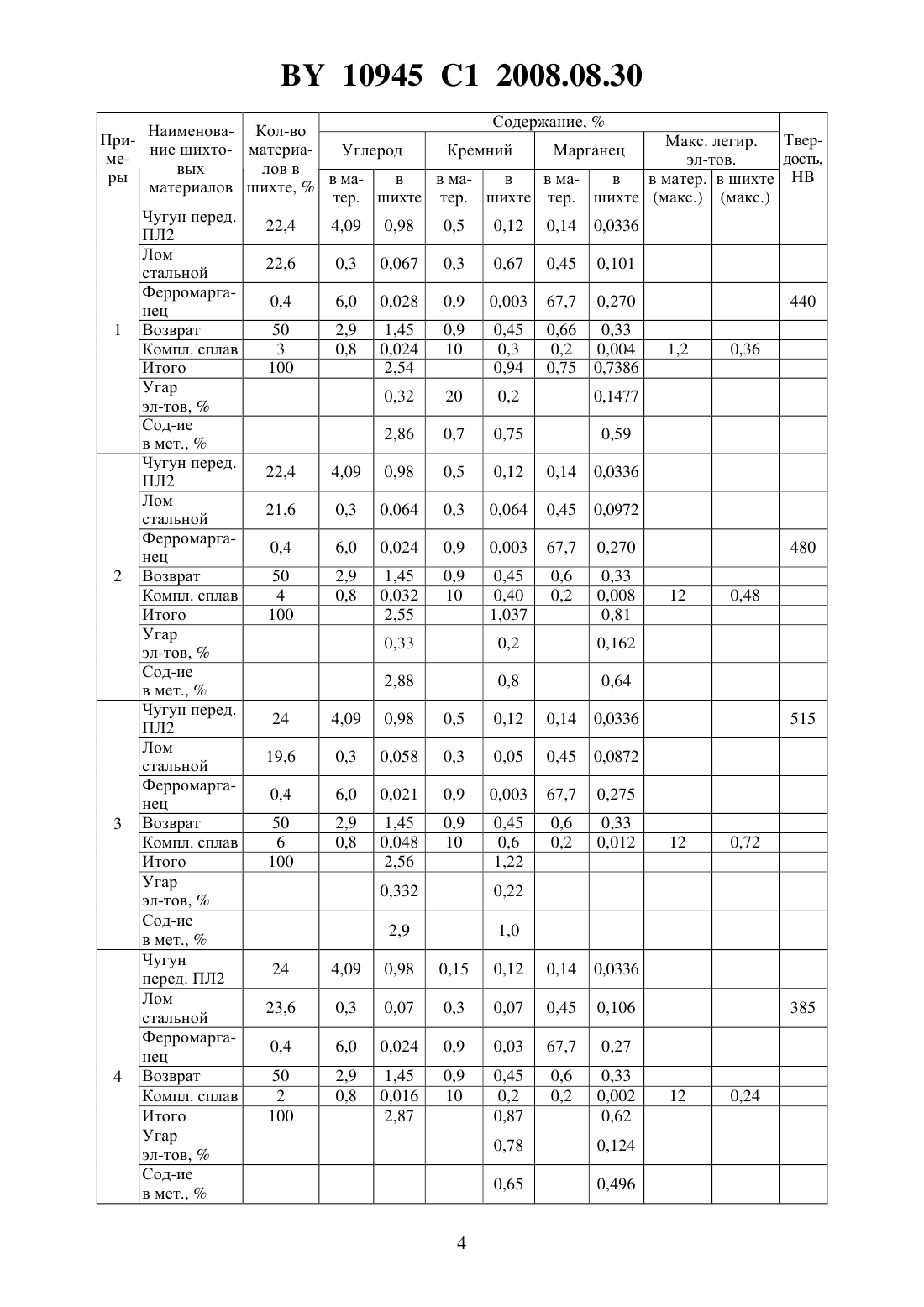
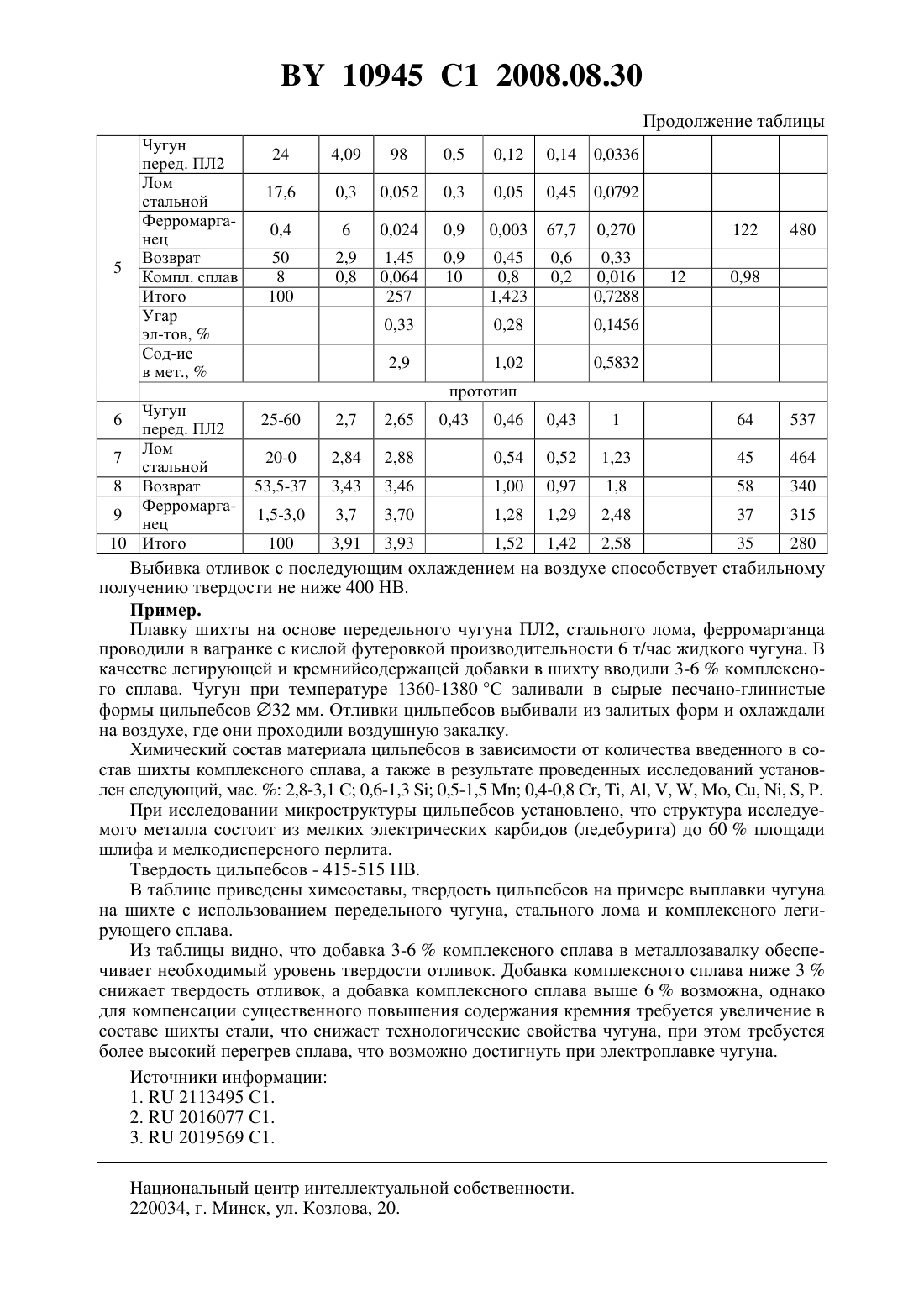
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ БЕЛОГО ИЗНОСОСТОЙКОГО ЧУГУНА ДЛЯ БЫСТРОИЗНАШИВАЕМОЙ ДЕТАЛИ(71) Заявители Писаренко Леонид Зотович Хацкевич Владимир Анатольевич Капсаров Александр Григорьевич Бусел Иван Андреевич(72) Авторы Писаренко Леонид Зотович Хацкевич Владимир Анатольевич Капсаров Александр Григорьевич Бусел Иван Андреевич(73) Патентообладатели Писаренко Леонид Зотович Хацкевич Владимир Анатольевич Капсаров Александр Григорьевич Бусел Иван Андреевич(57) 1. Способ получения отливки быстроизнашиваемой детали из белого износостойкого чугуна, включающий плавку шихты, введение легирующей добавки, заливку расплава чугуна в форму и извлечение отливки из формы, отличающийся тем, что в качестве легирующей добавки используют 3-6 мас.комплексного сплава, являющегося попутным продуктом плавки электрокорунда нормального и содержащего 1,3-2,0 мас.углерода,8-12 мас.кремния, 0,3-1,0 мас.марганца, 0,4-0,9 мас.никеля, 0,6-1,5 мас.хрома,3-7 мас.титана, 0,5-1,0 мас.ванадия, 0,3-0,6 мас.вольфрама, 0,3-0,6 мас.молибдена, 0,6-1,6 мас.алюминия, 0,03-0,1 мас.меди, 0,08-0,10 мас.фосфора, 0,010,02 мас.серы и остальное - железо, заливку чугуна осуществляют при 1360-1380 С в песчано-глинистую форму, а после извлечения из формы отливку охлаждают на воздухе. 2. Способ по п. 1, отличающийся тем, что плавку шихты осуществляют в вагранке. Изобретение относится к металлургии, в частности к способу получения литых заготовок из белого износостойкого чугуна, которые могут использоваться в качестве быстроизнашивающихся деталей, например мелющих тел (шаров, цильпебсов), сменных деталей горно-рудного и металлургического оборудования. Известен способ получения литых заготовок из белого износостойкого чугуна для быстроизнашиваемых деталей 1, включающий выплавку, легирование и модифицирование чугуна, с получением заданного состава чугуна, получение отливок заливкой чугуна в песчаную или металлическую форму, очистку и термообработку отливок, при этом используют чугун следующего состава, мас.углерод 2,4-4,0 кремний 0,5-1,5 марганец 2,0-4,0 10945 1 2008.08.30 никель 2,0-4,0 хром 8,0-12,0 молибден 0,5-0,8 бор 0,1-0,3 барий 0,005-0,001 фосфор 0,02-0,07 сера 0,02-0,07 железо остальное. Недостатками способа являются использование повышенного количества в качестве легирующих компонентов дорогих и дефицитных элементов хрома, никеля, молибдена и других, что увеличивает стоимость отливок, часто несоизмеримой с повышением их эксплуатационной стойкости низкие технологические свойства чугуна, в частности низкая жидкотекучесть, высокая склонность к усадке. Такой чугун нельзя выплавлять в вагранке,что ограничивает его использование в более широких масштабах. Известен способ получения чугунных мелющих тел 2, включающий плавку чугуна,введение в шихту на основе передельного чугуна легирующих элементов в виде отходов производства камнелитных изделий из медеплавильных шлаков, разливку чугуна в металлические формы. Недостатком данного способа является то, что чугун, выплавляемый по данному способу, нельзя выплавлять в вагранке. Для обеспечения необходимой твердости отливок такой чугун заливается только в металлические формы. Однако в условиях кокильного производства мелющих тел, например цильпебсов,вследствие низкой жидкотекучести металл затвердевает в кокильных плитах ранее, чем последние войдут на горизонтальную ветвь конвейера, что приводит к образованию скосов на поверхности отливок. В случае использования мелющих тел со скосами поверхности вероятность откалывания и раскола увеличивается, что приводит к появлению боя, который выводит из строя детали шламовых насосов, забивает щели межкамерных перегородок и выходных решеток мельниц, снижая их производительность и ухудшая качество дробильного материала. Кроме того, литье мелющих тел в металлические формы является процессом малопроизводительным по сравнению с литьем в земляные формы в условиях конвейерного производства. Прототипом изобретения является способ получения отливок из белого чугуна 3,включающий выплавку чугуна в вагранке или в электропечи с последующей заливкой в металлическую форму при 1220-1300 С, при этом заливку производят чугуном следующего состава, мас.углерод 2,8-3,8 кремний 0,5-1,3 марганец 1,2-2,5 фосфор до 0,15 сера до 0,12 железо остальное. Указанные отливки могут быть использованы в качестве мелющих тел в шаровых мельницах. Недостатками способа являются неравномерная структура, невысокая твердость и повышенная хрупкость отливок шаров, что снижает их износостойкость и эксплуатационную стойкость при использовании в шаровых мельницах. Задачей изобретения является получение отливок мелющих тел в песчано-глинистые формы из белого износостойкого чугуна ваграночной плавки с равномерной твердостью по сечению отливки не ниже 400 НВ, с хорошими технологическими свойствами и низкой стоимостью. 2 10945 1 2008.08.30 Указанная задача решается тем, что в способе получения отливок из белого износостойкого чугуна для быстроизнашиваемых деталей, включающем введение в шихту легирующих элементов с получением заданного состава чугуна, плавку чугуна, получение отливки заливкой расплавленного чугуна в форму, извлечение отливок из формы и термообработку отливок, в качестве легирующих элементов используют комплексный сплав,являющийся попутным продуктом плавки электрокорунда нормального в качестве 3-6 от массы шихты, заливают расплавленный чугун в песчано-глинистые формы при 13601380 С, с последующим извлечением отливок из формы и охлаждением на воздухе. При этом комплексный сплав содержит, мас.углерод 1,3-2,0 кремний 8-12 марганец 0,3-1,0 никель 0,4-0,9 хром 0,6-1,5 титан 3-7 ванадий 0,5-1,0 вольфрам 0,3-0,6 молибден 0,3-0,6 алюминий 0,6-1,6 медь 0,03-0,1 фосфор 0,08-0,1 сера 0,01-0,02 железо остальное. Плавку чугуна осуществляют в вагранке. Легирующие элементы составляют 0,40,8 . Использование дешевого и недефицитного сплава в качестве легирующих элементов делает предлагаемый чугун перспективным материалом для получения быстроизнашивающихся деталей, в частности цильпебсов. Комплексный сплав является также кремнийсодержащей добавкой (10), и его использование обеспечивает корректировку чугуна по углероду и кремнию с одновременным микролегированием без использования в процессе плавки дорогих и дефицитных ферросплавов хрома, молибдена, ванадия и других легирующих элементов. Для получения необходимой твердости (не менее 400 НВ) при заливке цильпебсов требуется такое переохлаждение чугуна, чтобы его кристаллизация в песчано-глинистой форме происходила исключительно по метастабильной системе - С. Это возможно достигнуть путем добавок стали и комплесного сплава для получения в чугуне необходимого количества С,и микропримесей легирующих элементов, которые обеспечат структуру преимущественно ледебуритной эвтектики и минимальным количеством перлита. Небольшие добавки легирующих элементов, вносимые с комплексным сплавом, способствуют измельчению карбидной эвтектики и увеличению дисперсности перлита. Исследования показали, что добавка 3-6 комплексного сплава является оптимальной. При этом в чугуне обеспечивается содержание углерода в пределах 2,8-3,1 , кремния 0,6-1,3 , марганца 0,5-1,5 , а сумма примесей хрома, титана, никеля, ванадия,вольфрама, молибдена, алюминия, меди, серы и фосфора составляет 0,4-0,8 . При добавках комплексного сплава менее 3 от металлозавалки действие его малоэффективно, содержание углерода в чугуне повышается, а кремния снижается, что может привести к кристаллизации графита в свободном состоянии при заливке в песчаноглинистые формы. Этому способствует пониженное содержание в чугуне примесей легирующих элементов, вносимых комплексным сплавом. Добавка комплексного сплава более 6 в металлозавалку увеличивает содержание кремния в чугуне, что может привести к отсеру отливок, снижению твердости и износостойкости. Однако для получения мелющих шаров больших диаметров возможно увеличение содержания в шихте комплексного сплава с увеличением стали. Заливка чугуном песчано-глинистых форм мелющих тел при температуре выше 1380 С допустима, однако она лимитируется возможностями плавильного агрегата - вагранки. Заливка чугуном при температуре ниже 1360 С приводит к браку отливок по газовым раковинам, недоливу из-за ухудшения жидкотекучести и усадочным рыклотам изза дефицита питания летниковой системы. 10945 1 2008.08.30 Содержание,Наименова- Кол-во ПриМакс. легир. ние шихто- материаУглерод Кремний Марганец меэл-тов. вых лов в ры в мав в мав в мав в матер. в шихте материалов шихте,тер. шихте тер. шихте тер. шихте (макс.) (макс.) Чугун перед. 22,4 4,09 0,98 0,5 0,12 0,14 0,0336 ПЛ 2 Лом 22,6 0,3 0,067 0,3 0,67 0,45 0,101 стальной Ферромарга 0,4 6,0 0,028 0,9 0,003 67,7 0,270 нец 1 Возврат 50 2,9 1,45 0,9 0,45 0,66 0,33 Компл. сплав 3 0,8 0,024 10 0,3 0,2 0,004 1,2 0,36 Итого 100 2,54 0,94 0,75 0,7386 Угар 0,32 20 0,2 0,1477 эл-тов,Сод-ие 2,86 0,7 0,75 0,59 в мет.,Чугун перед. 22,4 4,09 0,98 0,5 0,12 0,14 0,0336 ПЛ 2 Лом 21,6 0,3 0,064 0,3 0,064 0,45 0,0972 стальной Ферромарга 0,4 6,0 0,024 0,9 0,003 67,7 0,270 нец 2 Возврат 50 2,9 1,45 0,9 0,45 0,6 0,33 Компл. сплав 4 0,8 0,032 10 0,40 0,2 0,008 12 0,48 Итого 100 2,55 1,037 0,81 Угар 0,33 0,2 0,162 эл-тов,Сод-ие 2,88 0,8 0,64 в мет.,Чугун перед. 24 4,09 0,98 0,5 0,12 0,14 0,0336 ПЛ 2 Лом 19,6 0,3 0,058 0,3 0,05 0,45 0,0872 стальной Ферромарга 0,4 6,0 0,021 0,9 0,003 67,7 0,275 нец 50 2,9 1,45 0,9 0,45 0,6 0,33 3 Возврат Компл. сплав 6 0,8 0,048 10 0,6 0,2 0,012 12 0,72 Итого 100 2,56 1,22 Угар 0,332 0,22 эл-тов,Сод-ие 2,9 1,0 в мет.,Чугун 24 4,09 0,98 0,15 0,12 0,14 0,0336 перед. ПЛ 2 Лом 23,6 0,3 0,07 0,3 0,07 0,45 0,106 стальной Ферромарга 0,4 6,0 0,024 0,9 0,03 67,7 0,27 нец 50 2,9 1,45 0,9 0,45 0,6 0,33 4 Возврат Компл. сплав 2 0,8 0,016 10 0,2 0,2 0,002 12 0,24 Итого 100 2,87 0,87 0,62 Угар 0,78 0,124 эл-тов,Сод-ие 0,65 0,496 в мет.,Чугун перед. ПЛ 2 Лом стальной Ферромарганец Возврат Компл. сплав Итого Угар эл-тов,Сод-ие в мет.,Выбивка отливок с последующим охлаждением на воздухе способствует стабильному получению твердости не ниже 400 НВ. Пример. Плавку шихты на основе передельного чугуна ПЛ 2, стального лома, ферромарганца проводили в вагранке с кислой футеровкой производительности 6 т/час жидкого чугуна. В качестве легирующей и кремнийсодержащей добавки в шихту вводили 3-6 комплексного сплава. Чугун при температуре 1360-1380 С заливали в сырые песчано-глинистые формы цильпебсов 32 мм. Отливки цильпебсов выбивали из залитых форм и охлаждали на воздухе, где они проходили воздушную закалку. Химический состав материала цильпебсов в зависимости от количества введенного в состав шихты комплексного сплава, а также в результате проведенных исследований установлен следующий, мас.2,8-3,1 С 0,6-1,30,5-1,50,4-0,8 , , , , , , , , , . При исследовании микроструктуры цильпебсов установлено, что структура исследуемого металла состоит из мелких электрических карбидов (ледебурита) до 60 площади шлифа и мелкодисперсного перлита. Твердость цильпебсов - 415-515 НВ. В таблице приведены химсоставы, твердость цильпебсов на примере выплавки чугуна на шихте с использованием передельного чугуна, стального лома и комплексного легирующего сплава. Из таблицы видно, что добавка 3-6 комплексного сплава в металлозавалку обеспечивает необходимый уровень твердости отливок. Добавка комплексного сплава ниже 3 снижает твердость отливок, а добавка комплексного сплава выше 6 возможна, однако для компенсации существенного повышения содержания кремния требуется увеличение в составе шихты стали, что снижает технологические свойства чугуна, при этом требуется более высокий перегрев сплава, что возможно достигнуть при электроплавке чугуна. Источники информации 1.2113495 С 1. 2.2016077 С 1. 3.2019569 С 1. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C21C 1/00, C22C 37/00, C21B 11/00
Метки: чугуна, способ, детали, износостойкого, быстроизнашиваемой, получения, белого, отливок
Код ссылки
<a href="https://by.patents.su/5-10945-sposob-polucheniya-otlivok-iz-belogo-iznosostojjkogo-chuguna-dlya-bystroiznashivaemojj-detali.html" rel="bookmark" title="База патентов Беларуси">Способ получения отливок из белого износостойкого чугуна для быстроизнашиваемой детали</a>
Способ получения отливок из высокопрочного чугуна
Номер патента: 8247
Опубликовано: 30.06.2006
Авторы: Шапиро Григорий Матусович, Рассудов Вадим Леонидович, Рафеев Валерий Иванович, Дудецкая Лариса Романовна, Гарбуз Станислав Викентьевич, Романова Наталья Васильевна, Герасимов Виктор Васильевич, Новиков Игорь Михайлович, Жук Александр Леонидович
МПК: C21C 1/10, B22D 23/02
Метки: отливок, получения, способ, высокопрочного, чугуна
Текст:
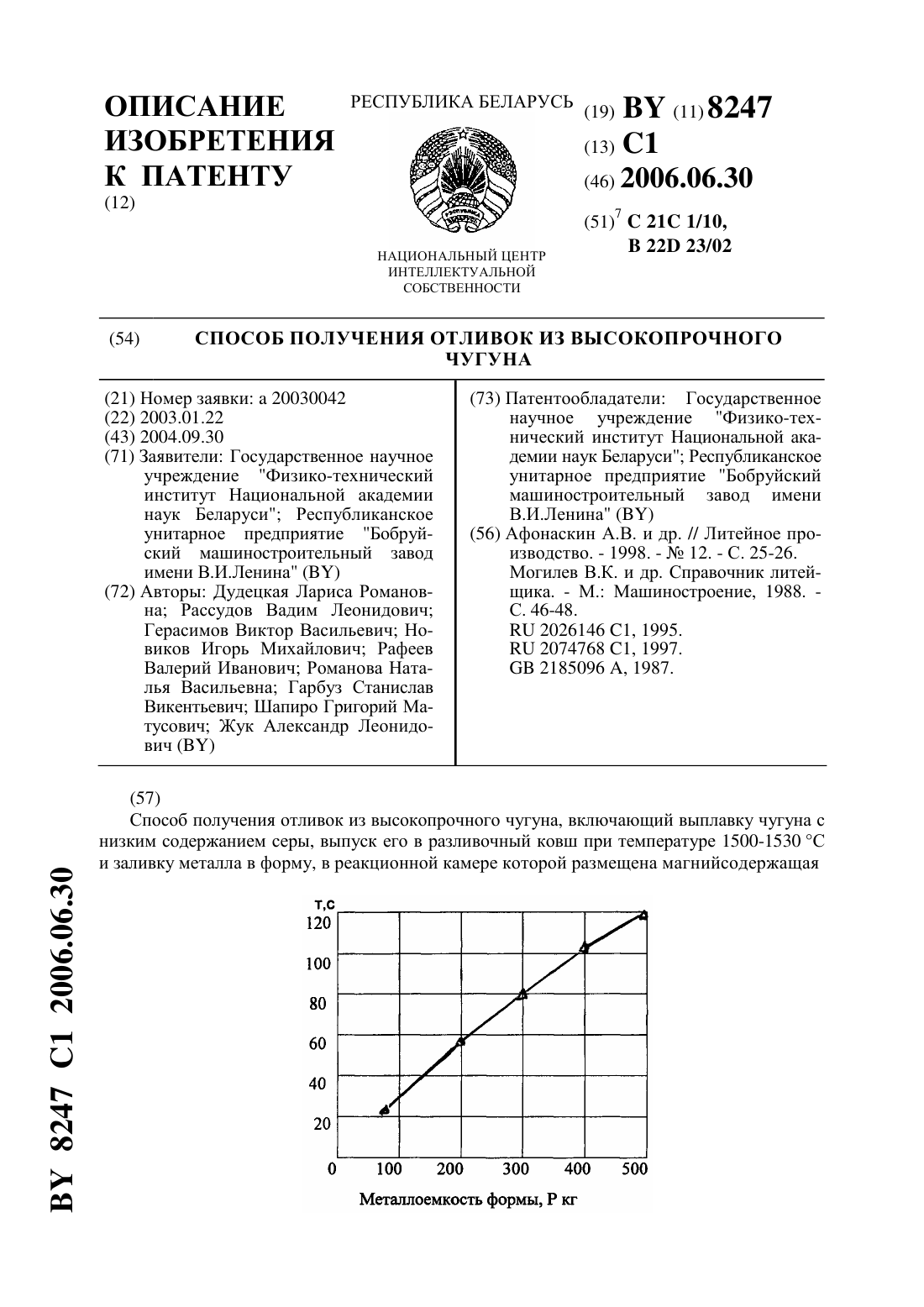
...1. Применение заливки через стопорное устройство обеспечивает поступление в форму металла, свободного от шлаковых включений, которые обладают меньшей плотностью, чем металл, и всплывают на его поверхность. При этом уменьшается количество литейных дефектов и отливках и повышается пластичность чугуна. Кроме того, заливка через стопорное устройство обеспечивает гибкое регулирование скорости заливки формы,что особенно важно при...
Устройство для получения отливок
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Марков Александр Михайлович, Филипчик Виктор Константинович, Писаренко Леонид Зотович, Лукашевич Сергей Федорович, Хацкевич Владимир Анатольевич
МПК: B22D 27/04
Метки: отливок, устройство, получения
Текст:
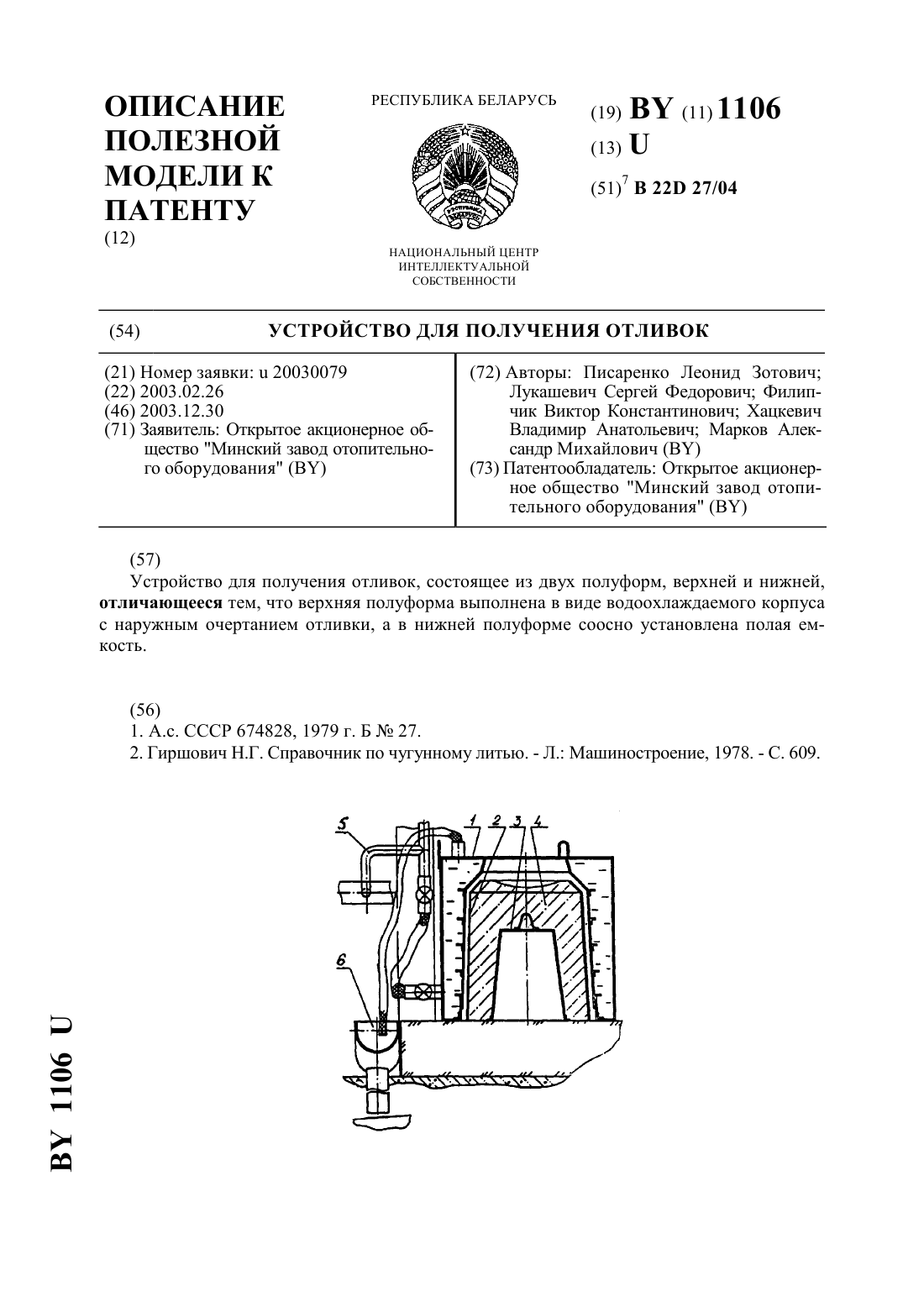
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Установка для получения чугуна и/или губчатого железа, способ получения чугуна и/или губчатого железа и способ работы установки
Номер патента: 3772
Опубликовано: 30.03.2001
Авторы: ВИЗИНГЕР, Хорст, МИЛИОНИС, Константин, СИУКА, Дитер, КЕППЛИНГЕР, Леопольд, Вернер
МПК: C21B 13/14, C21B 11/00
Метки: чугуна, установки, губчатого, работы, железа, установка, способ, получения
Текст:
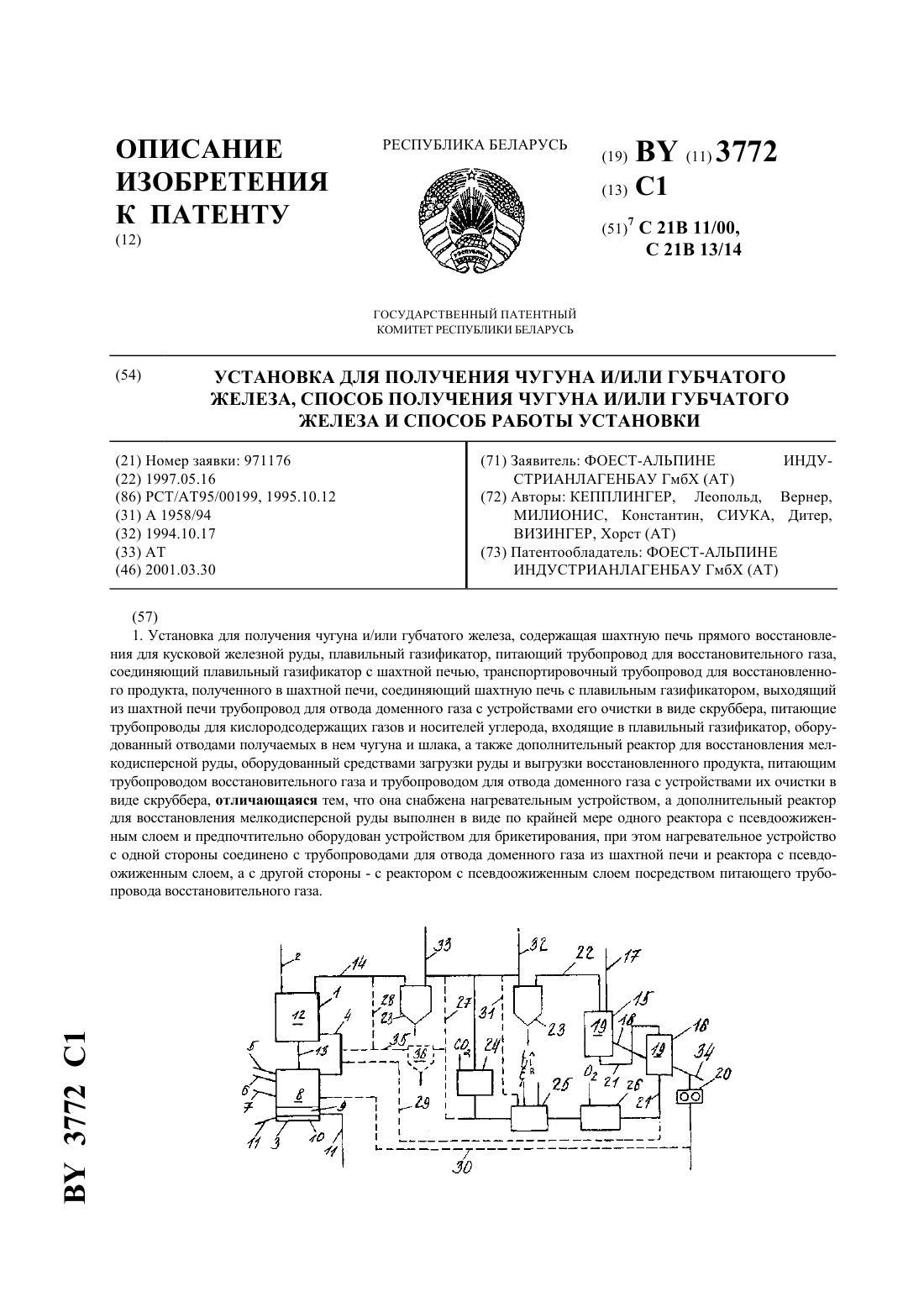
...кусковой руды, из-за высокого содержания мелких частиц, который мог бы возникнуть при использовании известного способа, устраняется несложным путем - тонкоизмельченную руду нужно просто отделить и подать в псевдоожиженный слой реактора с псевдоожиженным слоем. Это также позволяет значительно упростить проблемы, возникающие при хранении руды. Кроме того, устраняется неизбежная в известном способе и требующая высоких капиталовложений...
Способ получения жидкого чугуна или стальных полупродуктов
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Вернер КЕППЛИНГЕР, Рольф Хаук
МПК: C21B 13/00
Метки: полупродуктов, чугуна, жидкого, способ, или, стальных, получения
Текст:
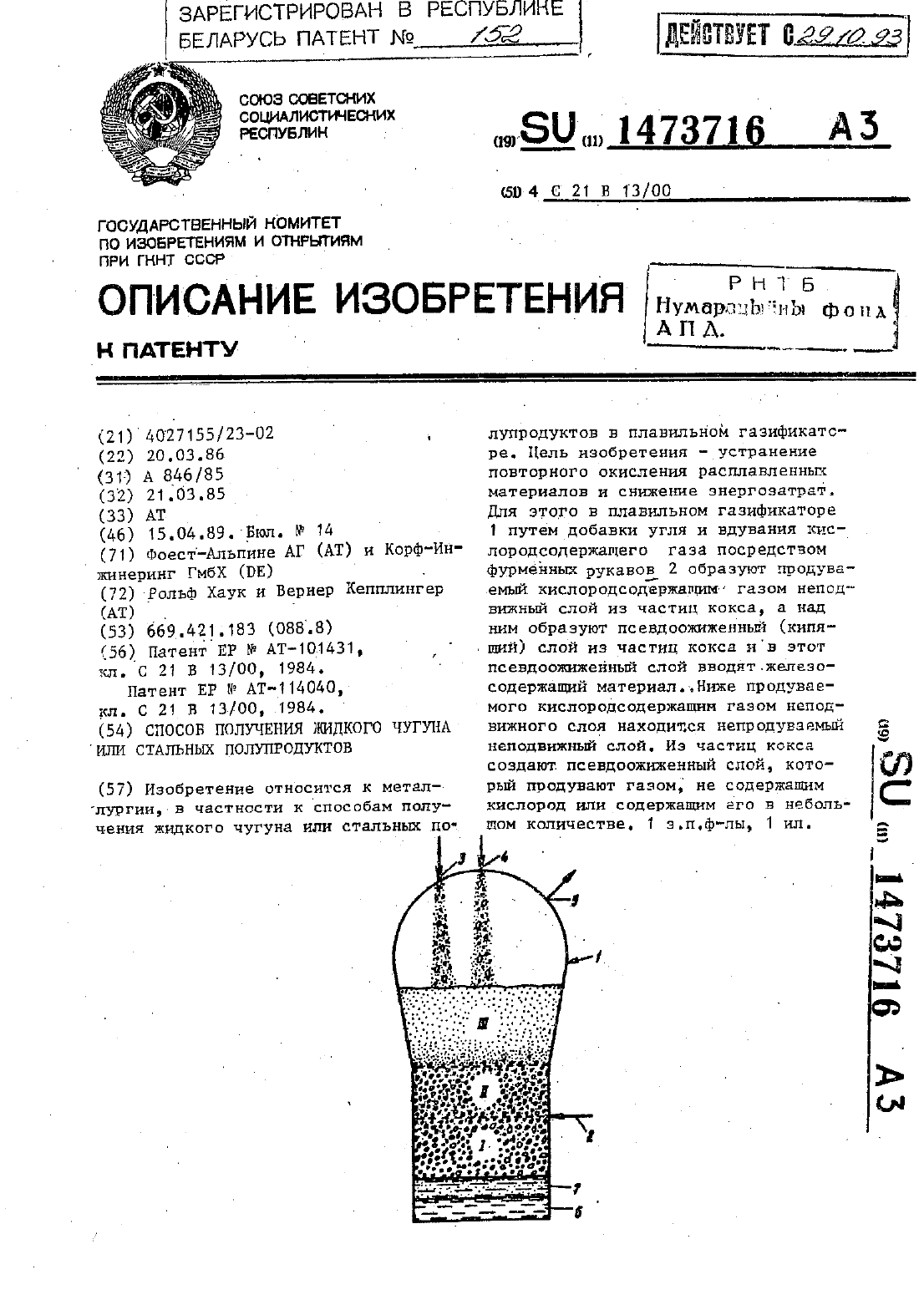
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Установка и способ получения чушкового чугуна и/или губчатого железа
Номер патента: 5979
Опубликовано: 30.03.2004
Авторы: МИЛИОНИС, Константин, КЕППЛИНГЕР, Леопольд, Вернер, СИУКА, Дитер, ВИЗИНГЕР, Хорст
МПК: C21B 13/14
Метки: чугуна, железа, способ, губчатого, установка, получения, чушкового
Текст:
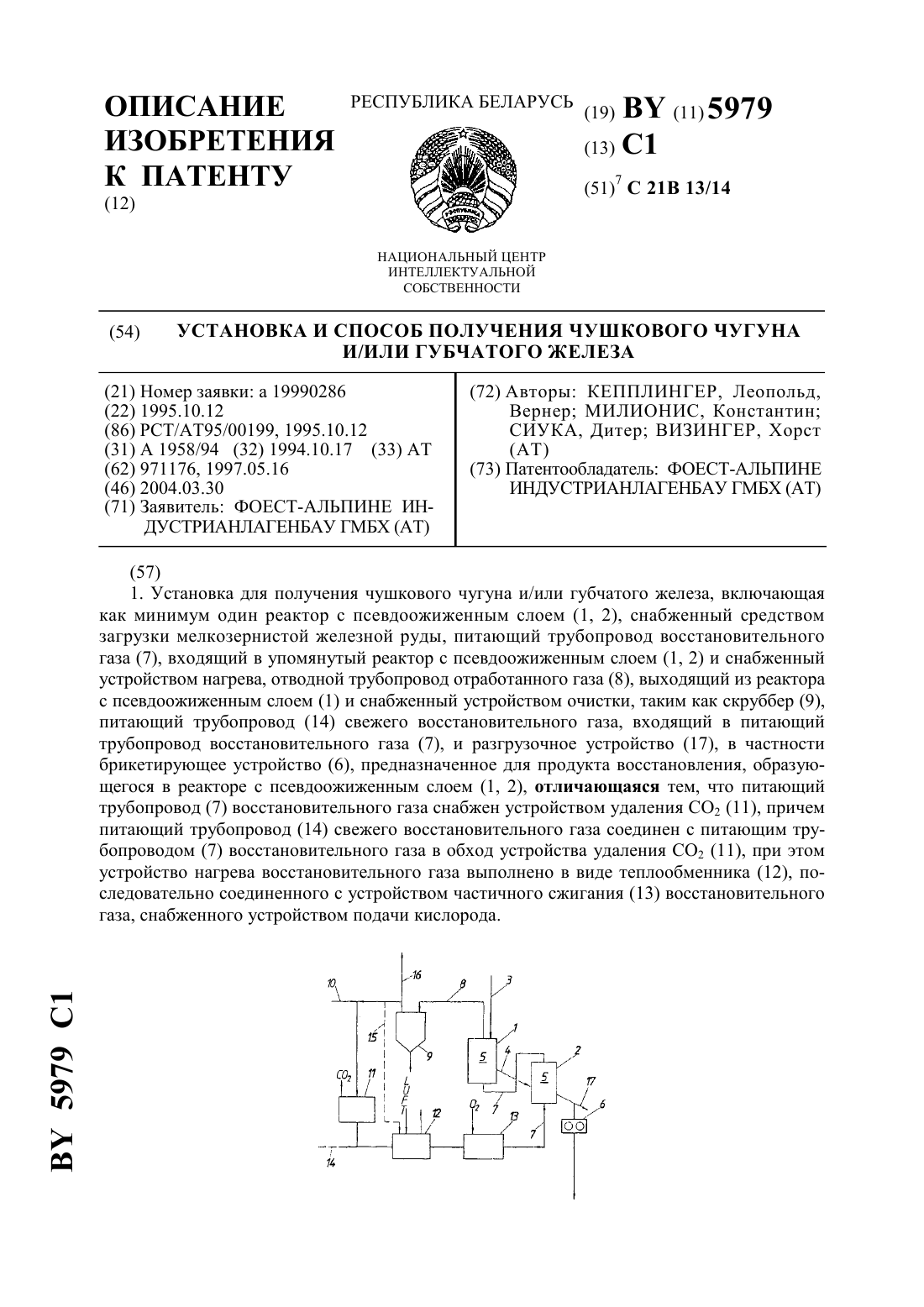
...слоем, отработанный газ из зоны прямого восстановления с псевдоожиженным слоем предпочтительно подвергают удалению С 2. Предпочтительно свежий восстановительный газ подают в зону прямого восстановления с псевдоожиженным слоем в обход устройства удаления С 2, предназначенного для отработанного газа из зоны прямого восстановления с псевдоожиженным слоем. Далее изобретение будет описано более подробно на примере одного из вариантов...
Предыдущий патент: Скрепер
Следующий патент: Износостойкий чугун
Случайный патент: Устройство для заточки ножей дискового измельчителя