Способ магнитного контроля толщины изделий из ферромагнитных материалов при одностороннем доступе к изделию
Номер патента: 9479
Опубликовано: 30.06.2007
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович
Текст
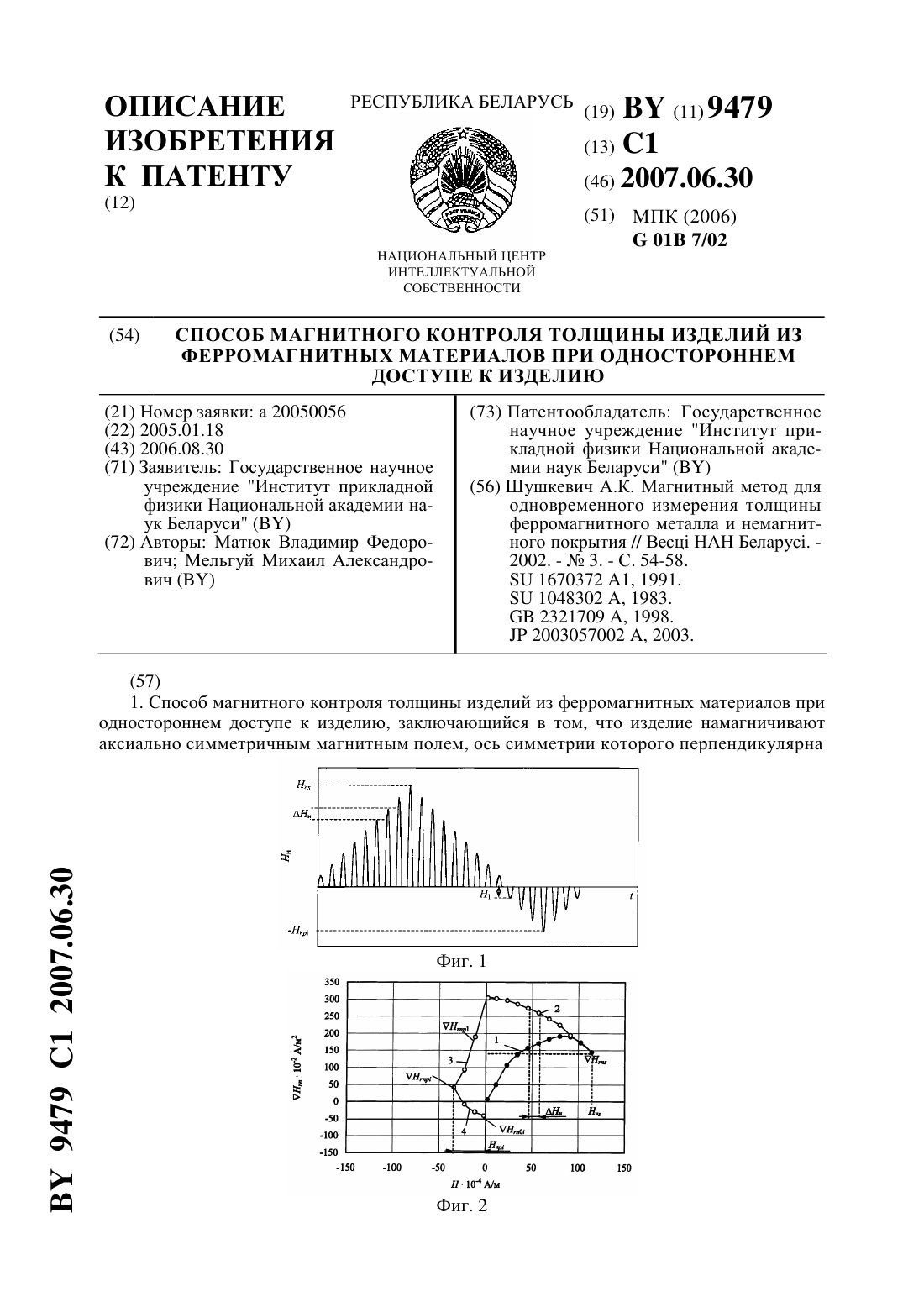
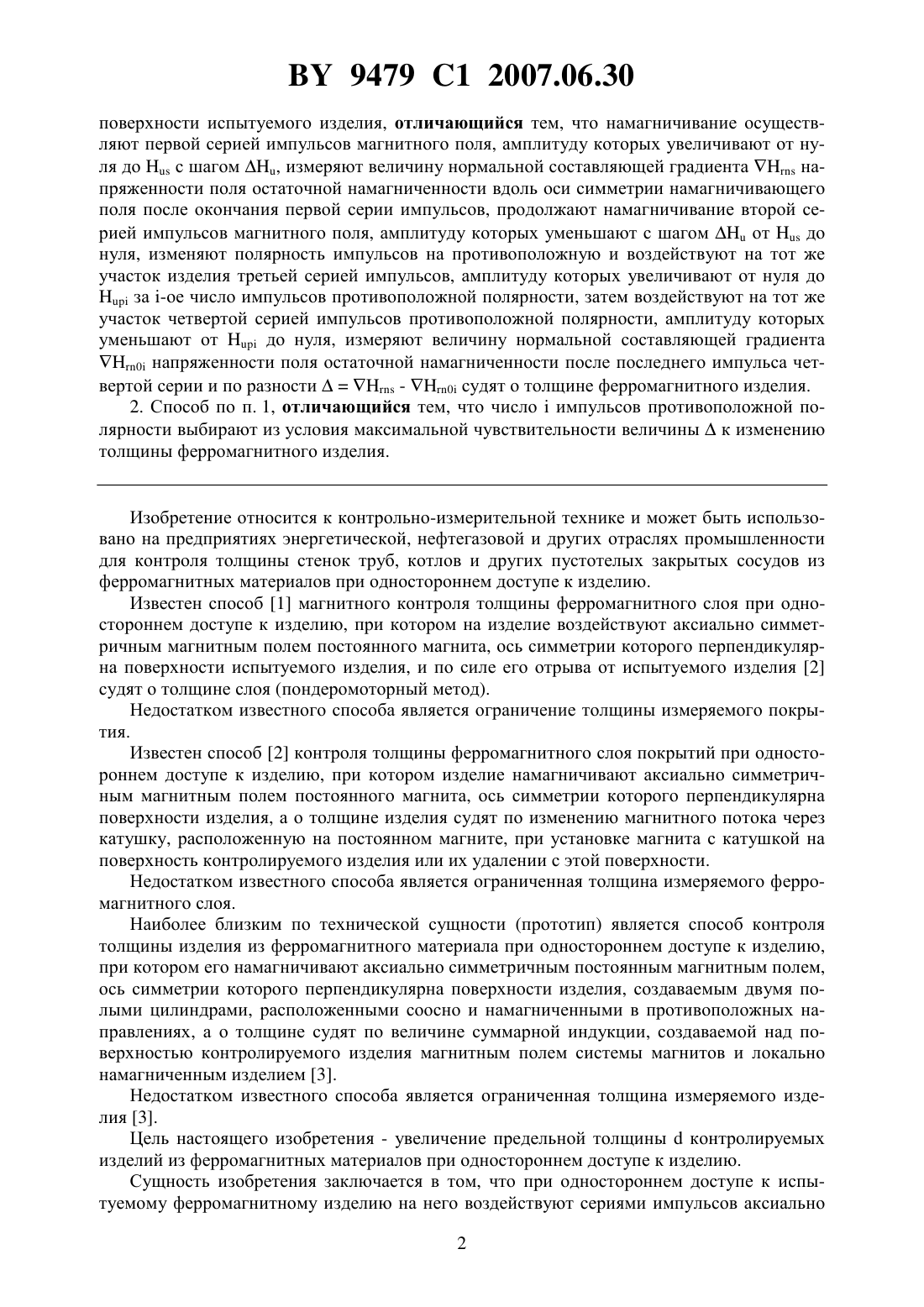
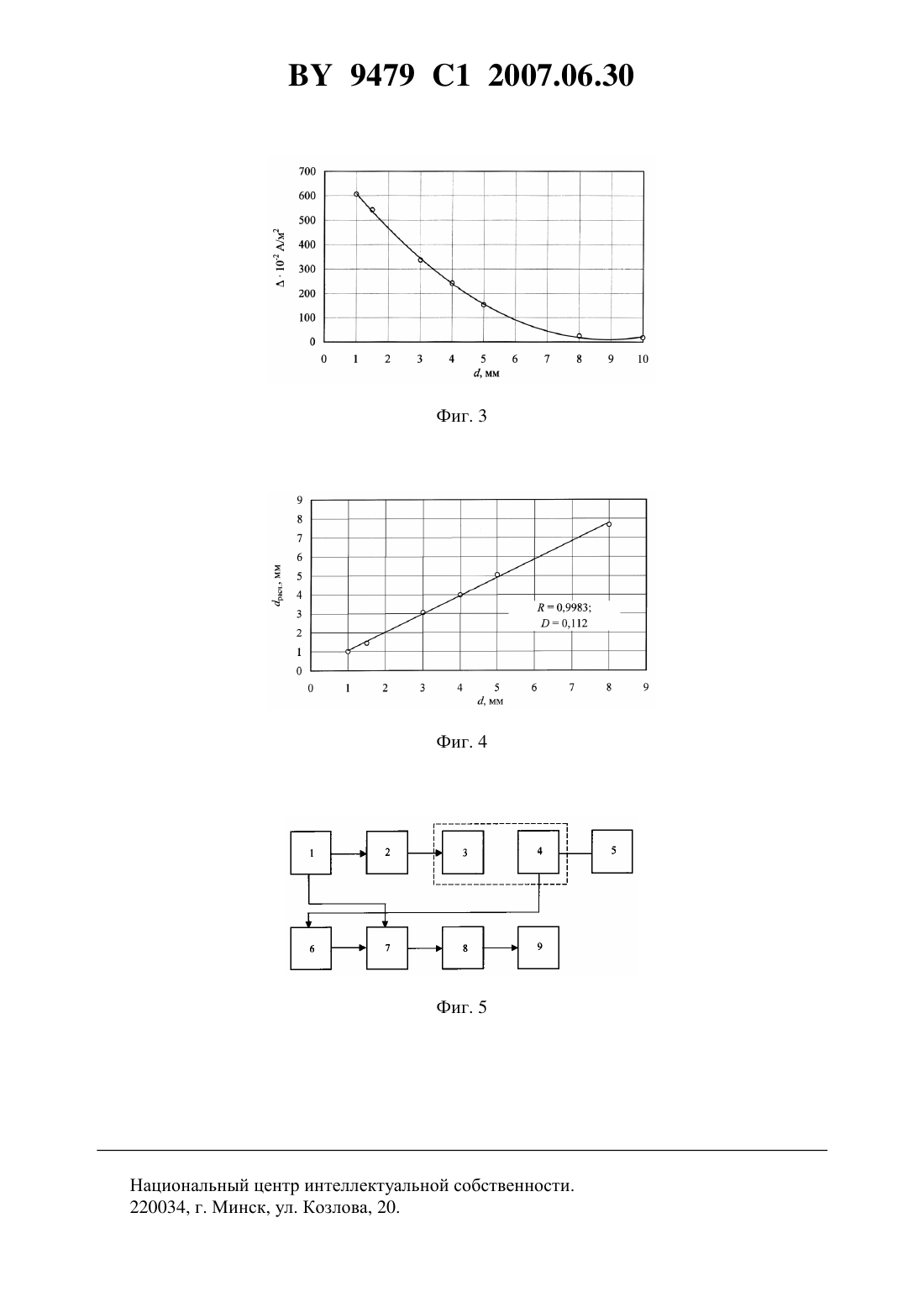
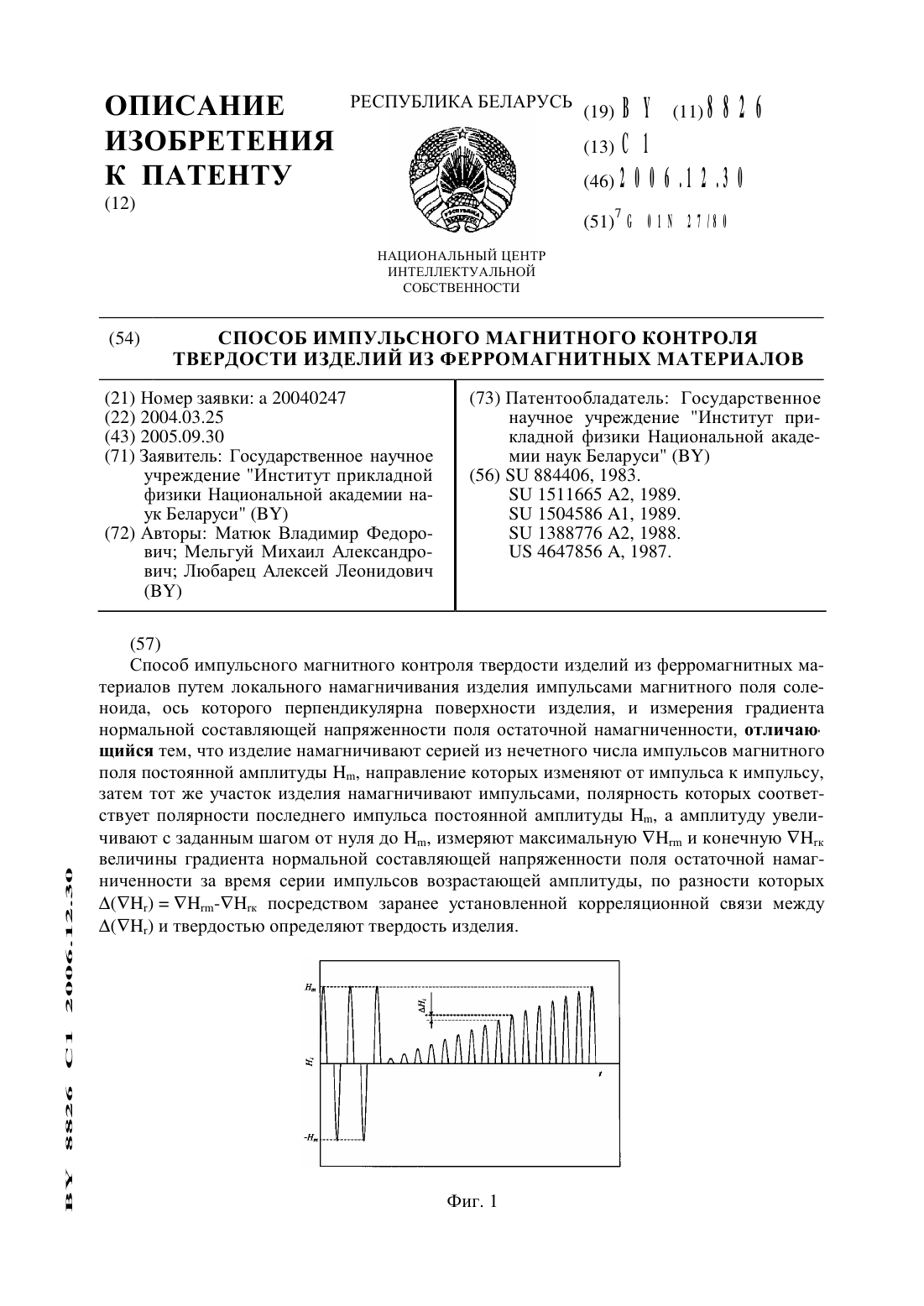
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ ПРИ ОДНОСТОРОННЕМ ДОСТУПЕ К ИЗДЕЛИЮ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Мельгуй Михаил Александрович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(56) Шушкевич А.К. Магнитный метод для одновременного измерения толщины ферромагнитного металла и немагнитного покрытия // Весц НАН Беларус. 2002. -3. - С. 54-58.1670372 1, 1991.1048302 , 1983.2321709 , 1998.2003057002 , 2003.(57) 1. Способ магнитного контроля толщины изделий из ферромагнитных материалов при одностороннем доступе к изделию, заключающийся в том, что изделие намагничивают аксиально симметричным магнитным полем, ось симметрии которого перпендикулярна 9479 1 2007.06.30 поверхности испытуемого изделия, отличающийся тем, что намагничивание осуществляют первой серией импульсов магнитного поля, амплитуду которых увеличивают от нуля дос шагом , измеряют величину нормальной составляющей градиентанапряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля после окончания первой серии импульсов, продолжают намагничивание второй серией импульсов магнитного поля, амплитуду которых уменьшают с шагомотдо нуля, изменяют полярность импульсов на противоположную и воздействуют на тот же участок изделия третьей серией импульсов, амплитуду которых увеличивают от нуля доза -ое число импульсов противоположной полярности, затем воздействуют на тот же участок четвертой серией импульсов противоположной полярности, амплитуду которых уменьшают отдо нуля, измеряют величину нормальной составляющей градиента 0 напряженности поля остаточной намагниченности после последнего импульса четвертой серии и по разности- 0 судят о толщине ферромагнитного изделия. 2. Способ по п. 1, отличающийся тем, что числоимпульсов противоположной полярности выбирают из условия максимальной чувствительности величинык изменению толщины ферромагнитного изделия. Изобретение относится к контрольно-измерительной технике и может быть использовано на предприятиях энергетической, нефтегазовой и других отраслях промышленности для контроля толщины стенок труб, котлов и других пустотелых закрытых сосудов из ферромагнитных материалов при одностороннем доступе к изделию. Известен способ 1 магнитного контроля толщины ферромагнитного слоя при одностороннем доступе к изделию, при котором на изделие воздействуют аксиально симметричным магнитным полем постоянного магнита, ось симметрии которого перпендикулярна поверхности испытуемого изделия, и по силе его отрыва от испытуемого изделия 2 судят о толщине слоя (пондеромоторный метод). Недостатком известного способа является ограничение толщины измеряемого покрытия. Известен способ 2 контроля толщины ферромагнитного слоя покрытий при одностороннем доступе к изделию, при котором изделие намагничивают аксиально симметричным магнитным полем постоянного магнита, ось симметрии которого перпендикулярна поверхности изделия, а о толщине изделия судят по изменению магнитного потока через катушку, расположенную на постоянном магните, при установке магнита с катушкой на поверхность контролируемого изделия или их удалении с этой поверхности. Недостатком известного способа является ограниченная толщина измеряемого ферромагнитного слоя. Наиболее близким по технической сущности (прототип) является способ контроля толщины изделия из ферромагнитного материала при одностороннем доступе к изделию,при котором его намагничивают аксиально симметричным постоянным магнитным полем,ось симметрии которого перпендикулярна поверхности изделия, создаваемым двумя полыми цилиндрами, расположенными соосно и намагниченными в противоположных направлениях, а о толщине судят по величине суммарной индукции, создаваемой над поверхностью контролируемого изделия магнитным полем системы магнитов и локально намагниченным изделием 3. Недостатком известного способа является ограниченная толщина измеряемого изделия 3. Цель настоящего изобретения - увеличение предельной толщиныконтролируемых изделий из ферромагнитных материалов при одностороннем доступе к изделию. Сущность изобретения заключается в том, что при одностороннем доступе к испытуемому ферромагнитному изделию на него воздействуют сериями импульсов аксиально 2 9479 1 2007.06.30 симметричного магнитного поля соленоида, ось которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов первой серии увеличивают от импульса к импульсу с шагом и, от нуля до Ни, измеряют нормальную составляющую градиентанапряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля после окончания первой серии импульсов, затем продолжают намагничивание изделия второй серией импульсов, амплитуду которых уменьшают с тем же шагом от Ни до нуля, изменяют полярность импульсов на противоположную и воздействуют на тот же участок изделия третьей серией импульсов, амплитуду которых увеличивают с шагом Ни от нуля до величины иН за - число импульсов противоположной полярности, затем воздействуют на тот же участок четвертой серией импульсов противоположной полярности, амплитуду которых уменьшают от и до нуля, измеряют нормальную составляющую градиента Н 0 напряженности поля остаточной намагниченности после окончания четвертой серии импульсов, и по разности измеренных величинНг - 0 судят о толщине ферромагнитного изделия. Числоимпульсов противоположной полярности выбирают, исходя из условия максимальной чувствительности величинык изменению толщины контролируемого изделия. На фиг. 1 показано изменение во времени амплитуды импульсов магнитного поля,воздействующих на испытуемое изделие. На фиг. 2 показано изменение нормальной составляющей градиента Н напряженности поля остаточной намагниченности после каждого импульса для стали 45 в состоянии поставки толщиной 20 мм. На фиг. 3 показана зависимость величины- 0 (при 1) от толщины дисков диаметром 195 мм стали 45 в состоянии поставки. На фиг. 4 показана корреляционная связь между толщиной расч, рассчитанной по заданной формуле пересчета измеренной величины , и толщинойдисков, измеренной микрометром. На фиг. 5 показана одна из возможных структурных схем для реализации способа. Способ осуществляется следующим образом. Испытуемое изделие намагничивают первой серией импульсов с возрастающей с шагом Ни от нуля до Ни амплитудой(фиг. 1). Величина нормальной составляющей градиента напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля при этом изменяется по кривой 1 (фиг. 2), измеряют величину градиентанапряженности поля остаточной намагниченности после окончания первой серии импульсов. Продолжают намагничивать испытуемое изделие второй серией импульсов, убывающих по амплитуде (фиг. 1). Величина градиента напряженности поля остаточной намагниченности при этом возрастает по кривой 2. Изменяют направление поля намагничивания на противоположное и размагничивают изделие третьей серией импульсов противоположной полярности, абсолютная величина которых с шагом и увеличивается от нуля до Нири за -ое число импульсов противоположной полярности. Продолжают воздействовать на тот же участок изделия четвертой серией импульсов, амплитуду которых уменьшают от и до нуля. Измеряют величину 0 после воздействия последнего импульса. Вычисляют разность 0, по величине которой и по заранее установленной градуировочной зависимости(фиг. 3) определяют толщину изделия. При приборной реализации способа возможно преобразование величиныпо заданной формуле в толщину и получение отсчета непосредственно в миллиметрах. Например, если зависимость, показанную на фиг. 3, преобразовать в интервале 1-8 мм по формуле 9479 1 2007.06.30 то получим расчетное значение толщины в мм (фиг. 4). Высокий коэффициент корреляции 0,9983 и малое среднеквадратическое отклонение 0,112 мм, характеризующее погрешность способа, позволяют надежно определять толщину ферромагнитного слоя в пределах до 8 мм. Для контроля изделий большей толщины следует увеличить размеры намагничивающего соленоида. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 5. Устройство содержит блок управления 1, программируемый генератор импульсов тока 2, намагничивающий соленоид 3, внутри которого на его оси расположен феррозондградиентометр 4, блок 5 возбуждения феррозонда-градиентометра, измерительный блок 6,блок памяти 7, вычислительный блок 8 и индикатор 9. Для реализации предлагаемого способа устанавливают преобразователь, состоящий из соленоида 3 и градиентометра 4, на поверхность испытуемого изделия так, чтобы оси соленоида и градиентометра были перпендикулярны поверхности испытуемого изделия. Включают блок 1 управления, который формирует импульсы управления и запускает программируемый генератор 2 импульсов тока, формирующий импульсы, изменяющиеся во времени, как показано на фиг. 1, и блок 5 возбуждения феррозонда-градиентометра. Импульсы тока, проходя через намагничивающий соленоид 3, создают импульсное магнитное поле, которое намагничивает и перемагничивает локальную область испытуемого изделия (изделие на фиг. 5 не показано). Электрический сигнал феррозонда-градиентометра 4, вторая гармоника которого пропорциональна градиенту напряженности поля остаточной намагниченности локально намагниченного участка изделия, поступает на измерительный блок 6. С измерительного блока 6 сигналы, пропорциональные Н и 0,поступают в блок 7 памяти, где в соответствии с командой с блока 1 управления запоминаются. После окончания всего цикла намагничивание - размагничивание по сигналу с блока 1 управления сигналы из блока 7 памяти поступают в блок 8, где они вычитаются(с учетом знака), а величинапо заранее установленной формуле преобразуется в толщину. Результаты вычисления поступают на индикатор 9, который выдает информацию о расчетной толщине, выраженной в миллиметрах. Техническим результатом осуществления предлагаемого способа является расширение номенклатуры контролируемых изделий из ферромагнитных материалов при одностороннем доступе (трубы, закрытые полые сосуды) за счет увеличения пределов измерения по толщине. Источники информации 1. СССР 1465690, МПК 01 7/06. Способ измерения толщины никелевых покрытий на немагнитных изделиях / А.А. Лухвич, В.А. Рудницкий, Н.Г. Медведевских,А.Л. Мелешко // Бюл. изобр. - 1989. -10. - С. 170. 2. Патент РБ 4672, МПК 01 7/06. Толщиномер немагнитных и ферромагнитных покрытий / А.А. Лухвич, А.А. Савицкий, Г.И. Хилько // Афцыйны бюлетэнь. - 2002.3. - С. 172. 3. Шукевич А.К., Лухвич А.А., Шарандо В.И., Кременькова Н.В. Магнитный метод для одновременного измерения толщины ферромагнитного металла и немагнитного покрытия // Весц НАН Беларус. - 2002. -3. - С. 54-58. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01B 7/02
Метки: ферромагнитных, магнитного, материалов, толщины, одностороннем, изделию, способ, контроля, изделий, доступе
Код ссылки
<a href="https://by.patents.su/5-9479-sposob-magnitnogo-kontrolya-tolshhiny-izdelijj-iz-ferromagnitnyh-materialov-pri-odnostoronnem-dostupe-k-izdeliyu.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля толщины изделий из ферромагнитных материалов при одностороннем доступе к изделию</a>
Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов
Номер патента: 8826
Опубликовано: 30.12.2006
Авторы: Матюк Владимир Федорович, Любарец Алексей Леонидович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: твердости, изделий, способ, контроля, ферромагнитных, магнитного, импульсного, материалов
Текст:
...от амплитуды Н, импульсов одного знака,возрастающих с постоянным щагом АН, от нуля до Нт для изделия, находящегося в состоянии, намагниченном серией из нечетного числа импульсов одинаковой амплитуды Нт, чередующихся по знаку.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость НТЮ (по прототипу), максимального УНГШ и конечного ТНЖ значений градиентов за время...
Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: 7879
Опубликовано: 28.02.2006
Авторы: Любарец Алексей Леонидович, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: свойств, механических, материалов, ферромагнитных, способ, контроля, изделий, импульсного, магнитного
Текст:
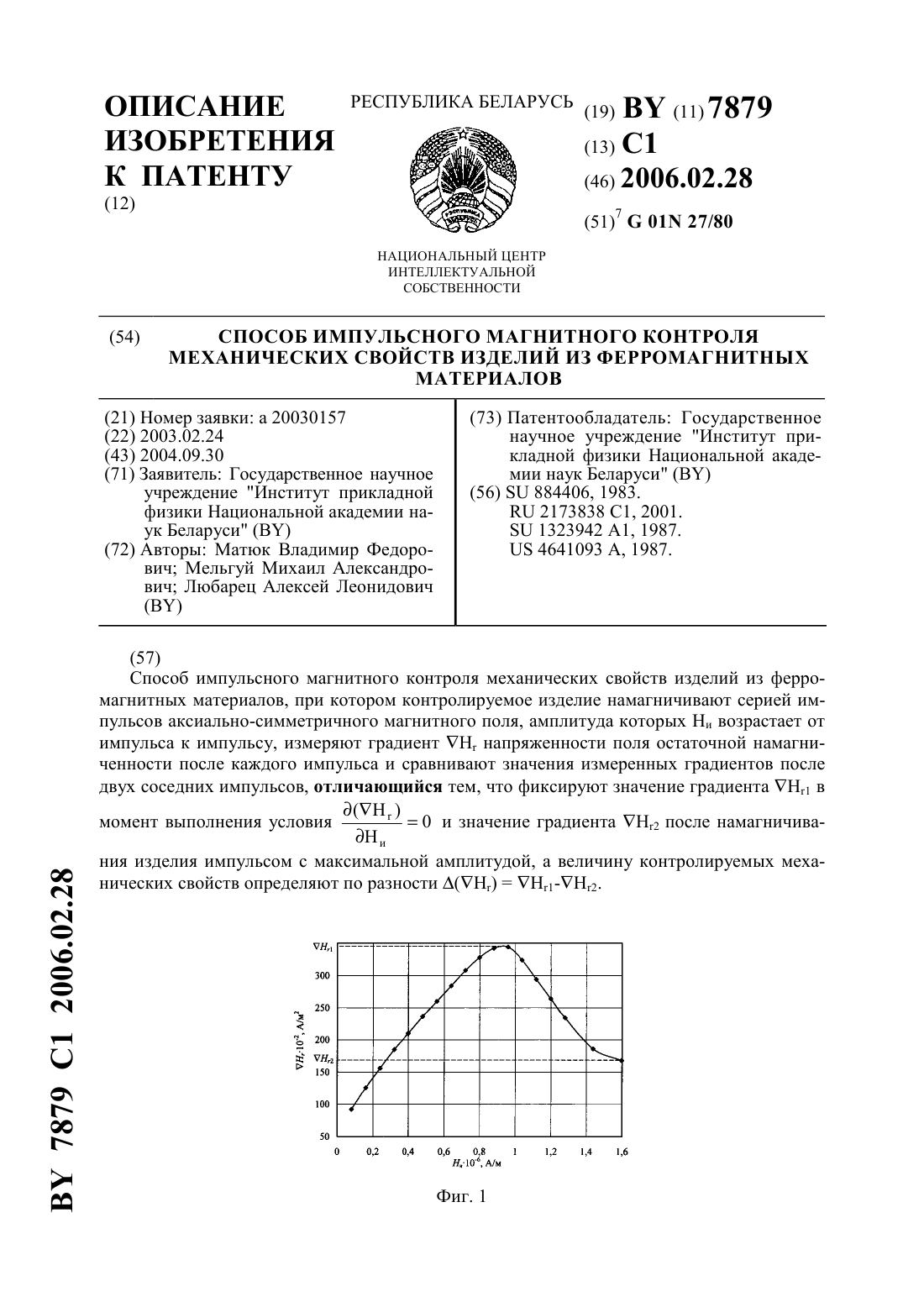
...значение градиента Н 1 напряженности поля остаточной на магниченности фиксируют не при условии 0 , а при условии 0 , кромеии того фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой, и о механических свойствах судят не по результатам измерения градиента напряженности поля остаточной намагниченности при выбранной амплитуде, а по разности зафиксированных...
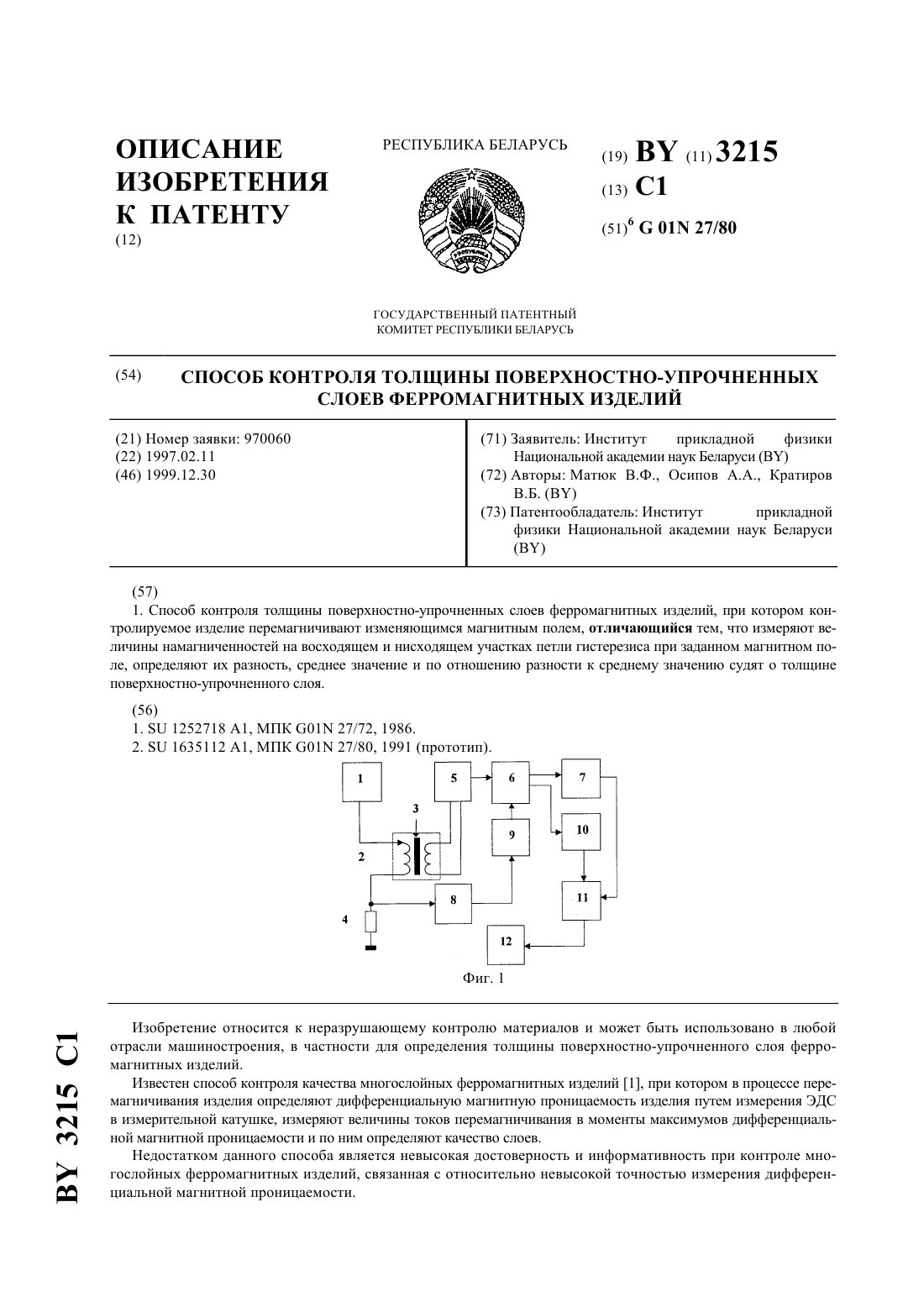
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3552
Опубликовано: 30.09.2000
Авторы: Кратиров Валерий Борисович, Матюк Владимир Федорович, Осипов Александр Александрович
МПК: G01N 27/80
Метки: слоев, ферромагнитных, способ, поверхностно-упрочненных, толщины, контроля, изделий
Текст:
...контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср., измеряют коэрцитивную силу с и по произведению коэрцитивной силы с на отношение разности намагниченностей к среднему значению намагниченности при заданном поле /ср. определяют толщину упрочненного слоя отн Способ включает в себя следующую последовательность операций перемагничивают...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3215
Опубликовано: 30.12.1999
Авторы: Осипов Александр Александрович, Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: слоев, поверхностно-упрочненных, контроля, способ, изделий, ферромагнитных, толщины
Текст:
...в том, что для решения задачи о повышении достоверности контролируемое изделие перемагничивают изменяющимся полем Н, измеряют величины намагниченности контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср и по отношению разности к среднему значению /ср. определяют толщину упрочненного слоя отн. Способ включает в себя следующую...
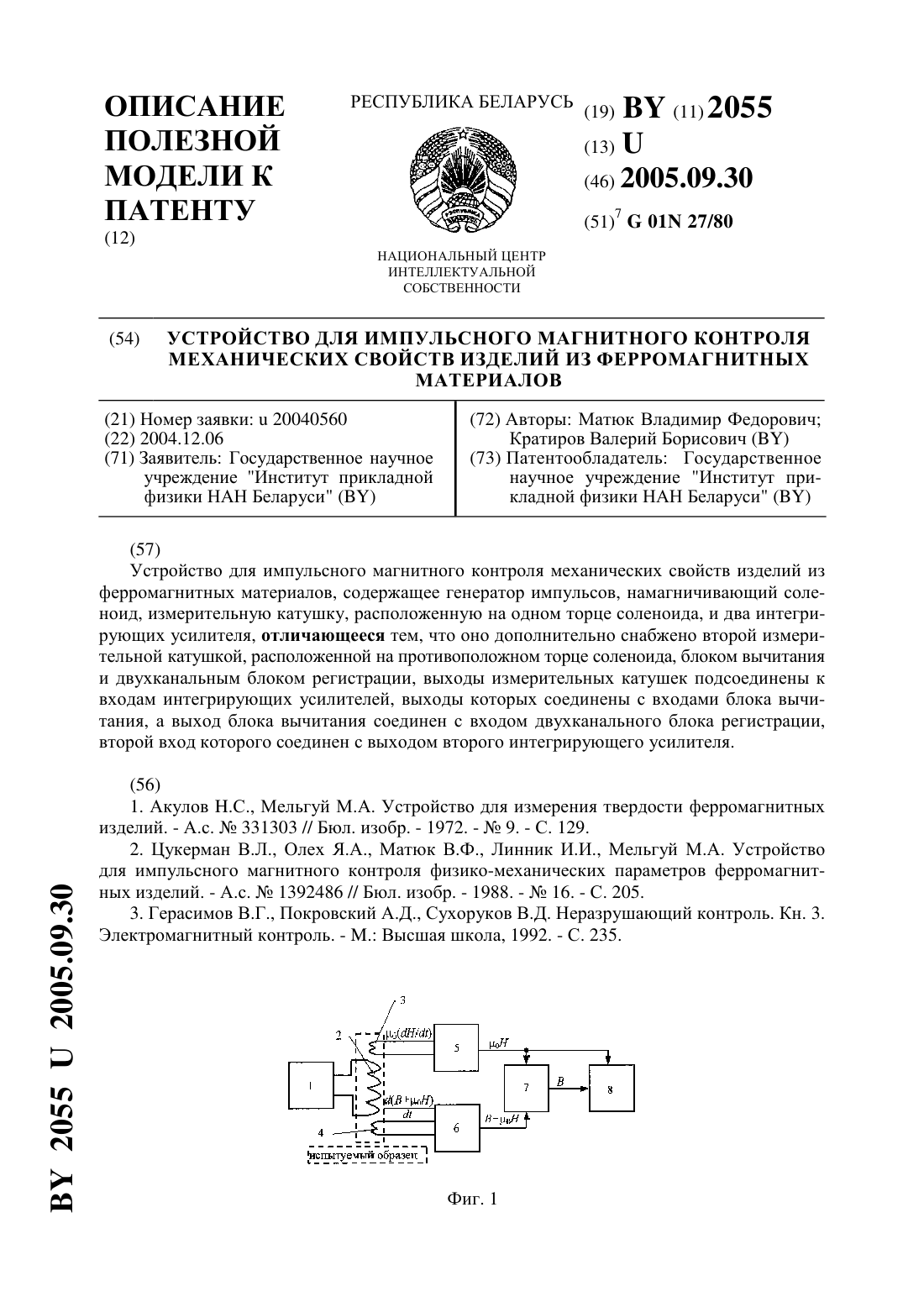
Устройство для импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: U 2055
Опубликовано: 30.09.2005
Авторы: Матюк Владимир Федорович, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: изделий, материалов, импульсного, устройство, механических, ферромагнитных, свойств, контроля, магнитного
Текст:
...однозначно с механическими свойствами этих сталей. Задачей настоящей полезной модели является создание устройства, обеспечивающего возможность контроля механических свойств высокоуглеродистых сталей. Сущность устройства заключается в том, что с целью обеспечения контроля механических свойств высокоуглеродистых сталей оно содержит генератор импульсов, соединенный с намагничивающим соленоидом, первую измерительную катушку, расположенную...
Предыдущий патент: Способ профилактики нагноения раны при закрытии энтеро- или колостомы
Следующий патент: Способ определения термического контактного сопротивления в трубе со спирально-навитыми завальцованными ребрами
Случайный патент: Система управления двухразовой подачей топлива дизельного двигателя