Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов
Номер патента: 8826
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Матюк Владимир Федорович, Мельгуй Михаил Александрович
Текст
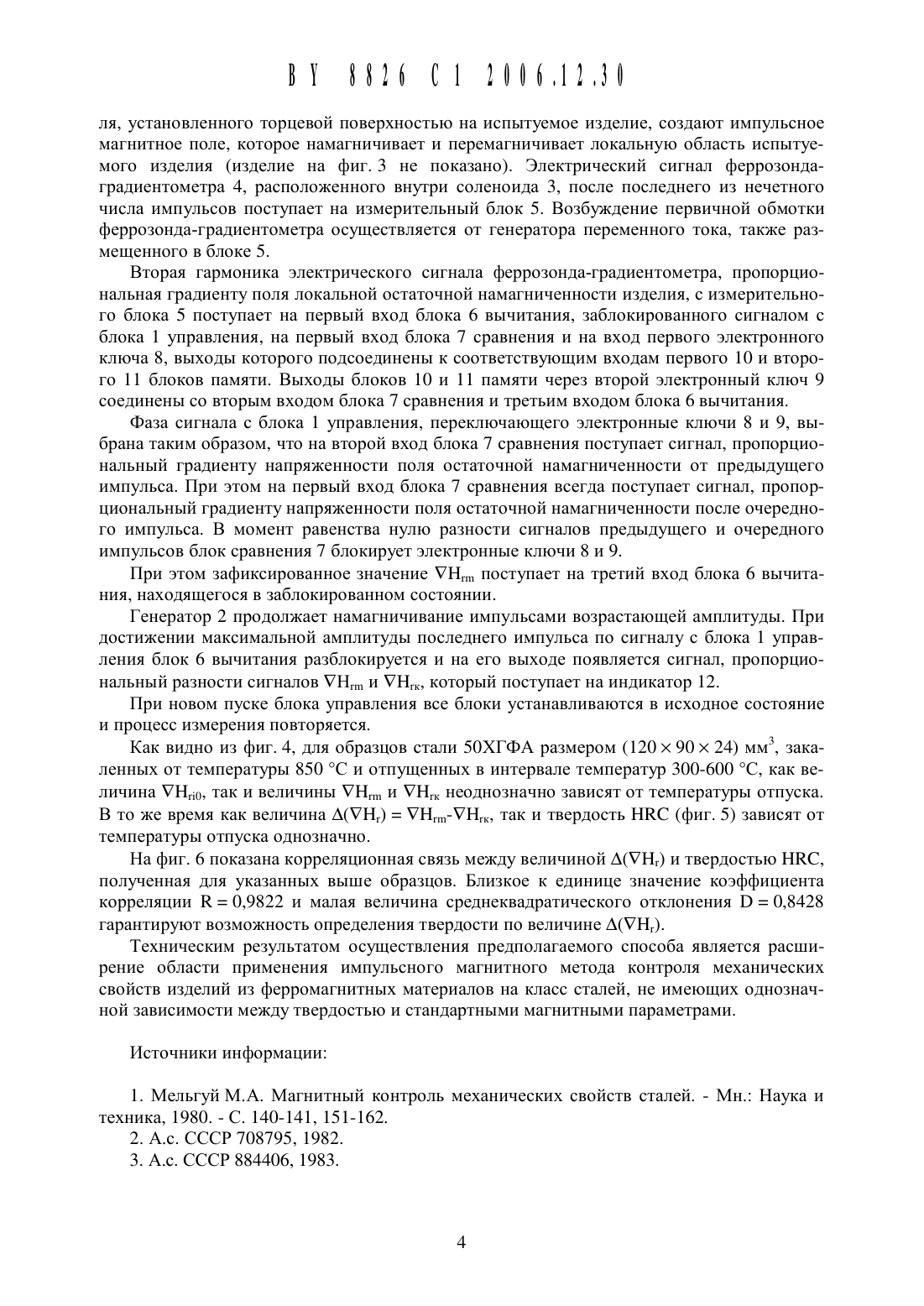
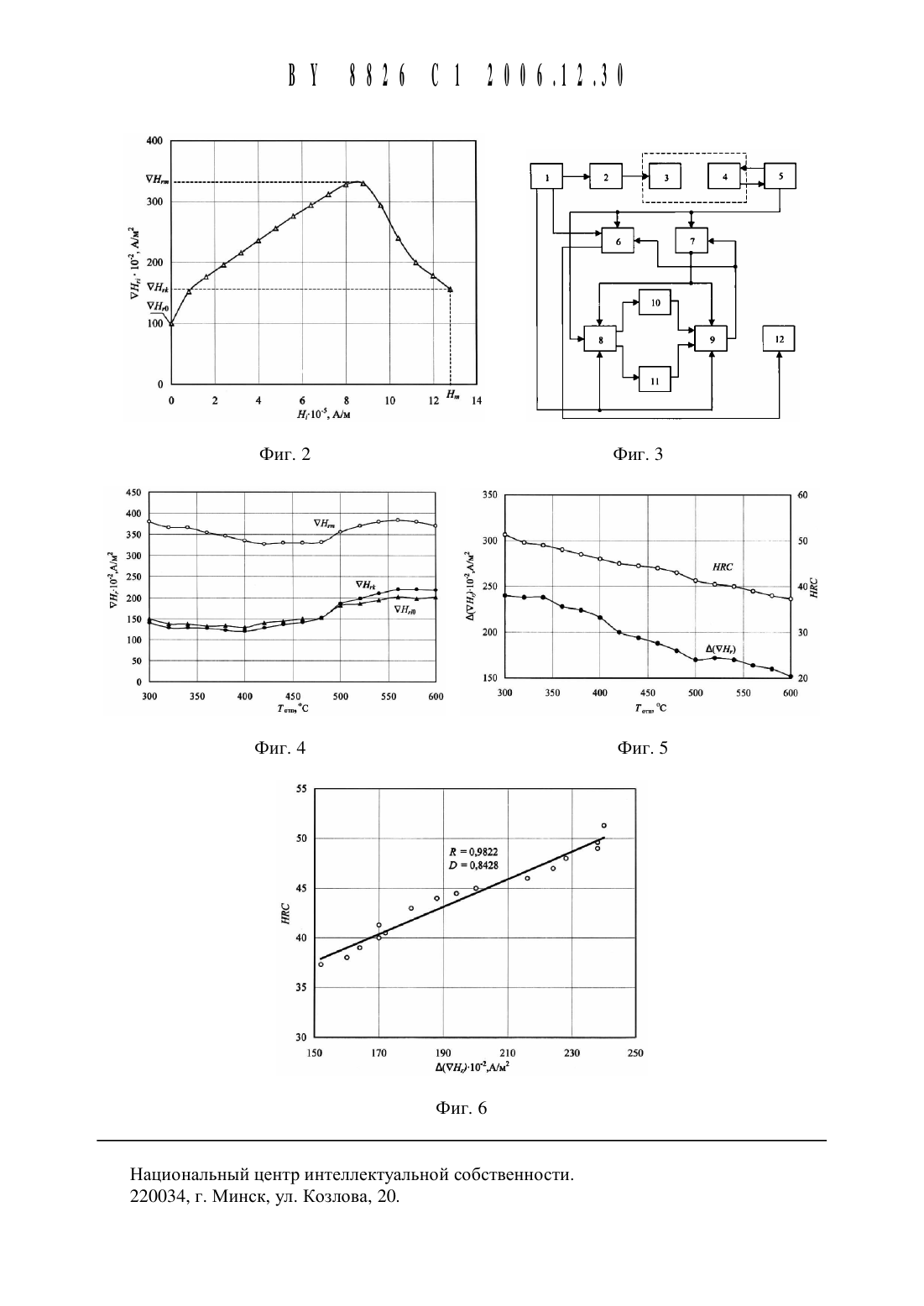
(54) ТВЕРДОСТИ ИЗДЕЛИИ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси (ВУ)(72) Авторы Матюк Владимир Федорович Мельгуй Михаил Александро вич Любарец Алексей Леонидович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной акаде мии наук Беларуси (ВУ)Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов путем локального намагничивания изделия импульсами магнитного поля соленоида, ось которого перпендикулярна поверхности изделия, и измерения градиента нормальной составляющей напряженности поля остаточной намагниченности, отличающийся тем, что изделие намагничивают серией из нечетного числа импульсов магнитного поля постоянной амплитуды Нш, направление которых изменяют от импульса к импульсу,затем тот же участок изделия намагничивают импульсами, полярность которых соответствует полярности последнего импульса постоянной амплитуды Нт, а амплитуду увеличивают с заданным щагом от нуля до Нт, измеряют максимальную УНШ, и конечную ТНГК величины градиента нормальной составляющей напряженности поля остаточной намагниченности за время серии импульсов возрастающей амплитуды, по разности которых А(7 Н) 7 НГШ 7 НГК посредством заранее установленной корреляционной связи между А(7 Н,.) и твердостью определяют твердость изделия.Изобретение относится К исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных и металлургических предприятиях для неразрушающего контроля твердости изделий из ферромагнитных сталей, подвергаемых высокотемпературному отпуску после закалки.Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности изделия, при этом амплитуду импульсов магнитного поля в серии сохраняют постоянной, а о свойствах изделия судят по величине градиента 7 Нг 1 нормальной составляющей напряженности поля остаточной намагниченности над Центром намагниченного участка 1.Недостатком известного способа является невозможность контроля изделий из сталей с содержанием более 0,3 углерода, подвергаемых высокотемпературному отпуску после закалки (например, рессорно-пружинных сталей), из-за неоднозначной зависимости градиента 7 Нг 1 от температуры термообработки и твердости изделий из этих сталей.Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии сначала увеличивают, а затем уменьшают до минимально возможной величины, после чего измеряют градиент ТНГО нормальной составляющей напряженности поля остаточной намагниченности над Центром намагниченного участка, по величине которого судят о механических свойствах изделия 2.Недостатком известного способа является невозможность контроля изделий из сталей с содержанием углерода более 0,3 , подвергаемых высокотемпературному отпуску после закалки (например, рессорно-пружинных сталей), из-за неоднозначной зависимости 7 Нго от температуры термообработки и твердости изделий из этих сталей.Наиболее близким по технической сущности к настоящему изобретению является способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов З, при котором изделие намагничивают серией возрастающих по амплитуде импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности изделия, измеряют и сравнивают градиенты ТНЙ нормальной составляющей напряженности поля остаточной намагниченности после двух соседних импульсов и выбирают амплитудуУНЮ импульсов из условиягде ТНЙ - нормальная составляющая градиента напряженности поля остаточной намагниченности после импульса с амплитудой Нд, Н - амплитуда 1-го намагничивающего импульса на торце преобразователя, (1 - величина зазора между преобразователем и изделием, а контроль ведут по величине ТНГЮ после намагничивания серией импульсов с амплитудой НЮ.Недостатком известного способа является невозможность контроля изделий из сталей с содержанием углерода более 0,3 , подвергаемых высокотемпературному отпуску после закалки (например, рессорно-пружинных сталей), из-за неоднозначной зависимости НГЮ от температуры термообработки и твердости изделий из этих сталей.Цель настоящего изобретения - обеспечение контроля изделий из сталей с содержанием углерода более 0,3 , подвергаемых высокотемпературному отпуску после закалки,например рессорно-пружинных сталей.Сущность изобретения заключается в том, что изделие локально намагничивают серией из нечетного числа импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности изделия, амплитуда Нт импульсов постоянна по абсолютной величине,а направление изменяют от импульса к импульсу, затем тот же участок изделия намагни 2чивают импульсами, полярность которых соответствует полярности последнего импульса постоянной амплитуды Нт, а амплитуду увеличивают с заданным щагом от нуля до Нш,измеряют максимальную УНШ и конечную ТНЖ величины градиента нормальной составляющей напряженности поля остаточной намагниченности за время серии импульсов возрастающей амплитуды, по разности Которых А(7 Н) УНШ-ТНЖ посредством заранее установленной корреляционной связи между А(7 Н,) и твердостью определяют твердость изделия.На фиг. 1 показана диаграмма изменения амплитуды намагничивающих импульсов во времени.На фиг. 2 показан ход зависимости градиента НЙ нормальной составляющей напряженности поля остаточной намагниченности от амплитуды Н, импульсов одного знака,возрастающих с постоянным щагом АН, от нуля до Нт для изделия, находящегося в состоянии, намагниченном серией из нечетного числа импульсов одинаковой амплитуды Нт, чередующихся по знаку.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость НТЮ (по прототипу), максимального УНГШ и конечного ТНЖ значений градиентов за время серии импульсов возрастающей амплитуды от температуры отпуска закаленной рессорно-пружинной стали 5 ОХГФА в интервале температур отпуска 300-600 С.На фиг. 5 показана зависимость разности А(7 Н) УНТШ-НГК измеренных градиентов и твердости НКС стали 5 ОХГФА от температуры отпуска.На рис. 6 показана корреляционная связь между А(7 Н) и твердостью стали 5 ОХГФА,отпущенной в интервале 300-600 С после закалки от 850 С.Способ осуществляют следующим образом. В исходном состоянии после термообработки (закалка плюс отпуск) ТНЮ О воздействуют на испытуемое изделие серией из нечетного числа импульсов магнитного поля с одинаковой по величине, но изменяющейся по знаку амплитудой Нш (фиг. 1). После нечетного числа импульсов градиент напряженности поля остаточной намагниченности будет равен плюс НЮ (фиг. 2). Затем тот же участок изделия намагничивают импульсами, полярность которых соответствует полярности последнего импульса постоянной амплитуды Нш, а амплитуду увеличивают с заданным щагом от нуля до Нш (фиг. 1). При этом величина градиента нормальной составляющей напряженности поля остаточной намагниченности изменяется по кривой,показанной на фиг. 2, достигает максимума ТНШ, и затем убывает до конечного значения УНГК при Н, Нш. В процессе намагничивания измеряют величины НГШ и УНШ. Вь 1 читают из максимального по величине градиента ТНШ, его конечное значение УНШ и по заранее установленной корреляционной связи между А(7 Нг) УНГШ-ТНШ и твердостью определяют твердость изделия.Предложенный способ может быть реализован, например, с помощью устройства,структурная схема которого показана на фиг. 3.Устройство содержит блок 1 управления программируемый генератор 2 импульсов тока намагничивающий соленоид 3, внутри которого на оси расположен феррозондградиентометр 4 измерительный блок 5 блок 6 вычитания и блок 7 сравнения электронные ключи 8 и 9 первый 10 и второй 11 блоки памяти индикатор 12.Для реализации предлагаемого способа устанавливают преобразователь устройства, состоящий из соленоида 3 и расположенного на его оси феррозонда-градиентометра 4, на поверхность испытуемого изделия так, что ось соленоида перпендикулярна его поверхности.Включают блок 1 управления, который запускает программируемый генератор 2 импульсов тока, изменяющихся во времени, как показано на фиг. 1, и формирует импульсы управления. Импульсы тока, проходя через намагничивающий соленоид 3 преобразовате ВУ 8826 С 12006.12.30ля, установленного торцевой поверхностью на испытуемое изделие, создают импульсное магнитное поле, которое намагничивает И перемагничивает локальную область испь 1 туемого Изделия (изделие на фиг. 3 не показано). Электрический сигнал феррозондаградиентометра 4, расположенного внутри соленоида 3, после последнего из нечетного числа импульсов поступает на измерительный блок 5. Возбуждение первичной обмотки феррозонда-градиентометра осуществляется от генератора переменного тока, также размещенного в блоке 5.Вторая гармоника электрического сигнала феррозонда-градиентометра, пропорциональная градиенту поля локальной остаточной намагниченности изделия, с измерительного блока 5 поступает на первый вход блока 6 вычитания, заблокированного сигналом с блока 1 управления, на первый вход блока 7 сравнения и на вход первого электронного ключа 8, выходы которого подсоединены к соответствующим входам первого 10 и второго 11 блоков памяти. Выходы блоков 10 и 11 памяти через второй электронный ключ 9 соединены со вторым входом блока 7 сравнения и третьим входом блока 6 вычитания.Фаза сигнала с блока 1 управления, переключающего электронные ключи 8 и 9, вь 1 брана таким образом, что на второй вход блока 7 сравнения поступает сигнал, пропорциональный градиенту напряженности поля остаточной намагниченности от предыдущего импульса. При этом на первый вход блока 7 сравнения всегда поступает сигнал, пропорциональный градиенту напряженности поля остаточной намагниченности после очередного импульса. В момент равенства нулю разности сигналов предыдущего и очередного импульсов блок сравнения 7 блокирует электронные ключи 8 и 9.При этом зафиксированное значение ТНШ поступает на третий вход блока 6 вь 1 читания, находящегося в заблокированном состоянии.Генератор 2 продолжает намагничивание импульсами возрастающей амплитуды. При достижении максимальной амплитуды последнего импульса по сигналу с блока 1 управления блок 6 вычитания разблокируется и на его выходе появляется сигнал, пропорциональный разности сигналов УНШ, и УНШ, который поступает на индикатор 12.При новом пуске блока управления все блоки устанавливаются в исходное состояние и процесс измерения повторяется.Как видно из фиг. 4, для образцов стали 5 ОХГФА размером (120 90 24) мм 3, закаленных от температуры 850 С и отпущенных в интервале температур 300-600 С, как величина ТНГЮ, так и величины УНШ и 7 Нгк неоднозначно зависят от температуры отпуска. В то же время как величина А(7 Н) 7 НПТ 17 НП так и твердость НКС (фиг. 5) зависят от температуры отпуска однозначно.На фиг. 6 показана корреляционная связь между величиной А(7 НГ) и твердостью НКС,полученная для указанных выще образцов. Близкое к единице значение коэффициента корреляции К 0,9822 и малая величина среднеквадратического отклонения В 0,8428 гарантируют возможность определения твердости по величине А(7 Н,).Техническим результатом осуществления предполагаемого способа является расширение области применения импульсного магнитного метода контроля механических свойств изделий из ферромагнитных материалов на класс сталей, не имеющих однозначной зависимости между твердостью и стандартными магнитными параметрами.1. Мельгуй М.А. Магнитный контроль механических свойств сталей. - Мн. Наука и техника, 1980. - С. 140-141, 151-162. 2. А.с. СССР 708795, 1982. 3. А.с. СССР 884406, 1983.
МПК / Метки
МПК: G01N 27/80
Метки: магнитного, изделий, материалов, контроля, твердости, ферромагнитных, способ, импульсного
Код ссылки
<a href="https://by.patents.su/5-8826-sposob-impulsnogo-magnitnogo-kontrolya-tverdosti-izdelijj-iz-ferromagnitnyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов</a>
Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: 7879
Опубликовано: 28.02.2006
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович, Любарец Алексей Леонидович
МПК: G01N 27/80
Метки: материалов, изделий, импульсного, магнитного, контроля, ферромагнитных, механических, свойств, способ
Текст:
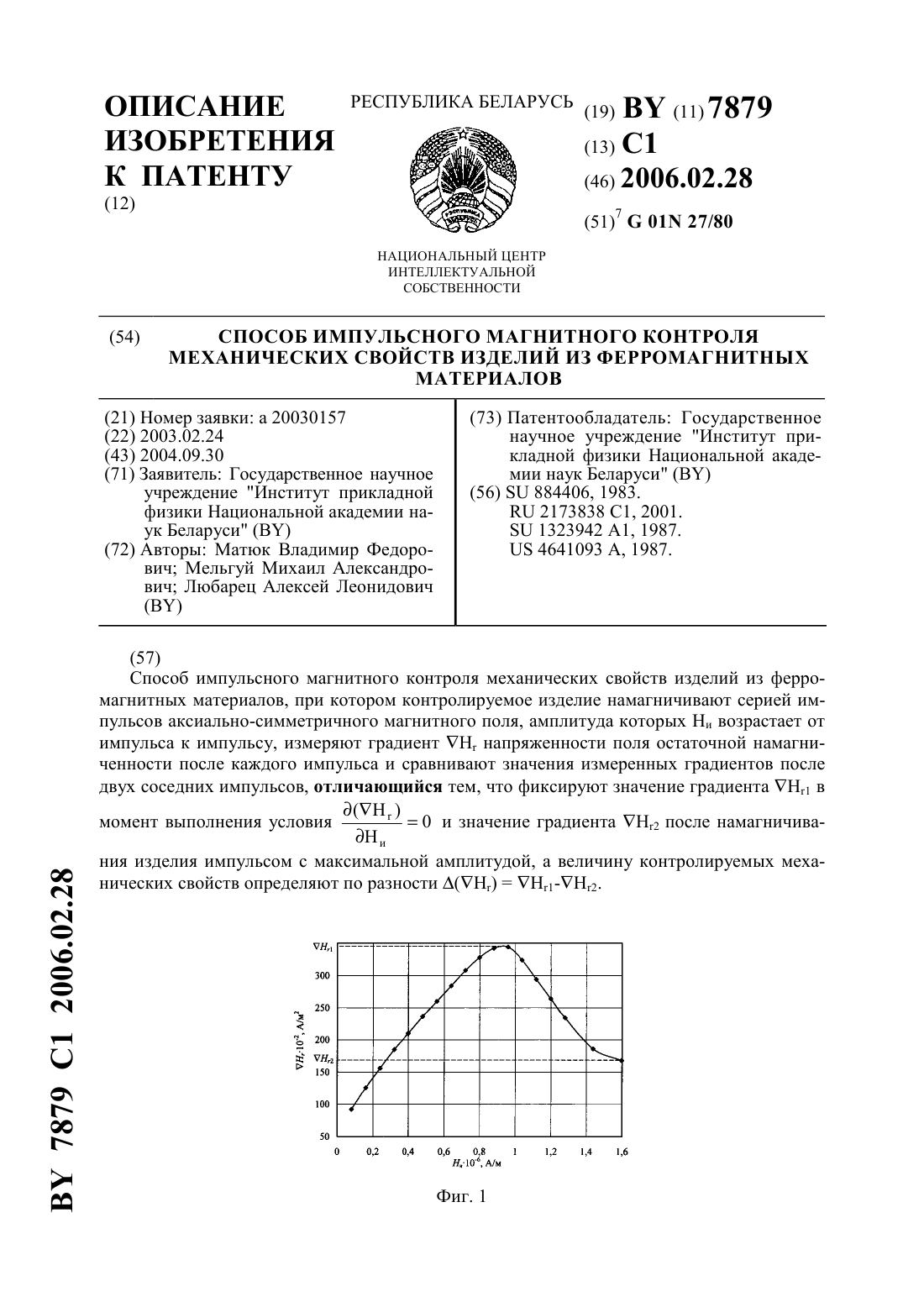
...значение градиента Н 1 напряженности поля остаточной на магниченности фиксируют не при условии 0 , а при условии 0 , кромеии того фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой, и о механических свойствах судят не по результатам измерения градиента напряженности поля остаточной намагниченности при выбранной амплитуде, а по разности зафиксированных...
Способ контроля твердости ферромагнитных изделий импульсным магнитным методом
Номер патента: 7887
Опубликовано: 28.02.2006
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович, Любарец Алексей Леонидович
МПК: G01N 27/80
Метки: магнитным, твердости, ферромагнитных, импульсным, методом, способ, изделий, контроля
Текст:
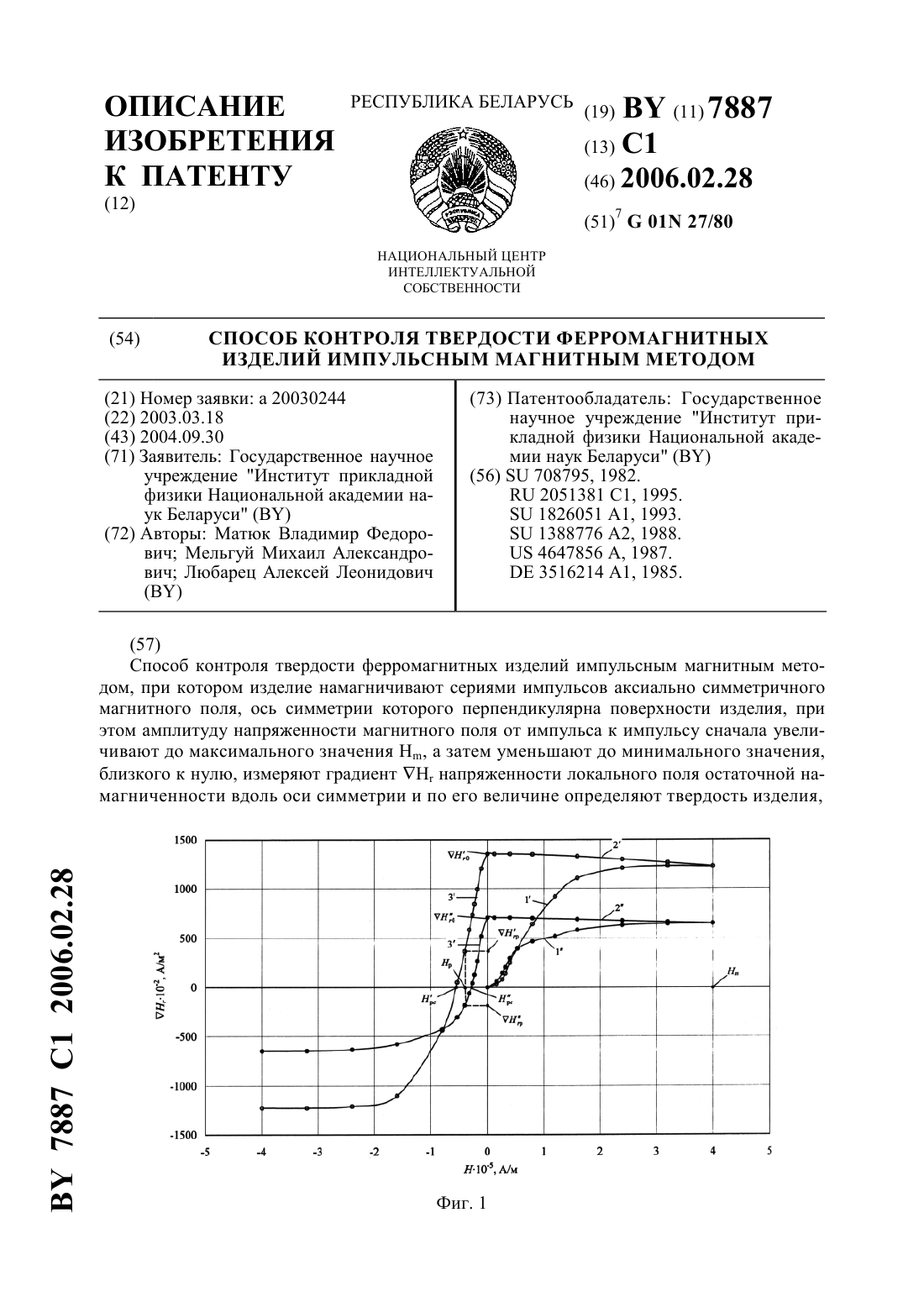
...а также после изменения направления импульсов и увеличения их амплитуды (кривые 3, 3). На фиг. 2 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 3 показана зависимость измеряемого градиента напряженности поля остаточной намагниченности НН 0 (по прототипу), НН (по настоящему изобретению) и твердостиот температуры отпуска закаленной рессорно-пружинной стали 50 ХГФА в интервале температур 20-600 С....
Устройство для импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: U 2055
Опубликовано: 30.09.2005
Авторы: Матюк Владимир Федорович, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: изделий, устройство, свойств, импульсного, материалов, магнитного, механических, ферромагнитных, контроля
Текст:
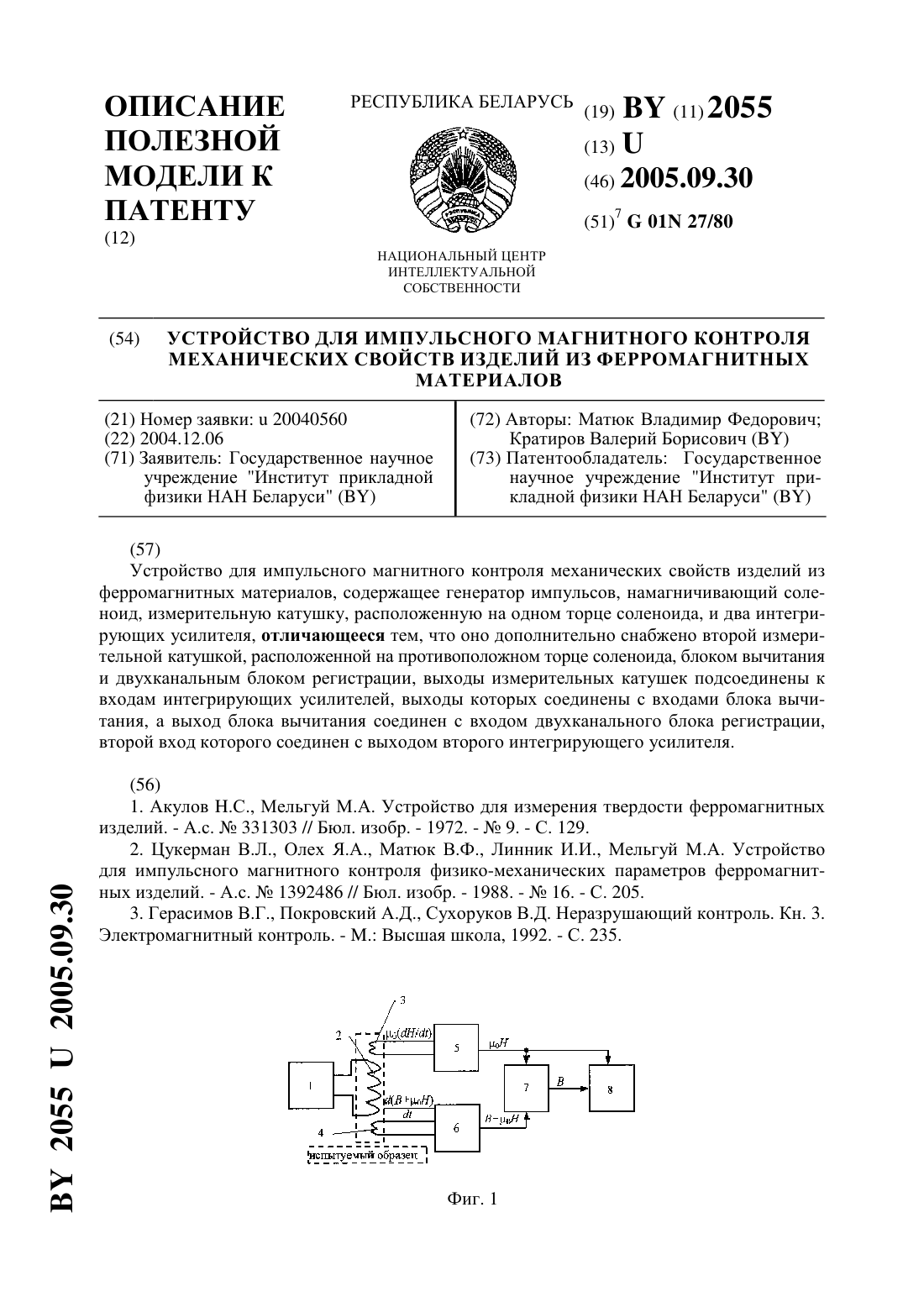
...однозначно с механическими свойствами этих сталей. Задачей настоящей полезной модели является создание устройства, обеспечивающего возможность контроля механических свойств высокоуглеродистых сталей. Сущность устройства заключается в том, что с целью обеспечения контроля механических свойств высокоуглеродистых сталей оно содержит генератор импульсов, соединенный с намагничивающим соленоидом, первую измерительную катушку, расположенную...
Способ контроля штампуемости листовых ферромагнитных материалов
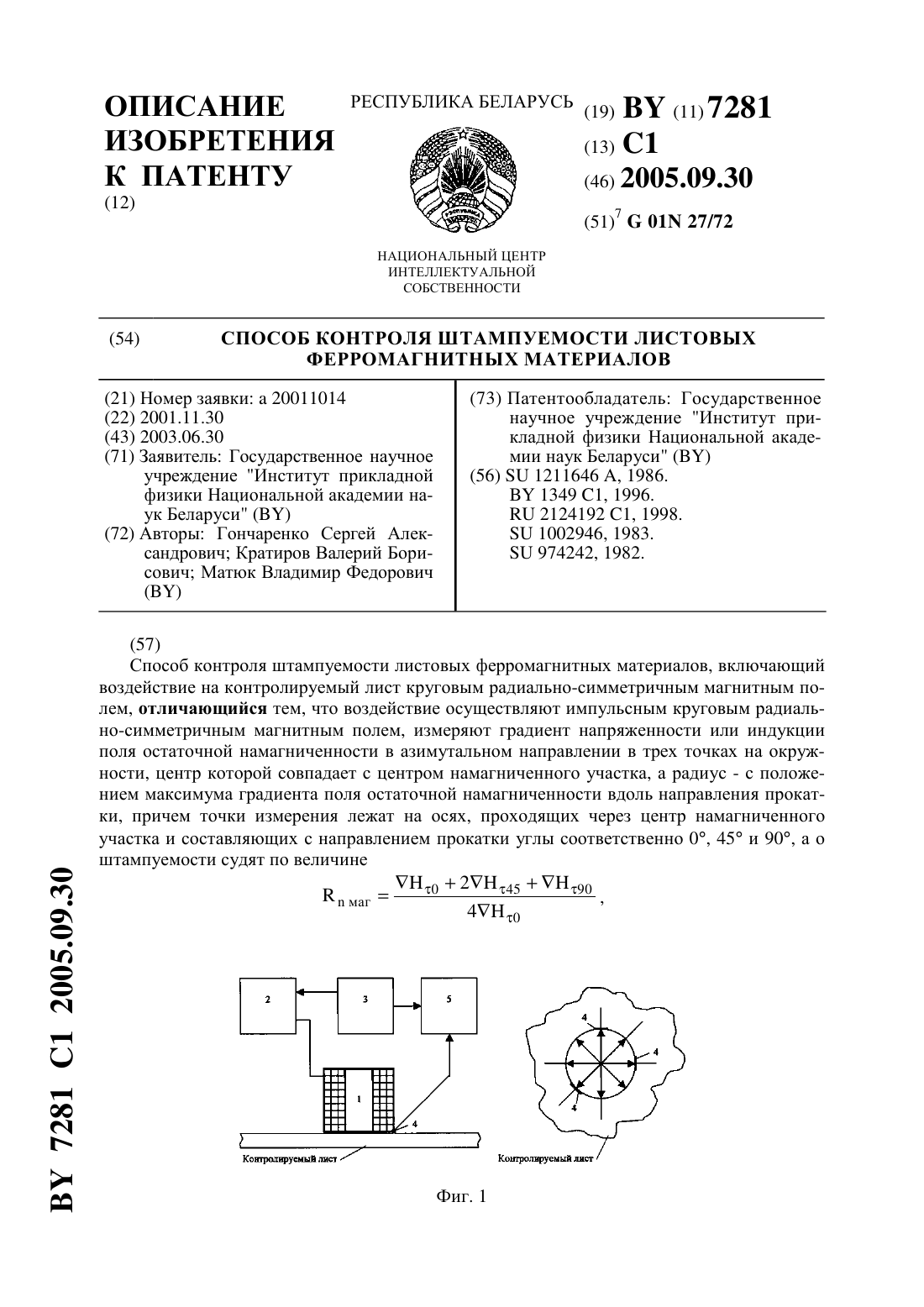
Номер патента: 7281
Опубликовано: 30.09.2005
Авторы: Кратиров Валерий Борисович, Гончаренко Сергей Александрович, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: материалов, контроля, штампуемости, листовых, ферромагнитных, способ
Текст:
...в технологическом процессе с высокой достоверностью и низкими затратами. Сущность изобретения заключается в том, что для оценки способности стали к штамповке на контролируемый лист воздействуют импульсным круговым радиально-симметричным магнитным полем, измеряют градиент напряженности или индукции поля остаточной намагниченности в азимутальном направлении в трех точках на окружности, центр которой совпадает с центром намагниченного...
Способ импульсного магнитного контроля механических свойств листового проката сталей в потоке производства
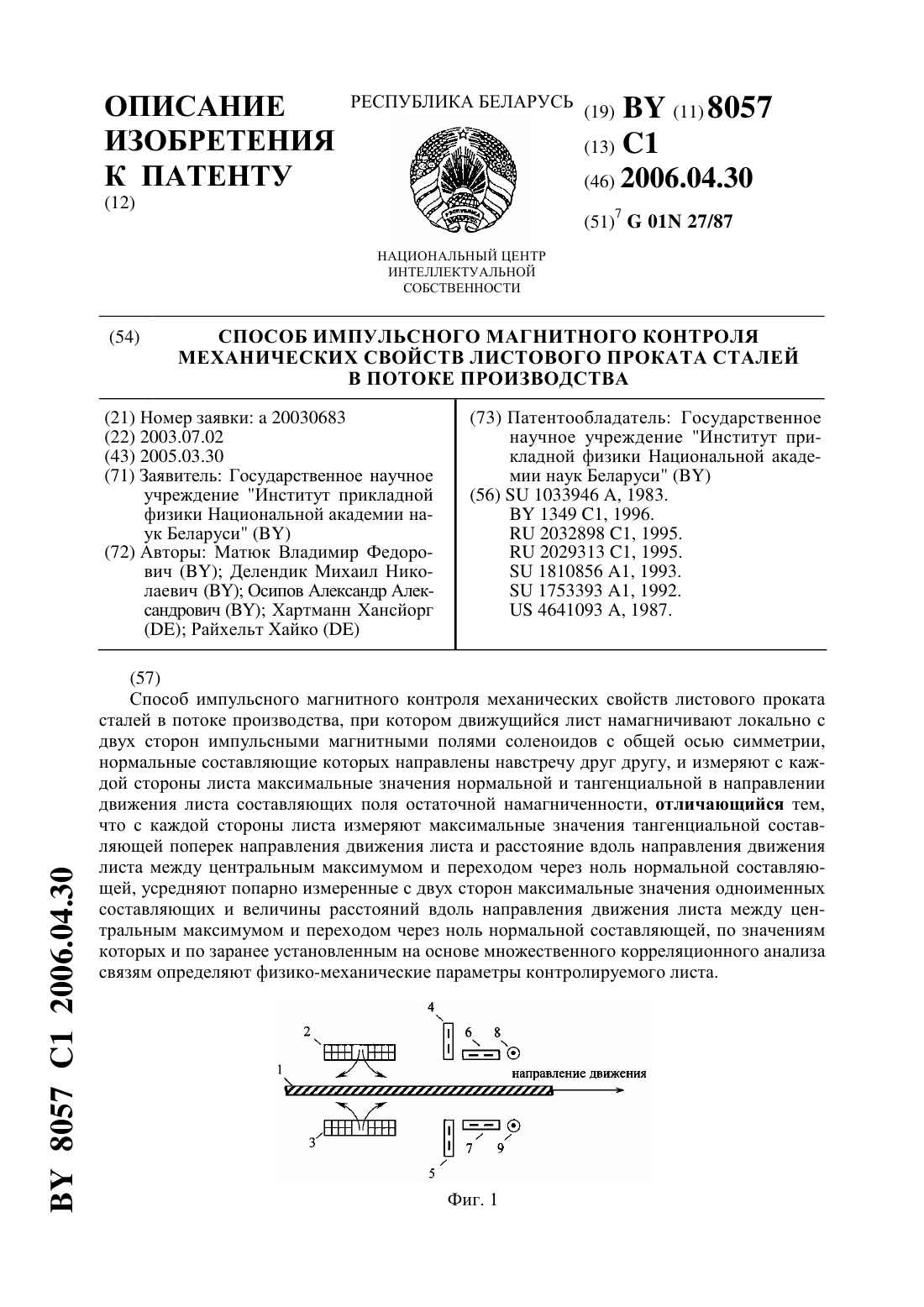
Номер патента: 8057
Опубликовано: 30.04.2006
Авторы: Осипов Александр Александрович, Делендик Михаил Николаевич, Матюк Владимир Федорович, Райхельт Хайко, Хартманн Хансйорг
МПК: G01N 27/87
Метки: проката, сталей, производства, потоке, магнитного, механических, импульсного, свойств, листового, способ, контроля
Текст:
...тангенциальной поперек движения листа составляющих поля остаточной намагниченности и расстояние вдоль направления движения листа между центральным максимумом и переходом через ноль нормальной составляющей, усредняют попарно измеренные с двух сторон максимальные значения одноименных составляющих и величины расстояний вдоль направления движения листа между центральным максимумом и переходом через ноль нормальной составляющей, по значениям...
Предыдущий патент: Устройство для образования уширения в скважине
Следующий патент: Устройство подметально-уборочное
Случайный патент: Защитная присадка к минеральным маслам