Компактный нерасслаивающийся металлокорд
Номер патента: 8165
Опубликовано: 30.06.2006
Авторы: Желтков Александр Сергеевич, Крымчанский Исаак Израилевич, Веденеев Александр Владимирович, Андрианов Николай Викторович, Савенок Анатолий Николаевич
Текст
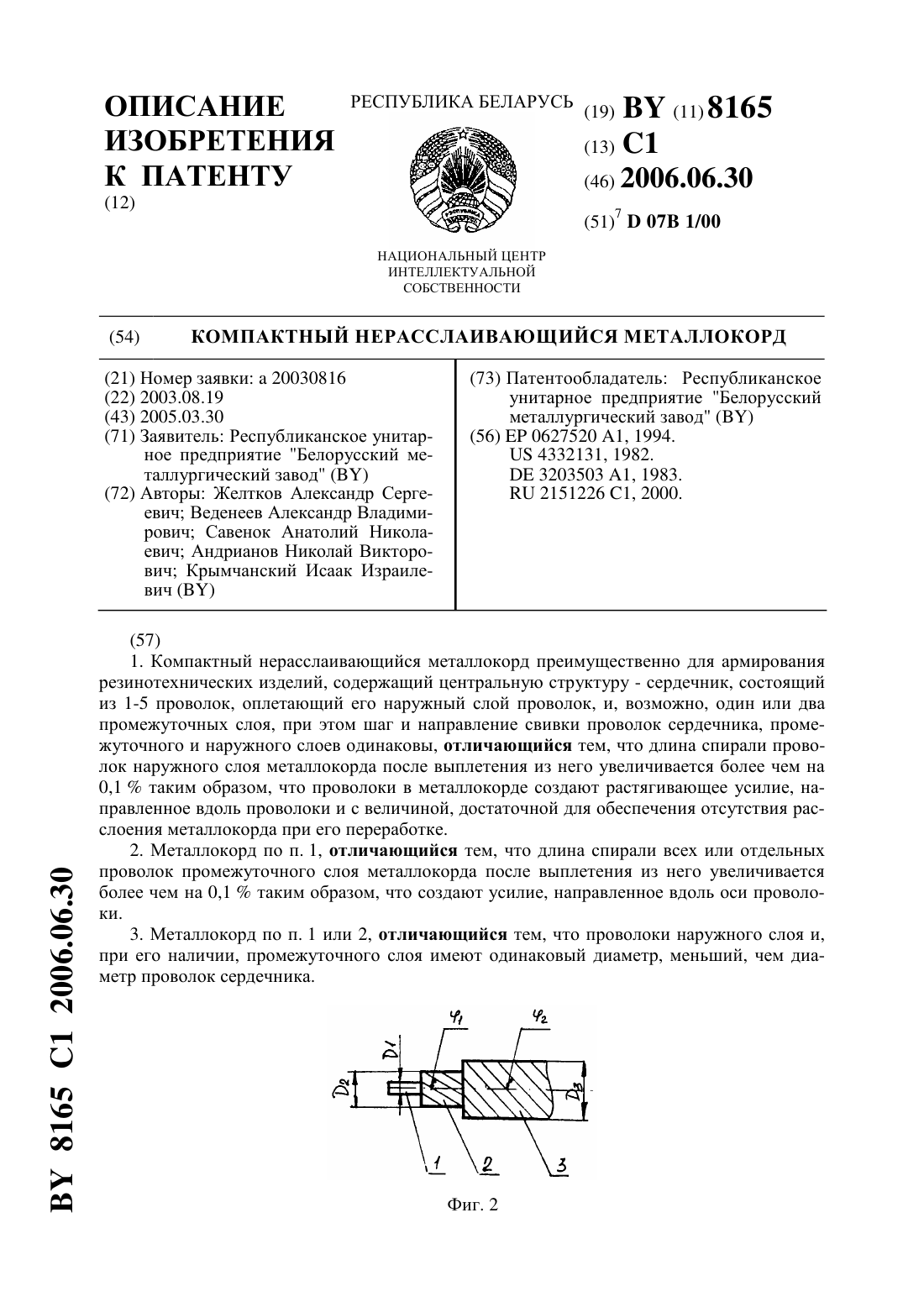
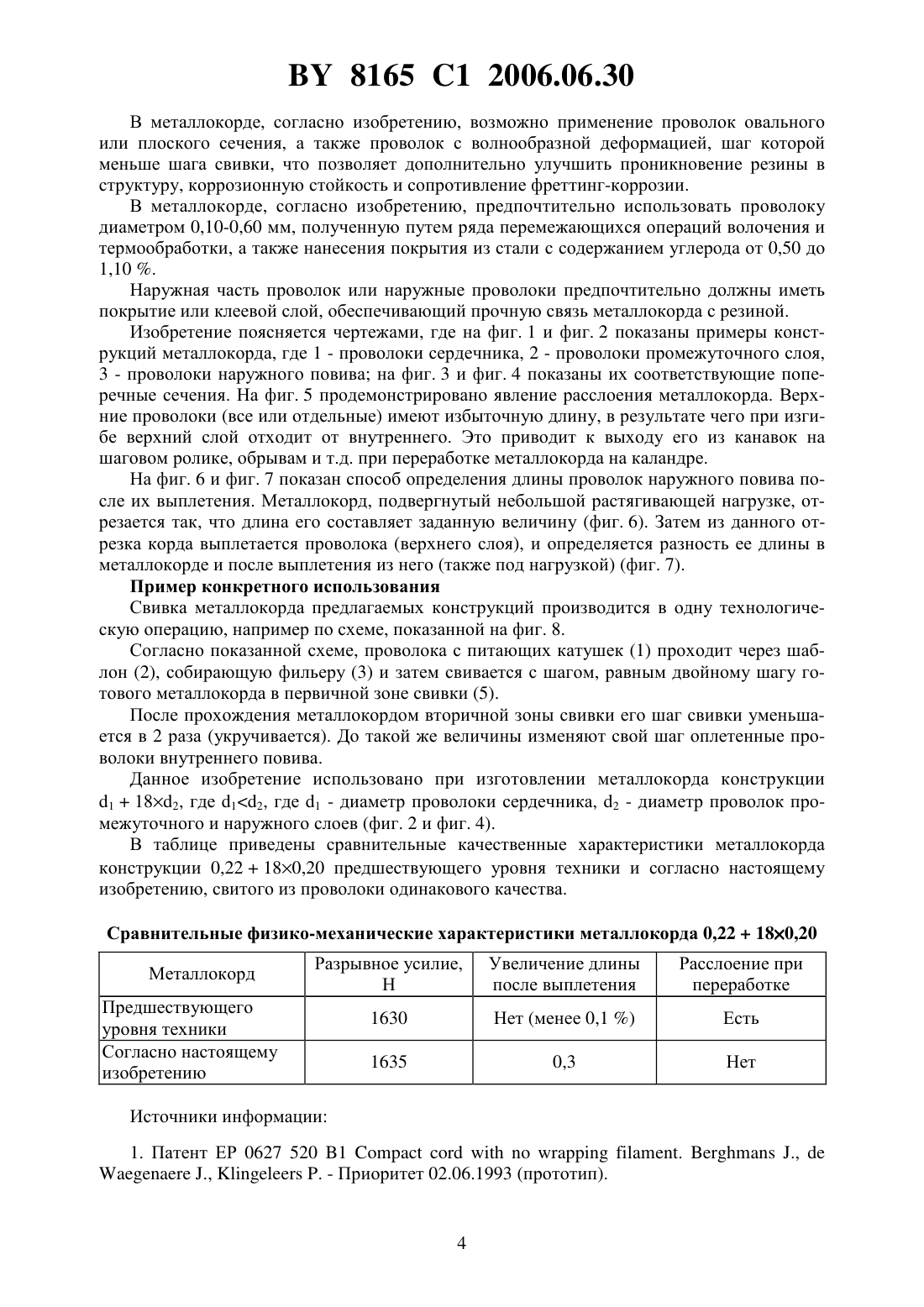
(51)07 1/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Желтков Александр Сергеевич Веденеев Александр Владимирович Савенок Анатолий Николаевич Андрианов Николай Викторович Крымчанский Исаак Израилевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Компактный нерасслаивающийся металлокорд преимущественно для армирования резинотехнических изделий, содержащий центральную структуру - сердечник, состоящий из 1-5 проволок, оплетающий его наружный слой проволок, и, возможно, один или два промежуточных слоя, при этом шаг и направление свивки проволок сердечника, промежуточного и наружного слоев одинаковы, отличающийся тем, что длина спирали проволок наружного слоя металлокорда после выплетения из него увеличивается более чем на 0,1 таким образом, что проволоки в металлокорде создают растягивающее усилие, направленное вдоль проволоки и с величиной, достаточной для обеспечения отсутствия расслоения металлокорда при его переработке. 2. Металлокорд по п. 1, отличающийся тем, что длина спирали всех или отдельных проволок промежуточного слоя металлокорда после выплетения из него увеличивается более чем на 0,1 таким образом, что создают усилие, направленное вдоль оси проволоки. 3. Металлокорд по п. 1 или 2, отличающийся тем, что проволоки наружного слоя и,при его наличии, промежуточного слоя имеют одинаковый диаметр, меньший, чем диаметр проволок сердечника. 8165 1 2006.06.30 4. Металлокорд по любому из пп. 1-3, отличающийся тем, что поверх проволок наружного слоя навиты одна или несколько наружных оплеточных проволок. 5. Металлокорд по любому из пп. 1-4, отличающийся тем, что содержит, по меньшей мере, одну проволоку овального или плоского сечения. 6. Металлокорд по любому из пп. 1-5, отличающийся тем, что содержит, по меньшей мере, одну проволоку с волнообразной деформацией, шаг которой меньше шага свивки металлокорда. 7. Металлокорд по любому из пп. 1-6, отличающийся тем, что максимальная величина прироста длины спирали проволоки отвечает условию 2,5(св/)2(100 ),где св - диаметр свивки слоя металлокорда, - шаг свивки металлокорда. 8. Металлокорд по любому из пп. 1-7, отличающийся тем, что, по меньшей мере,часть проволок имеет покрытие, способствующее образованию связи с резиной. Изобретение относится к области изготовления изделий из металлических нитей, в частности металлокорда для армирования резинотехнических изделий. В качестве прототипа выбран металлокорд согласно патенту 1, в котором наряду с коэффициентом преформации, меньшим или равным 100 , проволоки верхнего слоя создают усилие, направленное радиально внутрь корда, достаточное для предотвращения отслоения. Металлокорд содержит центральную структуру (сердечник) из 1-5 проволок, оплетающий его наружный слой проволок, один или несколько промежуточных слоев при этом шаг и направление свивки проволок сердечника, промежуточного и наружного слоя,одинаковы. Недостатком прототипа является то, что получение металлокорда, имеющего только или преимущественно радиальную компоненту усилия, сложно и требует специального оборудования, например устройств, осуществляющих перекрутку металлокорда с разным натяжением. Использование коэффициента преформации ввиду сложности и наличия существенной погрешности его определения приводит к тому, что не позволяет надежно исключать отслоение проволок верхнего повива (при значениях коэффициента преформации, близких к 100 ) или же ведет к раскручиваемости металлокорда (при его малых значениях). Задача, решаемая изобретением, состоит в получении металлокорда плотной структуры с улучшенными техническими характеристиками. Технический результат, достигаемый в результате использования изобретения, состоит в том, что получаемый металлокорд имеет плотную структуру, исключающую расслоение (отслоение верхних проволок) в ходе перегибов, имеющих место при переработке. Решение поставленной задачи обеспечивается тем, что компактный нерасслаивающийся металлокорд, преимущественно для армирования резинотехнических изделий, содержит центральную структуру - сердечник, состоящий из 1-5 проволок, оплетающий его наружный слой проволок, и, возможно, один или два промежуточных слоя, при этом шаг и направление свивки проволок сердечника, промежуточного и наружного слоев одинаковы. По изобретению длина спирали проволок наружного слоя металлокорда после выплетения из него увеличивается более чем на 0,1 таким образом, что проволоки в металлокорде создают растягивающее усилие, направленное вдоль проволоки и с величиной,достаточной для обеспечения отсутствия расслоения металлокорда при его переработке. При этом длина спирали всех или отдельных проволок промежуточного слоя металлокорда после выплетения из него может увеличиваться более чем на 0,1 таким образом,что создают усилие, направленное вдоль оси проволоки. 2 8165 1 2006.06.30 Проволоки наружного слоя и, при его наличии, промежуточного слоя могут иметь одинаковый диаметр, меньший, чем диаметр проволок сердечника. Поверх проволок наружного слоя могут быть навиты одна или несколько наружных оплеточных проволок. Металлокорд может содержать, по меньшей мере, одну проволоку овального или плоского сечения. Металлокорд может содержать, по меньшей мере, одну проволоку с волнообразной деформацией, шаг которой меньше шага свивки металлокорда. Максимальная величина прироста длины спирали проволоки металлокорда может отвечать условию 2 2,5 св(100 ) ,где св - диаметр свивки слоя металлокорда,- шаг свивки металлокорда. По меньшей мере, часть проволок металлокорда может иметь покрытие, способствующее образованию связи с резиной. Находясь в металлокорде, согласно изобретению, проволоки верхнего и, желательно,промежуточных слоев упруго сжаты вдоль оси корда, т.е. отдельно или наряду с усилием,направленным радиально, создают усилие, направленное вдоль оси проволоки в корде. Величина этого усилия может быть оценена по увеличению длины проволоки, выплетенной без пластической деформации из отрезка металлокорда. Для выпрямления металлокорда и проволоки в процессе определения удлинения необходимо растягивающее усилие, не превышающее 5 , преимущественно - не более 2 от их разрывного усилия,приложенное вблизи концов отрезка. Растягивающее напряжение, создаваемое указанным усилием, должно быть примерно одинаковым как в исходном металлокорде, так и в проволоках после его расплетения. Относительное увеличение длиныпроволок верхнего слоя после извлечения их определяется как 0(100 ),0 гдеи 0 - длина проволоки после извлечения и в корде соответственно. С тем чтобы обеспечивать отсутствие отслоения проволок верхнего слоя при переработке металлокорда, прирост их длины после выплетения должен составлять не менее 0,10 . Максимальное увеличение длины проволок после выплетения ограничивается требованиями получения плотной структуры компактного металлокорда или нераскручиваемости и предпочтительно должно составлять не более 2 2,5 св(100 ) ,где св - диаметр свивки слоя металлокорда,- шаг свивки металлокорда. Выполнение указанных условий достигается за счет соответствующего выбора соотношения натяжения размотки проволок центрального, наружного и, при наличии, промежуточного слоев, подбора расстояния от формирующего шаблона до обжимных плашек, подкрутки проволок на роликах крутильной части машины, а также диаметра, формы канавки роликов рихтовальных устройств и расстояния между ними. Кроме того, указанного условия можно достичь, регулируя степень подкрутки проволок соответствующих слоев в ротационной размотке при использовании таковой. В отдельных случаях, например с целью увеличения сопротивления загибу или улучшения технологичности сборки шин, металлокорд может иметь оплеточную нить или нити. Металлокорд может состоять из проволок одинакового диаметра, однако для улучшения проникновения резины предпочтительно использовать центральные проволоки большего (обычно на 5-20 ) диаметра. 3 8165 1 2006.06.30 В металлокорде, согласно изобретению, возможно применение проволок овального или плоского сечения, а также проволок с волнообразной деформацией, шаг которой меньше шага свивки, что позволяет дополнительно улучшить проникновение резины в структуру, коррозионную стойкость и сопротивление фреттинг-коррозии. В металлокорде, согласно изобретению, предпочтительно использовать проволоку диаметром 0,10-0,60 мм, полученную путем ряда перемежающихся операций волочения и термообработки, а также нанесения покрытия из стали с содержанием углерода от 0,50 до 1,10 . Наружная часть проволок или наружные проволоки предпочтительно должны иметь покрытие или клеевой слой, обеспечивающий прочную связь металлокорда с резиной. Изобретение поясняется чертежами, где на фиг. 1 и фиг. 2 показаны примеры конструкций металлокорда, где 1 - проволоки сердечника, 2 - проволоки промежуточного слоя,3 - проволоки наружного повива на фиг. 3 и фиг. 4 показаны их соответствующие поперечные сечения. На фиг. 5 продемонстрировано явление расслоения металлокорда. Верхние проволоки (все или отдельные) имеют избыточную длину, в результате чего при изгибе верхний слой отходит от внутреннего. Это приводит к выходу его из канавок на шаговом ролике, обрывам и т.д. при переработке металлокорда на каландре. На фиг. 6 и фиг. 7 показан способ определения длины проволок наружного повива после их выплетения. Металлокорд, подвергнутый небольшой растягивающей нагрузке, отрезается так, что длина его составляет заданную величину (фиг. 6). Затем из данного отрезка корда выплетается проволока (верхнего слоя), и определяется разность ее длины в металлокорде и после выплетения из него (также под нагрузкой) (фиг. 7). Пример конкретного использования Свивка металлокорда предлагаемых конструкций производится в одну технологическую операцию, например по схеме, показанной на фиг. 8. Согласно показанной схеме, проволока с питающих катушек (1) проходит через шаблон (2), собирающую фильеру (3) и затем свивается с шагом, равным двойному шагу готового металлокорда в первичной зоне свивки (5). После прохождения металлокордом вторичной зоны свивки его шаг свивки уменьшается в 2 раза (укручивается). До такой же величины изменяют свой шаг оплетенные проволоки внутреннего повива. Данное изобретение использовано при изготовлении металлокорда конструкции 1182, где 12, где 1 - диаметр проволоки сердечника, 2 - диаметр проволок промежуточного и наружного слоев (фиг. 2 и фиг. 4). В таблице приведены сравнительные качественные характеристики металлокорда конструкции 0,22180,20 предшествующего уровня техники и согласно настоящему изобретению, свитого из проволоки одинакового качества. Сравнительные физико-механические характеристики металлокорда 0,22180,20 Увеличение длины после выплетения Предшествующего уровня техники Согласно настоящему изобретению Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: D07B 1/00
Метки: металлокорд, компактный, нерасслаивающийся
Код ссылки
<a href="https://by.patents.su/5-8165-kompaktnyjj-nerasslaivayushhijjsya-metallokord.html" rel="bookmark" title="База патентов Беларуси">Компактный нерасслаивающийся металлокорд</a>
Металлокорд для армирования шин
Номер патента: 3213
Опубликовано: 30.12.1999
Авторы: Котляров Иван Николаевич, Бирюков Борис Александрович, Савенок Анатолий Николаевич, Баглай Геннадий Валерьянович
Метки: металлокорд, шин, армирования
Текст:
...тем, что центр тяжести металлического сечения остается на оси, вокруг которой навиты центральная и внешние проволоки. Причем сечение образовано из двух половин, одна близка к кругу, а вторая - стрельчатому квадрату, выступающие углы которого усиливают сцепление (адгезию) витой структуры с армируемым материалом. Диаметр описанной окружности вокруг проволок одной половины сечения больше стороны стрельчатого квадрата, описанного вокруг...
Металлокорд с улучшенным проникновением резины
Номер патента: U 1427
Опубликовано: 30.06.2004
Авторы: Савенок Анатолий Николаевич, Веденеев Александр Владимирович, Андрианов Николай Викторович, Ежов Виктор Васильевич
Метки: металлокорд, резины, улучшенным, проникновением
Текст:
...на плоскость, перпендикулярную оси металлокорда, представляет собой звезду с закругленными вершинами, с минимальным числом лучей на длине шага свивки не менее трех или все усиливающие элементы металлокорда могут образовывать кривую в виде звезды. Звездообразная форма проволок, свитых в металлокорд, позволяет улучшить анкеровочную способность корда в целом, что сказывается на показателе адгезии с резиной. Это достигается и за счет...
Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления
Номер патента: U 782
Опубликовано: 30.03.2003
Авторы: Желтков Александр Сергеевич, Филиппов Вадим Владимирович, Веденеев Александр Владимирович, Савенок Анатолий Николаевич
Метки: сердечника, проволок, металлокорд, устройство, улучшенной, фиксацией, изготовления
Текст:
...сердечника и полнота проникновение резины в структуру корда обеспечивается, если стальные проволоки имеют хорошее сцепление (адгезию) с резиной. Преимущественно это достигается при нанесении на проволоку латунного покрытия, но в некоторых случаях также цинкового или полимерного покрытия. Покрытие должно обладать хорошим сцеплением как с резиной, так и со стальной основой проволоки. Корд, согласно полезной модели, может состоять из...
Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления
Номер патента: U 967
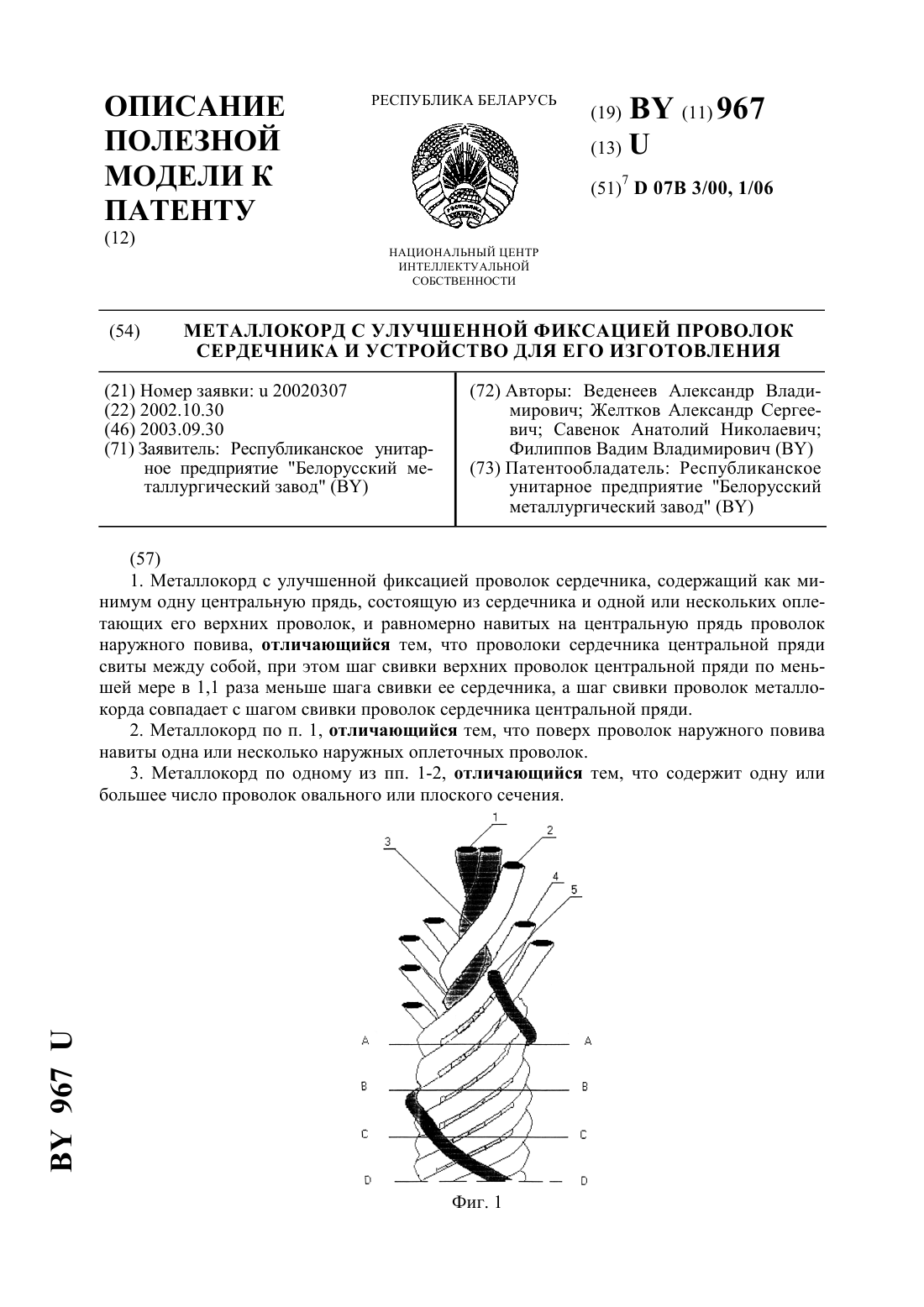
Опубликовано: 30.09.2003
Авторы: Веденеев Александр Владимирович, Желтков Александр Сергеевич, Савенок Анатолий Николаевич, Филиппов Вадим Владимирович
Метки: изготовления, проволок, металлокорд, улучшенной, фиксацией, устройство, сердечника
Текст:
...но в некоторых случаях - также цинкового или полимерного покрытия. Покрытие должно обладать хорошим сцеплением как с резиной, так и со стальной основой проволоки. Корд, согласно полезных моделей, может состоять из проволоки разных диаметров. Наиболее часто используемый диапазон диаметров проволок, из которых свивают корд для армирования резинотехнических изделий, составляет от 0,10 до 0,80 мм. Шаги свивки металлокорда при этом обычно выбирают...
Машина для изготовления металлокорда из двух групп проволок

Номер патента: U 1068
Опубликовано: 30.12.2003
Авторы: Баглай Геннадий Валерьянович, Худолей Юрий Леонидович
МПК: B21F 7/00
Метки: двух, машина, изготовления, групп, проволок, металлокорда
Текст:
...устройство включает дополнительные внешние статические размоточные устройства для первой группы проволок с питающими катушками, количество которых может быть от 2 до 4. Причем модуль двойной свивки металлокорда дополнительно включает преформирующее устройство для предварительной преформации проволок. Полезная модель поясняется чертежом, где на фиг. 1 изображена схема машины для изготовления металлокорда из двух групп проволок типа 22, 32,...