Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления
Номер патента: U 967
Опубликовано: 30.09.2003
Авторы: Веденеев Александр Владимирович, Желтков Александр Сергеевич, Савенок Анатолий Николаевич, Филиппов Вадим Владимирович
Текст
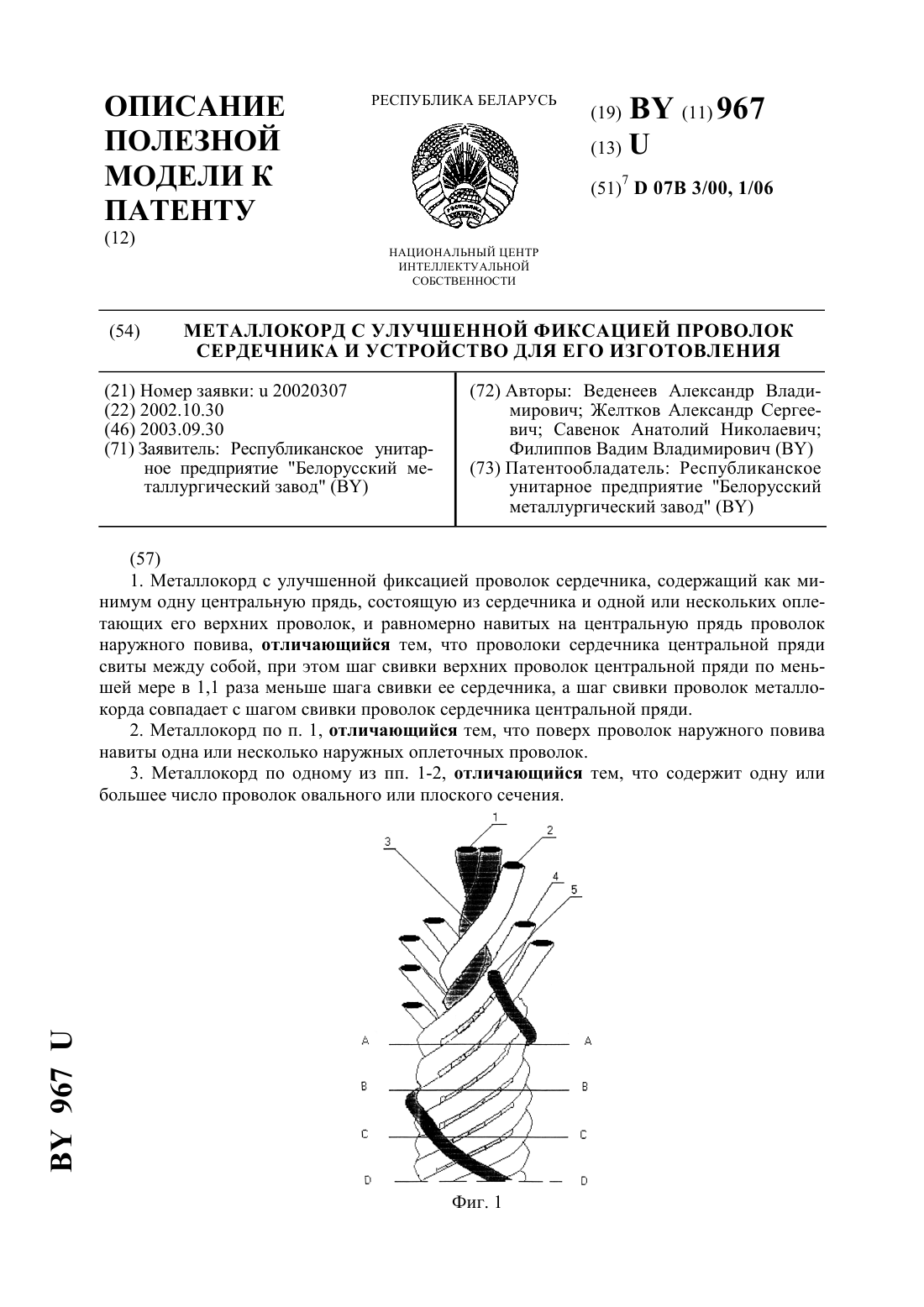
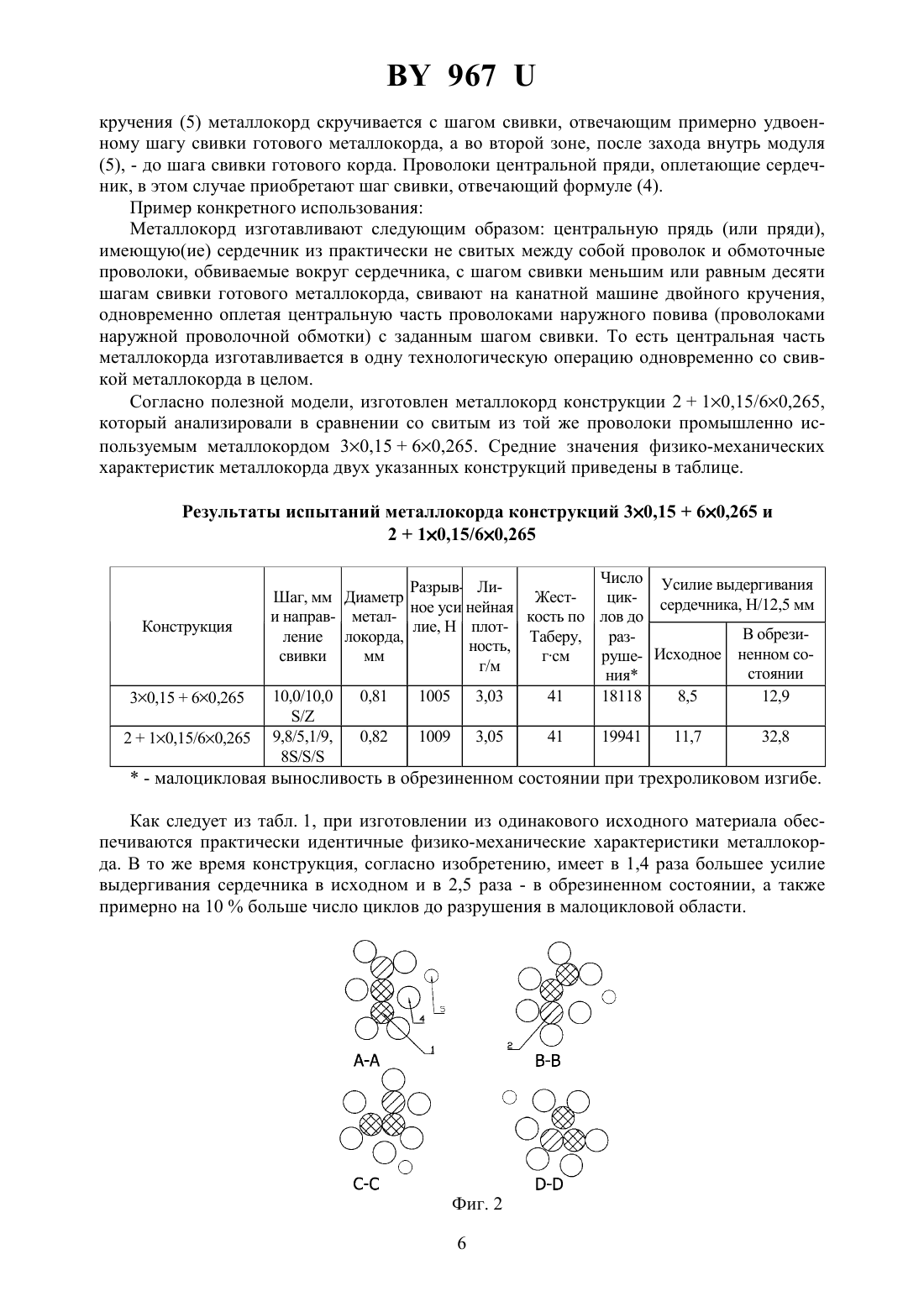
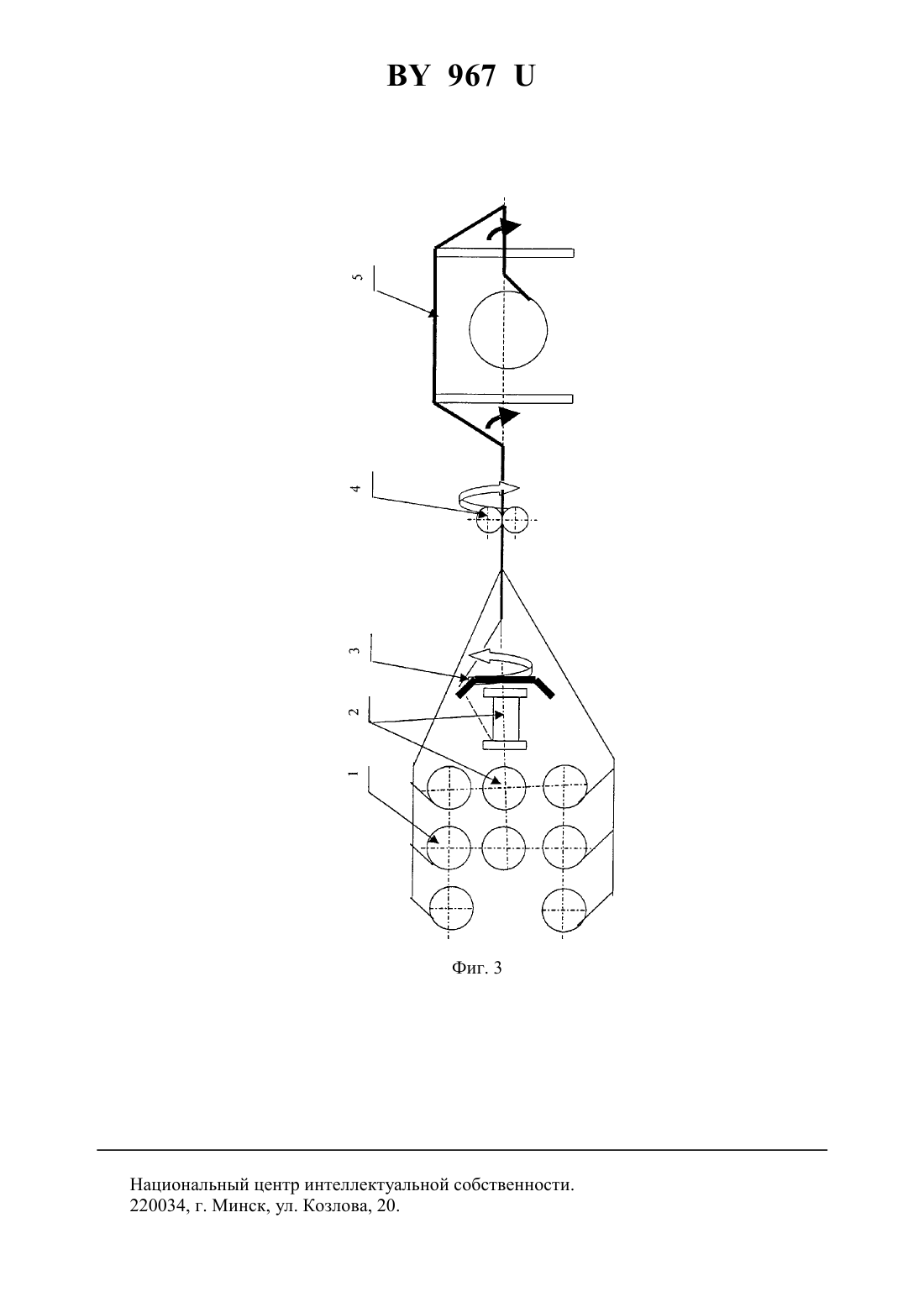
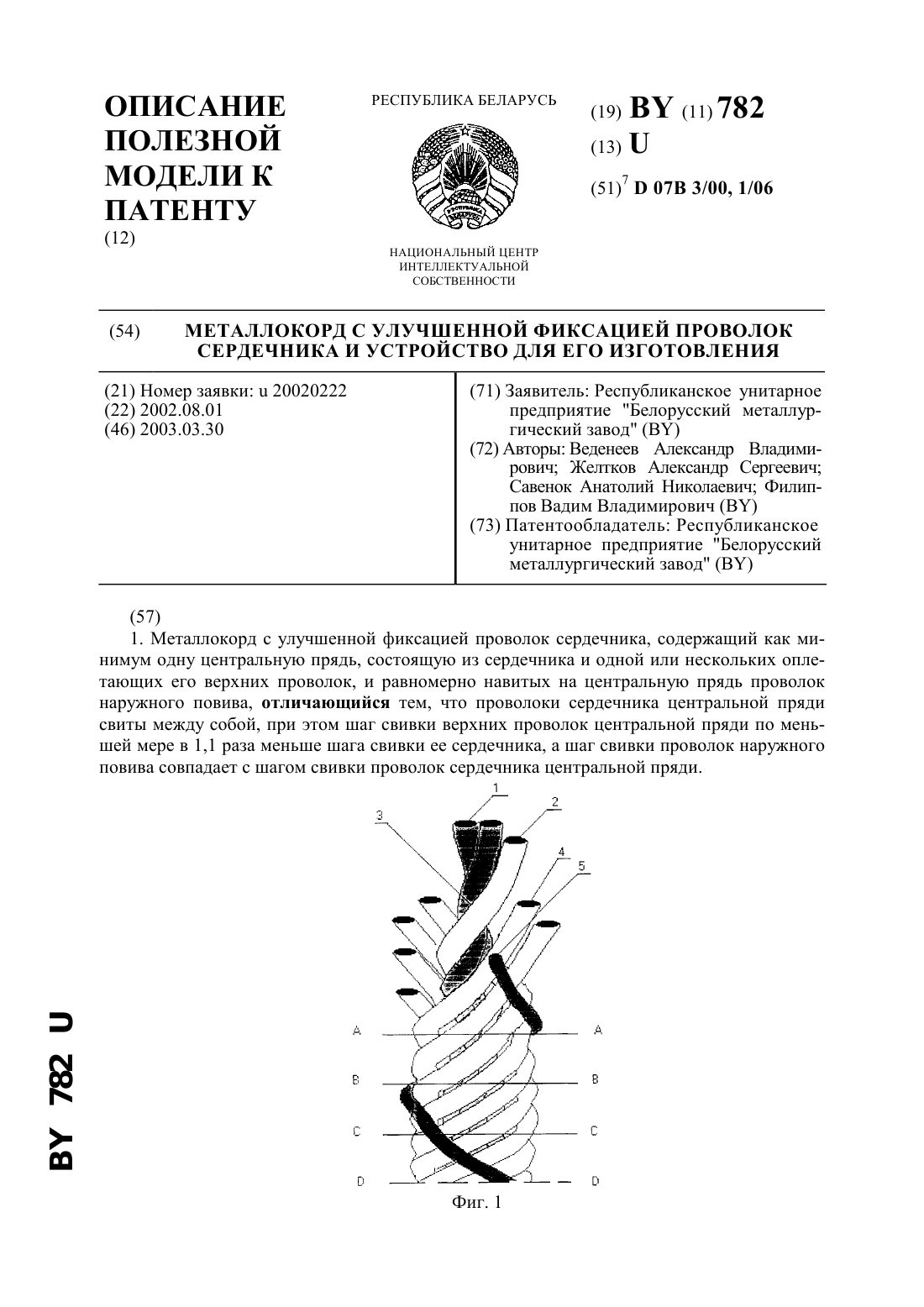
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Веденеев Александр Владимирович Желтков Александр Сергеевич Савенок Анатолий Николаевич Филиппов Вадим Владимирович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Металлокорд с улучшенной фиксацией проволок сердечника, содержащий как минимум одну центральную прядь, состоящую из сердечника и одной или нескольких оплетающих его верхних проволок, и равномерно навитых на центральную прядь проволок наружного повива, отличающийся тем, что проволоки сердечника центральной пряди свиты между собой, при этом шаг свивки верхних проволок центральной пряди по меньшей мере в 1,1 раза меньше шага свивки ее сердечника, а шаг свивки проволок металлокорда совпадает с шагом свивки проволок сердечника центральной пряди. 2. Металлокорд по п. 1, отличающийся тем, что поверх проволок наружного повива навиты одна или несколько наружных оплеточных проволок. 3. Металлокорд по одному из пп. 1-2, отличающийся тем, что содержит одну или большее число проволок овального или плоского сечения. 9674. Металлокорд по одному из пп. 1-3, отличающийся тем, что количество проволок сердечника центральной пряди (прядей) равно двум, а количествоверхних проволок центральной пряди (прядей), оплетающих сердечник, отвечает условию) 212 где 1 и 2 - диаметр проволок сердечника и оплетающих проволок центральной пряди соответственно. 5. Металлокорд по одному из пп. 1, 2, 4, отличающийся тем, что количествопроволок наружного повива металлокорда отвечает условию)3212 2 где 3 - диаметр проволок наружного повива металлокорда. 6. Устройство для изготовления металлокорда с улучшенной фиксацией проволок сердечника, включающее размоточное устройство с питающими катушками, расположенными вне его свивочной части, модуль свивки методом двойного кручения с вытяжным устройством и приемной катушкой, предпочтительно содержащее устройство предварительной свивки металлокорда, отличающееся тем, что дополнительно содержит одну или несколько оплеточных головок для нанесения оплеточных проволок на проволоки центральной пряди или прядей.(56) 1. Дюваль Ж. Конструкции металлокорда для нового тысячелетия. Доклад на конференции Резина и шины. - Словакия, 2000. 2. Патент ЕР 0290082, В 1 Конструкция компактного металлокорда. 3. Патент 0110656 Металлокорд для армирования резиновых изделий, в частности шин. 4. Патент 4627229 Компактный металлокорд для повышения разрывной прочности(прототип). 5. Патент ЕР 0125505,1984 (прототип). 6. Патент 4408444 Металлокорд для армирования эластомерных материалов. Предлагаемые полезные модели относятся к области изготовления изделий из металлических нитей, в частности к производству металлокорда и канатов для армирования резинотехнических изделий, а также устройств для их изготовления. Известны спиральные (многослойные) и компактные конструкции металлокорда, например 3162, 27, 12, 1182, позволяющие значительно повысить усталостную выносливость и сопротивление фреттинг-коррозии по сравнению с металлокордом тросовых конструкций. Недостатком этих решений является то, что данные конструкции часто имеют низкое сопротивление выходу проволок из корда в процессе эксплуатации изделий, в результате чего проволока прокалывает слой резины и выходит наружу. Другим существенным их недостатком является плохое проникновение резины в структуру металлокорда, что при порезе до армирующего слоя ведет к распространению влаги вдоль нити корда и ее коррозии. В обоих случаях происходит быстрый выход изделий из строя 1. Известен ряд конструкций металлокорда, содержащих одну и более проволок в центральном слое и максимально два наружных слоя, где с целью улучшения фиксации сер 2 967 дечника изменяют диаметр и/или шаг свивки центральных 2-3 слоев металлокорда, или же используют часть периферийных проволок меньшего диаметра 4. Недостатками данных решений являются также сохранение не заполняемых при вулканизации резиной продольных каналов, снижение усталостной выносливости металлокорда в обрезиненном состоянии ввиду роста напряжений на поверхности проволок из-за увеличения их диаметров или же снижение его разрывной нагрузки. В качестве прототипа принята конструкция 5 металлокорда (где - число проволок, причем), которая состоит из сердечника, полученного путем оплетенияцентральных преформированных, но не свитых между собой проволок,проволоками второго слоя. Поверх них навиваютпроволок наружного повива. Все проволоки центральной пряди деформированы так, что имеют одинаковый шаг, направление и угол свивки, а проволоки сердечникарасположены практически одинаково по фазе. Недостатком данной конструкции является то, что, как известно из практики, не свитые между собой центральные проволоки фиксируются в структуре корда хуже, чем свитые, и, например, при недостаточном сжатии со стороны проволок второго внутреннего слоя не исключена миграция в процессе работы резинотехнических изделий. Кроме того,данный корд свивают исключительно в две и более операций свивки, что снижает производительность изготовления металлокорда в сравнении с компактными или спиральными конструкциями односторонней свивки, особенно на машинах двойного кручения. В качестве прототипа для устройства взято устройство для свивки металлокорда 4,включающее размоточное устройство с питающими катушками, расположенными вне свивочной части машины, модуль свивки методом двойного кручения с вытяжным устройством и приемной катушкой. Недостаток данного прототипа состоит в том, что он не позволяет обеспечить высокопроизводительную свивку металлокорда с улучшенной фиксацией проволок сердечника. Задача, решаемая полезными моделями, состоит в увеличении срока службы изделия,армированного металлокордом, и улучшении его технических характеристик за счет улучшенной фиксации проволок сердечника, а также в создании устройства для высокопроизводительной свивки металлокорда указанного типа. Технический результат, достигаемый при использовании полезных моделей, заключается в исключении миграции центральных проволок в процессе работы резинотехнических изделий, обеспечении более полного заполнения резиной при вулканизации продольных каналов (образованных при свивке проволок), повышении коррозионной стойкости металлокорда и обеспечении свивки многослойного металлокорда на одной машине. Решение поставленной задачи обеспечивается тем, что металлокорд с улучшенной фиксацией проволок сердечника для армирования резинотехнических изделий содержит как минимум одну центральную прядь, состоящую из сердечника, выполненного из нескольких проволок и обвитого одной или несколькими верхними проволоками, а также равномерно навитых на центральную(ые) прядь(и) проволок наружного повива. Проволоки сердечника центральной пряди свиты между собой, при этом шаг свивки верхних проволок центральной пряди по меньшей мере в 1,1 раза меньше шага свивки ее сердечника, а шаг свивки металлокорда совпадает с шагом свивки проволок сердечника центральной пряди. Наряду с проволоками наружного повива корд может содержать дополнительно одну или несколько оплетающих проволок, обеспечивающих отсутствие его раскручиваемости и улучшение фиксации проволок центральной пряди. Применение в центральной пряди, особенно среди оплетающих, проволок овального или плоского сечения позволяет, как правило, улучшить фиксацию сердечника и умень 3 967 шить диаметр готового металлокорда. Аналогичный эффект достигается при использовании таких оплеточных проволок, навитых поверх наружного повива. Прочная фиксация сердечника и полнота проникновения резины в структуру корда обеспечивается, если стальные проволоки имеют хорошее сцепление (адгезию) с резиной. Преимущественно это достигается при нанесении на проволоку латунного покрытия, но в некоторых случаях - также цинкового или полимерного покрытия. Покрытие должно обладать хорошим сцеплением как с резиной, так и со стальной основой проволоки. Корд, согласно полезных моделей, может состоять из проволоки разных диаметров. Наиболее часто используемый диапазон диаметров проволок, из которых свивают корд для армирования резинотехнических изделий, составляет от 0,10 до 0,80 мм. Шаги свивки металлокорда при этом обычно выбирают в интервале от 825, где- диаметр корда. Как правило, шаг свивки металлокорда для шин легковых и грузовых машин изменяется в интервале 525 мм. Предпочтительное количество проволок сердечника центральной пряди (прядей) равно двум с целью наилучшего проникновения резины в структуру металлокорда. В этом случае количествоверхних проволок центральной пряди, оплетающих сердечник, должно отвечать условию) 212 где 1 и 2 - диаметр проволок сердечника и оплетающих проволок центральной пряди. С этой же целью количествопроволок наружного повива металлокорда должно отвечать условию)3212 2 где 3 - диаметр проволок наружного повива металлокорда. Данные соотношения обеспечивают наличие зазоров между оплетающими проволоками сердечника и в наружном слое, имеющих достаточную величину для проникновения резины. Все проволоки металлокорда (за возможным исключением оплеточной (ых) проволок(и свиты в одном направлении свивки, предпочтительно в одну операцию. Устройство для изготовления металлокорда с улучшенной фиксацией проволок сердечника включает размоточное устройство с питающими катушками, расположенными вне свивочной части машины, модуль свивки методом двойного кручения с вытяжным устройством и приемной катушкой. Оно также может включать устройство предварительной свивки металлокорда. Дополнительно данное устройство содержит оплеточную головку (или головки) для нанесения обмоточной проволоки (проволок) на проволоки сердечника центральной пряди. Задачей, решаемой при разработке указанного устройства, было обеспечение высокой производительности изготовления предлагаемой витой структуры, сопоставимой с производительностью при свивке компактных конструкций. Решение поставленной задачи достигается тем, что первоначальнопроволок первой части сердечника оплетаетсяпроволок второй части с шагом 10, таким, что(3),10103,где 3 - шаг свивки готового металлокорда. Направление оплетки при этом должно отвечать направлению свивки металлокорда. Данная операция может быть осуществлена отдельно от последующего изготовления металлокорда в целом (свивка в две операции),например на машине для свивки металлокорда, как, например, в патенте 6, или на маши 4 967 не для нанесения оплетки на металлокорд. В предлагаемом устройстве после нанесения оплеточной(ых) проволоки полученная прядь поступает непосредственно на последующую операцию свивки металлокорда, т.е. в одну технологическую операцию. В модуле двойной свивки проволоки внутреннего слоя свиваются с шагом 1, близким к шагу металлокорда 3, а оплетающие проволоки укручиваются до шага 2, равного(4).103 1,1 Полезные модели поясняются схемами, где поясняется принцип построения предлагаемой конструкции и ее изготовления. Отличие заявленных решений от прототипов заключается в том, что проволоки сердечника центральной пряди металлокорда свиты между собой и имеют шаг свивки, совпадающий с шагом свивки проволок верхнего повива, в то время как верхние проволоки центральной пряди имеют шаг, как минимум в 1,1 раза меньший. Все проволоки металлокорда свиты в одном направлении свивки. С целью наилучшего проникновения резины количество проволок сердечника центральной пряди предпочтительно равно двум, а количествоверхних проволок центральной пряди, оплетающих сердечник, отвечает формуле (1). С этой же целью количествопроволок наружного повива металлокорда должно отвечать формуле (2). Отличием устройства для изготовления металлокорда с улучшенной фиксацией проволок является то, что оно дополнительно содержит одну или несколько оплеточных головок для нанесения обмоточной проволоки на проволоки центральной пряди (или прядей). Сущность предлагаемых технических решений поясняется графическими материалами. На фиг. 1 дан внешний вид металлокорда, имеющего центральную прядь, включающую сердечник (3), состоящий из двух проволок (1) и одной оплеточной проволоки верхнего повива (2). Поверх центральной пряди навиты проволоки наружного повива (4) и второй наружная оплеточная проволока (5). Если диаметр проволок центральной пряди и проволок наружного повива отвечает, например, 0,20 мм, а оплеточной - 0,15 мм, то представленная конструкция, согласно изобретению, будет иметь обозначение по международной классификации 2160,200,15. На фиг. 2 схематически показано поперечное сечение металлокорда в различных его точках, т.е. изменение положения проволок металлокорда по его длине, отвечающее сечениям А-А, В-В, С-С и - на фиг. 1. Обозначения отвечают фиг. 1 (1) - проволоки сердечника, (2) оплеточные проволоки верхнего повива, (4) - проволоки наружного повива,навитые на центральную прядь, и (5) - наружная оплеточная проволока. Видно, что предложенная конструкция металлокорда с улучшенной фиксацией проволок сердечника характеризуется значительными зазорами для проникновения резины по сравнению с известными конструкциями, например 30,1560,265 и 27. На фиг. 3 показано устройство для изготовления металлокорда с улучшенной фиксацией проволок сердечника в одну технологическую операцию. Устройство состоит из питающих катушек с проволоками внутреннего повива (2),устройства для оплетения свитых проволок внутреннего повива (3), устройства предварительной свивки металлокорда (4), питающих катушек (1) проволок наружного повива и модуля двойного кручения (5) с приемной катушкой. Как видно из схемы, проволока для внутреннего слоя с питающих катушек проволок внутреннего повива (2) проходит через устройство (устройства) для их оплетения проволокой (3) с шагом, меньшим, чем десять шагов свивки готового металлокорда. Затем сердечник предварительно свивается в устройстве предварительной свивки (4) или, в его отсутствие, поступает в собирающий фильер, где повивается снаружи проволоками наружного повива с питающих катушек (1). В первой зоне свивки перед модулем двойного 5 967 кручения (5) металлокорд скручивается с шагом свивки, отвечающим примерно удвоенному шагу свивки готового металлокорда, а во второй зоне, после захода внутрь модуля(5), - до шага свивки готового корда. Проволоки центральной пряди, оплетающие сердечник, в этом случае приобретают шаг свивки, отвечающий формуле (4). Пример конкретного использования Металлокорд изготавливают следующим образом центральную прядь (или пряди),имеющую(ие) сердечник из практически не свитых между собой проволок и обмоточные проволоки, обвиваемые вокруг сердечника, с шагом свивки меньшим или равным десяти шагам свивки готового металлокорда, свивают на канатной машине двойного кручения,одновременно оплетая центральную часть проволоками наружного повива (проволоками наружной проволочной обмотки) с заданным шагом свивки. То есть центральная часть металлокорда изготавливается в одну технологическую операцию одновременно со свивкой металлокорда в целом. Согласно полезной модели, изготовлен металлокорд конструкции 210,15/60,265,который анализировали в сравнении со свитым из той же проволоки промышленно используемым металлокордом 30,1560,265. Средние значения физико-механических характеристик металлокорда двух указанных конструкций приведены в таблице. Результаты испытаний металлокорда конструкций 30,1560,265 и Число Усилие выдергивания Разрыв- ЛиШаг, мм Диаметр Жестцик- сердечника, Н/12,5 мм ное уси нейная и направ- металкость по лов до лие, Н плотВ обрезиление локорда,Таберу,разность,свивки мм гсм руше- Исходное ненном сог/м стоянии ния 10,0/10,0 0,81 1005 3,03 41 18118 8,5 12,9- малоцикловая выносливость в обрезиненном состоянии при трехроликовом изгибе. Как следует из табл. 1, при изготовлении из одинакового исходного материала обеспечиваются практически идентичные физико-механические характеристики металлокорда. В то же время конструкция, согласно изобретению, имеет в 1,4 раза большее усилие выдергивания сердечника в исходном и в 2,5 раза - в обрезиненном состоянии, а также примерно на 10 больше число циклов до разрушения в малоцикловой области. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
Метки: металлокорд, устройство, изготовления, фиксацией, сердечника, улучшенной, проволок
Код ссылки
<a href="https://by.patents.su/7-u967-metallokord-s-uluchshennojj-fiksaciejj-provolok-serdechnika-i-ustrojjstvo-dlya-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления</a>
Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления
Номер патента: U 782
Опубликовано: 30.03.2003
Авторы: Веденеев Александр Владимирович, Филиппов Вадим Владимирович, Желтков Александр Сергеевич, Савенок Анатолий Николаевич
Метки: фиксацией, металлокорд, улучшенной, сердечника, изготовления, проволок, устройство
Текст:
...сердечника и полнота проникновение резины в структуру корда обеспечивается, если стальные проволоки имеют хорошее сцепление (адгезию) с резиной. Преимущественно это достигается при нанесении на проволоку латунного покрытия, но в некоторых случаях также цинкового или полимерного покрытия. Покрытие должно обладать хорошим сцеплением как с резиной, так и со стальной основой проволоки. Корд, согласно полезной модели, может состоять из...
Металлокорд для армирования шин
Номер патента: 3213
Опубликовано: 30.12.1999
Авторы: Котляров Иван Николаевич, Баглай Геннадий Валерьянович, Бирюков Борис Александрович, Савенок Анатолий Николаевич
Метки: шин, армирования, металлокорд
Текст:
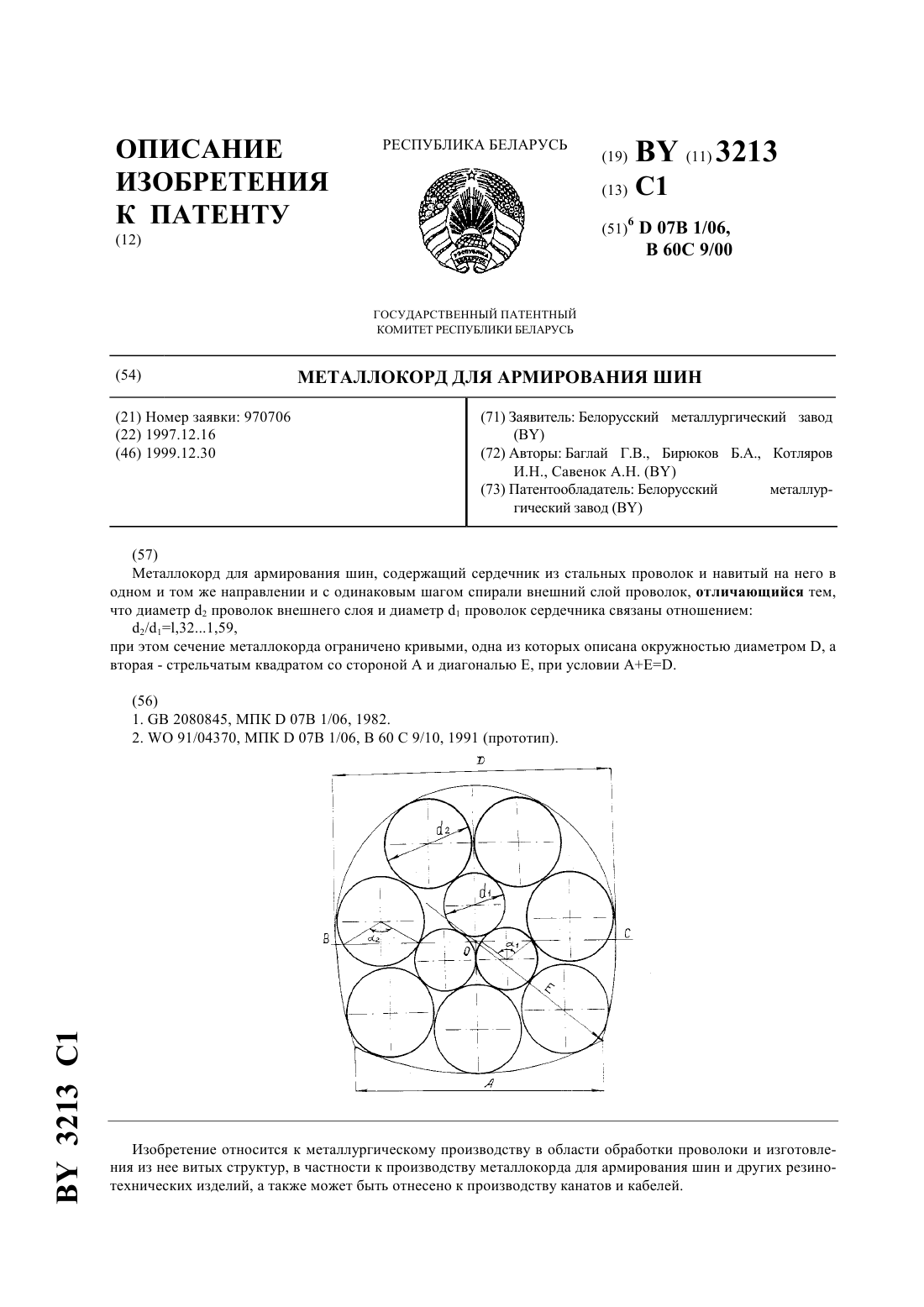
...тем, что центр тяжести металлического сечения остается на оси, вокруг которой навиты центральная и внешние проволоки. Причем сечение образовано из двух половин, одна близка к кругу, а вторая - стрельчатому квадрату, выступающие углы которого усиливают сцепление (адгезию) витой структуры с армируемым материалом. Диаметр описанной окружности вокруг проволок одной половины сечения больше стороны стрельчатого квадрата, описанного вокруг...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Веденеев А. В., Феоктистов Ю. В., Ненашев А. В., Бирюков Б. А., Фетисов В. П.
Метки: способ, витых, изготовления, изделий
Текст:
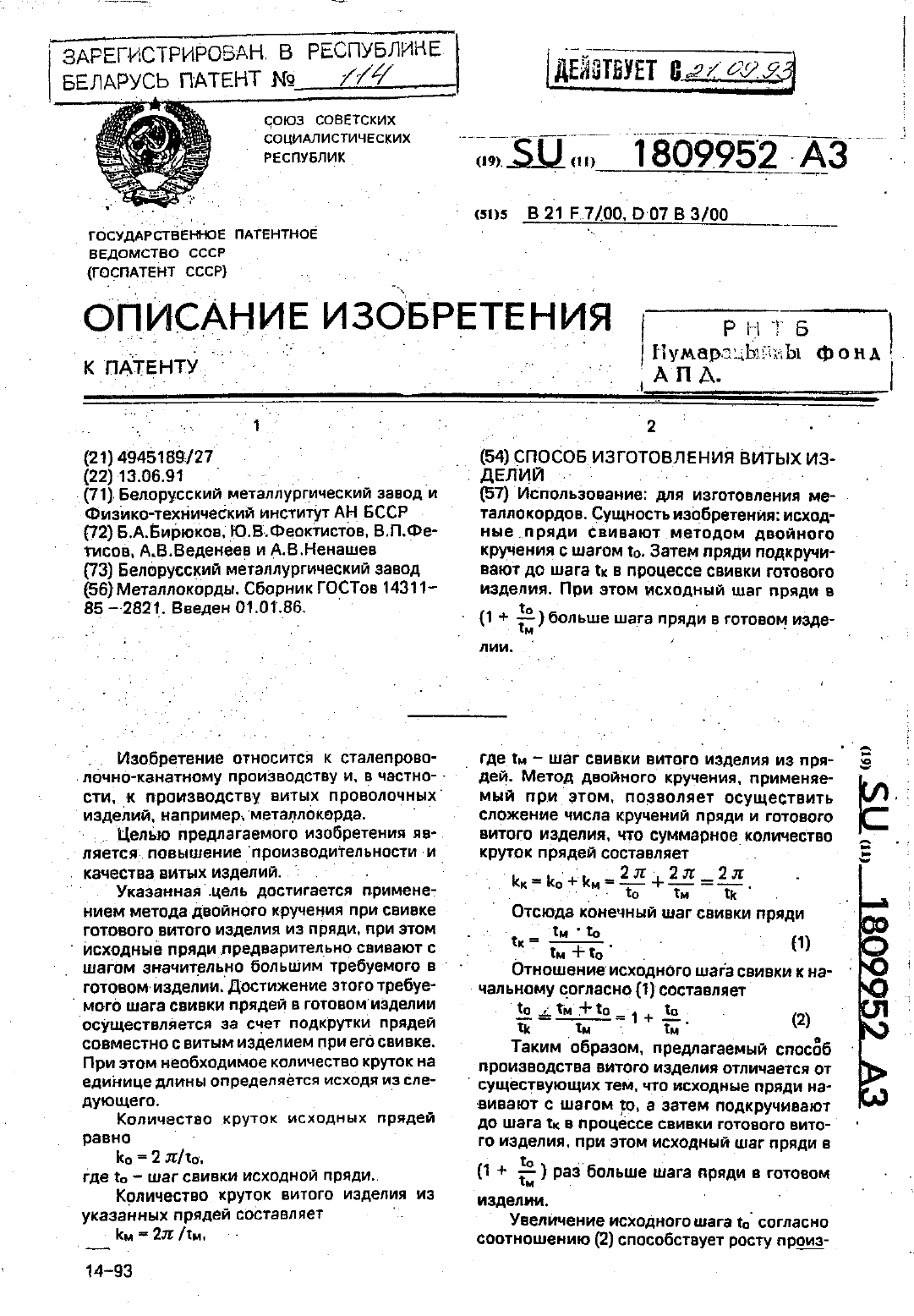
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ получения металлокорда
Номер патента: 799
Опубликовано: 15.08.1995
Авторы: Ненашев А. В., Феоктистов Ю. В., Веденеев А. В., Фетисов В. П., Бирюков Б. А.
Метки: получения, металлокорда, способ
Текст:
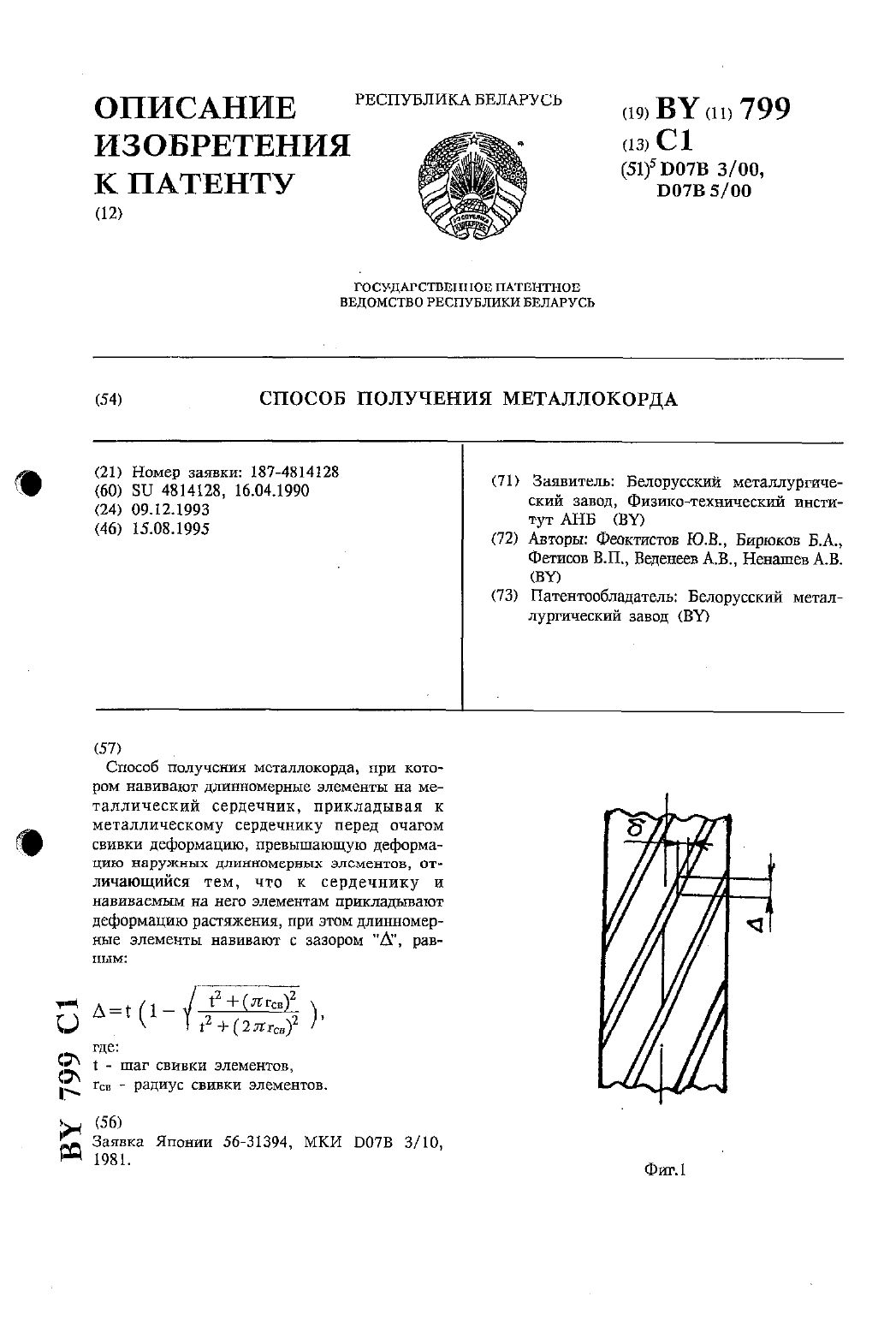
...продольного зазора ди определяется величиной необходимого опричного зазора д 7 м ПЕ), связанных соотношениемДля п наружных элементов увеличение длины окружности свивки составитили с учетом увеличения их сечения от наклона к оси витого изделия на угол свивки 04Коэффициент увеличения радиуса навивки пропорционален отношению длин и ЗЫТ свРеализацию способа покаием на примере изготовления металлокорда констршипии Зх 7 СТ 6) методом...
Металлокорд, способ его получения, металлокордная ткань и устройство для деформирования усиливающего элемента металлокорда
Номер патента: 4484
Опубликовано: 30.06.2002
Авторы: Ксавье ДЕ ВОС, Франс ВАН ЖИЕЛЬ
Метки: устройство, получения, металлокордная, металлокорда, элемента, ткань, металлокорд, усиливающего, способ, деформирования
Текст:
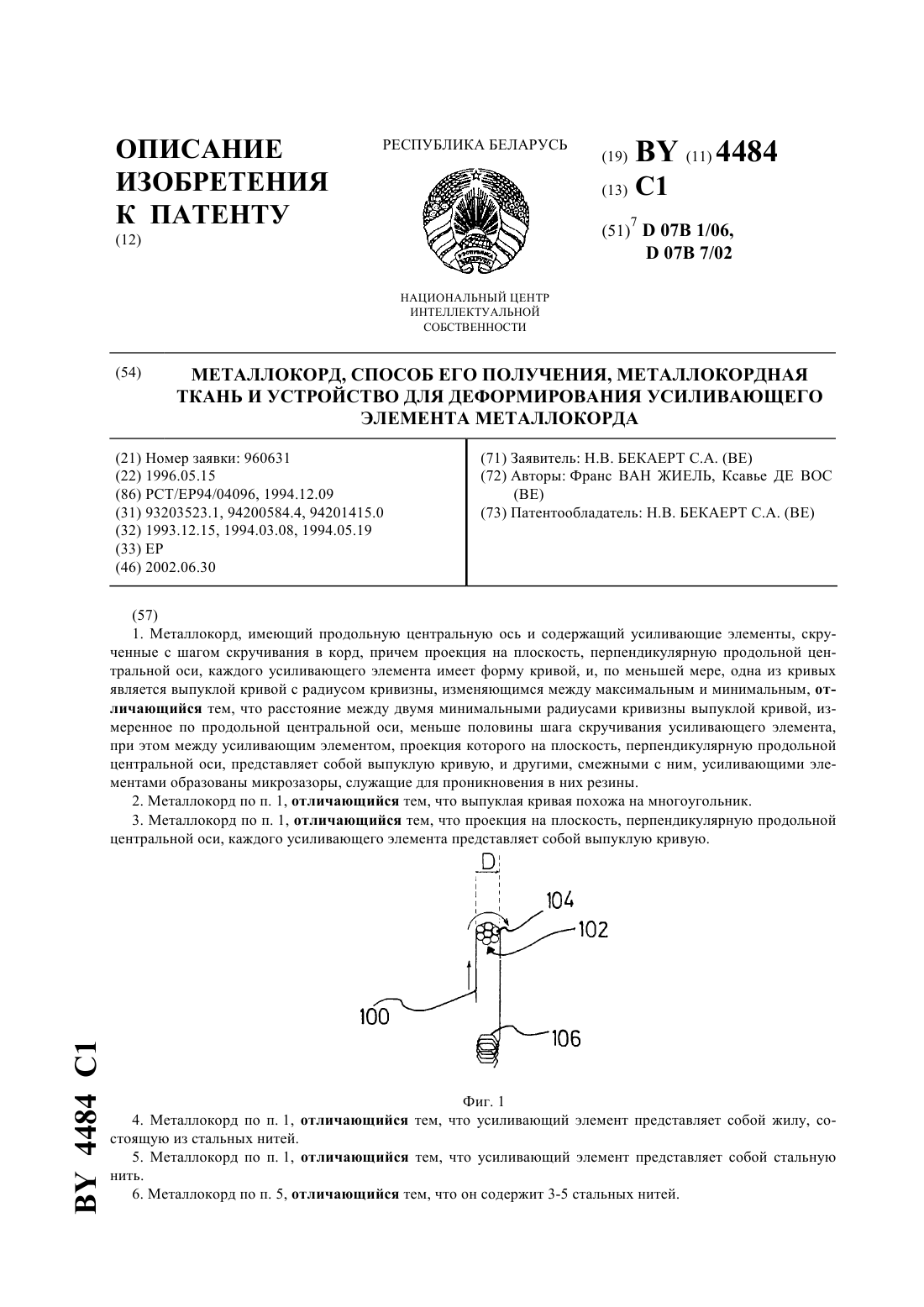
...в качестве усиливающего элемента стальные жилы на фиг. 5 представлено поперечное сечение заявляемого 14- металлокорда, содержащего в качестве усиливающих элементов стальные нити на фиг. 6 представлена кривая удлинений при частичной нагрузке для заявляемого 14- металлокорда на фиг. 7 а, 7, 8 а, 8, 8 с и 9 показаны поперечные сечения заявляемых металлокордов на фиг. 10 дано схематичное изображение заявляемой ткани на фиг. 11 а и 11...
Предыдущий патент: Информационный указатель
Следующий патент: Солнечный нагреватель
Случайный патент: Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации