Способ дезактивации поверхности металлического изделия с эффектом полировки
Номер патента: 18166
Опубликовано: 30.04.2014
Авторы: Глембоцкий Артур Викторович, Каменев Анатолий Яковлевич, Климова Людмила Александровна
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ДЕЗАКТИВАЦИИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ С ЭФФЕКТОМ ПОЛИРОВКИ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Каменев Анатолий Яковлевич Климова Людмила Александровна Глембоцкий Артур Викторович(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) 1. Способ дезактивации поверхности стального изделия с эффектом полировки, при котором осуществляют обработку в электрогидродинамическом режиме при температуре 70-85 С и напряжении 250-350 В в течение 0,5-6 мин при гальванически развязанном источнике тока, позволяющем гасить броски тока, в водном растворе, содержащем сульфат аммония и глицин при следующем соотношении компонентов, мас.сульфат аммония 2-4 глицин 2-4 вода остальное. 2. Способ по п. 1, отличающийся тем, что крупногабаритное массивное стальное изделие перед обработкой дополнительно подогревают без наложения тока погружением в горячий водный раствор, используемый при обработке, температура которого 70-85 С,затем извлекают, подают напряжение, опять плавно погружают в водный раствор. Изобретение относится к области ядерных технологий, в частности к очистке, дезактивации и полировке поверхности оборудования АЭС для обеспечения безопасности при проведении профилактических и ремонтных работ, а также при обработке новых изделий для получения более высоких эксплуатационных свойств. Во время работы АЭС вследствие коррозии конструкционных материалов оборудования образуются радиоактивные продукты коррозии, которые поступают в водный теплоноситель первого циркуляционного контура, высаживаются на поверхности оборудования и прочно связываются с ней. Вследствие этого возникает опасность распространения радионуклидов, что затрудняет обслуживание и ремонт оборудования. Поэтому радиоактивные отложения периодически удаляют, используя химические, физические, электрохимические способы воздействия. При дезактивации поверхности электрохимическими 18166 1 2014.04.30 способами некоторые из них приводят не только к растворению радиоактивных отложений, но и к облагораживанию самой поверхности в процессе обработки, например, к ее структурной гомогенизации, сглаживанию шероховатости и полировке. В этом случае полировка не только снижает износ и коррозию металлических материалов, но и уменьшает восприимчивость их поверхности к высаживанию радиоактивных отложений, а также облегчает их последующее удаление. В конечном итоге, быстрая и качественная дезактивация позволяет ускорить проведение ремонтно-профилактических работ, а значит,сократить простои, увеличить коэффициент использования мощности АЭС и получить значительный экономический эффект. Известен способ электрохимической дезактивации поверхности с получением эффекта полировки, включающий обработку при температуре 50 С и плотности тока 20 А/дм 2 в течение 1-20 мин в электролите, содержащем фосфорную кислоту 50,8 мас. , серную кислоту 44,7 мас.и хромовый ангидрид 4,4 мас.1. Эффективность такой электрохимической дезактивации выше эффективности химической дезактивации в 2-10 раз. Однако, все способы электрохимической дезактивации, в том числе и вышеуказанный способ дезактивации с получением эффекта полировки, имеют существенный недостаток, заключающийся в необходимости использования в процессе дезактивации больших количеств агрессивных, концентрированных кислот, а также токсичных веществ (хромовый ангидрид), которые в процессе дезактивации сами насыщаются радионуклидами и становятся радиоактивными. Переработка таких жидких радиоактивных отходов (ЖРО) составляет еще одну трудно решаемую проблему, поскольку связана с коррозионно-активным вредным раствором. Известен способ электрохимической дезактивации поверхности, включающий обработку при температуре 50 С и плотности тока 20 А/дм 2 в течение 1-20 мин с использованием водного электролита, содержащего фосфорную кислоту 80 мас.и серную кислоту 10 мас.1. Однако этот метод также использует в больших количествах агрессивные,вредные вещества (кислоты), которые в процессе дезактивации насыщаются радионуклидами и становятся радиоактивными. Поэтому их переработка является дорогостоящей и трудно решаемой проблемой, а приготовление и хранение больших количеств кислотных смесей еще одна непростая задача. Известен способ электрохимической дезактивации металлической поверхности с использованием водного электролита, содержащего фосфорную кислоту 40-80 мас. , в котором эффективная дезактивация достигается при температуре 48-80 С, напряжении 8-12 В и плотности тока 500-5000 А/дм 2 2. Недостатком способа, кроме того, что он использует в больших количествах и концентрациях вредную кислоту, является необходимость повышения плотности тока до 2000-5000 А/дм 2 и переработки электролитов, насыщенных радионуклидами в процессе дезактивации, что составляет еще одну проблему. Известенвневанный способ электрохимической обработки (дезактивации), который заключается в интенсивном электрохимическом растворении поверхностного слоя металлов и отложений с радиоактивными загрязнениями при наложении соответствующего электрического потенциала как с катода, так и с анода при напряжении 8-14 В 3. В качестве электролитов используют растворы азотной и фосфорной кислот. Рабочий инструмент представляет собой низкоомный электрод, выполненный из углеродного волокнистого материала и титановой трубы, по которой насосом подается электролит. Рабочим инструментом водят по очищаемой поверхности. Производительность метода от 0,05 до 0,3 м 2/мин. Недостатками способа являются высокая трудоемкость процесса, использование минеральных, агрессивных и вредных кислот, низкая производительность,генерация ЖРО, которые необходимо собирать, концентрировать и обезвреживать. Главным недостатком является неконтролируемое коррозионное повреждение поверхности очищаемого металла, отсутствие эффекта полировки и облагораживания поверхности. Известен способ электролитической полировки загрязненных поверхностей элементов атомных энергетических установок 4. В способе предлагают в полирующий раствор (де 2 18166 1 2014.04.30 ионат) добавлять такие электролиты, которые повышают его электропроводность и позволяют получать высокую плотность тока. В качестве таких электролитов используют серную или фосфорную кислоту. В способе используют многократную прокачку деионата с добавкой кислоты и после каждой обработки полирующий раствор очищают на фильтрах. После многократного использования полирующий раствор концентрируют на собственной установке. В способе применяется термостойкий, эластичный, губчатый электрод, которым водят по очищаемой и полируемой поверхности, являющейся анодом. Для интенсификации процесса повышают температуру обработки до 75 С, а в раствор дополнительно добавляют борную кислоту или гидроокись лития. Недостатками способа являются низкая производительность, низкое качество самой поверхности металла после обработки, невозможность автоматизации процесса, а также отсутствие способности растворов к самоочистке путем седиментации нерастворимых гидроокислов. Из литературных источников известно, что применение режимов и электролитов электрохимического полирования дает хорошие результаты и для дезактивации. Наиболее близким по технической сущности является способ электрохимической полировки изделий из токопроводящих материалов, включающий обработку в электрогидродинамическом режиме при температуре 40-95 С и напряжении 200-400 В в водном растворе сульфата аммония 2-12 мас.5. Однако указанный способ пригоден для очистки, полировки и дезактивации преимущественно аустенитных, нержавеющих, хромоникелевых сталей типа 12 Х 18 Н 9 Т, 08 Х 18 Н 10 Т и сплавов никеля, в то время как очистка с эффектом полировки указанным способом нержавеющих, хромистых, ферритных сталей типа 30 Х 13, 40 Х 13, Х 25,Х 17 Н 2, 95 Х 18 связана с некоторыми проблемами, а очистка и полировка черных низкоуглеродистых сталей в указанном составе электролита вообще невозможна, так как при такой обработке их поверхность окисляется и покрывается рыхлой, черной, окисной пленкой, не отражающей свет, а сама поверхность растравливается по границам зерен, становится более шероховатой. Задачей изобретения является создание способа дезактивации поверхности металлических изделий с получением эффекта полировки поверхности оборудования АЭС, пригодного как для нержавеющих, так и для черных сталей и позволяющего уменьшить количество твердых и жидких радиоактивных отходов и сократить по времени процесс дезактивации. Технический результат, получаемый при осуществлении изобретения, заключается в дезактивации и очистке от фиксированных, радиоактивных отложений, окисных пленок и окалины поверхности оборудования АЭС, изготовленного из нержавеющих и черных сталей, а также в сглаживании шероховатости поверхности и ее полировке. Сущность предлагаемого изобретения заключается в том, что в способе дезактивации поверхности стального изделия с эффектом полировки осуществляют обработку в электрогидродинамическом режиме при температуре 70-85 С и напряжении 250-350 В в течение 0,5-6 мин при гальванически развязанном источнике тока, позволяющем гасить броски тока, в водном растворе, содержащем сульфат аммония и глицин при следующем соотношении компонентов, мас.2-4 сульфат аммония глицин 2-4 вода остальное. Кроме того, крупногабаритное массивное стальное изделие перед обработкой дополнительно подогревают без наложения тока погружением в горячий водный раствор, используемый при обработке, температура которого 70-85 С, затем извлекают, подают напряжение, опять плавно погружают в водный раствор. Для осуществления процесса дезактивации с эффектом полировки в электрогидродинамическом режиме к изделию подключают положительный полюс гальванически развязанного источника постоянного тока повышенного напряжения с уменьшенной по 3 18166 1 2014.04.30 амплитуде величиной пульсаций и способностью к гашению бросков тока, а отрицательный полюс прикладывают либо непосредственно к металлической ванне, в которой находится электролит, либо к специальному катоду, который расположен в неэлектропроводной ванне, выполненной из термостойкой пластмассы, например из полипропилена. При плавном погружении изделия в предварительно нагретый до 70-85 С электролит вокруг изделия образуется тонкая парогазовая подушка, при этом напряженность электрического поля в непосредственной близости к поверхности резко возрастает в сотни раз до уровня,когда двойной электрический слой исчезает. Химические, ковалентные, металлические и другие связи разрываются, и на поверхности возникают знакопеременные окислительновосстановительные процессы, которые переводят элементы, находящиеся на поверхности металла и электролита, сначала в растворимые гидроокисные соединения, легко отделяющиеся от поверхности, а затем в малорастворимые, выпадающие в осадок. Для повышения электрофизической устойчивости процесса обработки крупногабаритные массивные стальные изделия перед обработкой дополнительно подогревают без наложения тока погружением в горячий водный раствор, используемый при обработке,температура которого 70-85 С, затем извлекают, подают напряжение, опять плавно погружают в водный раствор, после чего осуществляют дезактивацию, очистку и полировку поверхности. Для очистки и полировки только аустенитных нержавеющих сталей достаточно водного электролита на основе сульфата аммония. Но для расширения технологических возможностей способа, повышения эффекта светоотражения и сокращения времени обработки и распространения процесса очистки и полировки на ферритные нержавеющие и черные, в том числе низкоуглеродистые, котельные стали, в состав электролита дополнительно введен глицин (аминоуксусная кислота). Такой состав электролита позволяет в одной ванне очищать, дезактивировать и полировать как нержавеющие, так и черные стали, либо, не разбирая, обрабатывать узлы, состоящие из деталей, изготовленных как из нержавеющих, так и из черных сталей. При этом качество поверхности нержавеющей стали также повышается. В качестве первого примера конкретного осуществления предлагаемого способа проводилась обработка бывшего в эксплуатации сильфона запорно-регулирующего вентиля со следами отложений и окислов, изготовленного из нержавеющей аустенитной стали 08 Х 18 Н 10 Т, при температуре 85 С, напряжении 350 В и плотности тока 20 А/дм 2 в течение 4-6 мин в водном растворе, содержащем сульфат аммония 4 мас.и глицин 3 мас. . После обработки поверхность сильфона стала чистой и блестящей, а сам процесс проходил очень устойчиво. В качестве второго примера конкретного осуществления предлагаемого способа проводилась обработка изделий из черных низкоуглеродистых сталей 08 КП, окисленных вследствие атмосферной коррозии, образцов котельных труб из стали 22 К со следами окисления, ржавчины и отложений при температуре 70 С, напряжении 250 В и плотности тока 10 А/дм 2 в течение 1 мин в водном растворе, содержащем сульфат аммония 3 мас.и глицин 3 мас. . После обработки поверхность черных сталей чистая, блестящая и долго остается невосприимчивой к окислению на воздухе. В качестве третьего примера конкретного осуществления предлагаемого способа проводилась обработка детали штока запорного вентиля после его длительной работы в окислительной среде, изготовленного из нержавеющей ферритной стали 3 Х 13. Обработка проводилась при температуре 80 С, напряжении 300 В и плотности тока 15 А/дм 2 в течение 3 мин в водном растворе, содержащем сульфат аммония 2 мас.и глицин 2 мас. . После обработки деталь полностью была очищена от окислов и наносов, а поверхность приобрела блестящий вид. В результате обработки заявляемым способом изделия из аустенитной и ферритной нержавеющих и черных сталей в пределах указанного состава электролита отлично очи 4 18166 1 2014.04.30 щаются от фиксированных, высокотемпературных, радиоактивных окисных отложений,слоев ржавчины и окисных пленок, контролируемо снимается тонкий слой металла в пределах 1-5 мкм при одновременной структурной гомогенизации, уменьшении шероховатости поверхности и получении эффекта полировки. Специально проведенными экспериментальными работами доказано, что обработка деталей заявляемым способом не вызывает коррозионного растрескивания, наводораживания, не ведет к образованию на поверхности питингов даже при длительной обработке в течение 10 ч. Предлагаемый универсальный способ дезактивации поверхности металлических изделий с эффектом полировки не связан с применением токсичных и вредных веществ,например концентрированных кислот и хромового ангидрида, а снятые с поверхности загрязнения и компоненты металла переводятся в нерастворимые соединения (гидроокиси),выпадающие в осадок, вследствие чего количество радиоактивных отходов резко сокращается на один-два порядка. Способ одинаково эффективен при дезактивации с эффектом полировки как нержавеющих, хромоникелевых, аустенитных и ферритных сталей, так и черных низкоуглеродистых сталей. При этом электролит весьма устойчив, не чернеет в процессе использования и позволяет визуально наблюдать за процессом дезактивации,очистки и полировки, эффективен при низких плотностях тока (менее 20 А/дм 2), обладает хорошими технологическими свойствами, обеспечивает электрофизическую устойчивость процесса обработки, легко поддается регенерации и утилизации. Электролит обладает свойством самоочищения путем отстоя и может быть использован на АЭС Российской Федерации и на строящейся АЭС Республики Беларусь как для дезактивации оборудования, так и как элемент ядерных технологий при облагораживании поверхности (полировке) с целью повышения коррозионной стойкости ответственных узлов оборудования АЭС перед их установкой. Например, способ можно использовать для полировки поверхности деталей кассеты, оболочек твэлов, внутриреакторной оснастки,внутренних деталей насосов, запорно-регулирующей арматуры, деталей различных датчиков, мембран, манометров, сильфонов и т.д. Заявляемый способ исключает использование в качестве электролита концентрированных коррозионно-активных кислот, упрощает технологию переработки ЖРО, обеспечивает эффект самоочистки технологического раствора и предоставляет возможность обрабатывать в одном составе электролита узлы, состоящие из деталей, изготовленных как из нержавеющих, так и из черных сталей. Кроме того, заявляемый способ может использоваться и для полировки изделий из нержавеющих и черных сталей в различных областях народного хозяйства как для финишной обработки нержавеющих сталей, так и для подготовки поверхности черных сталей перед нанесением различных покрытий. Источники информации 1. Ампелогова Н.И., Симоновский Ю.М., Трапезников А.А. Дезактивация в ядерной энергетике. - М. Энергоиздат, 1982. - С. 155, 171-172. 2. Зимон А.Д., Пикапов В.К. Дезактивация. - М., 1994. - С. 160-167. 3. Установка электрохимической дезактивации УЭХДп-50 М. Рекламный проспект. Минск, 2011. 4. Патент РФ 2009557, МПК 21 9/34, 1994. 5. Патент США 5028304, МПК 25 1/00,25 3/16, 1991 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: дезактивации, способ, металлического, полировки, поверхности, изделия, эффектом
Код ссылки
<a href="https://by.patents.su/5-18166-sposob-dezaktivacii-poverhnosti-metallicheskogo-izdeliya-s-effektom-polirovki.html" rel="bookmark" title="База патентов Беларуси">Способ дезактивации поверхности металлического изделия с эффектом полировки</a>
Способ дезактивации поверхности нержавеющих и углеродистых сталей с эффектом полировки
Номер патента: 17008
Опубликовано: 30.04.2013
Авторы: Климова Людмила Александровна, Глембоцкий Артур Викторович, Каменев Анатолий Яковлевич, Левчук Артем Васильевич
Метки: полировки, дезактивации, сталей, нержавеющих, способ, поверхности, эффектом, углеродистых
Текст:
...каждой обработки полирующий раствор очищают на фильтрах. После многократного использования полирующий раствор концентрируют на собственной установке. В способе применяется термостойкий, эластичный, губчатый электрод, которым водят по очищаемой и полируемой поверхности, являющейся анодом. Для интенсификации процесса повышают температуру обработки до 75 С, а в раствор дополнительно добавляют борную кислоту или гидроокись лития. Недостатками...
Способ электролитно-плазменной обработки металлического изделия
Номер патента: 18156
Опубликовано: 30.04.2014
Авторы: Климова Людмила Александровна, Глембоцкий Артур Викторович, Каменев Анатолий Яковлевич
МПК: C25F 3/22
Метки: металлического, электролитно-плазменной, обработки, способ, изделия
Текст:
...1-3 мас.и аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 1-5 мас.4. Однако указанный способ ограниченно применим для очистки, снятия заусенцев и полировки литых изделий из латуни с пониженным содержанием меди, которые обрабатываются резанием, и поэтому их стружка должна легко ломаться, не налипать на инструмент, не виться в ленту. Кроме того, способ связан с использованием вредного компонента - аммония фтористого,...
Способ плазменно-электролитного полирования поверхности изделия из меди и/или ее сплавов
Номер патента: 11410
Опубликовано: 30.12.2008
Авторы: Капустин Иван Аврамович, Багаев Сергей Игоревич
МПК: C25F 3/00
Метки: способ, сплавов, меди, изделия, плазменно-электролитного, поверхности, полирования
Текст:
...процесса полировки, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму. Недостатком является использование специального источника питания, обеспечивающего непрерывную подачу напряжения, что приводит к существенному техническому усложнению установки. 2 11410 1 2008.12.30 Наиболее близким по технической сущности...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11809
Опубликовано: 30.04.2009
Авторы: Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович, Куликов Иван Семенович, Ермаков Владимир Леонидович
МПК: C25F 3/00
Метки: электролитно-плазменного, способ, изделия, металлического, полирования
Текст:
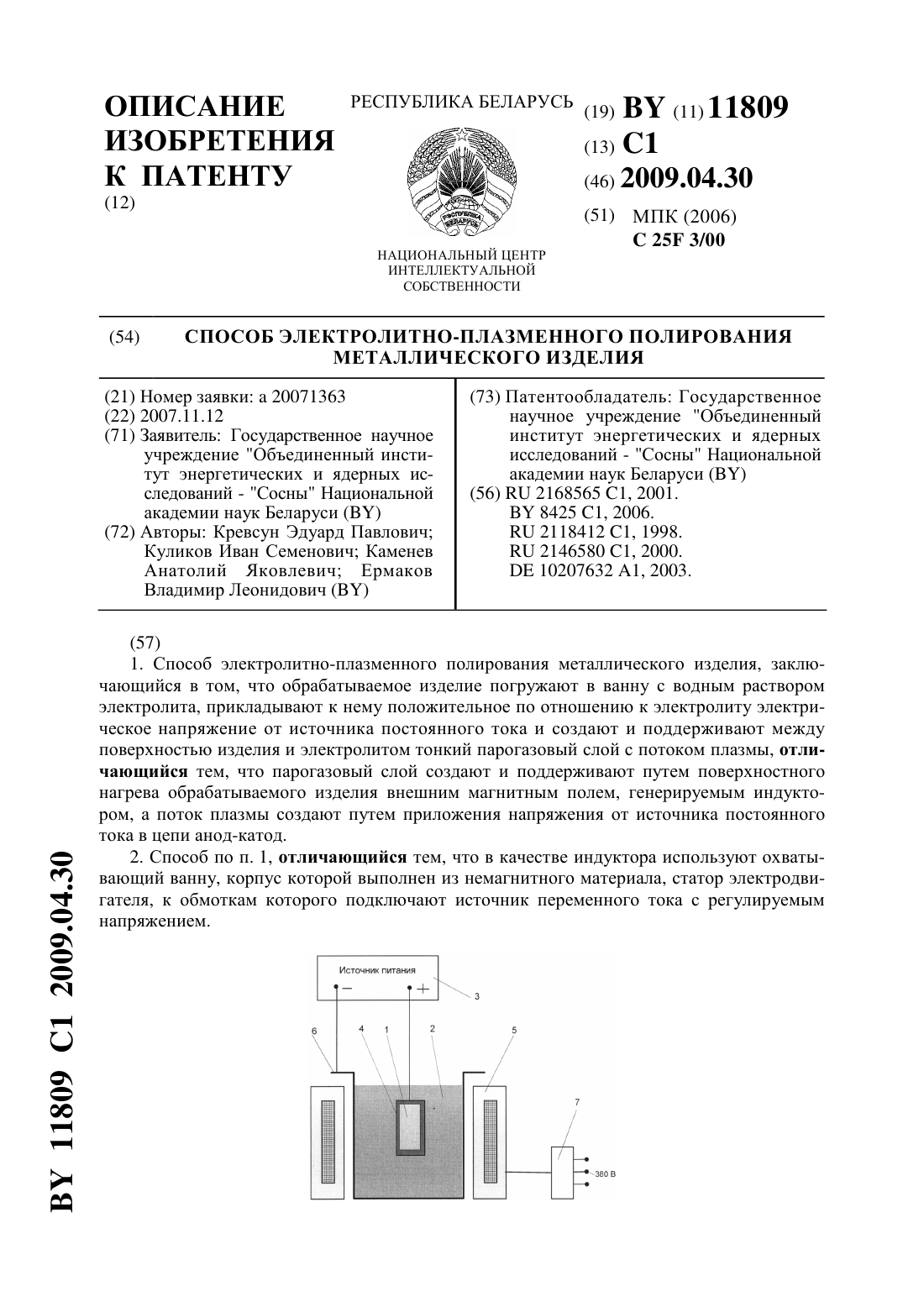
...Недостаток способа-прототипа проявляется в том, что в связи с трудностью обеспечения оптимального состояния парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод ограничиваются качество обработки и круг обрабатываемых материалов. Задачей настоящего изобретения является создание способа электролитно-плазменного полирования металлических изделий, позволяющего существенно улучшить качество обработки и расширить...
Способ финишной плазменно-электролитной полировки изделий, преимущественно из высокоуглеродистых сталей и сплавов цинка
Номер патента: 8425
Опубликовано: 30.08.2006
Авторы: Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич, Климова Людмила Александровна, Ильянкова Тамара Ивановна, Куликов Иван Семенович
Метки: преимущественно, высокоуглеродистых, способ, финишной, сплавов, плазменно-электролитной, цинка, сталей, полировки, изделий
Текст:
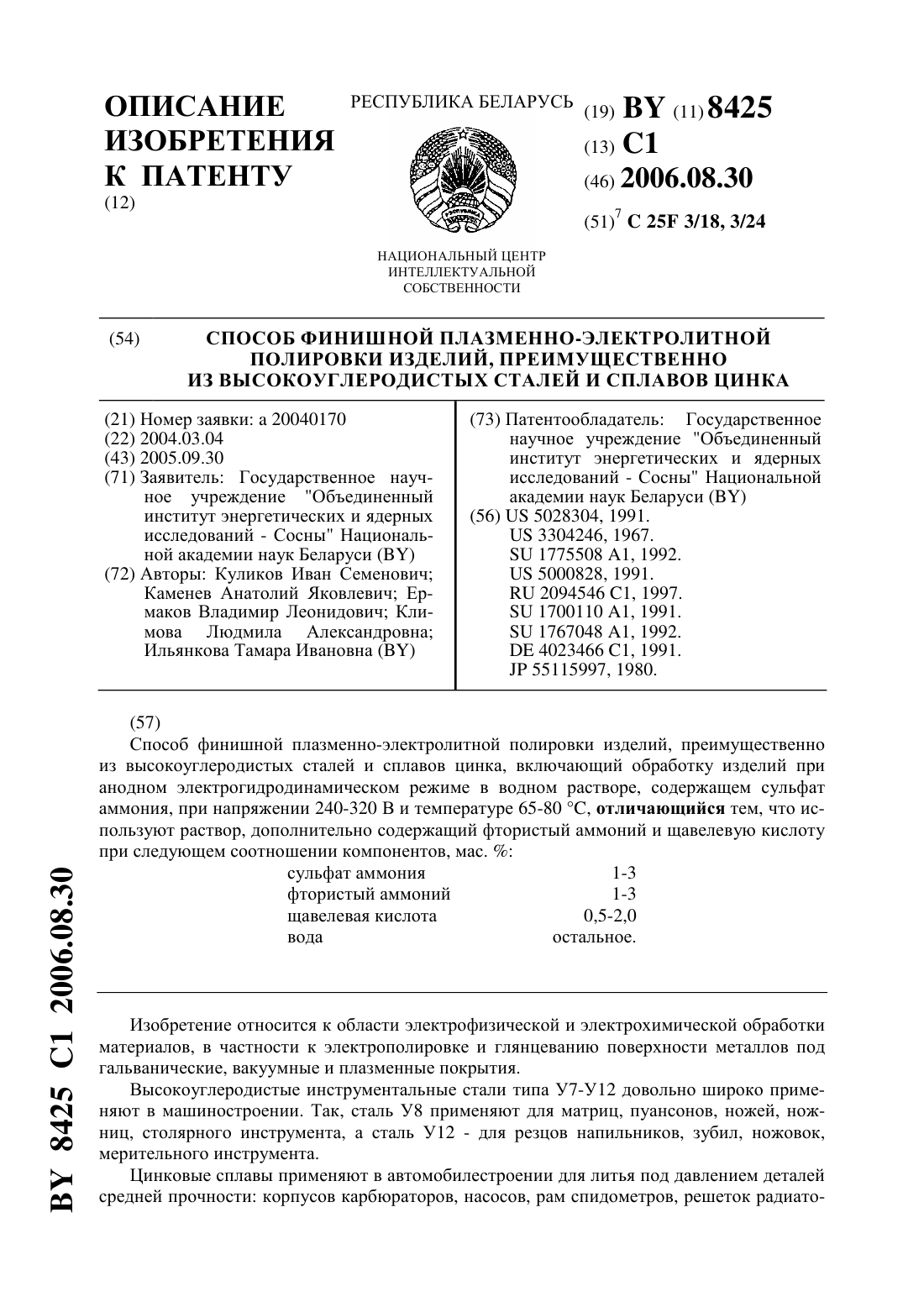
...не отражающей свет. Задачей настоящего изобретения является создание способа финишной плазменноэлектролитной полировки изделий из высокоуглеродистых сталей и цинковых сплавов(как деформируемых, так и литейных), обеспечивающего высокое качество полирования,стабильность работы установки и пригодность для обработки больших партий изделий сложной формы. Технический результат, получаемый при осуществлении изобретения, заключается в...
Предыдущий патент: Способ электролитно-плазменной обработки металлического изделия
Следующий патент: Способ получения ускорителя твердения для бетонов и строительных растворов
Случайный патент: Конвейер забойный