Способ электролитно-плазменной обработки металлического изделия
Номер патента: 18156
Опубликовано: 30.04.2014
Авторы: Глембоцкий Артур Викторович, Климова Людмила Александровна, Каменев Анатолий Яковлевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Каменев Анатолий Яковлевич Климова Людмила Александровна Глембоцкий Артур Викторович(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) Способ электролитно-плазменной обработки металлического изделия из медного сплава, включающий анодную обработку изделия при напряжении 240-400 В в электролите, содержащем водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси, отличающийся тем, что обработку ведут при температуре 70-95 С в течение 0,5-2 мин в электролите, дополнительно содержащем аммоний азотнокислый при следующем соотношении компонентов, мас.аммоний лимоннокислый одно-, двух-,трехзамещенный или их смесь 1-5 аммоний азотнокислый 1-3 вода остальное. Изобретение относится к электрофизическим и электрохимическим методам обработки материалов, а именно к электролитно-плазменному полированию металлических изделий, например, из медных сплавов, в частности литых латуней, легированных свинцом, и может найти широкое применение при снятии грата, заусенцев, а также при полировке изделий из латуни с пониженным содержанием меди. Такие изделия изготавливаются литьем и обрабатываются резанием с образованием ломающейся стружки. Литые латуни широко используют в различных областях техники судостроении, химическом машиностроении, часовой промышленности, производстве светильников, газосварочном оборудовании, измерительных приборах (манометры), запорно-регулирующей арматуре и сантехническом оборудовании и других областях, где от изделий требуется высокая коррозионная стойкость. Применение электролитно-плазменного метода при полировании изделий из медных сплавов дает хорошие результаты как для финишной полировки, так и для предваритель 18156 1 2014.04.30 ной подготовки поверхностей под гальванические, ионно-плазменные или иные покрытия. Качество гальванических покрытий определяется состоянием покрываемой поверхности,так как различные загрязнения и окисные пленки препятствуют качественному сцеплению гальванического покрытия с подложкой, а шероховатость подложки передается покрытию. Причем шероховатость подложки сохраняется на покрытии до значительной толщины, а исправление такого дефекта покрытия ведет к перерасходу электроэнергии и материала покрытия из дефицитных и даже драгоценных металлов. Нанесение гальванических покрытий на изделия сложной формы, изготавливаемых путем механической обработки, связано с большими затратами ручного труда, специальных материалов для снятия заусенцев, сглаживания шероховатостей, отмывки и полировки, к тому же эти операции вредны для дыхательных органов работников. Электролитно-плазменная обработка изделий из медных сплавов позволяет получить достаточно чистую, гладкую и блестящую поверхность без применения механической полировки, не обеспечивающей необходимой чистоты поверхности в труднодоступных местах. Известен способ электрохимической полировки меди и медьсодержащих материалов,в котором используют электролит, содержащий 950 мл фосфорной кислоты и 50 мл серной кислоты 1. Однако предложенный состав отличается агрессивностью, дает вредные испарения, а его утилизация требует дополнительных затрат. Известен способ плазменно-электролитного полирования поверхности изделия из меди и/или ее сплавов, включающий анодную обработку в электрогидродинамическом режиме при температуре 70-90 С и напряжении постоянного тока 180-230 В в электролите,содержащем водный раствор сульфата аммония 0,7-1,3 мас.и динатриевой соли этилендиамин--тетрауксусной кислоты (трилон Б) 2,5-3,5 мас.2. Однако этот способ не дает блеска на литых латунях, содержащих свинец. Известен способ электрохимической обработки поверхности металлических изделий в электрогидродинамическом режиме в электролите, содержащем водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 2-18 мас. , который имеет цель придать высокую коррозионную стойкость поверхности изделий из латуни и малоуглеродистой нержавеющей стали 3. При этом производится обработка мелких изделий простой формы (пластины и цилиндры) из латуни Л 63 и нержавеющей стали 20 х 13 и достигается эффект коррозионной стойкости за счет получения необходимой шероховатости поверхности (0,28 мкм) при уменьшении съема металла для латуни Л 63 в 2-2,4 раза, при соответствующем увеличении длительности работоспособности электролита до 26 Ач/л для латуни. Однако указанный способ непригоден для подготовки литых латунных изделий с повышенными требованиями к декоративному качеству покрытий из-за невозможности качественно сгладить шероховатость поверхности и отполировать до зеркального блеска изделия сложной формы, имеющие отверстия, глубокие выемки или состоящие из многих элементов (например, цепочки, браслеты и др.), так как в этом электролите сильно проявляется эффект объемного вскипания электролита и нарушения пленочного кипения,которое является обязательным для получения полировки. Кроме того, это приводит к броскам тока, срабатыванию системы защиты от токовой перегрузки, срыву режима обработки, что затрудняет промышленное применение полировки больших партий мелких изделий. Причем эти недостатки имеют место при всех заявленных концентрациях и составах электролита. Кроме того, при обработке латунных изделий, изготовленных литьем, а затем механически обработанных и полированных указанным выше способом, имеет место выявление зернистой структуры металла литого изделия и возникновение явления эпитаксии при нанесении гальванического покрытия, что приводит к неравномерному росту кристаллитов покрытия на различно ориентированных зернах и увеличению его шероховатости поверхности. Наиболее близким к заявляемому изобретению по совокупности признаков является способ электрохимической обработки металлических изделий, преимущественно из меди 2 18156 1 2014.04.30 и медных сплавов, под гальванические покрытия, включающий анодную обработку изделий в электрогидродинамическом режиме при температуре 70-90 С и напряжении 240400 В в электролите, содержащем водный раствор аммония фтористого 1-3 мас.и аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 1-5 мас.4. Однако указанный способ ограниченно применим для очистки, снятия заусенцев и полировки литых изделий из латуни с пониженным содержанием меди, которые обрабатываются резанием, и поэтому их стружка должна легко ломаться, не налипать на инструмент, не виться в ленту. Кроме того, способ связан с использованием вредного компонента - аммония фтористого, который затрудняет утилизацию отработанного электролита и создает определенные трудности при промышленном использовании способа. Задачей настоящего изобретения является создание способа электролитно-плазменной обработки изделий из литых латуней со свинцом и пониженным содержанием меди, позволяющего полировать их до зеркального блеска. Технический результат, получаемый при осуществлении изобретения, заключается в очистке, снижении шероховатости поверхности и полировке, а также в расширении как химического состава обрабатываемых изделий, так и метода их изготовления. Сущность предлагаемого изобретения заключается в том, что в способе электролитноплазменной обработки металлического изделия из медного сплава, включающем анодную обработку изделия при напряжении 240-400 В в электролите, содержащем водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси, обработку ведут при температуре 70-95 С в течение 0,5-2 мин в электролите, дополнительно содержащем аммоний азотнокислый при следующем соотношении компонентов, мас.аммоний лимоннокислый одно-, двух-,трехзамещенный или их смесь 1-5 аммоний азотнокислый 1-3 вода остальное. Использование заявляемого способа электролитно-плазменной обработки металлических изделий позволяет также устранить из состава электролита вредный компонент фторид аммония, который относится ко второму классу опасности, при одновременном удешевлении стоимости электролита. Кроме того, предлагаемый способ можно использовать для промышленного применения, то есть одновременно обрабатывать большие партии изделий сложной формы. Способ опробован при сглаживании шероховатости, полировке, зачистке наплывов и заусенцев, притуплении острых кромок на изделиях сантехнического и газосварочного оборудования, измерительных приборах (манометрах), запорно-регулирующей арматуре,светильниках и изделиях часовой промышленности, изготовленных из литой латуни ЛЦ 40 Сд, латуней ЛС 59-1 и ЛС 63-3, латуни без свинца Л 63. Во всех случаях получены положительные результаты. Экспериментально и технологически способ проверен в лабораторном и полупромышленном масштабе, и показано, что увеличение концентрации электролита не приводит к пропорциональному увеличению светоотражения, работоспособности электролита,устойчивости процесса обработки. Снижение или увеличение напряжения также нецелесообразно. В первом случае из-за роста неустойчивости токового режима, а во втором из-за избыточного перерасхода электроэнергии и перегрева электролита, приводящих к усиленному разложению составляющих электролита. Электролит длительно устойчив, обладает свойством самоочищения путем отстоя, а корректировка состава осуществляется путем добавки расходуемых материалов. Заявляемый способ применим и в случае очистки изделий от поверхностно-активных веществ, жировых и масляных отложений, тонких окисных пленок, для активации поверхности, причем такая обработка весьма кратковременна и осуществляется в течение 5-30 с. 18156 1 2014.04.30 Первым примером конкретного осуществления предлагаемого способа являлось электролитно-плазменное полирование корпусов бытовых смесителей из литой латуни ЛЦ 40 Сд со свинцом, деталей наручных часов из латуней марок ЛС 59-1 и ЛС 63-3, содержащих до 1,9 и 3 мас.свинца соответственно под хромированное покрытие и детали из латуни Л 63. Корпуса смесителей и детали часов имели сложную форму многоуровневые и боковые канавки на наружной поверхности и во внутреннем пространстве корпуса, а также отверстия различного диаметра. Электролит содержал водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 3 мас.и аммония азотнокислого 2 мас. . Обработка осуществлялась электролитно-плазменным методом на лабораторной установке при рабочем напряжении 300 В, температуре электролита 92 С в течение 2 мин. Промывка образцов осуществлялась путем однократного окунания в воду. Исходная шероховатость поверхности составляла исх.2,5 мкм. После полировки получили блестящую поверхность с равномерной шероховатостью 0,05 мкм на деталях из литой латуни ЛЦ 40 Сд и латуни ЛС 59-1 (с 1 мас.свинца), что удовлетворяет требованиям технологии подготовки поверхности под покрытия, и 0,02 мкм для латуни Л 63. Вторым примером конкретного осуществления способа являлось электролитноплазменное полирование под гальваническое покрытие детали регулирующего вентиля для газовой плиты. Обработка осуществлялась при напряжении 350 В и температуре 85 С в течение 2 мин в электролите, содержащем водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 5 мас.и аммония азотнокислого 3 мас. . Исходная поверхность была темной и окисленной, ее шероховатость составляла исх.2,5 мкм. В результате обработки получили полированную поверхность с шероховатостью 0,06 мкм для литой латуни ЛЦ 40 Сд и латуни ЛС 63-3 (с 3 мас.свинца) и 0,02 мкм для латуни Л 63 (без свинца). Третьим примером конкретного осуществления способа являлось электролитноплазменное полирование основного элемента манометра кислорода с корпусом из литой латуни ЛЦ 40 Сд и трубчатым С-образным упругим рабочим элементом из деформированной латуни, а также изделия из латуни ЛС 63-3. Обработку вели при напряжении 380 В и температуре 75 С в течение 2 мин в электролите, содержащем водный раствор аммония лимоннокислого одно-, двух-, трехзамещенного или их смеси 1 мас.и аммония азотнокислого 1 мас. . Исходная шероховатость составляла исх.2,5 мкм, а в результате полировки получили 0,06 мкм. Предлагаемый способ обеспечивает стабильный токовый режим процесса электролитно-плазменной полировки, улучшение сглаживания шероховатости поверхности до 10-13 класса чистоты обработки и отражательной способности медных сплавов, например изделий из латуней, различных как по химическому составу (латуней со свинцом), так и по методу изготовления (деформированных или литых латуней), дает возможность обработки изделий сложной формы, имеющих отверстия, углубления и полости, а также является экологически безопасным и более дешевым. Источники информации 1. Грилихес С.Я. Электрохимическое и химическое полирование. - Л. Машиностроение, 1987. - С. 86-87. 2.11410, МПК 25 3/00, 2008. 3.3604, МПК 25 3/00, 2000. 4.8424, МПК 25 3/16, 2006 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/22
Метки: электролитно-плазменной, способ, металлического, изделия, обработки
Код ссылки
<a href="https://by.patents.su/4-18156-sposob-elektrolitno-plazmennojj-obrabotki-metallicheskogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменной обработки металлического изделия</a>
Способ электролитно-плазменной обработки длинномерного изделия
Номер патента: 16386
Опубликовано: 30.10.2012
Авторы: Нисс Владимир Семенович, Кособуцкий Александр Антонович, Паршуто Александр Эрнстович, Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Бумай Юрий Александрович, Минченя Владимир Тимофеевич
МПК: C25F 3/06
Метки: длинномерного, изделия, электролитно-плазменной, обработки, способ
Текст:
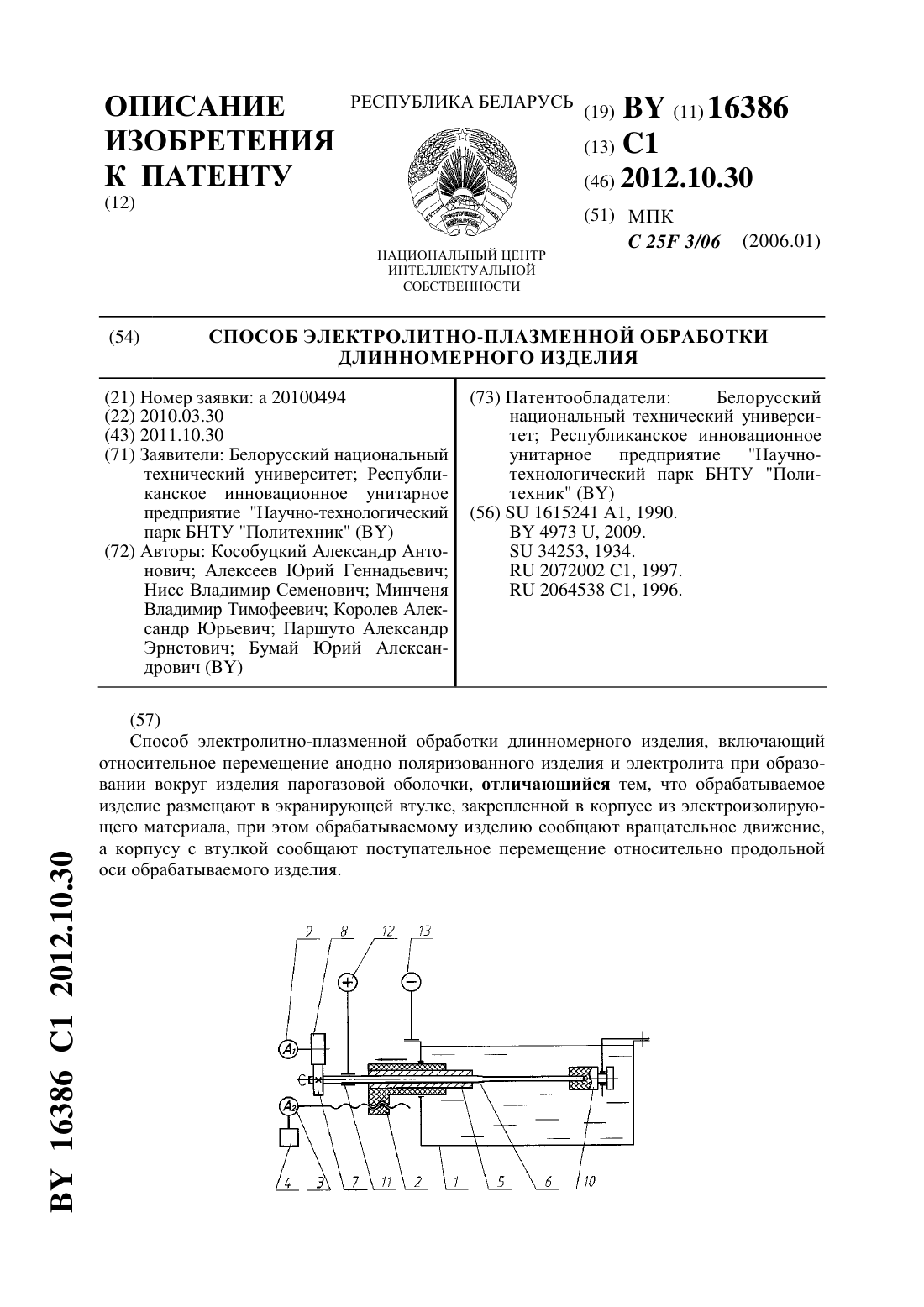
...оболочки образуют две или более зоны выпаров. Недостатком способа является отсутствие возможности управления формообразованием профиля длинномерного изделия. Задачей изобретения является обеспечение возможности управления формообразованием сложнопрофильного длинномерного изделия. Поставленная задача решается тем, что в способе электролитно-плазменной обработки длинномерного изделия, включающем относительное перемещение анодно...
Способ электролитно-плазменной обработки длинномерного изделия
Номер патента: 15730
Опубликовано: 30.04.2012
Авторы: Нисс Владимир Семенович, Минченя Владимир Тимофеевич, Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Кособуцкий Александр Антонович
МПК: C25F 3/16
Метки: обработки, длинномерного, изделия, способ, электролитно-плазменной
Текст:
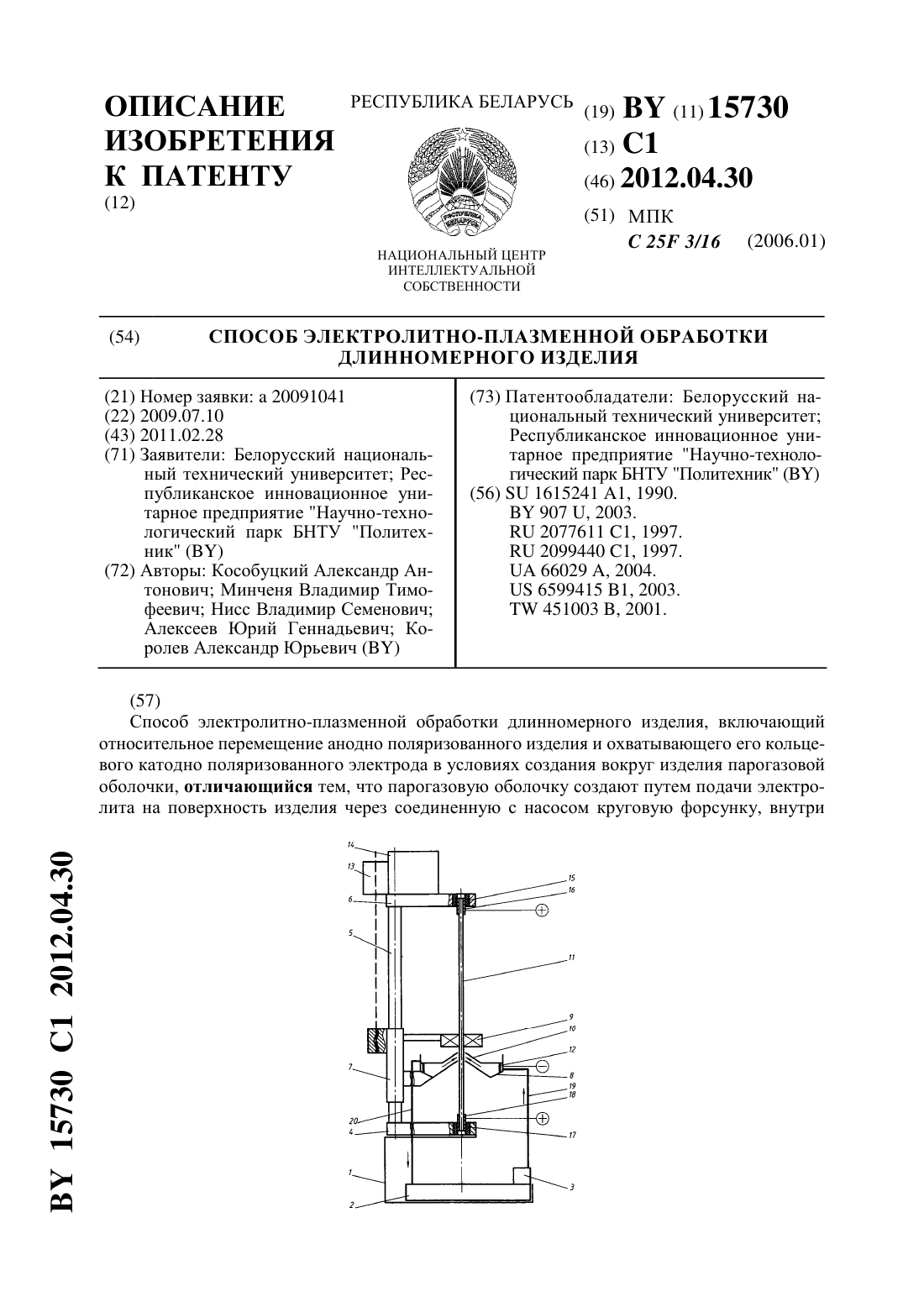
...формообразованием профиля длинномерного изделия. Задачей изобретения является повышение точности обработки и обеспечение возможности управления формообразованием сложнопрофильного длинномерного изделия. Поставленная задача решается тем, что в способе электролитно-плазменной обработки длинномерного изделия, включающем относительное перемещение анодно поляризованного изделия и охватывающего его кольцевого катодно поляризованного...
Устройство для электролитно-плазменной обработки изделия сложной формы
Номер патента: 13648
Опубликовано: 30.10.2010
Авторы: Гусяцкий Сергей Алексеевич, Алексеев Юрий Геннадьевич, Королев Александр Юрьевич, Нисс Владимир Семенович, Кособуцкий Александр Антонович
Метки: сложной, устройство, обработки, формы, изделия, электролитно-плазменной
Текст:
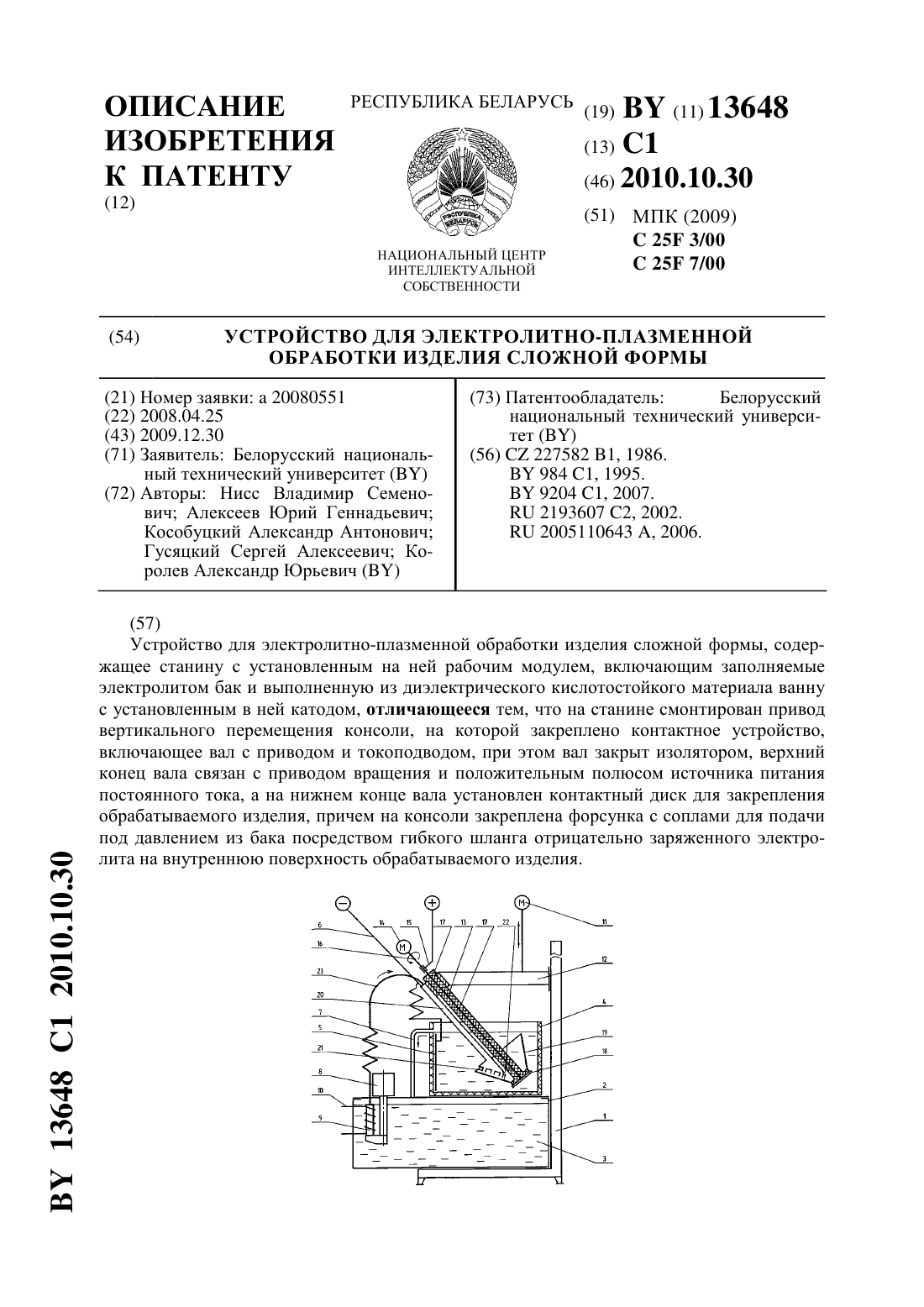
...в ней катодом, при этом на станине смонтирован привод вертикального перемещения консоли, на котором закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с...
Устройство для электролитно-плазменной обработки токопроводящего изделия
Номер патента: 16063
Опубликовано: 30.06.2012
Авторы: Куликов Иван Семенович, Кревсун Эдуард Павлович, Нагула Петр Константинович
МПК: C25F 3/00
Метки: токопроводящего, устройство, электролитно-плазменной, изделия, обработки
Текст:
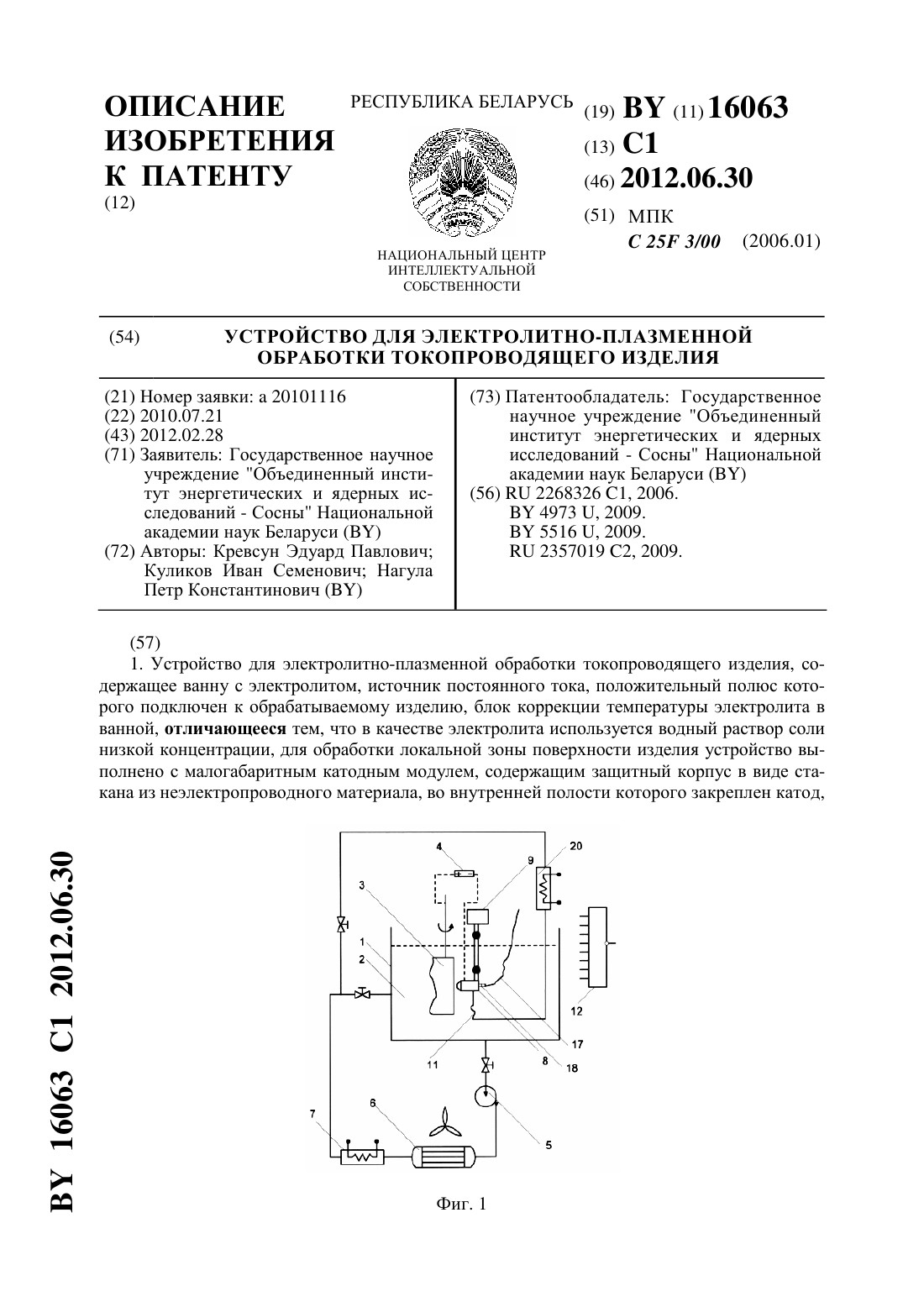
...полость прошедшего через нагреватель электролита с последующей подачей данного электролита через отверстия в катоде и выходное отверстие насадки к поверхности обрабатываемого изделия, закреплен на исполнительном механизме проышленного робота. Кроме того, источник нагрева локальной зоны поверхности обрабатываемого изделия выполнен в виде лазера или индуктора высокочастотного нагрева. 2 16063 1 2012.06.30 На фиг. 1 изображена схемаобщего...
Устройство для электролитно-плазменной обработки токопроводящего изделия
Номер патента: 16101
Опубликовано: 30.08.2012
Авторы: Куликов Иван Семенович, Кревсун Эдуард Павлович
МПК: B23H 3/00, B23H 7/26, B23H 3/04...
Метки: устройство, токопроводящего, изделия, электролитно-плазменной, обработки
Текст:
...недостаток большая электрическая мощность и металлоемкость электротехнического оборудования. Задачей настоящего изобретения является создание устройства для электролитноплазменной обработки токопроводящих изделий, позволяющего существенно уменьшить электрическую мощность и металлоемкость электротехнического оборудования, а также значительно улучшить качество обработки. Поставленная задача решается тем, что в устройстве для...
Предыдущий патент: Модификатор для алюминиевого сплава
Следующий патент: Способ дезактивации поверхности металлического изделия с эффектом полировки
Случайный патент: Гидрообъемная трансмиссия тяговой машины