Способ формирования коррозионностойкого и износостойкого композиционного покрытия
Номер патента: 18157
Опубликовано: 30.04.2014
Авторы: Лисовская Юлия Олеговна, Маркова Людмила Владимировна, Суворов Анатолий Николаевич, Андреев Михаил Анатольевич, Коледа Вера Владимировна
Текст
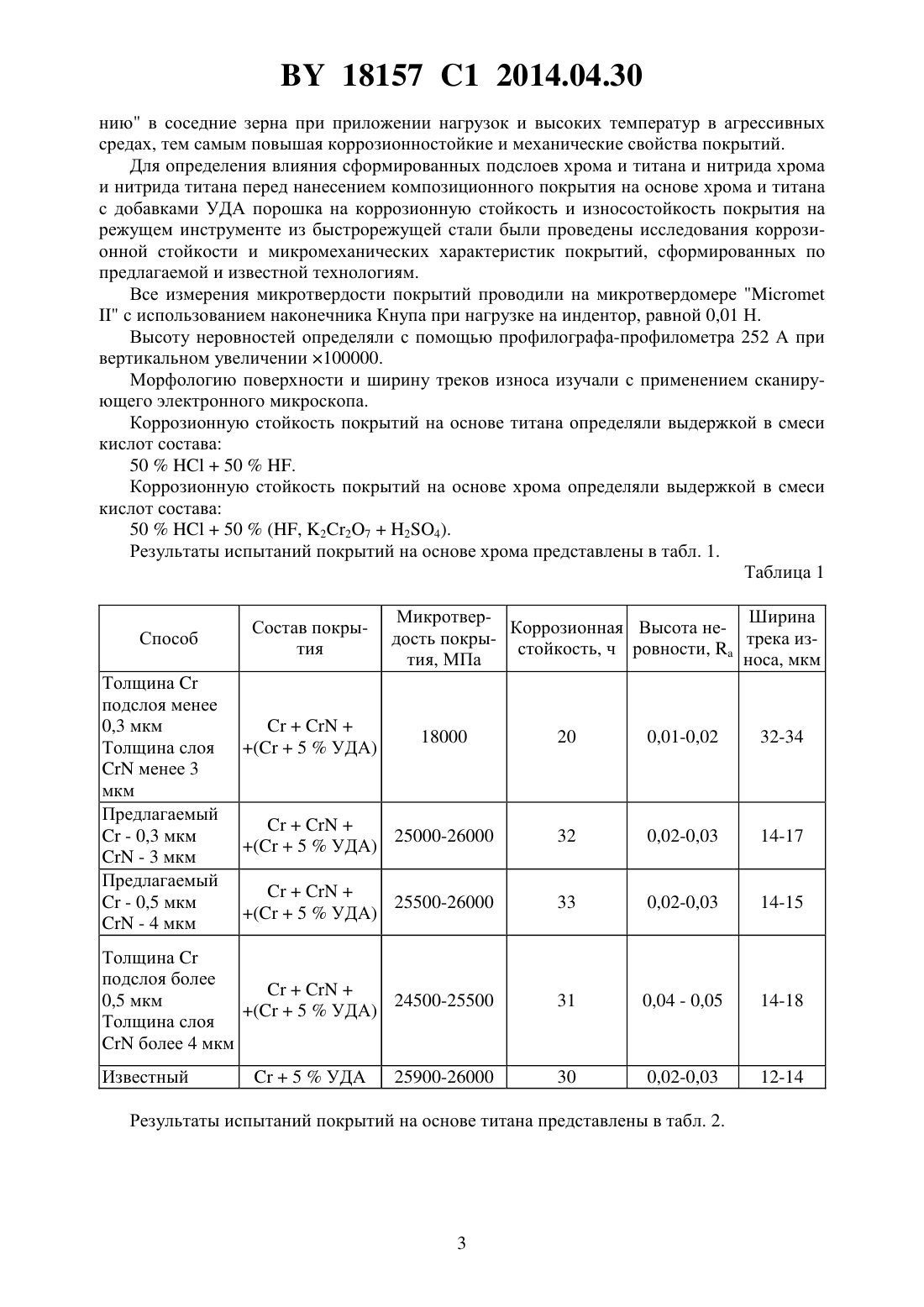
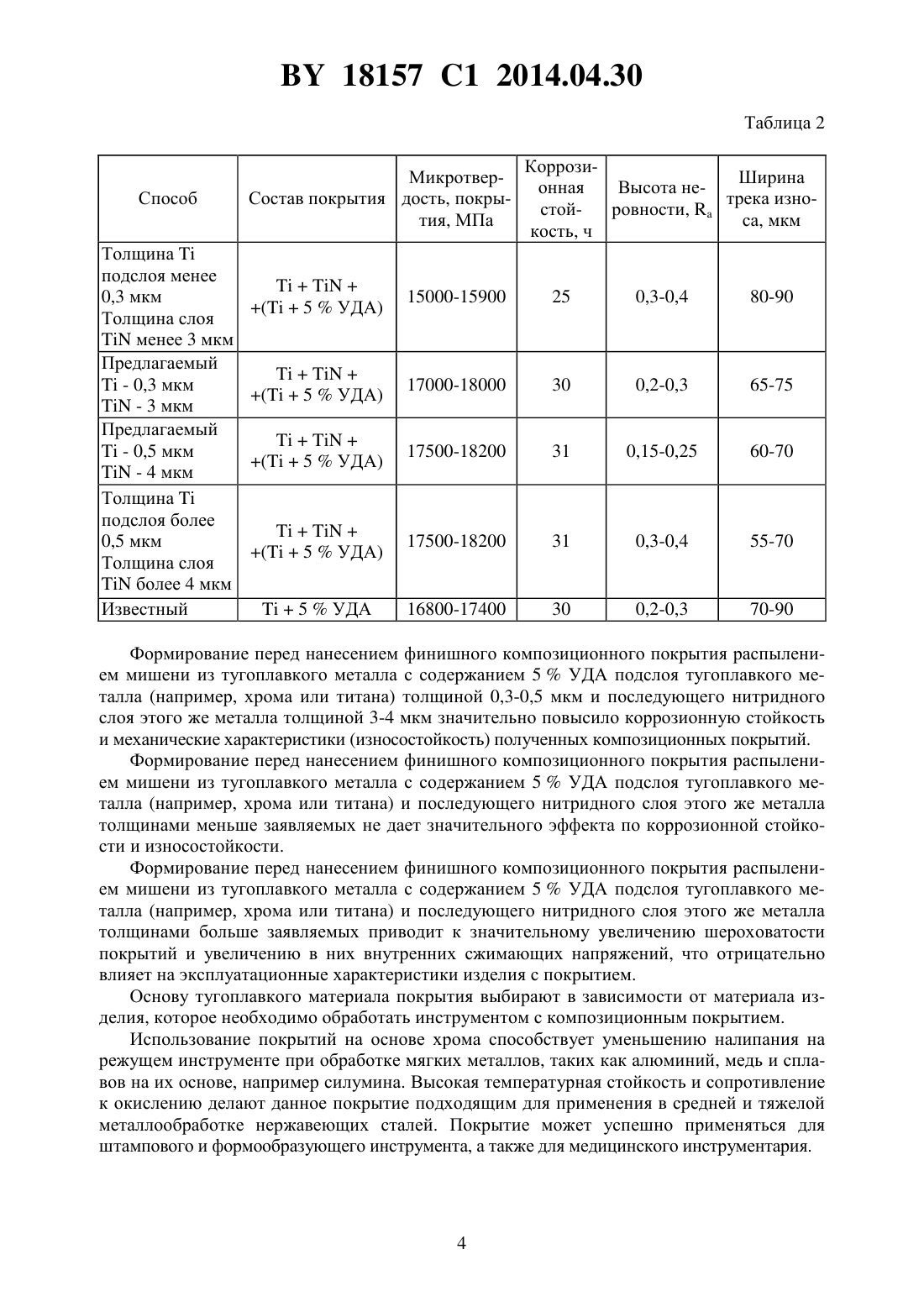
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ФОРМИРОВАНИЯ КОРРОЗИОННОСТОЙКОГО И ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Андреев Михаил Анатольевич Маркова Людмила Владимировна Суворов Анатолий Николаевич Коледа Вера Владимировна Лисовская Юлия Олеговна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ формирования коррозионностойкого и износостойкого композиционного покрытия путем ионно-лучевого распыления в вакууме мишени, изготовленной из спрессованного порошка тугоплавкого металла и 5-10 мас.ультрадисперсного алмазного порошка с размером частиц 1-5 нм, отличающийся тем, что предварительно наносят подслой тугоплавкого металла толщиной 0,3-0,5 мкм и слой нитрида этого тугоплавкого металла толщиной 3-4 мкм. Изобретение относится к металлургии, а именно к способам формирования коррозионностойких и упрочняющих покрытий на поверхности изделий путем нанесения слоев физическими методами в вакууме, и может быть использовано для нанесения коррозионностойких и износостойких покрытий на детали машин, режущий инструмент, медицинский инструмент и инструментарий, а также на технологическую оснастку. Известны способы упрочняющей обработки поверхности изделий путем нанесения вакуумных покрытий методом электродугового испарения на основе тугоплавких металлов - групп Периодической системы в среде реакционных газов 2 и 2 с формированием нитридов, карбидов и карбонитридов этих металлов 1. Недостатком данного способа нанесения покрытий на детали машин, режущий инструмент и технологическую оснастку является относительно невысокая коррозионная стойкость и износостойкость упрочненной поверхности за счет пористости получаемых этим способом покрытий, а также из-за несовершенства структуры формируемых покрытий. Известен способ формирования функциональных покрытий методом ионно-лучевого распыления мишеней из металлов и их соединений 2. Недостатком данного способа формирования является получаемое покрытие со структурой, имеющей дефектное строение по границам зерен, не обеспечивающее его достаточную плотность и, таким образом, не обеспечивающее необходимую стойкость покрытия. 18157 1 2014.04.30 Наиболее близким к предлагаемому является способ формирования износостойких и коррозионностойких покрытий распылением 3. Способ формирования износостойкого и коррозионностойкого покрытия путем ионно-лучевого распыления в вакууме мишени, изготовленной из спрессованного порошка тугоплавкого металла и 5-10 мас.ультрадисперсного алмазного (УДА) порошка с размером частиц 1-5 нм. Недостатком данного способа является невысокая адгезия покрытия к материалу основы, а также тонкий слой сформированного покрытия, что влечет за собой возможность коррозионного воздействия окружающей среды на изделие. Задачей предлагаемого изобретения является повышение коррозионной стойкости и износостойкости обрабатываемой поверхности за счет формирования многослойного покрытия с высокими адгезионными характеристиками и беспористым финишным слоем с мелкозерненой структурой, получаемого в процессе его нанесения методом ионнолучевого распыления в вакууме. Поставленная задача решается за счет того, что в известном способе формирования износостойкого и коррозионностойкого покрытия путем ионно-лучевого распыления в вакууме мишени, изготовленной из спрессованного порошка тугоплавкого металла и 5-10 мас.ультрадисперсного алмазного порошка с размером частиц 1-5 нм, перед операцией нанесения покрытия на изделие наносят подслой тугоплавкого металла толщиной 0,3-0,5 мкм и слой нитрида этого тугоплавкого металла толщиной 3-4 мкм. Формирование подслоя тугоплавкого металла проводят при отрицательном потенциале (1,1-1,5 кВ), приложенном к изделию. При этом на поверхности обрабатываемого изделия происходят следующие процессы очистка поверхности от остатков жировых пятен, оксидных пленок, загрязнений путем бомбардировки ионами металла создание непосредственно на изделии подслоя тугоплавкого металла, который обеспечивает высокую адгезию последующего нитридного слоя к материалу изделия. Формирование последующего нитридного слоя того же тугоплавкого металла при отрицательном потенциале, приложенном к изделию (100-130 В), обеспечивает высокую износостойкость покрытия. Финишный слой композиционного материала, сформированного распылением мишени, состоящей из порошка того же тугоплавкого металла, легированного УДА порошком,является мелкозернистым, практически беспористым и обеспечивает полученному композиционному покрытию высокую коррозионную стойкость. Сущность способа поясняется следующим примером. Пример. На режущий инструмент - фрезу, изготовленную из быстрорежущей стали Р 6 М 5,наносят подслой тугоплавкого металла, например хрома или титана, методом электродугового испарения в вакууме толщиной 0,4 мкм при потенциале на изделии 1,2 кВ. После этого понижают потенциал на изделии до 110 В, подают в вакуумную камеру азот и наносят слой нитрида хрома или титана толщиной 3,5 мкм. Затем прекращают подачу азота и выключают электродуговой источник. Далее включают ионный источник, подают в вакуумную камеру аргон и формируют на поверхности инструмента коррозионностойкий слой, распыляя композиционную мишень из спрессованного порошка хрома или титана,легированного УДА порошком. Добавление УДА порошка в хромовую или титановую мишень для распыления увеличивает количество центров зародышеобразования при формировании покрытия и, таким образом, ускоряет его рост. Присутствие наноразмерных частиц УДА порошка в мишени для распыления увеличивает количество зародышей в течение всего процесса кристаллизации и ведет к увеличению числа отдельных кристаллов в покрытии. При этом формируется более мелкое зерно. Наноразмерные частицы УДА порошка располагаются по границам зерен, служащим местом концентраций дислокаций, и препятствуют их переполза 2 18157 1 2014.04.30 нию в соседние зерна при приложении нагрузок и высоких температур в агрессивных средах, тем самым повышая коррозионностойкие и механические свойства покрытий. Для определения влияния сформированных подслоев хрома и титана и нитрида хрома и нитрида титана перед нанесением композиционного покрытия на основе хрома и титана с добавками УДА порошка на коррозионную стойкость и износостойкость покрытия на режущем инструменте из быстрорежущей стали были проведены исследования коррозионной стойкости и микромеханических характеристик покрытий, сформированных по предлагаемой и известной технологиям. Все измерения микротвердости покрытий проводили на микротвердомерес использованием наконечника Кнупа при нагрузке на индентор, равной 0,01 Н. Высоту неровностей определяли с помощью профилографа-профилометра 252 А при вертикальном увеличении 100000. Морфологию поверхности и ширину треков износа изучали с применением сканирующего электронного микроскопа. Коррозионную стойкость покрытий на основе титана определяли выдержкой в смеси кислот состава 5050. Коррозионную стойкость покрытий на основе хрома определяли выдержкой в смеси кислот состава 5050(, 22724). Результаты испытаний покрытий на основе хрома представлены в табл. 1. Таблица 1 Способ Толщинаподслоя менее 0,3 мкм Толщина слояменее 3 мкм Предлагаемый- 0,3 мкм- 3 мкм Предлагаемый- 0,5 мкм- 4 мкм МикротверШирина Коррозионная Высота недость покрытрека изстойкость, ч ровности,тия, МПа носа, мкм Результаты испытаний покрытий на основе титана представлены в табл. 2. Способ Толщинаподслоя менее 0,3 мкм Толщина слояменее 3 мкм Предлагаемый- 0,3 мкм- 3 мкм Предлагаемый- 0,5 мкм- 4 мкм Толщинаподслоя более 0,5 мкм Толщина слояболее 4 мкм Известный КоррозиШирина онная Высота нетрека изностойровности,са, мкм кость, ч Формирование перед нанесением финишного композиционного покрытия распылением мишени из тугоплавкого металла с содержанием 5 УДА подслоя тугоплавкого металла (например, хрома или титана) толщиной 0,3-0,5 мкм и последующего нитридного слоя этого же металла толщиной 3-4 мкм значительно повысило коррозионную стойкость и механические характеристики (износостойкость) полученных композиционных покрытий. Формирование перед нанесением финишного композиционного покрытия распылением мишени из тугоплавкого металла с содержанием 5 УДА подслоя тугоплавкого металла (например, хрома или титана) и последующего нитридного слоя этого же металла толщинами меньше заявляемых не дает значительного эффекта по коррозионной стойкости и износостойкости. Формирование перед нанесением финишного композиционного покрытия распылением мишени из тугоплавкого металла с содержанием 5 УДА подслоя тугоплавкого металла (например, хрома или титана) и последующего нитридного слоя этого же металла толщинами больше заявляемых приводит к значительному увеличению шероховатости покрытий и увеличению в них внутренних сжимающих напряжений, что отрицательно влияет на эксплуатационные характеристики изделия с покрытием. Основу тугоплавкого материала покрытия выбирают в зависимости от материала изделия, которое необходимо обработать инструментом с композиционным покрытием. Использование покрытий на основе хрома способствует уменьшению налипания на режущем инструменте при обработке мягких металлов, таких как алюминий, медь и сплавов на их основе, например силумина. Высокая температурная стойкость и сопротивление к окислению делают данное покрытие подходящим для применения в средней и тяжелой металлообработке нержавеющих сталей. Покрытие может успешно применяться для штампового и формообразующего инструмента, а также для медицинского инструментария. 18157 1 2014.04.30 Покрытия на основе титана снижают температуру инструмента в процессе металлообработки. Они наносятся на углеродистую, нержавеющую и быстрорежущие стали, твердые сплавы. Основное применение - металлообработка углеродистых сталей. Источники информации 1. Верещака А.С., Третьяков И.П. Режущие инструменты с износостойкими покрытиями. - М. Машиностроение, 1986. - 192 с. 2. Панков В.В. и др. // Вакуумная техника и технология. - 1993. - Т. 3. -1. - С. 28-32. 3.10419, МПК 23 14/06,23 14/46, 2008. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 14/06, C23C 14/22
Метки: композиционного, способ, износостойкого, покрытия, формирования, коррозионностойкого
Код ссылки
<a href="https://by.patents.su/5-18157-sposob-formirovaniya-korrozionnostojjkogo-i-iznosostojjkogo-kompozicionnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ формирования коррозионностойкого и износостойкого композиционного покрытия</a>
Способ формирования износостойкого покрытия
Номер патента: 15870
Опубликовано: 30.06.2012
Авторы: Андреев Михаил Анатольевич, Маркова Людмила Владимировна
МПК: C23C 14/46, C23C 14/06
Метки: формирования, износостойкого, покрытия, способ
Текст:
...распыления композиционной мишени в вакууме распыляют мишень, изготовленную из спрессованного порошка тугоплавкого металла и 1-5 мас.наноразмерного порошка оксида циркония 2 с размером частиц 50-150 нм. Добавление НРП 2 в мишень для распыления увеличивает количество центров зародышеобразования при формировании покрытия и таким образом ускоряет его рост. В то время как зародыши кристаллизации в покрытии без добавления наноразмерного...
Способ формирования износостойкого покрытия
Номер патента: 11988
Опубликовано: 30.06.2009
Авторы: Маркова Людмила Владимировна, Андреев Михаил Анатольевич, Ильющенко Александр Федорович
МПК: C23C 14/46, C23C 14/06
Метки: способ, износостойкого, формирования, покрытия
Текст:
...порошка оксида алюминия коалесцируют и их концентрация в процессе осаждения пленки уменьшается, присутствие наноразмерных частиц оксида алюминия в мишени для распыления увеличивает количество зародышей в течение всего процесса кристаллизации и ведет к увеличению числа отдельных кристаллов в покрытии. При этом формируется более мелкое зерно. Наноразмерные частицы оксида алюминия располагаются по границам зерен,служащим местом концентраций...
Способ формирования на режущем инструменте износостойкого покрытия
Номер патента: 16550
Опубликовано: 30.12.2012
Авторы: Русальский Дмитрий Петрович, Жилко Любовь Владимировна, Подсобей Григорий Захарович, Калин Александр Васильевич, Углов Владимир Васильевич
МПК: C23C 8/72, C23C 4/10, B23B 27/00...
Метки: режущем, покрытия, способ, формирования, инструменте, износостойкого
Текст:
...способу, особенно эффективен в деревообработке, где на процесс резания и износ инструмента влияют такие факторы, как повышенные влажность и температура, наличие в древесине агрессивных сред, а при обработке древесно-стружечных плит (в том числе и ламинированных) - присутствие полимеризованных формальдегидных смол. Способ осуществляют следующим образом. На обрабатываемый режущий инструмент (фрезерные ножи из твердого сплава ВК 6)...
Способ нанесения многослойного коррозионностойкого покрытия
Номер патента: 13134
Опубликовано: 30.04.2010
Авторы: Латушкина Светлана Дмитриевна, Вершина Алексей Константинович
МПК: C23C 14/48
Метки: способ, коррозионностойкого, покрытия, нанесения, многослойного
Текст:
...например тепловых электронагревателей либо теплоизлучающих ламп. В процессе ионной бомбардировки обрабатываемая поверхность изделия подвергается не только ионной очистке, но и интенсивному разогреву. В дальнейшем при переходе к этапу конденсации покрытия наблюдается уменьшение температуры в системе изделиепокрытие, что обусловлено, с одной стороны, снижением энергии частиц, взаимодействующих с поверхностью конденсации, а с другой -...
Способ формирования износостойкого покрытия
Номер патента: 17832
Опубликовано: 30.12.2013
Авторы: Леванцевич Михаил Александрович, Басинюк Владимир Леонидович, Камко Александр Иванович, Белоцерковский Марат Артемович
МПК: C23C 4/12
Метки: способ, формирования, износостойкого, покрытия
Текст:
...сплава, ее распыление газовым потоком с образованием струи частиц, их осаждение в виде слоя на деталь, механическую обработку и микродуговое оксидирование слоя, согласно изобретению, нагрев до плавления и распыление проволоки осуществляют одним газовым потоком, образованным продуктами сгорания пропановоздушной смеси при объемном соотношении воздуха и пропана (16-20)1. Использование одного газового потока, образованного продуктами сгорания...
Предыдущий патент: Электролит для химического осаждения композиционного покрытия никель-фосфор-фторопласт (варианты)
Следующий патент: Самоходный полевой измельчитель
Случайный патент: Состав для электромагнитной наплавки