Печь для формирования покрытия на металлическом изделии с нанесённым слоем порошкового полимера
Номер патента: 17614
Опубликовано: 30.10.2013
Авторы: Коклеев Валерий Иванович, Кудян Сергей Георгиевич, Ляпунов Александр Иосифович
Текст
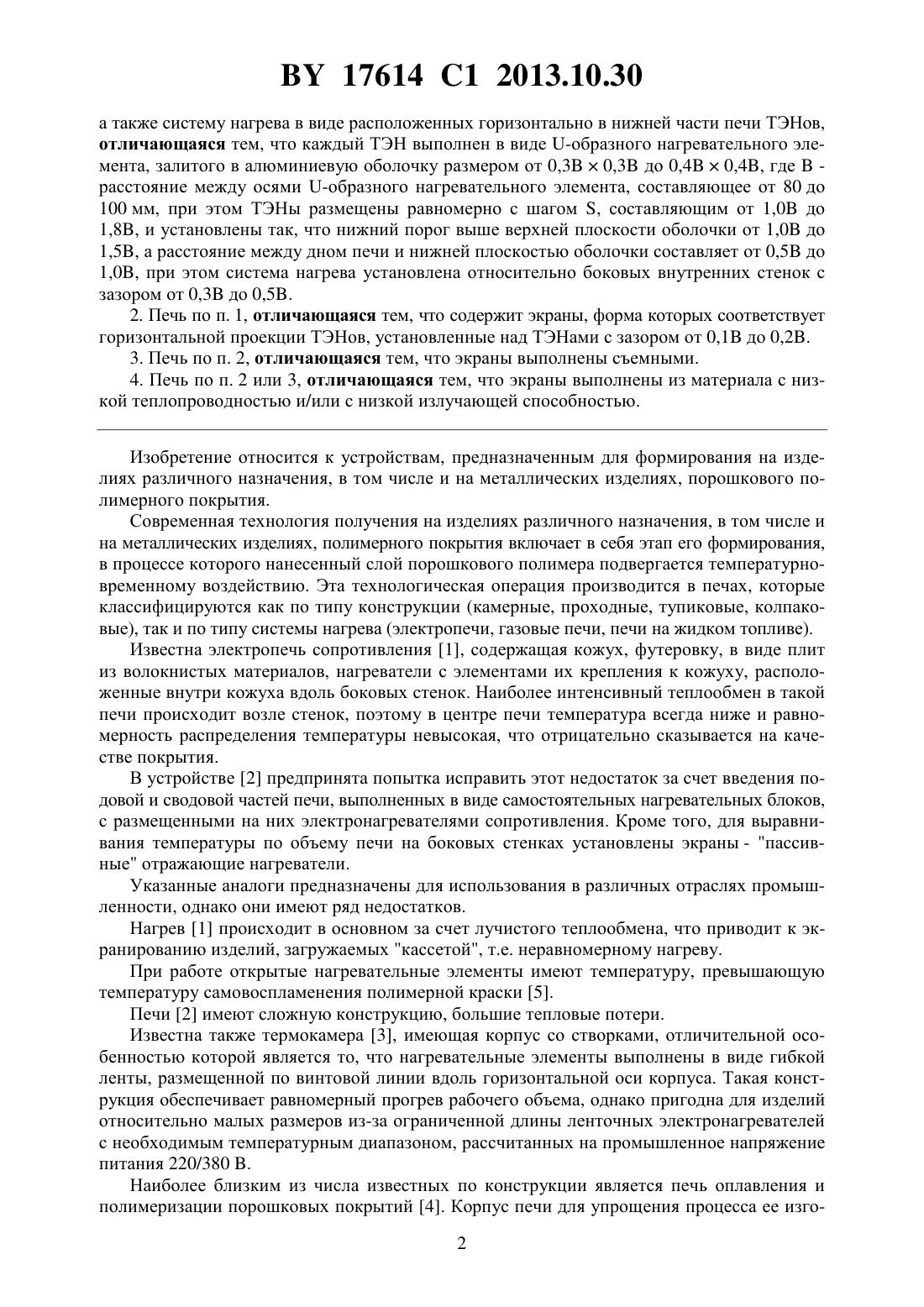
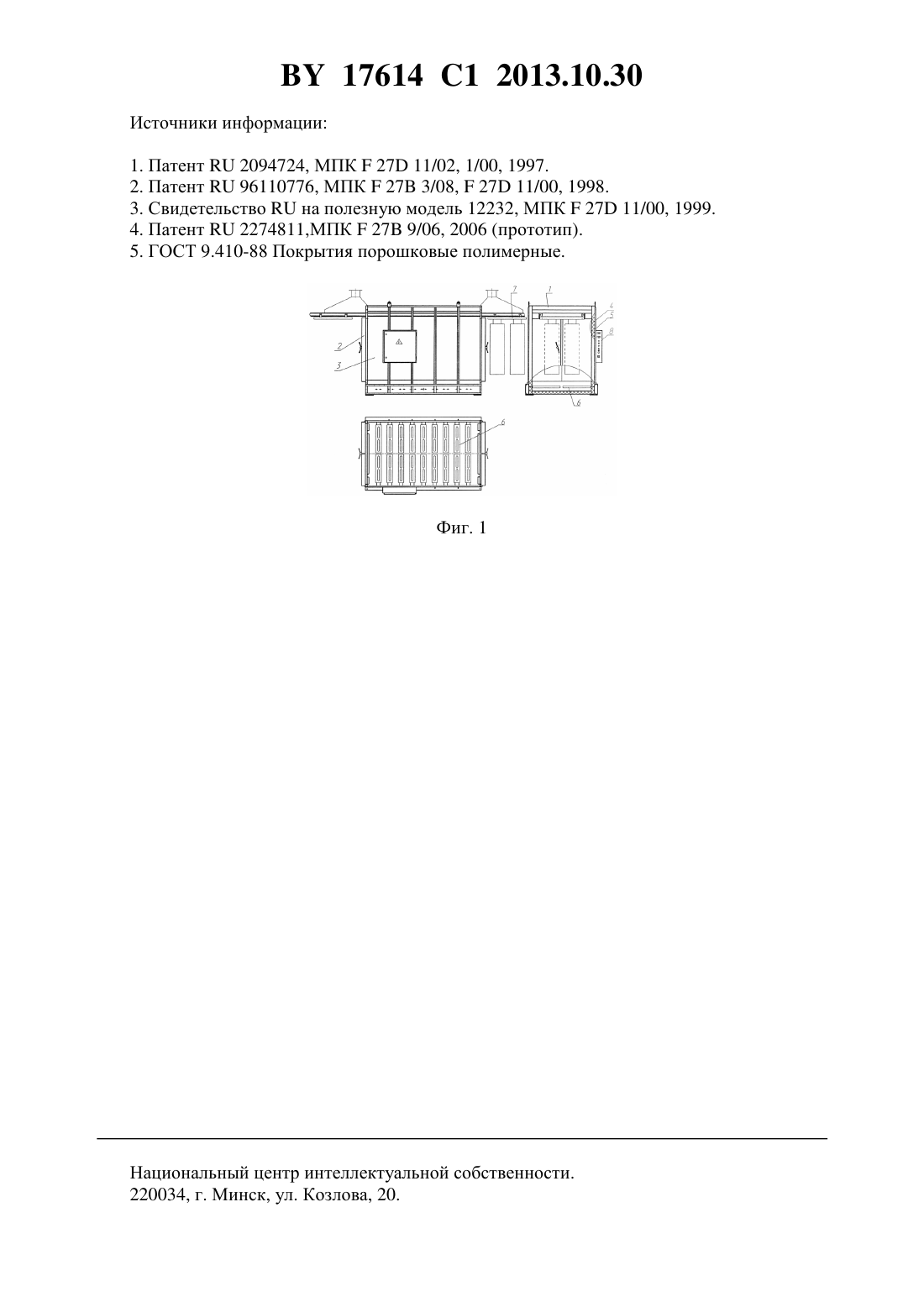
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПЕЧЬ ДЛЯ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОМ ИЗДЕЛИИ С НАНЕСЕННЫМ СЛОЕМ ПОРОШКОВОГО ПОЛИМЕРА(71) Заявитель Республиканское унитарное предприятие Специальное конструкторско-технологическое бюро Металлополимер(72) Авторы Кудян Сергей Георгиевич Коклеев Валерий Иванович Ляпунов Александр Иосифович(73) Патентообладатель Республиканское унитарное предприятие Специальное конструкторско-технологическое бюро Металлополимер(57) 1. Печь для формирования покрытия на металлическом изделии с нанесенным слоем порошкового полимера, содержащая каркас, включающий боковые стенки и торцевые стенки,в которых выполнены два дверных проема с порогами и установлены две двери наружную и внутреннюю обшивы с размещенным между ними теплоизоляционным материалом, Фиг. 2 17614 1 2013.10.30 а также систему нагрева в виде расположенных горизонтально в нижней части печи ТЭНов,отличающаяся тем, что каждый ТЭН выполнен в виде -образного нагревательного элемента, залитого в алюминиевую оболочку размером от 0,30,3 до 0,40,4, гдерасстояние между осями -образного нагревательного элемента, составляющее от 80 до 100 мм, при этом ТЭНы размещены равномерно с шагом , составляющим от 1,0 до 1,8, и установлены так, что нижний порог выше верхней плоскости оболочки от 1,0 до 1,5, а расстояние между дном печи и нижней плоскостью оболочки составляет от 0,5 до 1,0, при этом система нагрева установлена относительно боковых внутренних стенок с зазором от 0,3 до 0,5. 2. Печь по п. 1, отличающаяся тем, что содержит экраны, форма которых соответствует горизонтальной проекции ТЭНов, установленные над ТЭНами с зазором от 0,1 до 0,2. 3. Печь по п. 2, отличающаяся тем, что экраны выполнены съемными. 4. Печь по п. 2 или 3, отличающаяся тем, что экраны выполнены из материала с низкой теплопроводностью и/или с низкой излучающей способностью. Изобретение относится к устройствам, предназначенным для формирования на изделиях различного назначения, в том числе и на металлических изделиях, порошкового полимерного покрытия. Современная технология получения на изделиях различного назначения, в том числе и на металлических изделиях, полимерного покрытия включает в себя этап его формирования,в процессе которого нанесенный слой порошкового полимера подвергается температурновременному воздействию. Эта технологическая операция производится в печах, которые классифицируются как по типу конструкции (камерные, проходные, тупиковые, колпаковые), так и по типу системы нагрева (электропечи, газовые печи, печи на жидком топливе). Известна электропечь сопротивления 1, содержащая кожух, футеровку, в виде плит из волокнистых материалов, нагреватели с элементами их крепления к кожуху, расположенные внутри кожуха вдоль боковых стенок. Наиболее интенсивный теплообмен в такой печи происходит возле стенок, поэтому в центре печи температура всегда ниже и равномерность распределения температуры невысокая, что отрицательно сказывается на качестве покрытия. В устройстве 2 предпринята попытка исправить этот недостаток за счет введения подовой и сводовой частей печи, выполненных в виде самостоятельных нагревательных блоков,с размещенными на них электронагревателями сопротивления. Кроме того, для выравнивания температуры по объему печи на боковых стенках установлены экраны - пассивные отражающие нагреватели. Указанные аналоги предназначены для использования в различных отраслях промышленности, однако они имеют ряд недостатков. Нагрев 1 происходит в основном за счет лучистого теплообмена, что приводит к экранированию изделий, загружаемых кассетой, т.е. неравномерному нагреву. При работе открытые нагревательные элементы имеют температуру, превышающую температуру самовоспламенения полимерной краски 5. Печи 2 имеют сложную конструкцию, большие тепловые потери. Известна также термокамера 3, имеющая корпус со створками, отличительной особенностью которой является то, что нагревательные элементы выполнены в виде гибкой ленты, размещенной по винтовой линии вдоль горизонтальной оси корпуса. Такая конструкция обеспечивает равномерный прогрев рабочего объема, однако пригодна для изделий относительно малых размеров из-за ограниченной длины ленточных электронагревателей с необходимым температурным диапазоном, рассчитанных на промышленное напряжение питания 220/380 . Наиболее близким из числа известных по конструкции является печь оплавления и полимеризации порошковых покрытий 4. Корпус печи для упрощения процесса ее изго 2 17614 1 2013.10.30 товления, сборки, транспортировки, установки в рабочее положение и эксплуатации изготовлен из состыкованных секций, выполненных из сэндвич-панелей. Система нагрева состоит из электронагревателя. Электронагреватель содержит силовой каркас, выполненный из стальных пластин и прямоугольных металлических трубок, изготовленных с отверстиями для размещения в них выполненных в виде трубок, поддерживающих спирали,стержней. Система циркуляции и вентиляции выполнена в виде центробежного вентилятора. Центробежный вентилятор содержит корпус, состоящий из основной обечайки, рабочее колесо, входной патрубок с коллектором и выходное отверстие, а также дополнительную обечайку корпуса, выполненную с образованием дополнительного выходного отверстия,причем центробежный вентилятор снабжен регулировочным клапаном. Однако указанный прототип имеет следующие недостатки для улучшения равномерности распределения температуры и системы циркуляции используется центробежный вентилятор, что ведет к усложнению конструкции и затрудняет техническое обслуживание печи требуются дополнительные затраты энергии на привод вентилятора при принудительной конвекции существуют дополнительные затраты энергии на обогрев воздуховодов, вентиляторов и других вспомогательных элементов, не входящих в рабочий объем печи. Цель изобретения - получение качественного покрытия, улучшение равномерности распределения температуры по объему печи и упрощение конструкции. Указанная цель достигается тем, что в печи для формирования покрытия на металлическом изделии с нанесенным слоем порошкового полимера, содержащей каркас, включающий боковые стенки и торцевые стенки, в которых выполнены два дверных проема с порогами и установлены две двери наружную и внутреннюю обшивы с размещенным между ними теплоизоляционным материалом, а также систему нагрева в виде расположенных горизонтально в нижней части печи ТЭНов, каждый ТЭН выполнен в виде-образного нагревательного элемента, залитого в алюминиевую оболочку размером от 0,30,3 до 0,40,4, где- расстояние между осями -образного нагревательного элемента, составляющее от 80 мм до 100 мм, при этом ТЭНы размещены равномерно с шагом , составляющим от 1,0 до 1,8, и установлены так, что нижний порог выше верхней плоскости оболочки от 1,0 до 1,5, а расстояние между дном печи и нижней плоскостью оболочки составляет от 0,5 до 1,0, при этом система нагрева установлена относительно боковых внутренних стенок с зазором от 0,3 до 0,5. Шаг размещения ТЭНов, составляющий от 1,0 до 1,8, позволяет равномерно распределить восходящие тепловые потоки от ТЭНов по всей длине печи. Размеры в поперечном сечении оболочки заливки ТЭНов от 0,30,3 до 0,40,4 обеспечивают большую площадь теплоотдачи ТЭНов и снижают температуру их поверхности до безопасной величины (2/3 от температуры самовоспламенения порошковой краски) 5. Сущность изобретения поясняется фигурами фиг. 1 - общий вид печи формирования покрытия на металлическом изделии с нанесенным слоем порошкового полимера в трех проекциях, где 1 - каркас, 2 - двери, 3 - наружная обшива, 4 - внутренняя обшива, 5 - теплоизоляционный материал, 6 - система нагрева, 7 - верхний транспортный путь с тележками для подвески изделий и вытяжными зонтами, 8 - встроенный пульт управления. На фиг. 2 показаны элементы системы нагрева печи с шагом ТЭНов и их расположение. Каркас 1 выполнен сварным из стандартного проката. Система нагрева 6 имеет электронагревательные элементы ТЭНы, расположенные горизонтально равномерно над дном печи с шагом , равным от 1,0 до 1,8, где- расстояние между осями ТЭНов, и установленные в клеммной коробке. Каждый ТЭН выполнен в виде -образного нагревательного элемента, залитого в алюминиевую оболочку размером от 0,30,3 до 0,40,4,где- расстояние между осями -образного нагревательного элемента, составляющее от 3 17614 1 2013.10.30 80 до 100 мм. Хвостовики ТЭНов закреплены в уплотненных муфтах клеммной коробки. Питание к нагревательным элементам подведено проводами через окно от пульта управления 8. Контроль температуры воздуха осуществляется с помощью термопреобразователя, размещенного в верхней части. Температура нагревательных элементов контролируется с помощью термопреобразователя. Термопреобразователь закреплен в муфте с уплотнением. Теплоизоляция печи образована наружными 3 и внутренними 4 панелями (обшивами) из тонколистовой стали,пространство между которыми заполнено матами из базальтового волокна. Внутренние панели подвешены к каркасу 1 печи с возможностью теплового расширения и с минимальными тепловыми контактами в точках подвески. Двери 2 установлены с двух торцов печи и позволяют производить двустороннюю загрузку-разгрузку печи. Дверь 2 имеет сварной каркас с теплоизоляцией 5 из базальтового волокна, размещенного между панелями из тонколистовой стали. По периметру двери 2 установлено уплотнение. Каждая дверь 2 имеет петли, допускающие регулировку. Замок двери 2 штыревой двусторонний с кривошипно-рычажным механизмом перемещения штырей. Транспортный путь 7 выполнен из двух балок и подвешивается на проушинах с пальцами со стороны двери 2 на кронштейны, прикрепленные к каркасу 1 печи. Конструкция допускает продольную тепловую деформацию балок. Вытяжные зонты монтируются на путях над дверями 2 и предназначены для улавливания и удаления летучих продуктов, выделяющихся в процессе термообработки изделий с порошковым полимерным покрытием. Две грузовые тележки,расположенные по разные стороны печи, позволяют осуществлять поочередную загрузку изделий, обеспечивая тем самым непрерывную работу без простоя печи. Пульт управления 8 выполнен в виде шкафа, внутри которого закреплена панель с элементами электрооборудования, обеспечивающими необходимые температурно-временные режимы формирования покрытия. Печь для формирования покрытия на металлическом изделии с нанесенным слоем порошкового полимера работает следующим образом. Изделия с нанесенным слоем порошковой краски подвешиваются на грузовой тележке и заводятся в предварительно прогретую печь через дверной проем каркаса при открытой двери 2, после чего дверь 2 закрывают. В первые минуты термообработки происходит наиболее интенсивный теплообмен за счет большой разности температур изделий и нагретой печи (ее стенок, залитых ТЭНов и воздуха). Горячие восходящие потоки воздуха начинают интенсивно поступать в зону низкого давления, которая образуется вокруг холодных изделий. Воздух, отдавший тепло, вытесняется новой порцией более горячего воздуха и посредством пристеночных течений возвращается в нижнюю часть печи, затем отражается от дна и вновь поступает в зону нагретых ТЭНов, образуя замкнутые циркуляционные потоки. Для того, чтобы обеспечить правильную работу пристеночных течений система нагрева 6 установлена относительно боковых внутренних стенок с зазором от 0,3 до 0,5, а расстояние между дном печи и нижней плоскостью оболочки составляет от 0,5 до 1,0. В предлагаемом решении система нагрева 6 частично отдает лучистую энергию, что может привести к перегреву нижней кромки изделий. Для уменьшения этого влияния необходимо соблюдать минимально необходимое расстояние между ТЭНами и нижней кромкой изделий, поэтому нижний порог дверного проема каркаса печи расположен выше верхней плоскости оболочки от 1,0 до 1,5. Кроме того, для этой же цели над ТЭНами установлены экраны с зазором от 0,1 до 0,2 из тонкой оцинкованной стали, имеющие форму, соответствующую горизонтальной проекции оболочки ТЭНов, причем они могут быть съемными для упрощения их очистки или замены. Экраны также могут быть выполнены из материала с низкой теплопроводностью и/или низкой излучающей способностью. 17614 1 2013.10.30 Источники информации 1. Патент 2094724, МПК 27 11/02, 1/00, 1997. 2. Патент 96110776, МПК 27 3/08,27 11/00, 1998. 3. Свидетельствона полезную модель 12232, МПК 27 11/00, 1999. 4. Патент 2274811,МПК 27 9/06, 2006 (прототип). 5. ГОСТ 9.410-88 Покрытия порошковые полимерные. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: F27D 11/00, F27B 9/06
Метки: порошкового, изделии, полимера, слоем, металлическом, покрытия, нанесённым, формирования, печь
Код ссылки
<a href="https://by.patents.su/5-17614-pech-dlya-formirovaniya-pokrytiya-na-metallicheskom-izdelii-s-nanesyonnym-sloem-poroshkovogo-polimera.html" rel="bookmark" title="База патентов Беларуси">Печь для формирования покрытия на металлическом изделии с нанесённым слоем порошкового полимера</a>
Способ выполнения защитно-декоративного покрытия на асбестоцементном изделии
Номер патента: 16570
Опубликовано: 30.12.2012
Авторы: Бочков Геннадий Викторович, Дудыко Николай Николаевич, Сиваченко Леонид Александрович
МПК: E04C 2/04
Метки: изделии, способ, защитно-декоративного, асбестоцементном, выполнения, покрытия
Текст:
...является снижение энергоемкости выполнения и удешевление стоимости защитно-декоративного покрытия. Поставленная задача достигается тем, что по способу выполнения защитно-декоративного покрытия на асбестоцементных изделиях, включающему операции подготовки клеевого состава и декоративной насыпки и последующего их нанесения на асбестоцементное основание, согласно изобретению, защитно-декоративное покрытие выполняют путем...
Способ получения покрытия на изделии из железоуглеродистого сплава
Номер патента: 12054
Опубликовано: 30.06.2009
Авторы: Кардаполова Маргарита Анатольевна, Ярошевич Владимир Кириллович, Авсиевич Андрей Михайлович, Девойно Юрий Олегович
МПК: C23C 4/18
Метки: железоуглеродистого, сплава, покрытия, изделии, способ, получения
Текст:
...луча) слою высокохромистого чугуна ИЧХ 28 Н 2,что снижает интенсивность окислительных процессов и выгорания содержащегося в нем графита. Это позволяет снизить уровень пористости. Растворение никеля в ИЧХ 28 Н 2,кроме того, увеличивает пластичность металлической матрицы. Лазерный переплав на глубину, равную 1,11,3 от требуемой толщины покрытия,обеспечивает формирование покрытия, монолитно соединенного с материалом основы. Напыление...
Способ нанесения покрытия порошком термопластичного полимера
Номер патента: 8528
Опубликовано: 30.10.2006
Авторы: Голопятин Александр Владимирович, Белоцерковский Марат Артемович, Гоман Аркадий Михайлович, Леванцевич Михаил Александрович
Метки: порошком, покрытия, полимера, термопластичного, способ, нанесения
Текст:
...углерода в виде копоти. Верхний предел содержания воздуха в смеси, образующей окислительное пламя, составляет 32 объема воздуха на 1 объем пропана. Последующее увеличение содержания окислителя приводит к отрыву пламени, хлопкам, прекращению горения. Протекание процесса нанесения покрытий с качеством и производительностью, максимально возможной при заданной плотности теплового потока факела пламени, обеспечивается не только правильным...
Способ и устройство для нанесения порошкового покрытия

Номер патента: 16943
Опубликовано: 30.04.2013
Авторы: Юркевич Сергей Николаевич, Яснов Виктор Владимирович
МПК: C23C 24/04
Метки: устройство, нанесения, способ, покрытия, порошкового
Текст:
...соединенный газопроводом с узлом подогрева, смесительную камеру, соединенную с порошковым дозаторомпитателем и с ускоряющим соплом. Данный аналог наиболее близкий, т.е. прототип. В данном способе и устройстве для разгона порошка используется прямолинейное сопло большой длины для придания частицам необходимой скорости, что делает процесс получения покрытий на внутренних и труднодоступных поверхностях зачастую невозможным. Технической задачей,...
Способ формирования на детали покрытия с триботехническими свойствами
Номер патента: 16083
Опубликовано: 30.06.2012
Авторы: Андреев Михаил Анатольевич, Мойсейчик Анатолий Николаевич, Маркова Людмила Владимировна
МПК: C23C 14/06
Метки: триботехническими, покрытия, детали, формирования, способ, свойствами
Текст:
...подлежащая обработке. Например, если деталь изготовлена из титанового сплава, то основу порошковой мишени составляет титан или его сплав, если из бронзы - то бронза, если сталь, содержащая большое количество никеля или хрома, то основой являются никель или хром и т.п. Таким образом, реализуется высокая адгезия покрытия с триботехническими свойствами к поверхности детали, что обеспечивает ее длительную эксплуатацию. Сущность способа...
Предыдущий патент: Способ хирургического лечения несостоятельности пищеводно-желудочного анастомоза
Следующий патент: Способ отбора семян рапса для селекции
Случайный патент: Устройство для демонтажа ведущих поясков артиллерийских снарядов