Способ импульсного магнитного контроля температуры термообработки ферромагнитного изделия
Номер патента: 13238
Опубликовано: 30.06.2010
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
Текст
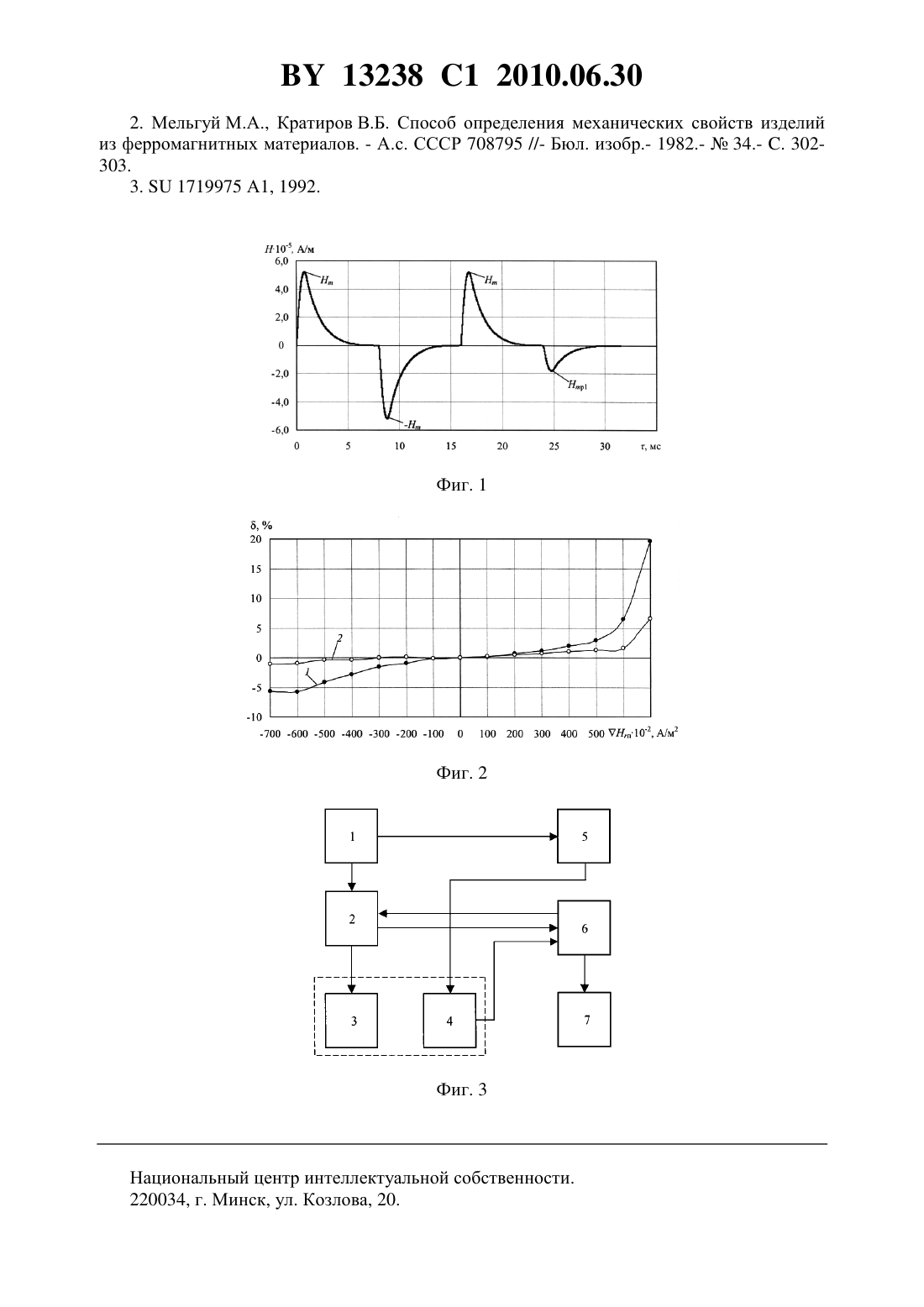
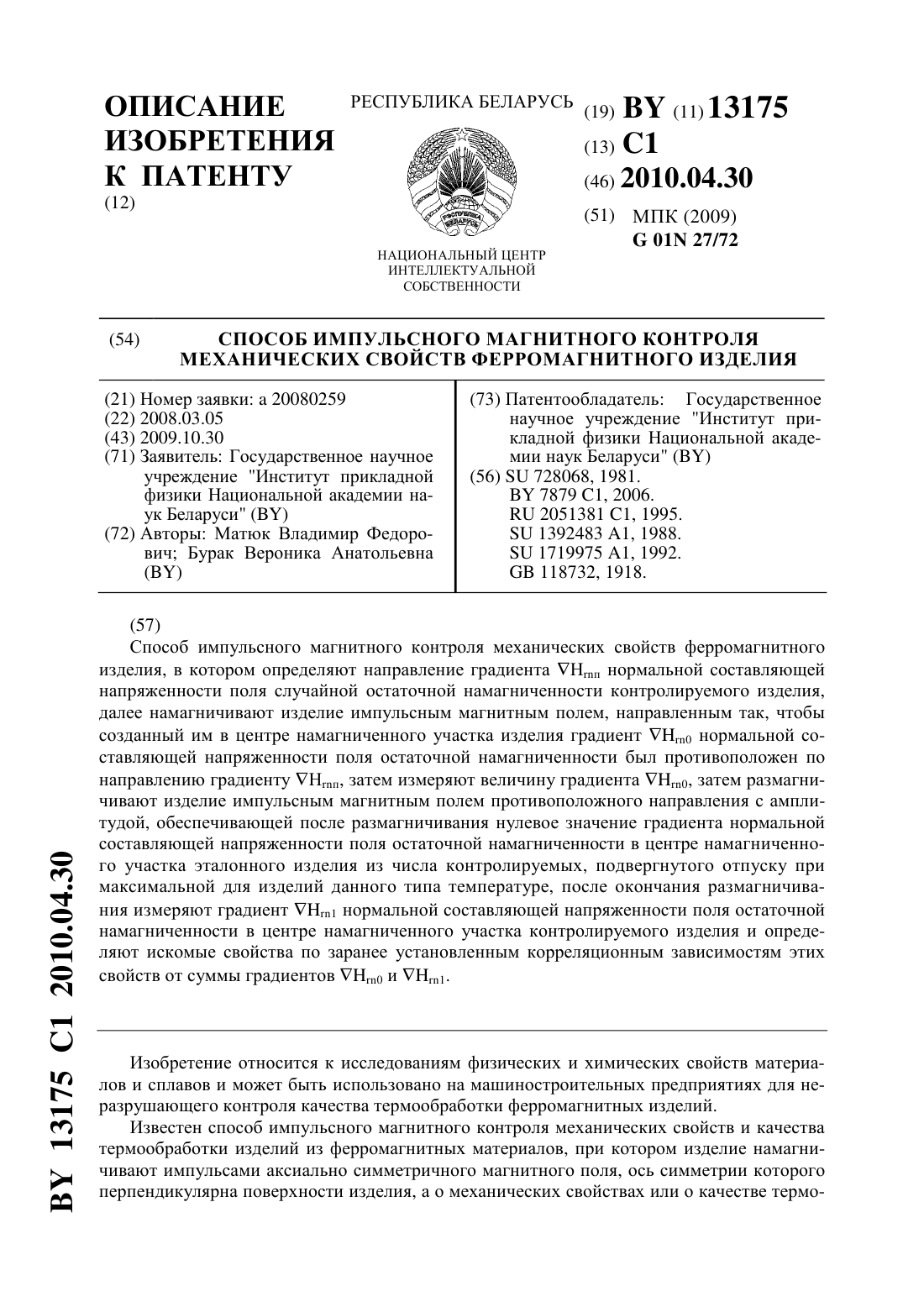
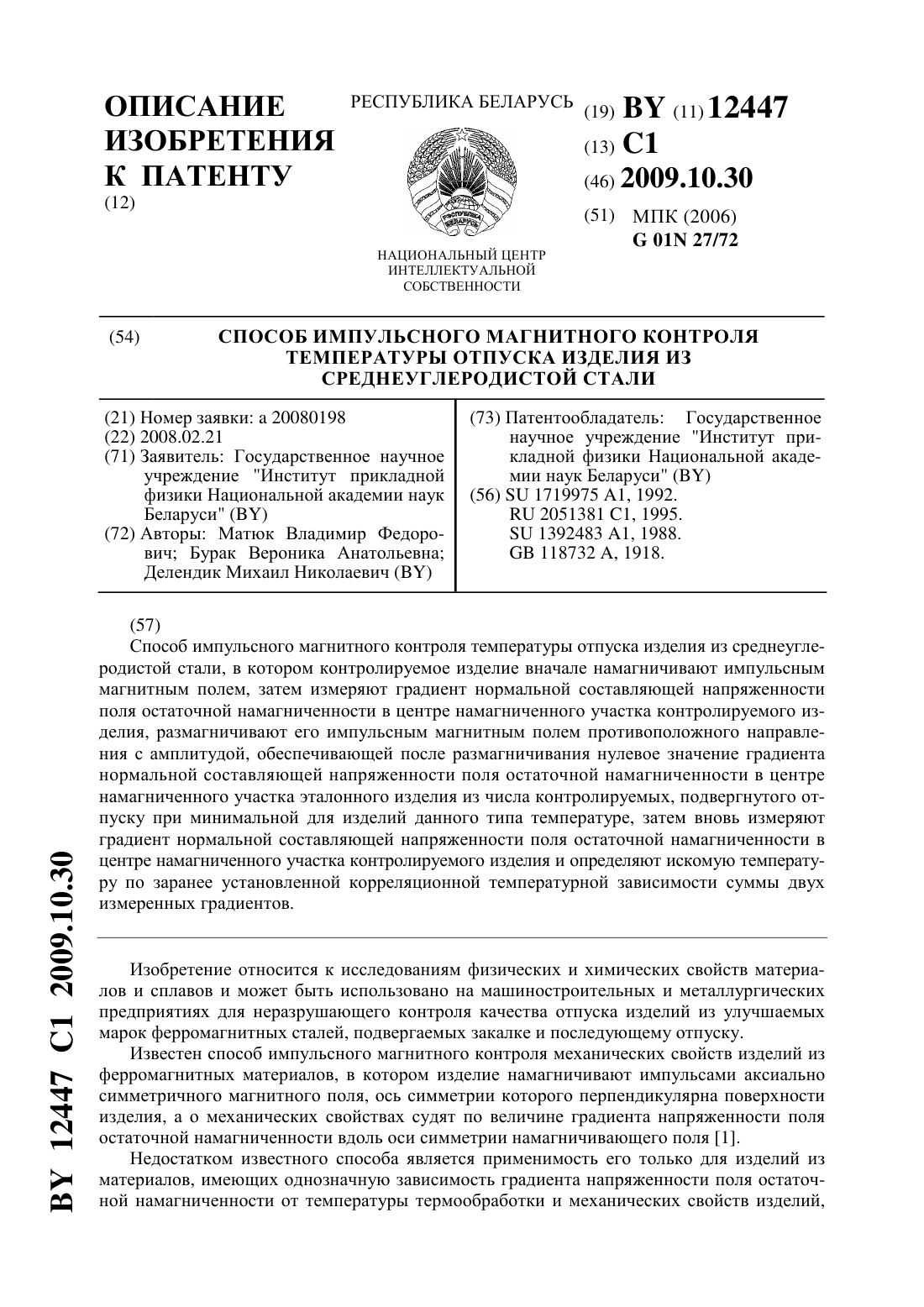
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ТЕРМООБРАБОТКИ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Бурак Вероника Анатольевна(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ импульсного магнитного контроля температуры термообработки ферромагнитного изделия, в котором определяют направление градиента Нп нормальной составляющей напряженности поля случайной остаточной намагниченности контролируемого изделия, проводят магнитную подготовку изделия серией из двух разнонаправленных импульсов с амплитудой , направление первого из которых выбирают таким, чтобы создаваемый им на изделии градиент нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п, затем намагничивают изделие импульсным магнитным полем с амплитудойтого же направления, что и у первого импульса подготовки, измеряют градиент Н 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают изделие импульсным магнитным полем противоположного направления с амплитудой 1, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых,подвергнутого отпуску при максимальной для изделий данного типа температуре, после окончания размагничивания измеряют градиент 1 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, и определяют искомую температуру по заранее установленной температурной зависимости суммы градиентов Н 0 и Н 1. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных и металлургических 13238 1 2010.06.30 предприятиях для неразрушающего контроля качества термообработки ферромагнитных изделий. Известен способ импульсного магнитного контроля механических свойств и качества термообработки изделий из ферромагнитных материалов, при котором изделие намагничивают импульсами аксиально симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности изделия, а о механических свойствах или о качестве термообработки судят по величине градиента напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля 1. Недостатком известного способа является влияние магнитной предыстории изделия(уровня случайной намагниченности до начала контроля) на результаты контроля температуры термообработки ферромагнитных изделий. Известен также способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии сначала увеличивают, а затем уменьшают до минимально возможной величины, после чего измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности над центром намагниченного участка, по величине которого судят о механических свойствах изделия 2. Недостатком известного способа является влияние магнитной предыстории изделия(уровня случайной намагниченности до начала контроля) на результаты контроля температуры термообработки ферромагнитных изделий. Наиболее близким по технической сущности к настоящему изобретению является способ контроля механических свойств изделий из ферромагнитных материалов, при котором на изделие воздействуют импульсным аксиально симметричным магнитным полем одного направления, амплитуда которого превышает коэрцитивную силу изделия, а ось направлена перпендикулярно к его поверхности, затем импульсным магнитным полем противоположного направления с амплитудой, недостаточной для перемагничивания изделия, и измеряют после окончания воздействия последнего градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, по величине которого судят о механических свойствах изделия 3. Недостатком известного способа является влияние магнитной предыстории изделия(уровня случайной намагниченности до начала контроля) на результаты контроля температуры термообработки ферромагнитных изделий. Технической задачей настоящего изобретения является снижение влияния магнитной предыстории изделия на результаты контроля температуры его термообработки. Сущность изобретения заключается в том, что определяют направление градиента п нормальной составляющей напряженности поля случайной остаточной намагниченности контролируемого изделия, проводят магнитную подготовку изделия серией из двух разнонаправленных импульсов с амплитудой , направление первого из которых выбирают таким, чтобы создаваемый им на изделии градиент нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п, затем намагничивают изделие импульсным магнитным полем с амплитудойтого же направления, что и у первого импульса подготовки, измеряют градиент 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают изделие импульсным магнитным полем противоположного направления с амплитудой 1, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при максимальной для изделий данного типа температуре, после окончания размагничивания измеряют градиент 1 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного 2 13238 1 2010.06.30 участка, и определяют искомую температуру по заранее установленной температурной зависимости суммы градиентов 0 и 1. В отличие от прототипа по заявляемому изобретению дополнительно определяют направление градиента п нормальной составляющей напряженности поля случайной остаточной намагниченности контролируемого изделия, проводят магнитную подготовку изделия серией из двух разнонаправленных импульсов с амплитудой , направление первого из которых выбирают таким, чтобы создаваемый им на изделии градиент нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п, измеряют градиент 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают изделие импульсным магнитным полем противоположного направления с амплитудой 1, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых,подвергнутого отпуску при максимальной для изделий данного типа температуре, а искомую температуру определяют по заранее установленной температурной зависимости суммы градиентов 0 и 1. Это позволяет снизить влияние магнитной предыстории изделия на результаты контроля температуры термообработки ферромагнитных изделий за счет проведения магнитной подготовки серией из двух импульсов с амплитудойразного направления и выбора направления первого импульса в серии и направления намагничивающего импульса такими, чтобы создаваемые ими на изделии градиенты 0 нормальной составляющей напряженности поля остаточной намагниченности были противоположны по направлению градиенту п нормальной составляющей напряженности поля случайной остаточной намагниченности изделия. На фиг. 1 показана последовательность импульсов магнитного поля. На фиг. 2 показана относительная погрешностьизмерения суммы градиентов напряженности поля остаточной намагниченности закаленного при температуре 850 С образца из стали 45 после намагничивания импульсным магнитным полем амплитудой 5,2105 А/м и последующего размагничивания импульсным магнитным полем амплитудой 0,808105 А/м в зависимости от величины и направления градиента п нормальной составляющей напряженности поля остаточной намагниченности изделия до намагничивания при отсутствии магнитной подготовки (кривая 1) и при ее проведении(кривая 2). На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляют следующим образом. Определяют направление градиента п нормальной составляющей напряженности поля случайной остаточной намагниченности изделия, проводят магнитную подготовку изделия серией из двух импульсов с амплитудойразного направления и намагничивают изделие импульсным магнитным полем амплитудой , причем направление первого импульса в серии и направление намагничивающего импульса выбирают такими, чтобы создаваемые ими на изделии градиенты 0 нормальной составляющей напряженности поля остаточной намагниченности были противоположны по направлению градиенту п нормальной составляющей напряженности поля случайной остаточной намагниченности изделия, и измеряют величину градиента 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка. После этого изделие размагничивают импульсным магнитным полем противоположного намагничивающему полю направления с амплитудой 1, выбранной заранее из условия, что после размагничивания этим полем эталонного изделия из числа контролируемых, под 3 13238 1 2010.06.30 вергнутого отпуску при максимальной для изделий данного типа температуре, величина градиентанормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка изделия равна нулю. После окончания размагничивания измеряют величину градиента 1 от контролируемого изделия. Суммируют значения измеренных градиентов 01 и по величине полученной суммы и по заранее установленным зависимостям судят о температуре термообработки ферромагнитного изделия. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 3. Устройство содержит блок управления 1, программируемый генератор 2 импульсов тока, намагничивающий соленоид 3, внутри которого на его оси расположен феррозондградиентометр 4, блок 5 возбуждения феррозонда-градиентометра, измерительный блок 6 и индикатор 7. Для реализации способа включают блок 1 управления и устанавливают требуемые для контролируемого типа изделий амплитуду и длительность намагничивающегои размагничивающего 1 импульсов. Устанавливают намагничивающий соленоид 3 на поверхность испытуемого изделия (на фигуре не показано). Расположенный внутри него феррозонд-градиентометр 4, возбуждаемый блоком 5 возбуждения феррозондаградиентометра, формирует сигнал, пропорциональный градиенту п нормальной составляющей напряженности поля случайной остаточной намагниченности изделия. Этот сигнал измеряется измерительным блоком 6. Знак измеренного сигнала характеризует направление градиента п. Информация о направлении градиента п с измерительного блока 6 поступает на программируемый генератор 2 импульсов тока, которые, проходя через намагничивающий соленоид 3, создают импульсное магнитное поле, которое последовательно осуществляет магнитную подготовку, намагничивает, а затем размагничивает локальную область испытуемого изделия, причем направление этих импульсов определяется в соответствии с информацией о знаке градиента п. После намагничивания и последующего размагничивания феррозонд-градиентометр 4 формирует сигналы,пропорциональные градиентам нормальной составляющей напряженности поля остаточной намагниченности после намагничивания и после размагничивания соответственно,которые поступают на измерительный блок 6. С измерительного блока 6 сигналы, пропорциональные сумме градиентов после намагничивания и после размагничивания, поступают на индикатор 7, по показаниям которого и по заранее установленным корреляционным связям судят о температуре термообработки ферромагнитного изделия. Техническим результатом осуществления предлагаемого способа является снижение влияния магнитной предыстории изделия на результаты контроля температуры его термообработки. Так, на образцах из стали 45 после закалки при температуре 85010 С при их случайной намагниченности, характеризующейся градиентом п величиной 700102 А/м 2,проведение магнитной подготовки изделия серией из двух импульсов с амплитудойразного направления и выбор направления первого импульса в серии и направления намагничивающего импульса такими, чтобы создаваемые ими на изделии градиенты 0 нормальной составляющей напряженности поля остаточной намагниченности были противоположны по направлению градиенту п нормальной составляющей напряженности поля случайной остаточной намагниченности изделия позволяют снизить погрешность измерения с 20 до 1 . Источники информации 1. Мельгуй М.А. Магнитный контроль механических свойств сталей. - Минск Наука и техника, 1980. - С. 140-141, 151-162. 4 13238 1 2010.06.30 2. Мельгуй М.А., Кратиров В.Б. Способ определения механических свойств изделий из ферромагнитных материалов. - А.с. СССР 708795 //- Бюл. изобр.- 1982.-34.- . 302303. 3.1719975 А 1, 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01N 27/72
Метки: температуры, термообработки, ферромагнитного, импульсного, магнитного, контроля, способ, изделия
Код ссылки
<a href="https://by.patents.su/5-13238-sposob-impulsnogo-magnitnogo-kontrolya-temperatury-termoobrabotki-ferromagnitnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного контроля температуры термообработки ферромагнитного изделия</a>
Способ импульсного магнитного контроля механических свойств ферромагнитного изделия
Номер патента: 13175
Опубликовано: 30.04.2010
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: контроля, изделия, свойств, способ, импульсного, магнитного, механических, ферромагнитного
Текст:
...созданный им в центре намагниченного участка градиент 0 нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п,измеряют величину градиента 0, амплитуду импульсного магнитного поля противоположного направления устанавливают из условия, что после размагничивания обеспечивается нулевое значение градиента нормальной составляющей напряженности поля 2 13175 1 2010.04.30 остаточной...
Способ импульсного магнитного контроля температуры отпуска изделия из среднеуглеродистой стали
Номер патента: 12447
Опубликовано: 30.10.2009
Авторы: Матюк Владимир Федорович, Делендик Михаил Николаевич, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: магнитного, импульсного, температуры, стали, способ, отпуска, среднеуглеродистой, изделия, контроля
Текст:
...искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. В отличие от прототипа по заявляемому способу дополнительно измеряют величину градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия после окончания намагничивания, размагничивают его импульсным магнитным полем противоположного...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали
Номер патента: 12446
Опубликовано: 30.10.2009
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: температуры, отпуска, контроля, способ, улучшаемой, магнитного, импульсного, стали, ферромагнитной, изделия
Текст:
...участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. В отличие от прототипа по заявляемому способу размагничивание после первого намагничивания осуществляют импульсным магнитным полем с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11395
Опубликовано: 30.12.2008
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: после, окончания, контроля, магнитного, ферромагнитной, способ, стали, изделия, отпуска, температуры, улучшаемой, импульсного
Текст:
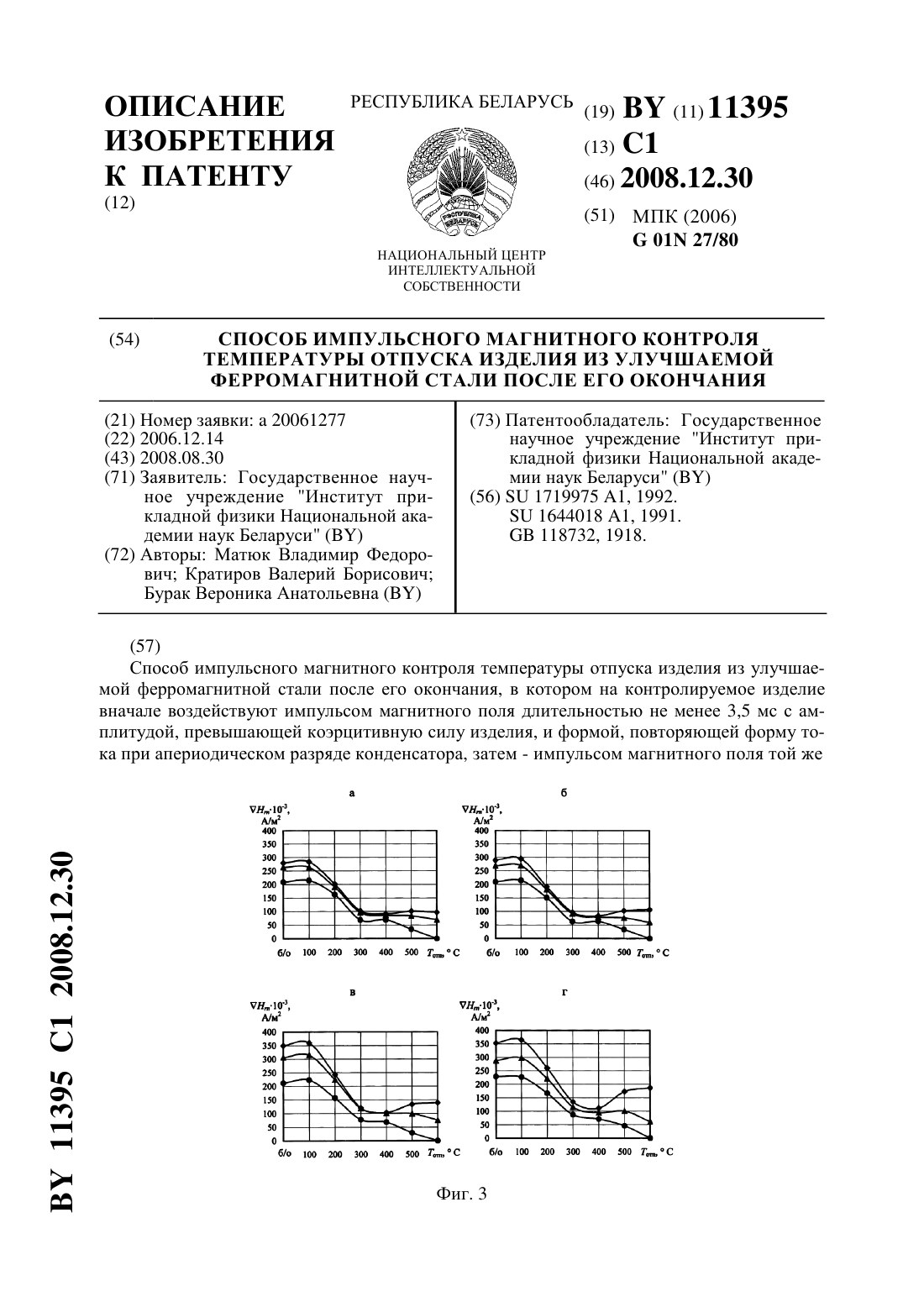
...намагниченности в центре намагниченного участка эталонного изделия, подвергнутого отпуску при максимальной для изделий испытуемого типа температуре, затем измеряют указанный градиент и определяют искомую температуру по заранее установленной корреляционной температурной зависимости измеренной величины. В отличие от прототипа импульсные магнитные поля с амплитудой соответственно Н и Нр имеют произвольную конфигурацию, их направление не привязано...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич
МПК: G01R 33/12, G01N 27/80
Метки: импульсного, материала, многопараметрового, магнитного, изделия, ферромагнитного, способ, контроля, твердости
Текст:
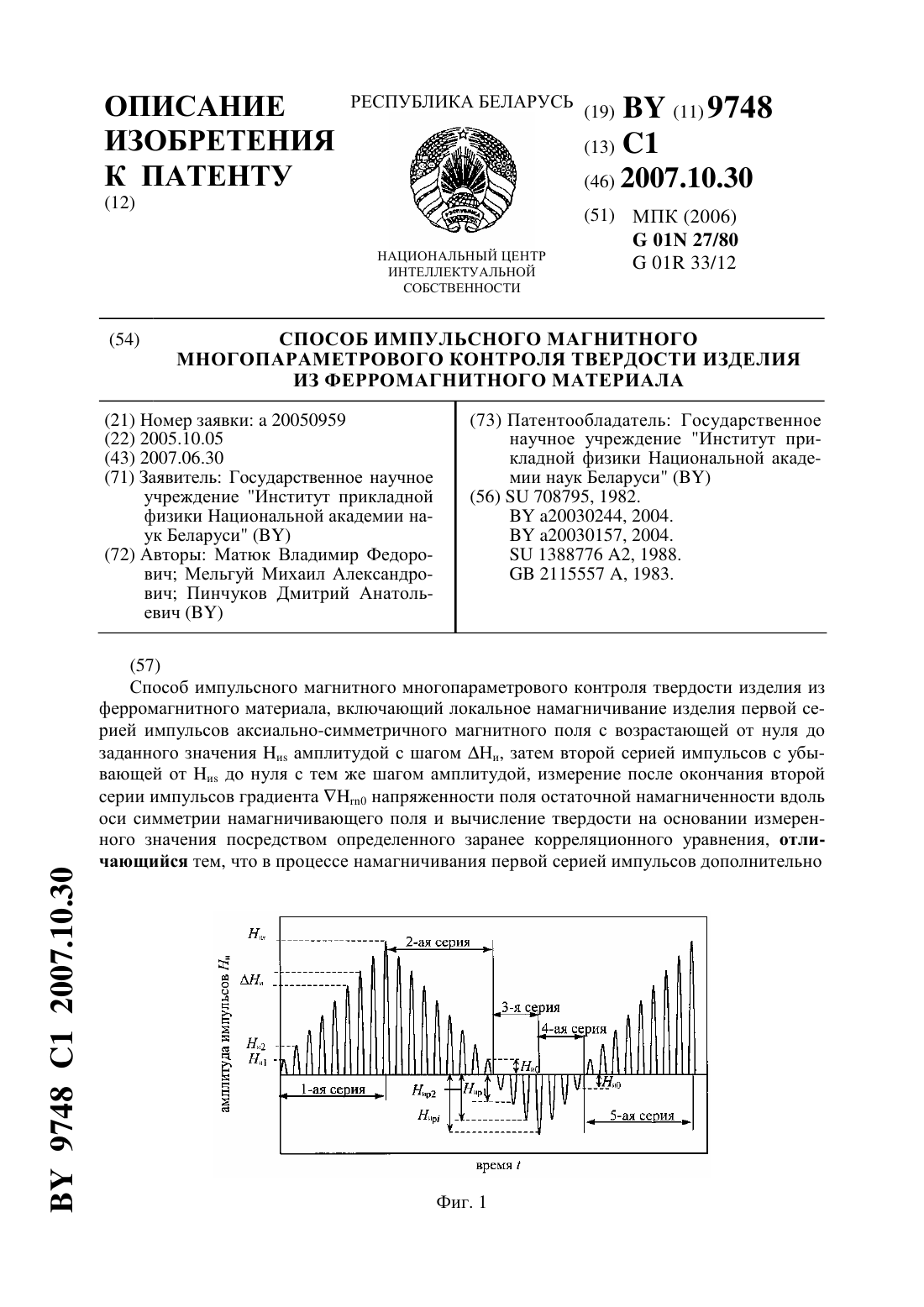
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Предыдущий патент: Способ определения степени отравления психотропным препаратом
Следующий патент: Способ пластики барабанной перепонки
Случайный патент: Прицел-прибор наведения с лазерным дальномером