Способ определения предела прочности металла
Номер патента: 11520
Опубликовано: 28.02.2009
Авторы: Качанов Игорь Владимирович, Ковалевский Виктор Николаевич, Шарий Василий Николаевич, Жук Андрей Николаевич, Исаевич Леонид Александрович
Текст
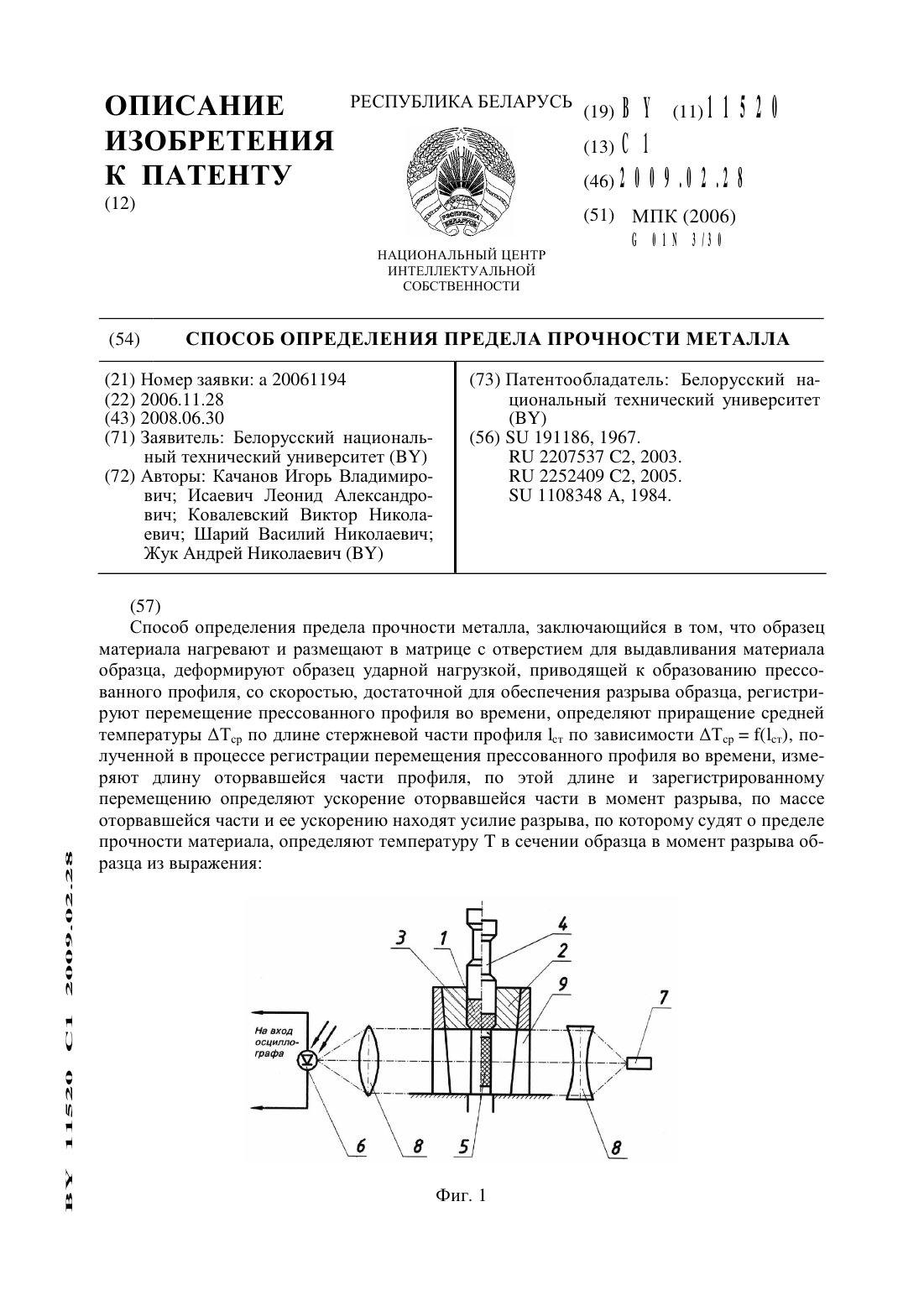
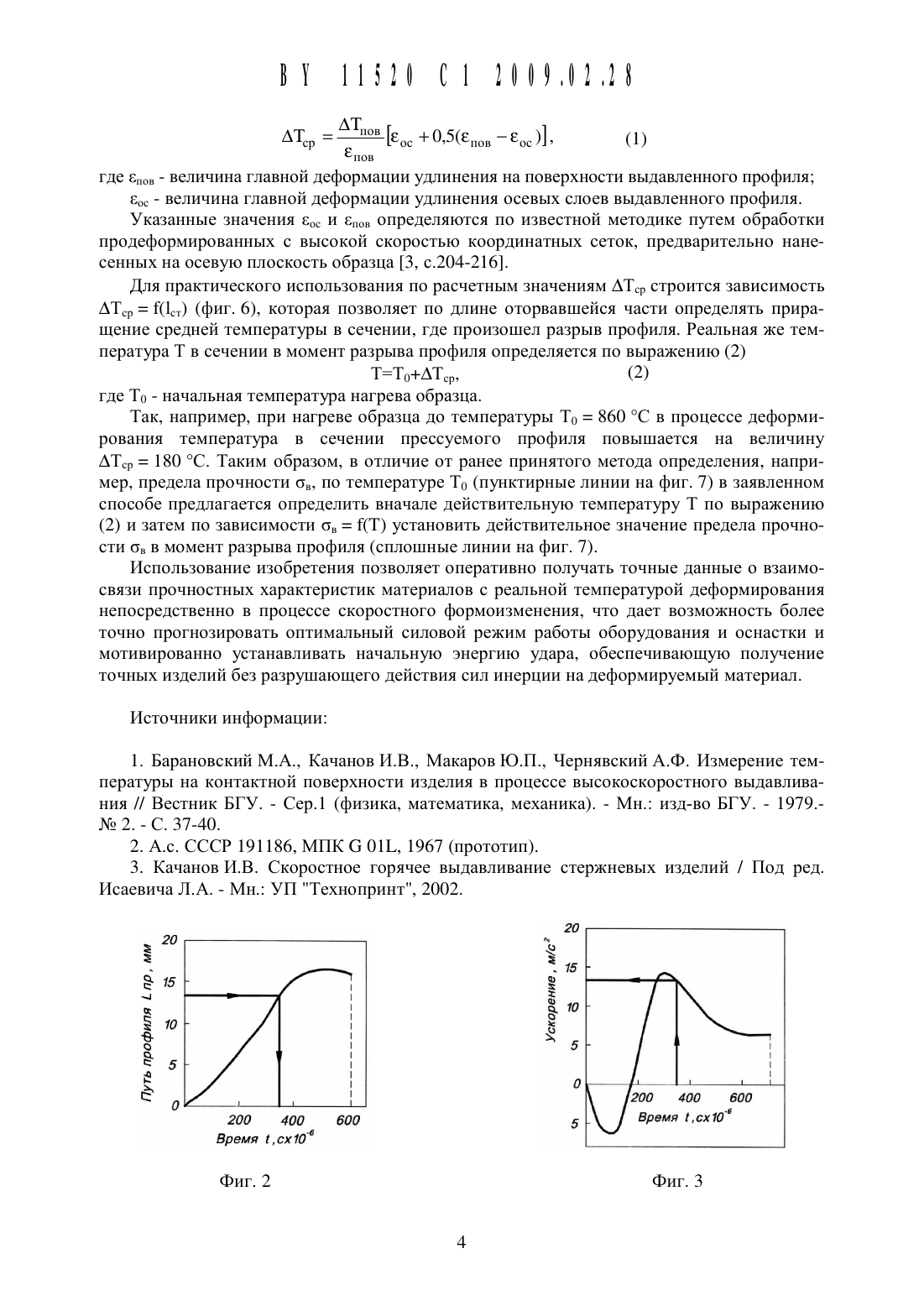
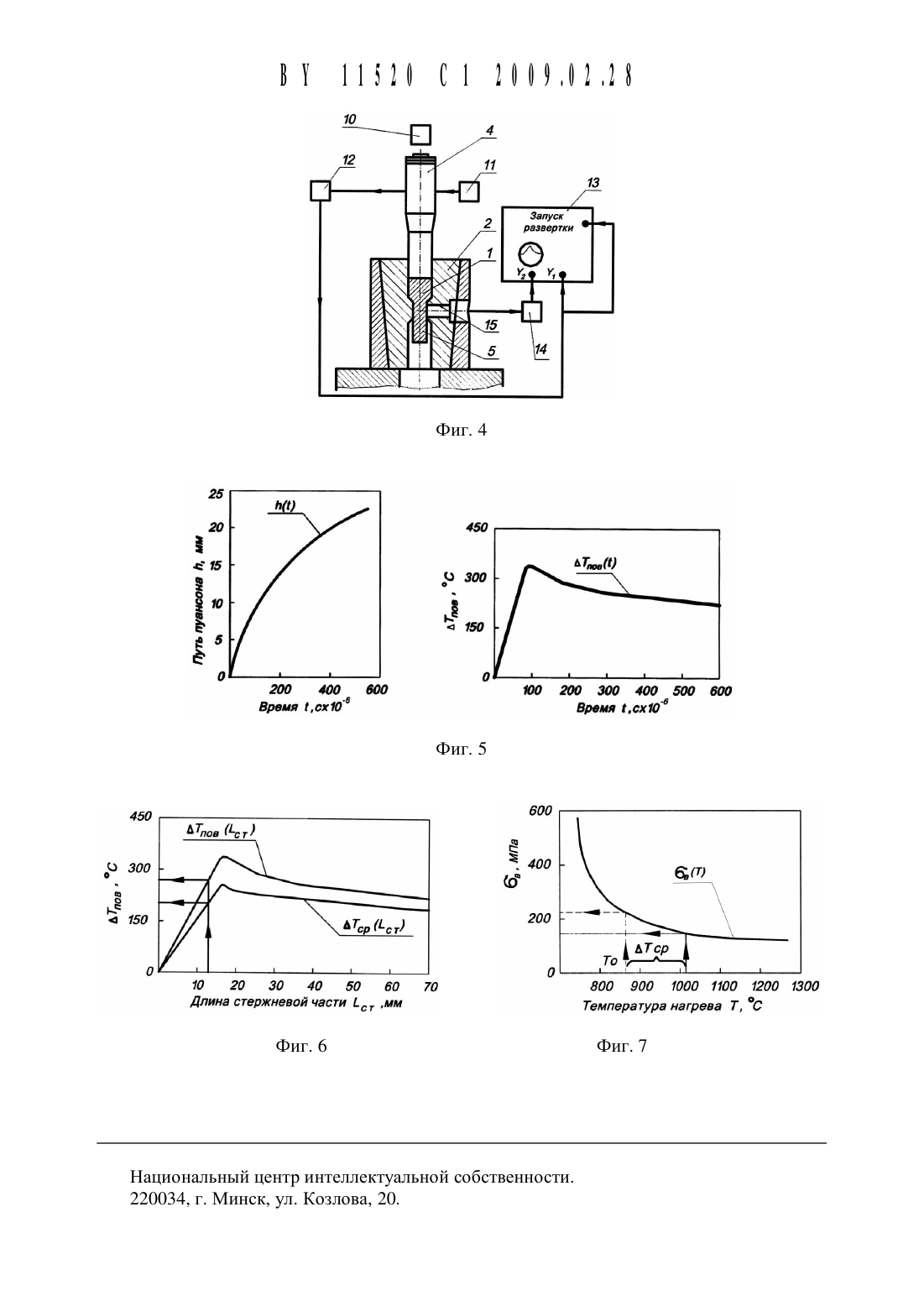
с мы 3/30 НАЦИОНАЛЬНЫИ ЦЕНСГР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА прочности МЕТАЛЛА(71) Заявитель Белорусский национальный технический университет (ВУ)(72) Авторы Качанов Игорь Владимирович Исаевич Леонид Александрович Ковалевский Виктор Николаевич Шарий Василий Николаевич Жук Андрей Николаевич (ВУ)(73) Патентообладатель Белорусский национальнь 1 й технический университетСпособ определения предела прочности металла, заключающийся в том, что образец материала нагревают и размещают в матрице с отверстием для выдавливания материала образца, деформируют образец ударной нагрузкой, приводящей к образованию прессованного профиля, со скоростью, достаточной для обеспечения разрь 1 ва образца, регистрируют перемещение прессованного профиля во времени, определяют приращение средней температуры АТср по длине стержневой части профиля 1 ст по зависимости АТср Г(1), полученной в процессе регистрации перемещения прессованного профиля во времени, измеряют длину оторвавщейся части профиля, по этой длине и зарегистрированному перемещению определяют ускорение оторвавщейся части в момент разрыва, по массе оторвавщейся части и ее ускорению находят усилие разрыва, по которому судят о пределе прочности материала, определяют температуру Т в сечении образца в момент разрыва образца из выраженияТ То АТср,где То - начальная температура нагрева образца,а действительное значение предела прочности металла 6 в момент разрыва образца определяют по зависимости св Г(Т).Изобретение относится К исследованию прочностных свойств материалов, а именно К способам определения предела прочности металла, и предназначено для определения усилия разрыва при динамическом нагружении.Известен способ определения предела прочности металла 1, согласно которому образец исследуемого материала размещают в матрице, имеющей отверстие для вь 1 давливания материала образца, деформируют образец ударной нагрузкой, приводящей К образованию прессуемого профиля, со скоростью, достаточной для обеспечения разрыва прессуемого профиля от инерционных сил, измеряют массу оторвавщейся части образца и определяют усилие разрыва.Недостатком известного способа является низкая точность измерений, так как в момент разрыва профиля не учитывается тепловой эффект от инерционной силы, кроме того,последняя воздействует на матрицу, а не на ударник, т.е. не регистрируется датчиком, размещенным на ударнике.Наиболее близким по технической сущности и достигаемому результату является способ определения предела прочности металла 2, заключающийся в том, что образец материала нагревают и размещают в матрице, имеющей отверстие для выдавливания материала образца, деформируют образец ударной нагрузкой, приводящей к образованию прессованного профиля, со скоростью, достаточной для обеспечения разрыва образца, измеряют массу оторвавщейся части образца, определяют усилие разрыва, по которому судят о пределе прочности материала.Недостатком прототипа является отсутствие учета тепловыделения при скоростном выдавливании вследствие адиабатических условий протекания процесса, что приводит к неточным данным о прочностных характеристиках материала в момент разрыва профиля.Задачей изобретения является повыщение точности определения прочностных характеристик материала в момент разрыва профиля.Поставленная задача достигается тем, что в способе определения предела прочности металла, заключающемся в том, что образец материала нагревают и размещают в матрице с отверстием для выдавливания материала образца, деформируют образец ударной нагрузкой, приводящей к образованию прессуемого профиля, со скоростью, достаточной для обеспечения разрыва образца, регистрируют перемещение прессованного профиля во времени, определяют приращение средней температуры АТС, по длине стержневой части профиля Ьст по зависимости АТсрГ(Ьст), полученной в процессе регистрации перемещения прессованного профиля во времени, измеряют длину оторвавщейся части профиля, по этой длине и зарегистрированному перемещению определяют ускорение оторвавщейся части в момент разрыва, по массе оторвавщейся части и ее ускорению находят усилие разрыва, по которому судят о пределе прочности материала, определяют температуру Т в сечении образца в момент разрыва образца из выраженияТТОАТср,где То - начальная температура нагрева образца,а действительное значение предела прочности металла св в момент разрыва образца определяют по зависимости 6 Г(Т).Определение приращения средней температуры по длине стержневой части в момент разрыва профиля приводит к повыщению точности способа, поскольку усилие разрыва в известной мере зависит от прочностных характеристик деформируемого материала.Сущность изобретения поясняется чертежами, где на фиг. 1 изображена схема регистрации кинематики стержневой части профиля, на фиг. 2 - регистрируемое перемещение профиля во времени, на фиг. 3 - зависимость ускорения профиля в процессе испытания, на фиг. 4 - схема регистрации температуры на поверхности стержневой части профиля в процессе скоростного выдавливания, на фиг. 5 - регистрируемые путь пуансона и изменение приращения температуры на поверхности профиля во времени, на фиг. 6 - изменение приращения температуры на поверхности и изменение приращения средней температуры по длине профиля, на фиг. 7 - зависимость предела прочности материала от температуры.Способ осуществляется следующим образом.Образец 1 (фиг. 1) исследуемого материала размещают в матрице 2, имеющей отверстие 3 для выдавливания материала образца 1, с помощью ударника 4 деформируют образец 1 ударной нагрузкой, приводящей к образованию прессуемого профиля 5, со скоростью, достаточной для обеспечения разрыва прессуемого профиля 5 от инерционных сил, и регистрируют перемещение прессуемого профиля 5 во времени. Для этого на осциллографе (не показан) с помощью фотодиода 6 регистрируют интенсивность светового потока от источника 7 света, направленного через систему линз 8 и щель 9 в матрице 2,выполненную вдоль направления выдавливания прессуемого профиля 5. Дважды дифференцируя регистрируемое перемещение прессуемого профиля 5 (фиг. 2) получают временную зависимость ускорения прессуемого профиля 5 в процессе испытания (фиг. 3). Затем измеряют длину Ьпр оторвавщейся части образца, по этой длине и зарегистрированному перемещению определяют ускорение оторвавщейся части в момент г разрыва, по массе оторвавщейся части и ее ускорению находят усилие разрыва.Параллельно с регистрацией перемещений исследуемого профиля во времени регистрируют температуру на поверхности стержневой части профиля в процессе скоростного выдавливания.Схема (фиг. 4) работает следующим образом. Пуансон 4, вылетающий из ствола установки 10, до соударения с образцом 1 исследуемого материала перекрывает световой поток, направленный от источника света 11 на фотодиод 12. При затемнении фотодиода 12 на его выходе формируется импульс напряжения, который запускает ждущую развертку лучей и поступает на вход У 1 осциллографа 13. Полученный импульс используется для регистрации перемещений пуансона 4. Происходящее после запуска развертки лучей соударение пуансона 4 с образцом 1 сопровождается истечением деформируемого металла через очко матрицы 2. Образующийся при этом на выходе из матричного очка прессуемь 1 й профиль 5 с высокой скоростью перемещается перед температурным датчиком 14. Возникающее в процессе истечения металла увеличение температуры на контактной поверхности стержневой части сопровождается адекватным изменением инфракрасного излучения, которое через отверстие 15 и систему линз (не показаны) выводится на фотокатод температурного датчика 14. Электрический сигнал, сформированный на вь 1 ходе температурного датчика 14 при регистрации инфракрасного излучения от нагретой поверхности, поступает по экранированному кабелю на вход У осциллографа 13 и вызывает отклонение луча на его экране. Последующая деформация образца приводит к отклонению луча на экране, которое отражает уже изменение приращения температуры АТПОВ на поверхности в функции времени г. Таким образом, получаем временные зависимости пути пуансона 11 (1) и изменения приращения поверхностной температуры АТПОВ (1)(фиг. 5). Учитывая, что зависимости 11 Ш) и АТПОВ Ю) с момента соударения имеют общий параметр времени г, исключаем его и получаем зависимость АТПОВ Г(11). С помощью уравнения неразрывности, которое связывает путь пуансона (11) и длину вь 1 давленного стержня (1 ст), температурная зависимость АТПОВ Г(11) приводится к типу АТПОВ Г(1)(фиг. 6). Затем по измеренной длине 1,11, оторвавщейся части определяют АТПОВ по месту разрыва, после чего находят значение АТср по выражению (1) 3, с. 156-160.Ср 8 где вдов - величина главной деформации удлинения на поверхности выдавленного профиля гос - величина главной деформации удлинения осевых слоев выдавленного профиля.Указанные значения гос и вдов определяются по известной методике путем обработки продеформированных с высокой скоростью координатных сеток, предварительно нанесенных на осевую плоскость образца 3, с.2 О 4-216.Для практического использования по расчетным значениям АТср строится зависимость АТС, Ют) (фиг. 6), которая позволяет по длине оторвавшейся части определять прирашение средней температуры в сечении, где произошел разрыв профиля. Реальная же температура Т в сечении в момент разрыва профиля определяется по выражению (2)ТТ 0 АТср, (2) где То - начальная температура нагрева образца.Так, например, при нагреве образца до температуры То 860 С в процессе деформирования температура в сечении прессуемого профиля повышается на величину АТср 180 С. Таким образом, в отличие от ранее принятого метода определения, например, предела прочности св, по температуре То (пунктирные линии на фиг. 7) в заявленном способе предлагается определить вначале действительную температуру Т по выражению(2) и затем по зависимости он Г(Т) установить действительное значение предела прочности ов в момент разрыва профиля (сплошные линии на фиг. 7).Использование изобретения позволяет оперативно получать точные данные о взаимосвязи прочностных характеристик материалов с реальной температурой деформирования непосредственно в процессе скоростного формоизменения, что дает возможность более точно прогнозировать оптимальный силовой режим работы оборудования и оснастки и мотивированно устанавливать начальную энергию удара, обеспечивающую получение точных изделий без разрушающего действия сил инерции на деформируемый материал.1. Барановский М.А., Качанов И.В., Макаров Ю.П., Чернявский А.Ф. Измерение температуры на контактной поверхности изделия в процессе высокоскоростного вь 1 давливания // Вестник БГУ. - Сер.1 (физика, математика, механика). - Мн. изд-во БГУ. - 1979.Мг 2. - С. 37-40.3. Качанов И.В. Скоростное горячее выдавливание стержневых изделий / Под ред. Исаевича Л.А. - Мн. УП Технопринт, 2002.200 400 600 5 время пакт время ,сх 10 в
МПК / Метки
МПК: G01N 3/30
Метки: предела, металла, способ, прочности, определения
Код ссылки
<a href="https://by.patents.su/5-11520-sposob-opredeleniya-predela-prochnosti-metalla.html" rel="bookmark" title="База патентов Беларуси">Способ определения предела прочности металла</a>
Способ определения прочности асфальтобетона
Номер патента: 7929
Опубликовано: 30.04.2006
Авторы: Яромко Вячеслав Николаевич, Жайлович Игорь Львович
МПК: G01N 33/38
Метки: прочности, асфальтобетона, способ, определения
Текст:
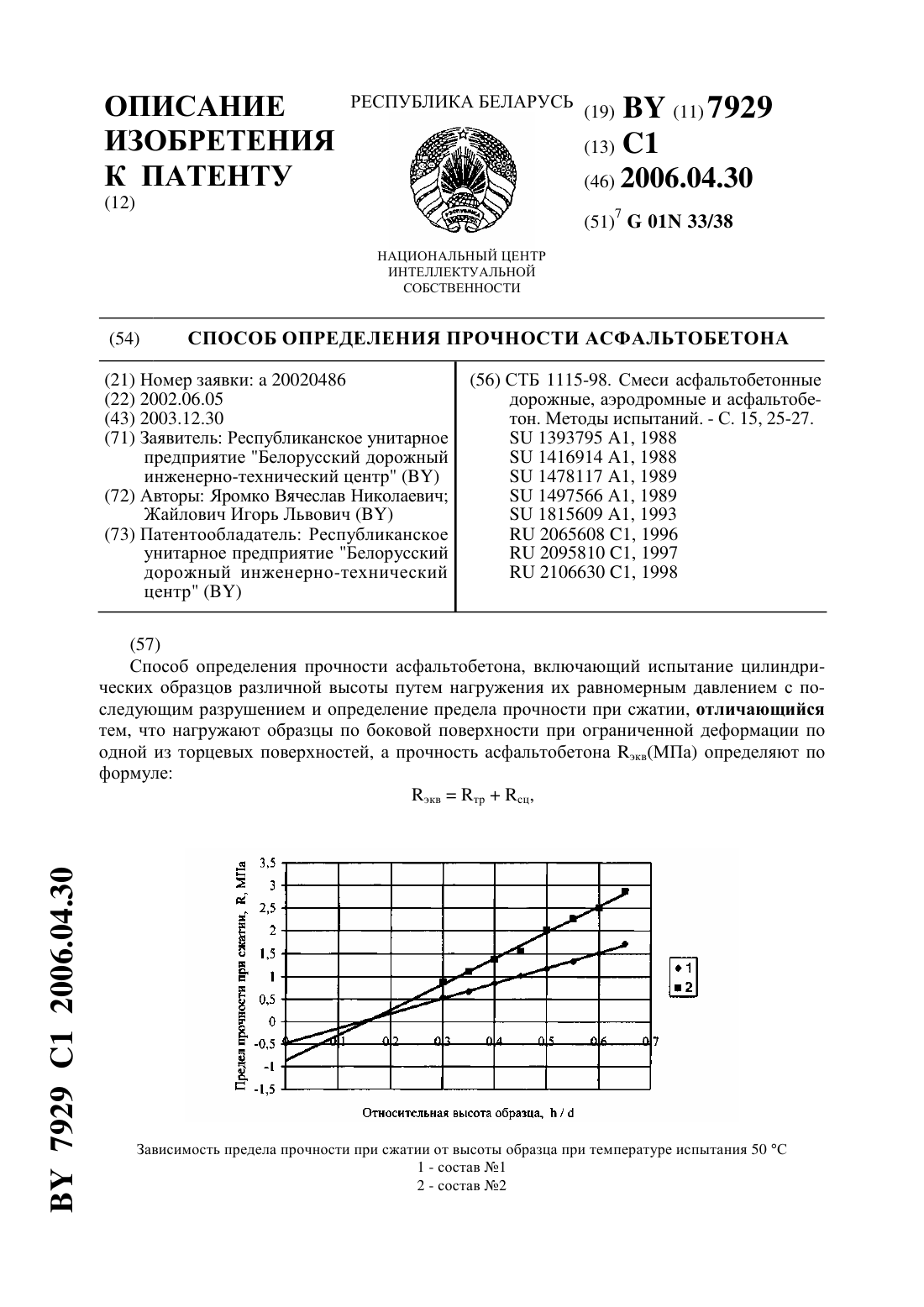
...50 С, после термостатирования в течение 60 мин образец устанавливают на основание и центрируют. Испытания проводят путем нагружения равномерным внешним давлением по боковой поверхности образца со скоростью 3 мм/мин, например, с помощью устройства по 2. Давление на образец осуществляется системой гидроцилиндров, снабженной силоизмерителем (манометр), через сферические скобы, внутренний диаметр которых совпадает с диаметром образцов....
Способ определения предела текучести высоконаполненной полимерной композиции
Номер патента: 11398
Опубликовано: 30.12.2008
Авторы: Ставров Василий Петрович, Калинка Анна Николаевна
МПК: G01N 19/00, G01N 3/08
Метки: высоконаполненной, определения, способ, полимерной, композиции, предела, текучести
Текст:
...после каждого опыта необходимо охлаждать плиты до нормальной температуры, а затем вновь нагревать до температуры испытаний. Этот недостаток наиболее существенен, если предел текучести определяется в производственных условиях для оценки технологических свойств композиции и установления оптимальных параметров процесса изготовления изделий из этой композиции. К тому же данный температурный режим определения предела текучести и касательного...
Способ определения пределов прочности и текучести полимерных материалов при сжатии
Номер патента: 5685
Опубликовано: 30.12.2003
Авторы: Бодрунов Николай Николаевич, Калугина Елена Алексеевна, Шилько Сергей Викторович
МПК: G01N 03/08
Метки: сжатии, материалов, определения, текучести, способ, прочности, пределов, полимерных
Текст:
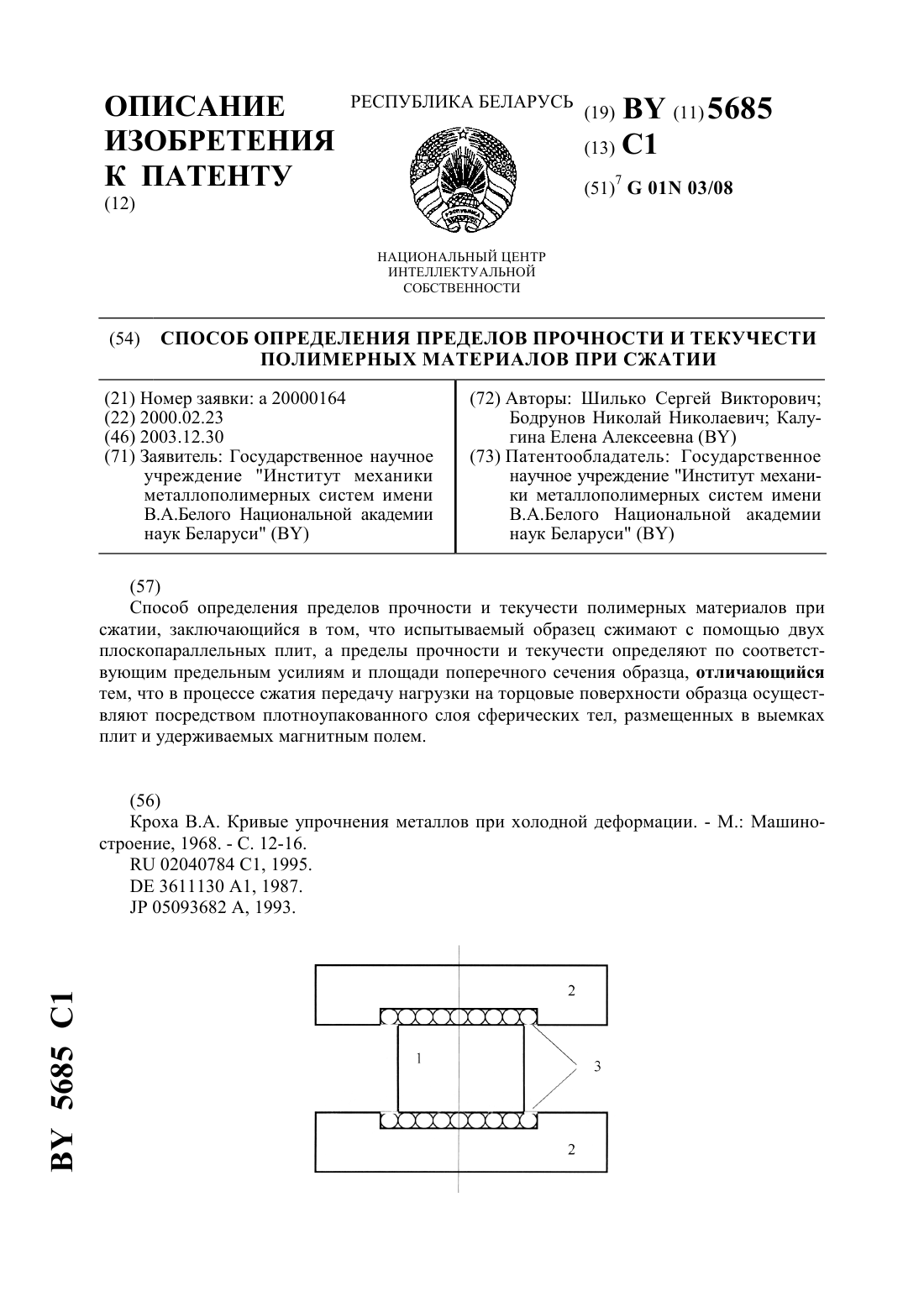
...стабильного снижения торцевого трения испытуемого образца. На фигуре представлена схема установки образца для осуществления способа испытания образцов полимерных материалов на одноосное сжатие. Сущность способа состоит в том, что испытуемый образец 1 сжимают с помощью двух плоскопараллельных плит 2 путем передачи нагрузки на торцевые поверхности образца через плотноупакованный слой сферических тел 3, размещаемых в выемках плит и...
Образец для определения циклической прочности паяных соединений
Номер патента: 6270
Опубликовано: 30.06.2004
Авторы: Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна, Тарасенко Ирина Владимировна
МПК: G01N 3/32
Метки: определения, прочности, циклической, паяных, образец, соединений
Текст:
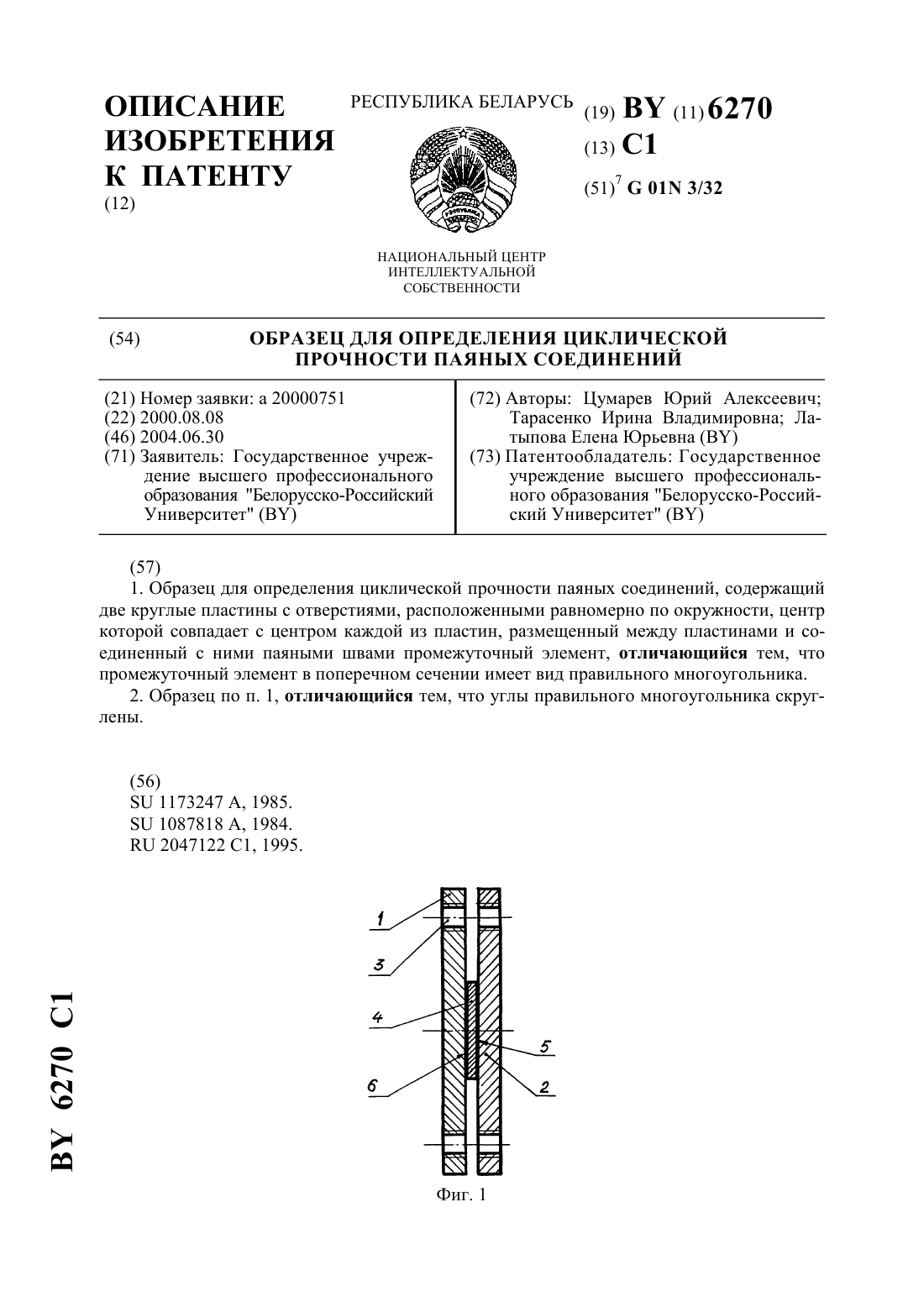
...СССР 1173247, МПК 013/32, 1985). Недостатками этого образца является отсутствие возможности изучения влияния геометрических факторов на циклическую прочность паяных соединений. Задачей изобретения является обеспечение возможности изучения влияния геометрических факторов на циклическую прочность паяных соединений. Поставленная задача достигается тем, что в образце для определения циклической прочности паяных соединений, содержащем две...
Способ определения прочности нити при растяжении и устройство для закрепления образца
Номер патента: 10180
Опубликовано: 28.02.2008
Авторы: Хиженок Вячеслав Федорович, Шилько Сергей Викторович
Метки: способ, образца, определения, прочности, нити, закрепления, устройство, растяжении
Текст:
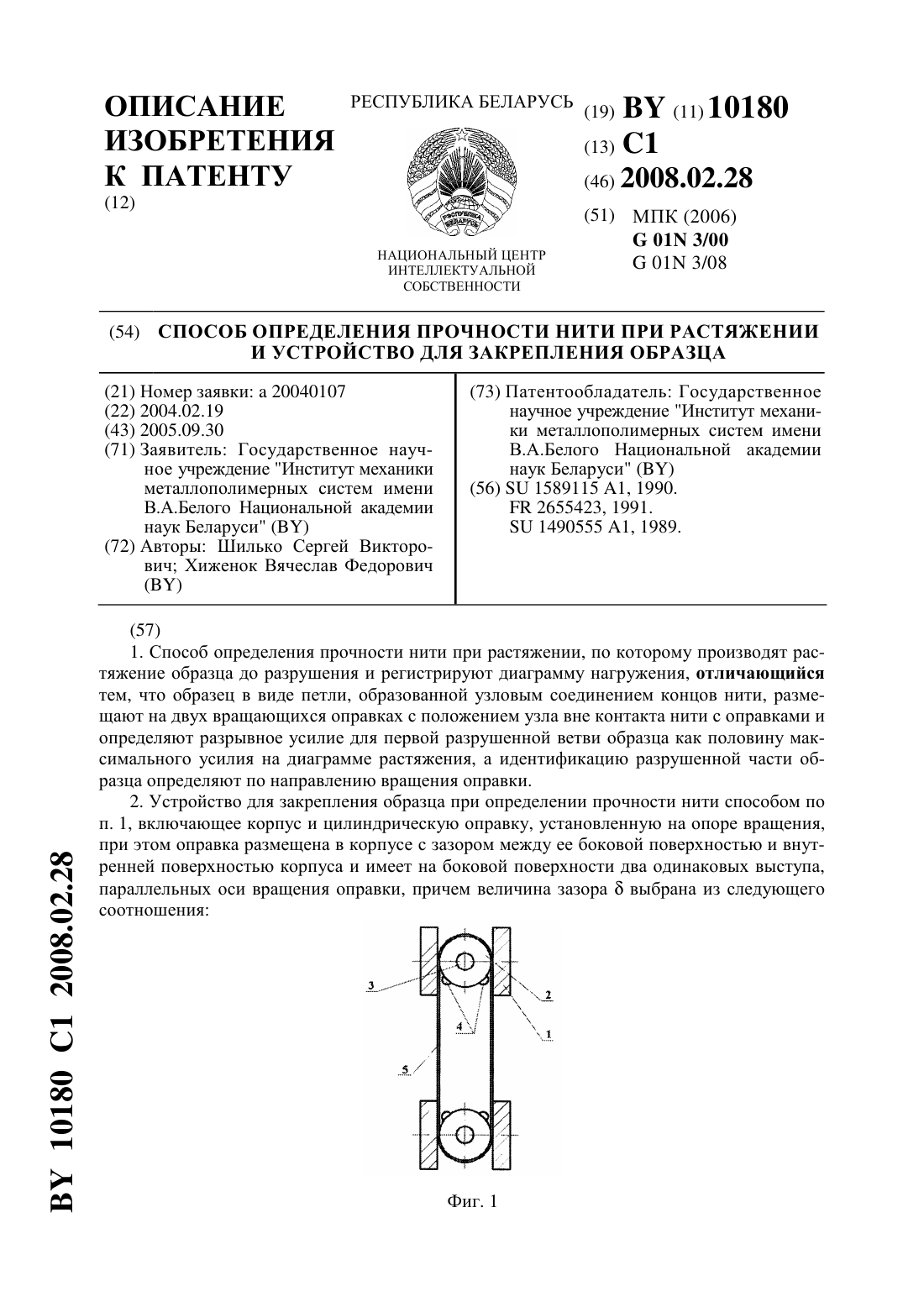
...при этом оправка размещена в корпусе с зазором между ее боковой поверхностью и внутренней поверхностью корпуса и имеет на боковой поверхности два одинаковых выступа, параллельных оси вращения оправки, причем величина зазоравыбрана из следующего соотношения,где- диаметр нити- высота выступа. Решение указанных задач достигается также тем, что опора вращения закреплена консольно. 3 10180 1 2008.02.28 На фиг. 1 представлена схема установки...
Предыдущий патент: Способ диагностики злокачественной трансформации костно-хрящевого экзостоза коленного сустава
Следующий патент: Способ лечения пневмонии
Случайный патент: Способ оценки функциональной активности лимфоцитов