Способ управления процессом сварки слоев термопластичных полимеров
Номер патента: 11037
Опубликовано: 30.08.2008
Авторы: Гоманькова Анна Борисовна, Ставров Василий Петрович, Карпович Олег Иосифович

Текст
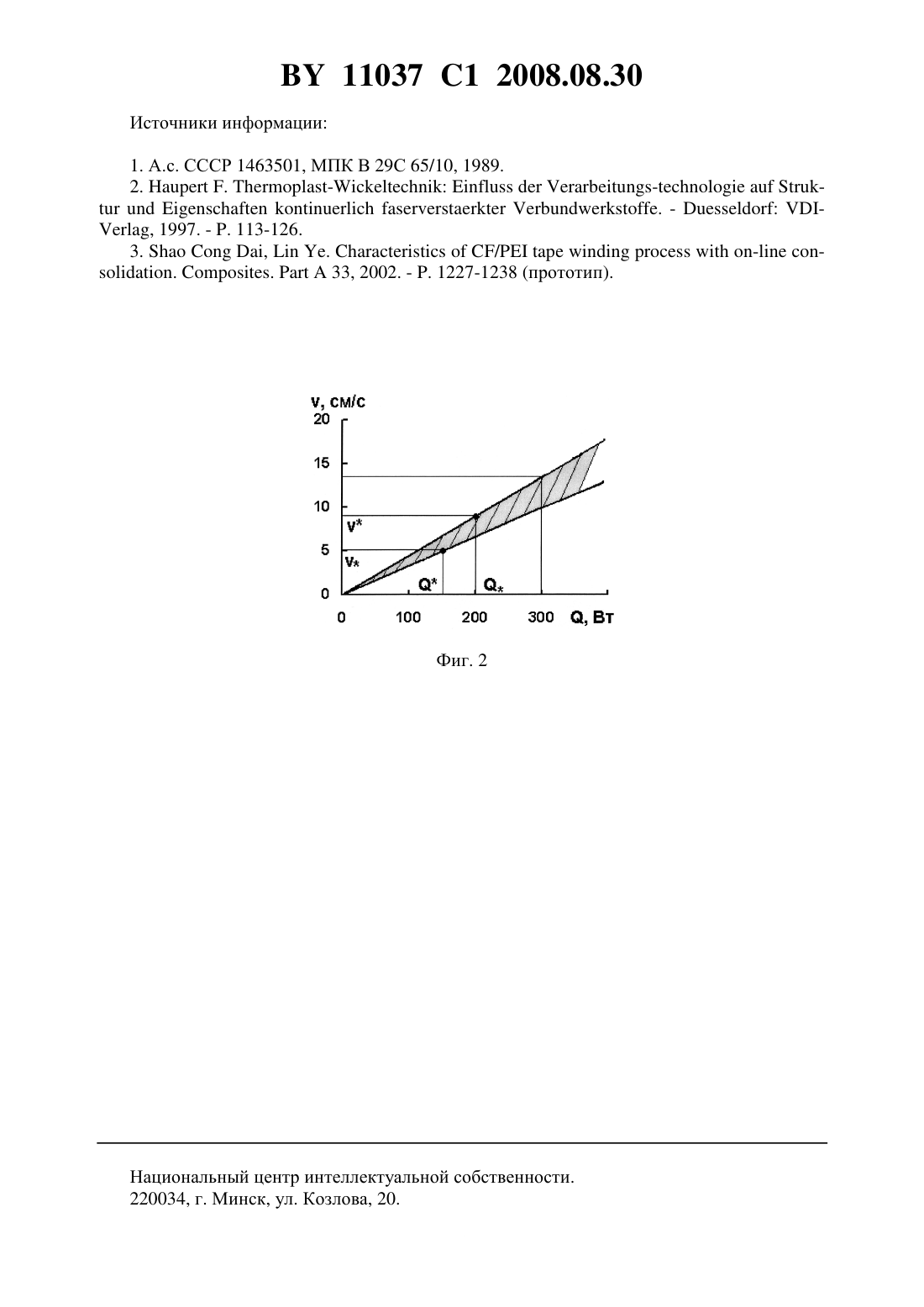
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ СЛОЕВ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Ставров Василий Петрович Карпович Олег Иосифович Гоманькова Анна Борисовна(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ управления процессом сварки слоев термопластичного полимера потоком горячего теплоносителя с прижатием соединяемых слоев и их перемещением относительно источника тепла, заключающийся в том, что изменяют тепловой потокпри заданной скорости перемещения слоевв диапазоне // или изменяют скорость перемещения слоевпри заданном тепловом потокев диапазоне //,гдеи- значения теплового потока и скорости перемещения слоев, соответствующие наибольшей температуре соединяемых поверхностей в зоне нагрева, допустимой по критерию деструкции полимера,и- значения теплового потока и скорости перемещения слоев, соответствующие наименьшей температуре соединяемых поверхностей в зоне нагрева, допустимой по критерию прочности соединения слоев. 11037 1 2008.08.30 Изобретение относится к сварке изделий из термопластичных полимеров, преимущественно в виде лент. Известен способ управления процессом сварки слоев термопластичных полимеров потоком горячего теплоносителя, включающий предварительный нагрев свариваемых поверхностей до температуры деструкции полимера и последующее снижение температуры теплоносителя до обеспечения оптимальной температуры сварки на соединяемых поверхностях 1. При управлении процессом по этому способу не учитывается скорость перемещения соединяемых слоев относительно источника тепла, от которой зависят как температура поверхности, так и качество соединения. Известен способ управления процессом консолидации слоев армированных волокнами термопластичных полимеров, осуществляемой путем воздействия на слои потоком горячего теплоносителя и взаимного прижатия соединяемых слоев с намоткой их на вращающуюся оправку, согласно которому параметры процесса - температуру поверхности слоев, давление и скорость перемещения - задают в соответствии с комплексным критерием качества получаемого материала 2. Комплексный критерий качества материала включает показатели плотности, жесткости и прочности при сдвиге, определяемые экспериментально как функции основных параметров процесса консолидации слоев. Этот способ требует проведения большого объема экспериментальных работ. В то же время задаваемые согласно данному способу параметры процесса оказываются оптимальными только в узкой области значений, варьируемых в эксперименте. Точность управления процессом в области значений параметров, выходящих за эти пределы, не обеспечивается вследствие нелинейной зависимости комплексного показателя качества соединения от этих параметров. Наиболее близкий к предлагаемому способ управления процессом сварки слоев термопластичных полимеров потоком горячего теплоносителя с прижатием свариваемых слоев и их перемещением относительно источника тепла путем намотки на вращающуюся оправку согласно источнику информации 3 включает изменение скорости перемещения слоев и теплового потока, оценку уровня деструкции полимера, измерение температуры теплоносителя и установление при заданной скорости перемещения слоев оптимальной температуры теплоносителя из диапазона, ограниченного минимальным значением, определяемым по критерию деструкции матричного полимера, и максимальным значением,определяемым по критерию прочности связи слоев при сдвиге. Управление процессом сварки по уровню температуры теплоносителя и скорости перемещения слоев обеспечивает необходимую прочность связи слоев только в диапазоне, в котором остаются неизменными другие параметры процесса, влияющие на качество соединения, в частности расход теплоносителя и условия теплообмена со средой. В противном случае снижается точность управления и требуется проведение дополнительных трудоемких измерений, что усложняет алгоритм управления процессом сварки. Задачей данного изобретения является упрощение алгоритма управления процессом сварки в широком диапазоне изменения параметров, обеспечивающих прочность соединения. Для решения поставленной задачи при управлении процессом сварки слоев термопластичных полимеров потоком горячего теплоносителя с прижатием свариваемых слоев и их перемещением относительно источника тепла по способу, включающему изменение теплового потока и скорости перемещения соединяемых слоев, оценку уровня деструкции полимера и прочности связи слоев, варьируя тепловой поток и скорость перемещения слоев, последовательно устанавливают температуру соединяемых поверхностей в зоне нагрева равной наибольшему значению, допустимому по критерию деструкции полимера, и наименьшему значению, допустимому по критерию прочности соединения слоев, фикси 2 11037 1 2008.08.30 руют соответствующие этим температурам значения теплового потока на поверхности и скорости перемещения соединяемых слоев, а границы оптимальных режимов сварки находят, изменяя тепловой поток на поверхности соединяемых слоев и скорость их перемещения пропорционально зафиксированным значениям. Сущность предлагаемого способа состоит в использовании для управления процессом сварки установленных теоретически и подтвержденных экспериментально закономерностей связи между показателями качества соединения - уровнем деструкции и прочности соединения и температурой поверхности соединяемых слоев, зависящей от теплового потока на поверхности в зоне нагрева и от скорости перемещения слоев. В случае фиксированных условий нагрева и теплоотдачи температура поверхности соединяемых слоев остается неизменной при пропорциональном изменении теплового потока и скорости перемещения слоев. Выдерживая эти пропорции, устанавливают границы допустимых изменений теплового потока и скорости перемещения слоев и в процессе сварки поддерживают данные параметры в этих границах. Таким образом, упрощается алгоритм управления в широком диапазоне изменений управляемых параметров процесса. Способ поясняется иллюстрациями. На фиг. 1 показана схема управляемого процесса сварки слоев термопластичного материала, на фиг. 2 - зависимости между тепловым потоком и скоростью перемещения слоев. Слои термопластичного полимера 1 и 2, преимущественно в виде ленты, сваривают с использованием горячего теплоносителя, подаваемого из источника 3 (фиг. 1). Источник теплоносителя 3 снабжен известными средствами измерения теплового потока и его регулирования, например, путем изменения температуры и расхода теплоносителя и положения источника тепла относительно соединяемых слоев. Давление в зоне контакта свариваемых слоев создают за счет изменяемого и измеряемого натяжения (н) слоя 1 и (или) прижатия(п) роликом 4 или иными известными средствами. Соединяемые слои перемещают относительно источника тепла за счет вращения оправки 5, на которой в результате контакта и прижатия оплавленных поверхностей происходит соединение слоев. Привод оправки снабжен средствами регулирования скорости. Температуру поверхности слоев в зоне контакта 6 измеряют термометром 7. Для управления процессом сварки по заявляемому способу сначала задают натяжение ленты 1 и усилие прижатия ролика 4, обеспечивающие плотное прилегание слоев. Варьируя скорость перемещения слоев при заданном тепловом потоке или изменяя тепловой поток при заданной скорости перемещения слоев скорости, устанавливают режим сварки,при котором температура поверхностей слоев 1 и 2 в зоне нагрева достигает наибольшего значения, допустимого по критерию деструкции полимера. Фиксируют соответствующие этой температуре значения теплового потокаи скорости перемещения соединяемых слоев . Затем, увеличивая скорость перемещения слоев или уменьшая тепловой поток,устанавливают такой режим сварки, при котором температура нагреваемого участка поверхности достигает наименьшего значения, обеспечивающего достаточную прочность соединения слоев. Фиксируют соответствующие значения теплового потокаи скорости . Дальнейший порядок задания границ регулирования при управлении процессом сварки по предлагаемому способу поясняет фиг. 2. Пропорциональное изменение значенийидает нижнюю границу допустимых скоростей сварки и верхнюю границу теплового потока при заданной скорости, а пропорциональное изменение теплового потокаи скоростидает верхнюю границу допустимых скоростей сварки и нижнюю границу теплового потока при заданной скорости. Для установления оптимальных режимов сварки при скорости перемещения слоевтепловой потокзадают из диапазона //, или при заданном значении теплового потокаскорость перемещения соединяемых слоев поддерживают в границах 3//, гдеи- значения теплового потока и скорости перемещения слоев, соответствующие наибольшей температуре соединяемых поверхностей в зоне нагрева,допустимой по критерию деструкции полимера,и- значения теплового потока и скорости перемещения слоев, соответствующие наименьшей температуре соединяемых поверхностей в зоне нагрева, допустимой по критерию прочности соединения слоев. Достижение цели заявляемого технического решения иллюстрируется следующим примером. Ленты из полипропилена, однонаправленно армированного стеклоровингом (10 об.), с размерами поперечного сечения 101 мм соединяли при намотке кольца диаметром 110 мм по схеме, показанной на фиг. 1. Натяжение лент 45 Н, усилие прижатия ролика 70 Н, диаметр ролика 60 мм. В зоне контакта лент матричный полимер расплавляли струей газовой горелки (пропан-бутанкислород). Тепловой поток на поверхности свариваемых лент регулировали, изменяя расход компонентов и расстояние от горелки до зоны нагрева лент,и контролировали по температуре и скоростному напору струи теплоносителя на участке диаметром 5 мм в зоне нагрева ленты. Бесконтактным термометром измеряли температуру поверхностей ленты в зоне нагрева. Скорость перемещения слоев регулировали, изменяя частоту вращения оправки. Наибольшую температуру нагрева поверхностей ленты находили по допустимому изменению энергии активации термоокислительной деструкции полимера согласно СТБ 1333.0-2002. Она равна 290 С. Прочность соединения слоев оценивали по усилию отрыва лент, испытывая кольца,полученные при различных режимах нагрева. Установили, что при температуре нагрева выше 220 С усилие отрыва приплавленной ленты составляет не менее 95 от максимально достижимого значения (13,5 Н/мм). Измеряя температуру и скоростной напор струи теплоносителя, установили тепловой поток на участке нагрева ленты равным 160 Вт. Постепенно увеличивая скорость перемещения ленты при заданном тепловом потоке и измеряя при этом температуру поверхности ленты в зоне нагрева, достигли температуры 290 С, максимально допустимой по критерию термоокислительной деструкции, при этом зафиксировали 52 мм/с. Затем аналогичным образом установили на поверхности ленты наименьшую температуру,достаточную по критерию прочности соединения слоев (220 С), и зафиксировали скорость перемещения слоев 95 мм/с. Изменение теплового потока и скорости перемещения слоев пропорционально данным значениям дает границы регулирования параметров процесса сварки. В частности, из полученной пропорции следует, что при скорости намотки ленты 95 мм/с верхняя граница регулирования теплового потока соответствует 200 Вт(фиг. 2). С другой стороны, как видно из фиг. 2, при тепловом потоке 300 Вт наибольшая скорость намотки, обеспечивающая достаточную прочность соединения, составляет 135 мм/с. Этот режим соответствует верхней границе регулирования скорости при заданном тепловом потоке. Для установления границ регулирования при значениях теплового потока и скорости перемещения слоев, почти вдвое отличающихся от исследованных первоначально, не потребовались дополнительные измерения, неизбежные при использовании известного способа управления. В то же время, как показали испытания, прочность соединения лент при режимах -, заданных внутри установленных границ регулирования, отличается от максимально возможной для данного типа ленты не более чем на 5 . Таким образом, предлагаемый способ управления процессом сварки термопластичных материалов отличается от известного более простым алгоритмом управления и возможностью задания оптимальных режимов в широком диапазоне регулирования. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B29C 65/02
Метки: полимеров, управления, способ, сварки, термопластичных, слоев, процессом
Код ссылки
<a href="https://by.patents.su/5-11037-sposob-upravleniya-processom-svarki-sloev-termoplastichnyh-polimerov.html" rel="bookmark" title="База патентов Беларуси">Способ управления процессом сварки слоев термопластичных полимеров</a>
Способ управления процессом обезвоживания суспензии
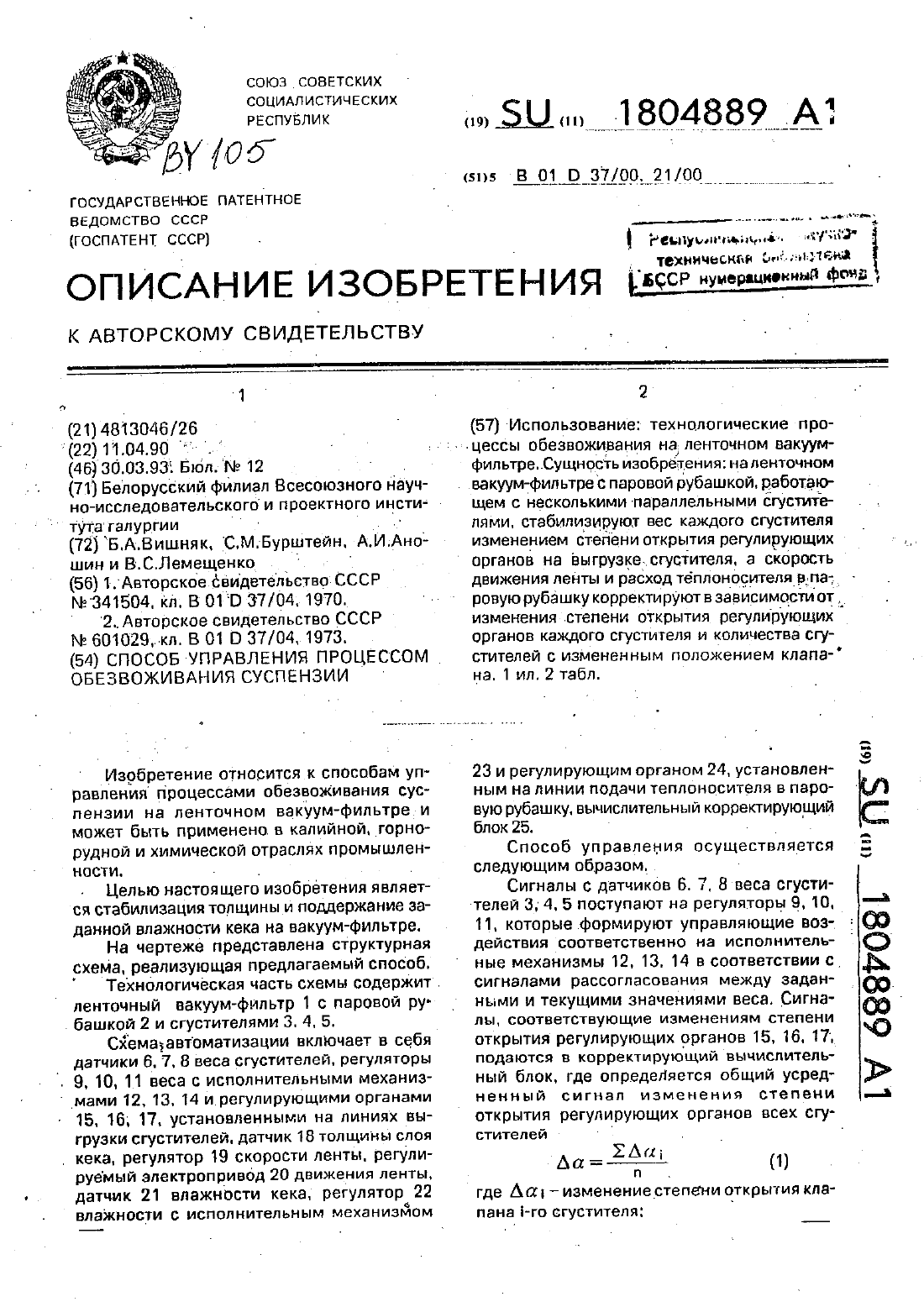
Номер патента: 105
Опубликовано: 30.09.1994
Авторы: Лемещенко В. С., Аношин А. И., Вишняк Б. А., Бурштейн С. М.
МПК: B01D 37/00, B01D 21/00
Метки: способ, обезвоживания, процессом, управления, суспензии
Текст:
...к отрицательному скорость ленты снижается ниже этого значениям при увеличенииабсоПЮТНОГО значения отрицательного сигнала до максимальной величины скорость снижается ДО МИНИМЭПЬНО допустимого-значения. Подачу теплоносителя в паровую рубашку выполняют регулятором 22 в зависиМОСТИ 01 сигнала датчика 21 ВЛЗЖНОСТИ КЕКЭ и корректирующего сигнала скорости движения ленты вакуум-фильтра. Последний сигнал. поступающий на регулятор 22 с выхода...
Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами
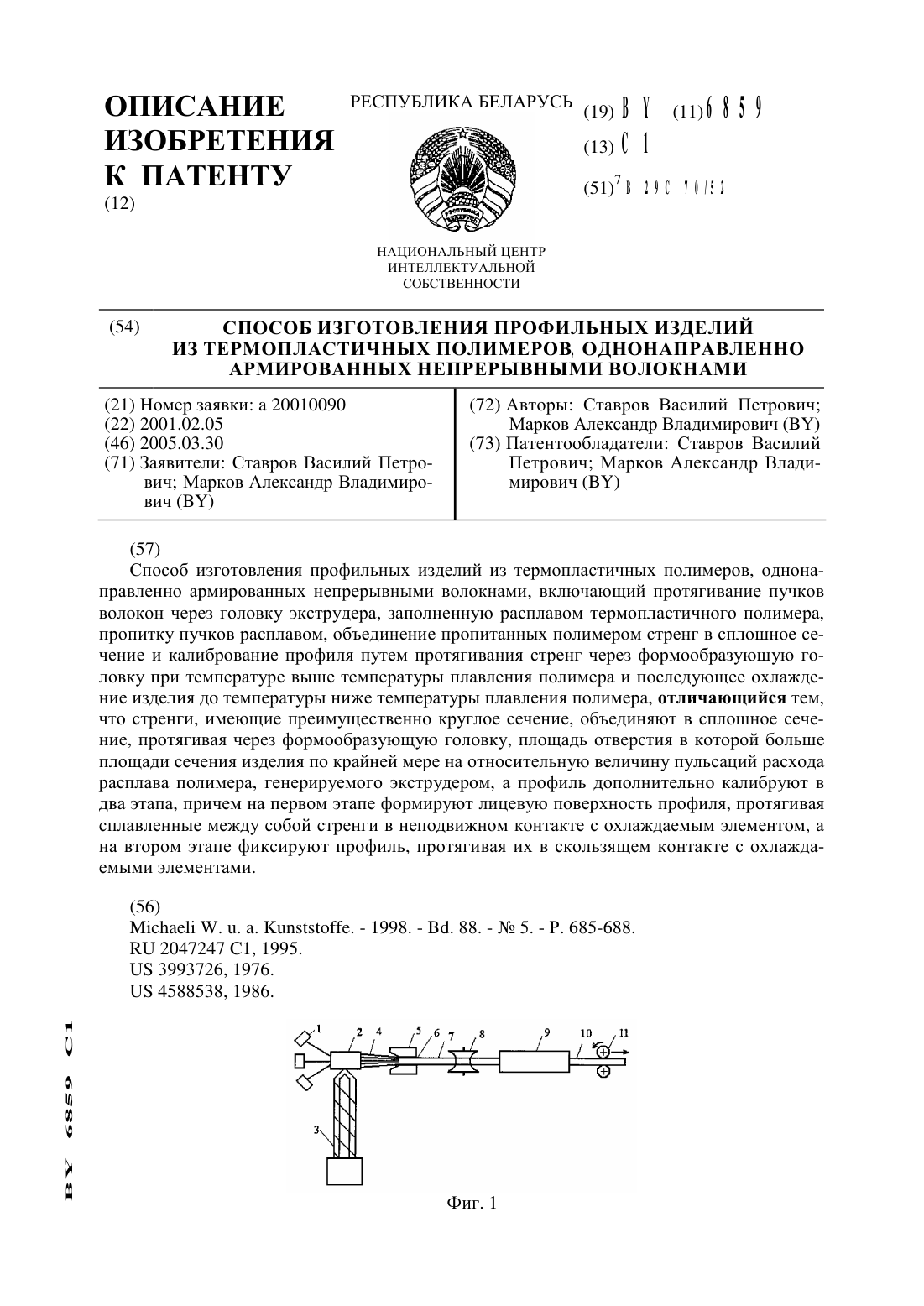
Номер патента: 6859
Опубликовано: 30.03.2005
Авторы: Марков Александр Владимирович, Ставров Василий Петрович
МПК: B29C 70/52
Метки: термопластичных, изготовления, способ, полимеров, изделий, профильных, волокнами, однонаправленно, армированных, непрерывными
Текст:
...при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера, стренги, имеющие преимущественно круглое сечение объединяют в сплошное сечение при температуре выше температуры плавления полимера, протягивая через матрицу, площадь отверстия в которой больше площади сечения изделия по крайней мере на относительную величину пульсаций расхода полимера, генерируемого...
Способ получения полимерных смесей из аминонитрилов и термопластичных полимеров
Номер патента: 7102
Опубликовано: 30.06.2005
Авторы: МОРШЛАДТ Ралф, ВЕБЕР Мартин, ХИЛЬДЕБРАНДТ Фолькер
МПК: C08G 69/04, C08L 77/00
Метки: полимеров, смесей, способ, полимерных, аминонитрилов, получения, термопластичных
Текст:
...описываются ненрерьхвтпьпй и дискретный способы получения полиамидов из амиионитрилоа и воды при повышенной температуре и повышенном давлении.Для получения (технической) смеси, содержащей полиамид, согласно патенту США 1,18 3 729 527, в частности, нолимсризутот внкатлролактавч в присутствии полиариленеульфоновьтх эфиров. В немецкой заявке на патент ВЕ-А 41 02 996 предлагается также полимеризовать лактамьт в присутствии аморфных полимеров....
Способ автоматического управления процессом сушки
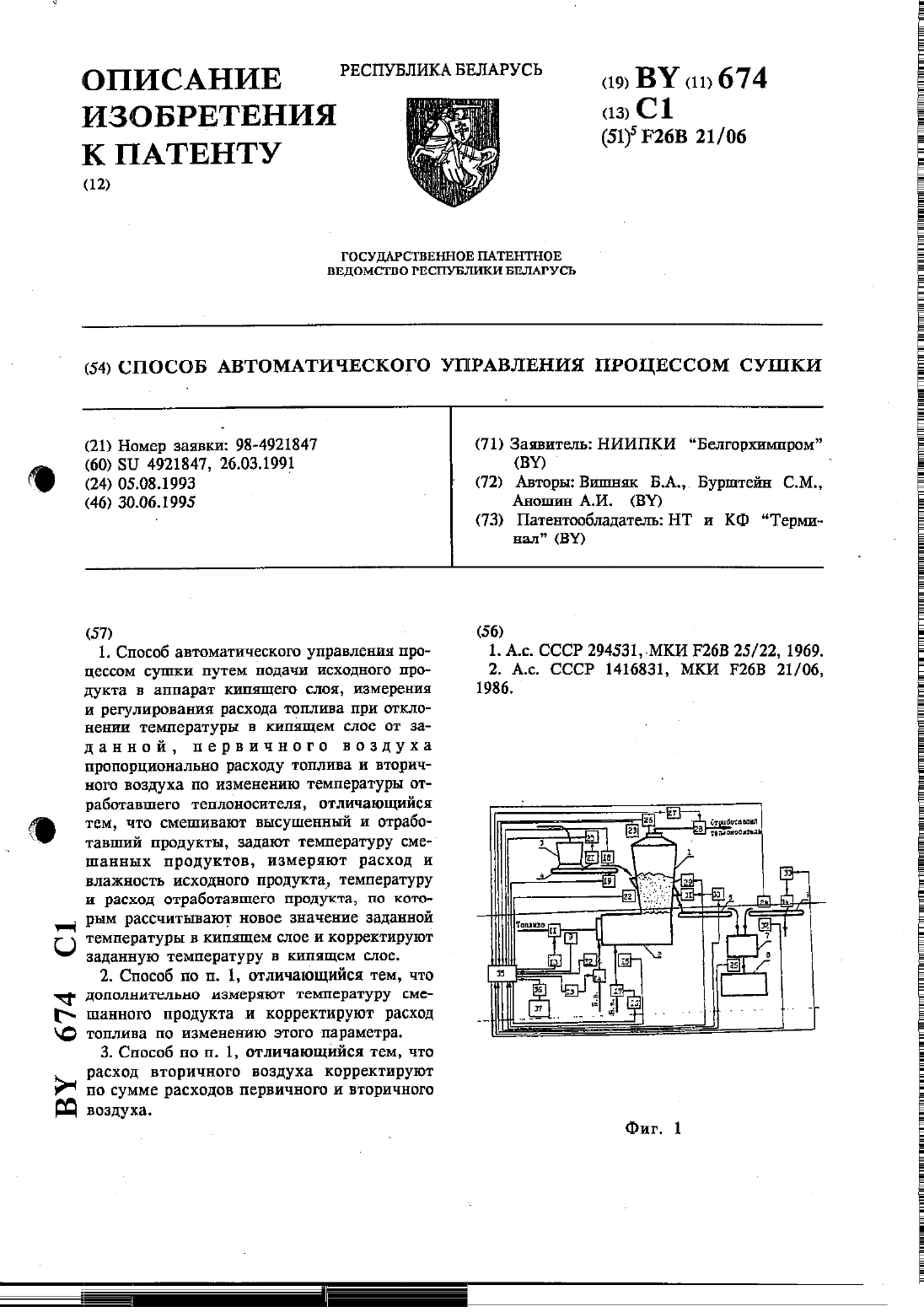
Номер патента: 674
Опубликовано: 30.06.1995
Авторы: Бурштейн С. М., Вишняк Б. А., Аношин А. И.
МПК: F26B 21/06
Метки: управления, процессом, автоматического, сушки, способ
Текст:
...на последующем технологическом процессе продукта с учетом сигнала расхода высушенного продукта и заданного значения сигнала температуры смешанного продуктаСуть решения задачи управления температурой в кипящем слое сводится к следУЮЩему. Уравнение теплового баланса процесса смешивания по текущим значениям расходов высушенного продукта Рви и отработавшего на последующем технологическом процессе продукта Бди с учетом их температур, расхода и...
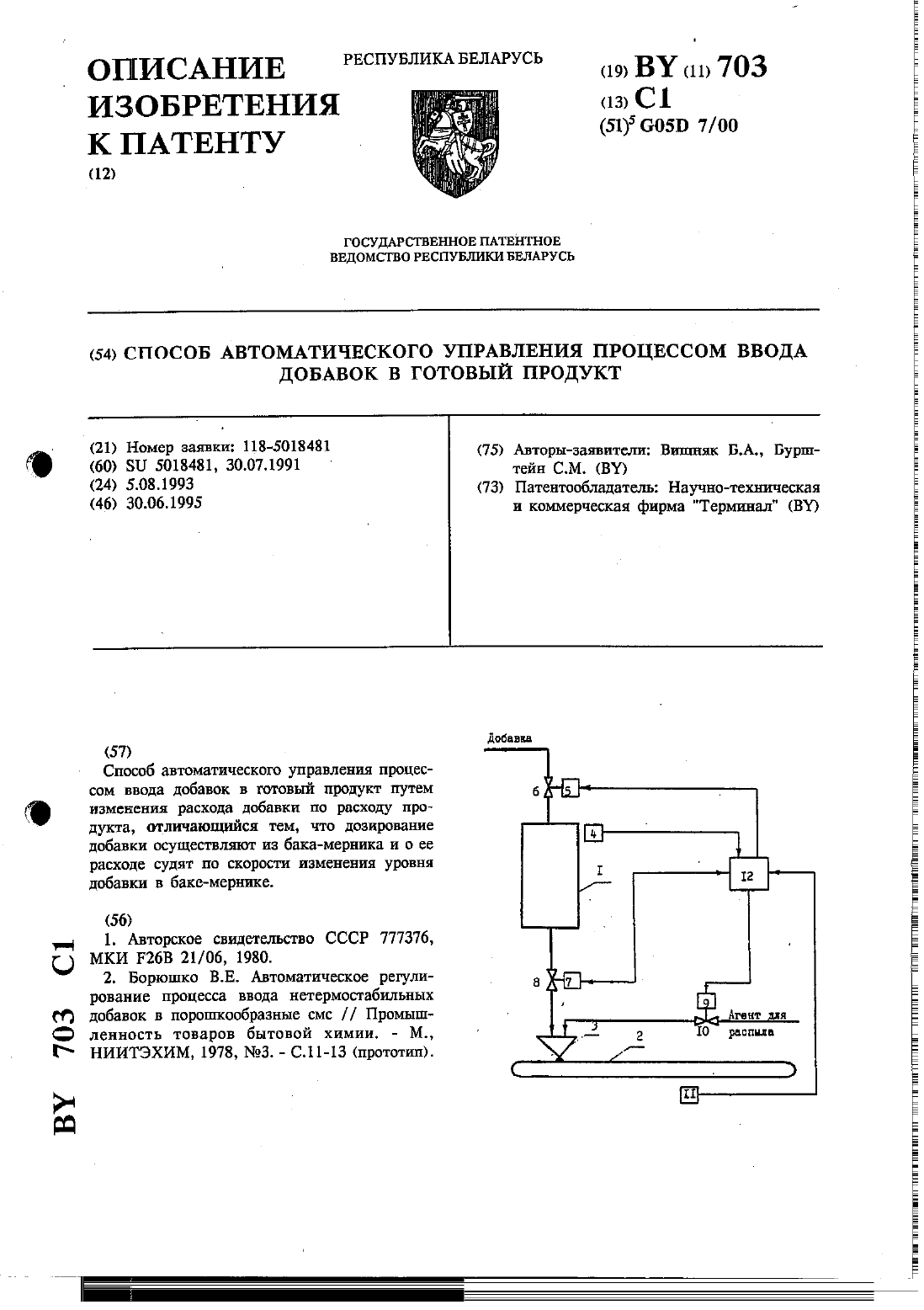
Способ автоматического управления процессом ввода добавок в готовый продукт
Номер патента: 703
Опубликовано: 30.06.1995
Авторы: Бурштейн С. М., Вишняк Б. А.
МПК: G05D 7/00
Метки: добавок, готовый, способ, ввода, процессом, управления, продукт, автоматического
Текст:
...на коэффициент, отражающий удельную норму добавки на единицу продукта. Полученный сигнал расхода добавки .Т является заданием алгоблоку МПК. управляющего исполнительным механизмом 7 изменения расхода добавки. Сигнал управления исполнительным механизмом 7 формируется при сравнении в МПК сигнала расхода добавки 11 и продифферснцированного сигнала датчика уровня 12. Регулирующий орган 8 изменяет свое положение в зависимости от величины и знака...
Предыдущий патент: Гербицидное средство избирательного действия
Следующий патент: Способ склеивания материалов на основе древесины
Случайный патент: Кабельная муфта