Способ групповой обработки деталей с выпуклыми сферическими поверхностями
Номер патента: 8031
Опубликовано: 30.04.2006
Авторы: Филонов Игорь Павлович, Василенок Константин Константинович, Козерук Альбин Степанович
Текст
(51)24 13/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ВЫПУКЛЫМИ СФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Козерук Альбин Степанович Филонов Игорь Павлович Василенок Константин Константинович(73) Патентообладатель Белорусский национальный технический университет(57) Способ групповой обработки деталей с выпуклыми сферическими поверхностями,при котором детали закрепляют на приспособлении, устанавливают на него инструмент,придают рабочее усилие инструменту, а затем сообщают относительное перемещение приспособлению с деталями и инструменту, отличающийся тем, что используют приспособление, выполненное в виде полной сферы, которому в процессе обработки сообщают вращение вокруг двух взаимно перпендикулярных осей, а инструменту - вращение вокруг его оси симметрии, причем используют цилиндрический инструмент с внутренней конической рабочей поверхностью, соприкасающейся с деталями на приспособлении по всему периметру последнего. Способ предназначен для шлифования и полирования высокоточных деталей с выпуклыми сферическими поверхностями при их групповой обработке и может быть использован в оптическом приборостроении и в точном машиностроении. Известен способ получения выпуклых сферических поверхностей методом подвижного линейного контакта, например, оптических деталей, помещенных внутрь инструмента,выполненного в виде вращающейся сферообразующей полости, при котором заготовке детали сообщают вращение вокруг заданной оси сферы и расположенной перпендикулярно ей оси инструмента, а по мере съема припуска перемещают его вдоль оси сферы и сферообразующей полости, выполненной в виде полого цилиндра, имеющего заходную(раструбную) часть, например, в форме усеченного конуса, и с радиусом, равным радиусу сферы оптической детали 1. 8031 1 2006.04.30 Недостатком известного способа является необходимость периодической замены инструмента, поскольку происходит увеличение диаметра его рабочей поверхности, что приводит к отклонению радиуса кривизны линзы от заданного значения. Прототипом заявляемого технического решения является способ групповой обработки выпуклых сферических деталей, при котором их закрепляют на приспособление полусферической формы и устанавливают на него инструмент в виде чашки, при этом приспособлению сообщают вращение вокруг его оси симметрии, а инструменту - переносное возвратно-качательное перемещение по обрабатываемой поверхности деталей и относительное вращение 2. Недостаток данного способа заключается в требовании точной изначальной наладки рабочей поверхности инструмента на заданный радиус кривизны и в необходимости поддержания этой кривизны в процессе обработки посредством правки инструмента и изменения наладочных параметров станка. Задача, на решение которой направлен заявляемый способ, - повысить производительность процесса обработки деталей с выпуклыми сферическими поверхностями. Задача решается тем, что в способе групповой обработки деталей с выпуклыми сферическими поверхностями, при котором детали закрепляют на приспособлении, устанавливают на него инструмент, придают рабочее усилие инструменту, а затем сообщают относительное перемещение приспособлению с деталями и инструменту, при этом используют приспособление, выполненное в виде полной сферы, которому в процессе обработки сообщают вращение вокруг двух взаимно перпендикулярных осей, а инструменту вращение вокруг его оси симметрии, причем используют цилиндрический инструмент с внутренней конической рабочей поверхностью, соприкасающейся с деталями на приспособлении по всему периметру последнего. Существенное отличие предлагаемого способа состоит в том, что при его реализации отпадает необходимость в использовании сферического инструмента для предварительного, основного и окончательного шлифования и стадии полирования. Такой инструмент трудоемкий не только в изготовлении и начальной наладке на заданный радиус, но и требует специальных приемов по поддержанию нужной кривизны в процессе обработки, когда происходит износ его рабочей поверхности, в то время как в предлагаемом способе используемый инструмент самозатачивается при формообразовании деталей и не требует ни исходной наладки, ни последующей подналадки. Кроме того, заявляемый способ позволяет получить детали с высокоточными сферическими поверхностями без регулирования наладочных параметров технологического оборудования в процессе обработки, как это происходит при использовании сферического инструмента, причем такое регулирование может выполнять только высококвалифицированный оператор на основе своего опыта и интуиции, т.е. процесс формообразования деталей с прецизионными сферическими поверхностями классическим инструментом практически не поддается инженерному управлению, что осуществимо при обработке по настоящему способу. При апробации способа использовали плосковыпуклые линзы радиусом кривизны 21,68 мм, диаметром 24 мм и толщиной по центру 5,5 мм. Детали в количестве 7 шт. закрепляли на приспособлении в виде полной сферы диаметром 43 мм. На данное приспособление с деталями устанавливали цилиндрический инструмент диаметром 40 мм с внутренней рабочей конической поверхностью. В процессе обработки приспособлению сообщали вращение вокруг двух взаимно перпендикулярных осей, а инструменту- рабочее усилие и вращение вокруг его оси симметрии. На стадии предварительного,2 8031 1 2006.04.30 основного и окончательного шлифования использовали один и тот же инструмент, меняли только абразивную суспензию. Полирование выполняли аналогичным инструментом, на рабочей конической поверхности которого закрепляли полиуретановую пленку толщиной 1 мм. Изготовление партии деталей в количестве 140 шт. показало, что при использовании предлагаемого способа производительность процесса обработки повышается в 2,4 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 13/00
Метки: сферическими, поверхностями, выпуклыми, деталей, групповой, способ, обработки
Код ссылки
<a href="https://by.patents.su/3-8031-sposob-gruppovojj-obrabotki-detalejj-s-vypuklymi-sfericheskimi-poverhnostyami.html" rel="bookmark" title="База патентов Беларуси">Способ групповой обработки деталей с выпуклыми сферическими поверхностями</a>
Способ одновременной двусторонней обработки деталей со сферическими поверхностями
Номер патента: 7911
Опубликовано: 30.04.2006
Авторы: Козерук Альбин Степанович, Филонов Игорь Павлович
МПК: B24B 13/00
Метки: одновременной, сферическими, поверхностями, способ, двусторонней, деталей, обработки
Текст:
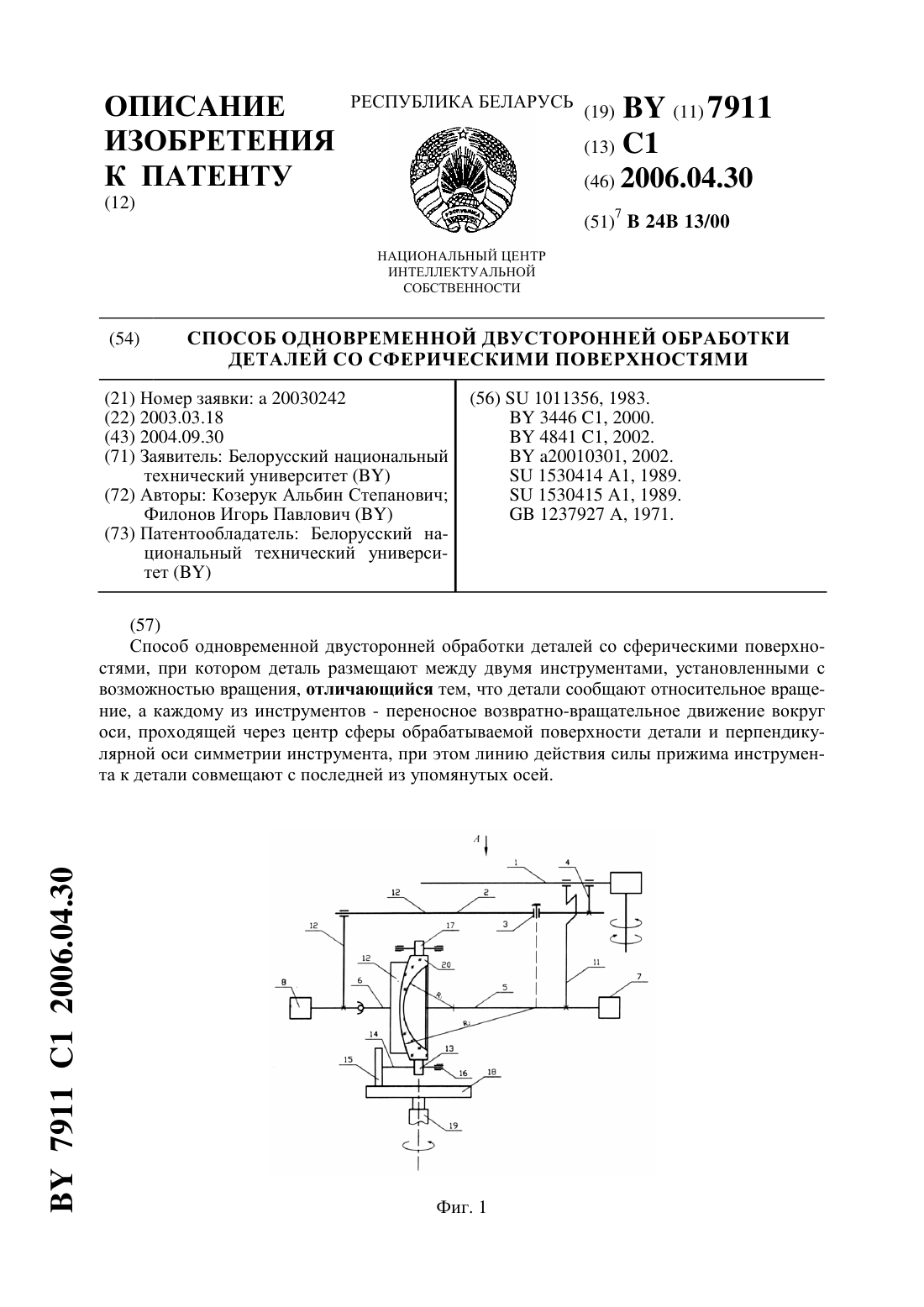
...обработки деталей со сферическими поверхностями, при котором деталь размещают между двумя инструментами, установленными с возможностью вращения, детали сообщают относительное вращение, а каждому из инструментов - переносное возвратно-вращательное движение вокруг оси, проходящей через центр сферы обрабатываемой поверхности детали и перпендикулярной оси симметрии инструмента, при этом линию действия силы прижима инструмента к детали...
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Козерук Альбин Степанович
МПК: B24B 13/00
Метки: устройство, поверхностями, обработки, деталей, сферическими
Текст:
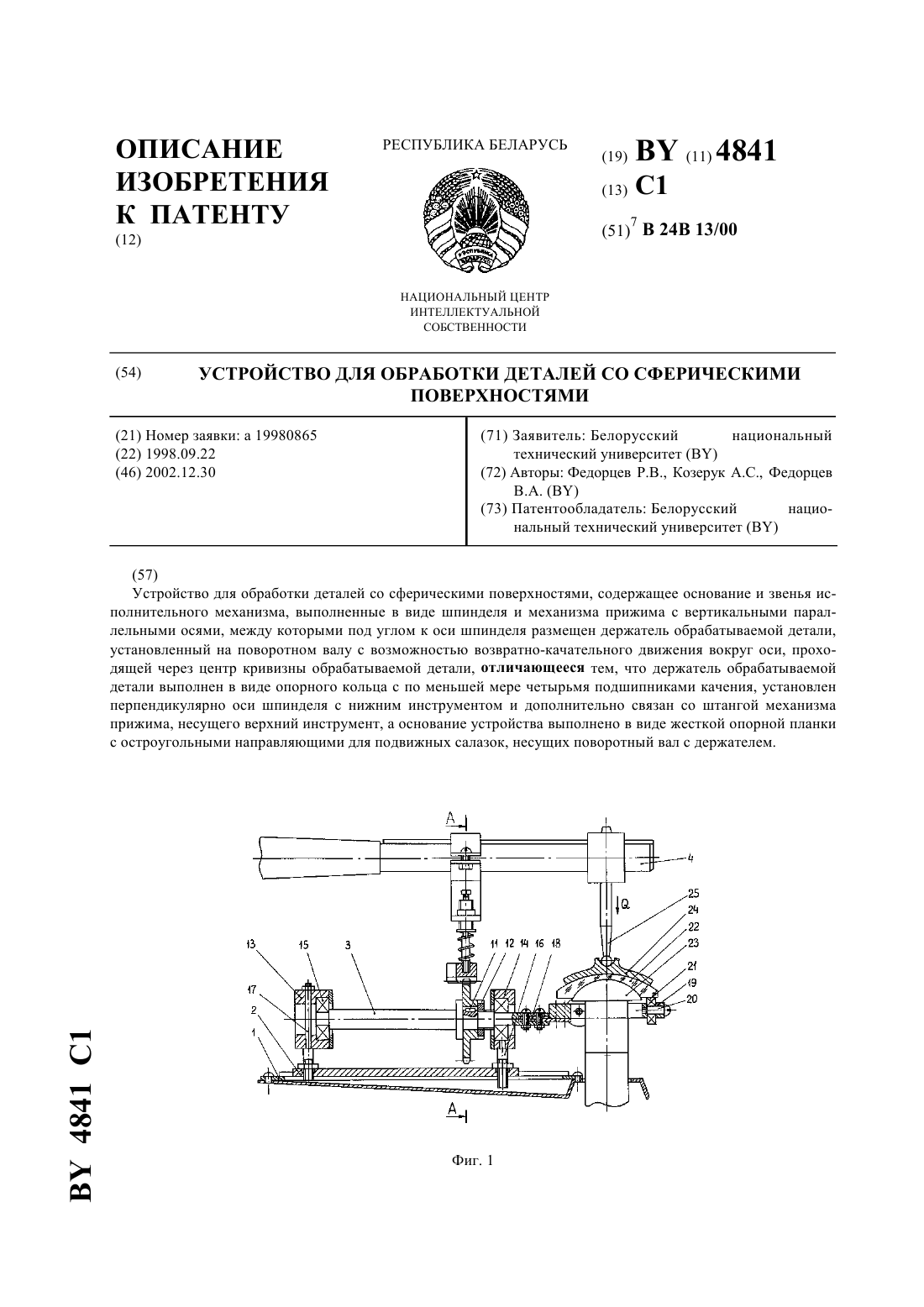
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями
Номер патента: 5048
Опубликовано: 30.03.2003
Авторы: Маруга Сергей Валентинович, Козерук Альбин Степанович, Климович Федор Федорович, Филонов Игорь Павлович
МПК: B24B 1/00
Метки: обработки, цилиндрическими, абразивом, деталей, свободным, поверхностями, способ, прецизионными
Текст:
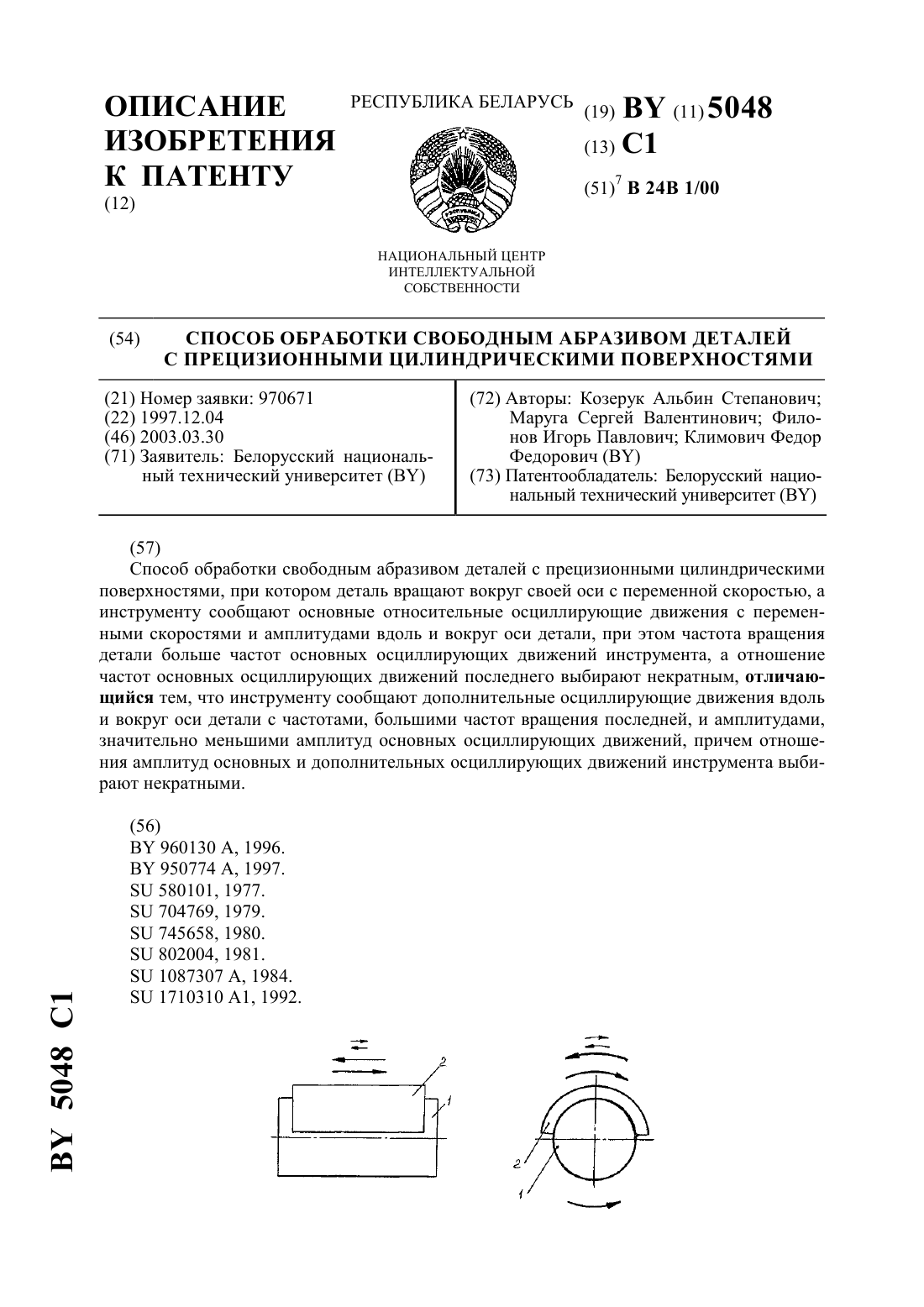
...оси симметрии детали и дополнительные, параллельные первым двум. При этом дополнительные осцилляции инструмента осуществляют с амплитудами, значительно меньшими амплитуд его основных движений, и частотами, превышающими частоту вращения детали. Величину амплитуд основных и дополнительных перемещений инструмента назначают в зависимости от распределения припуска по длине обрабатываемой поверхности, а их отношение выбирают некратным. Способ...
Способ обработки сферических поверхностей оптических деталей
Номер патента: 6646
Опубликовано: 30.12.2004
Авторы: Коновалова Алина Ивановна, Козерук Альбин Степанович, Климович Вадим Федорович, Кожух Александр Геннадьевич, Климович Федор Федорович, Басалаев Сергей Петрович
МПК: B24B 13/00
Метки: оптических, поверхностей, деталей, сферических, способ, обработки
Текст:
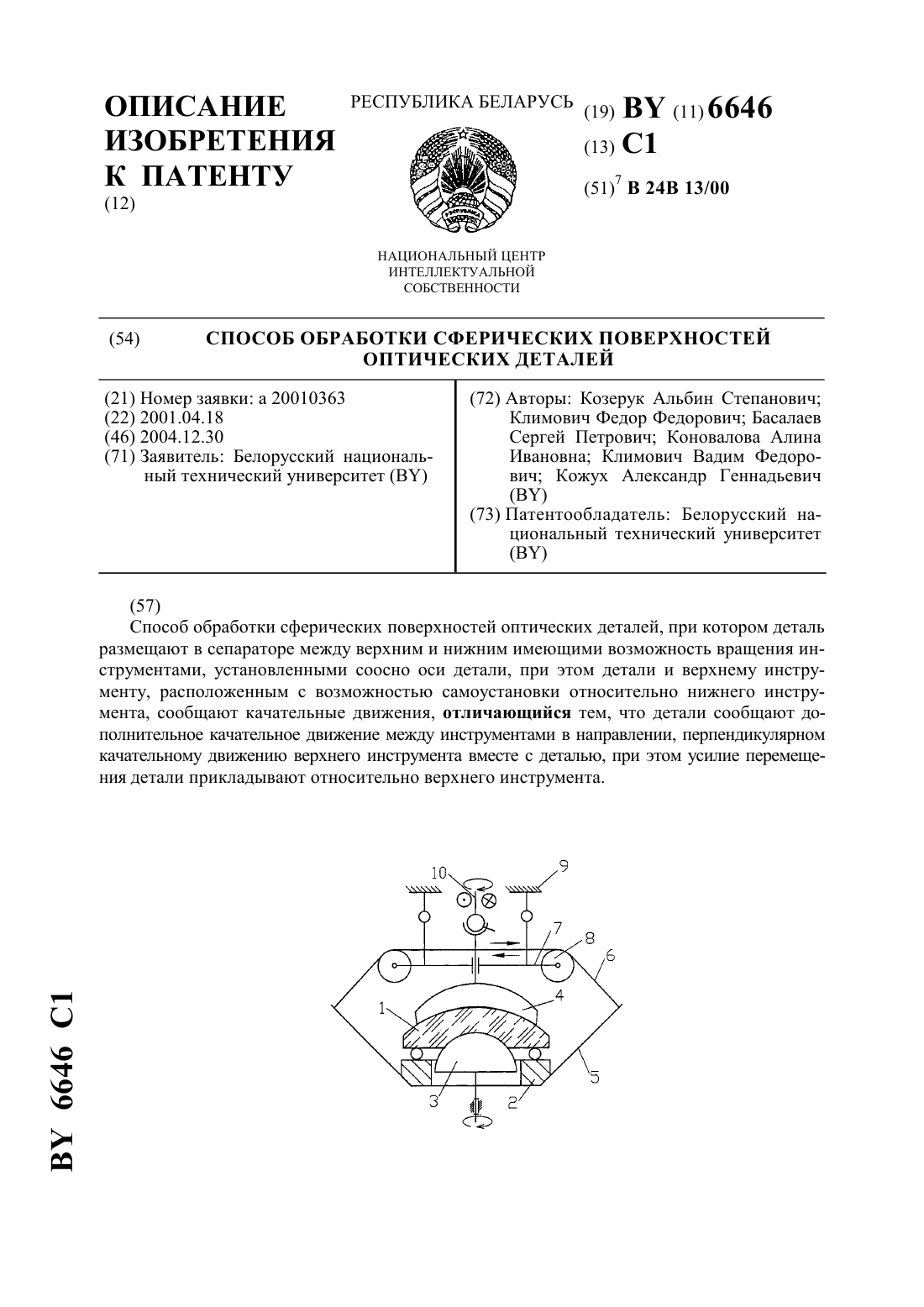
...задача решается тем, что в способе обработки сферических поверхностей оптических деталей, при котором деталь размещают в сепараторе между верхним и нижним имеющими возможность вращения инструментами, установленными соосно оси детали, при этом детали и верхнему инструменту, расположенным с возможностью самоустановки относительно нижнего инструмента, сообщают качательные движения, кроме того, детали сообщают дополнительное...
Способ финишной групповой обработки рабочих поверхностей бочкообразных несимметричных роликов и устройство для его осуществления
Номер патента: 5473
Опубликовано: 30.09.2003
Авторы: Кривко Геннадий Петрович, Ясевич Елена Михайловна, Пенза Валерий Николаевич, Филонов Игорь Павлович
МПК: B24B 5/37, B24B 35/00
Метки: несимметричных, устройство, способ, поверхностей, роликов, финишной, осуществления, обработки, групповой, рабочих, бочкообразных
Текст:
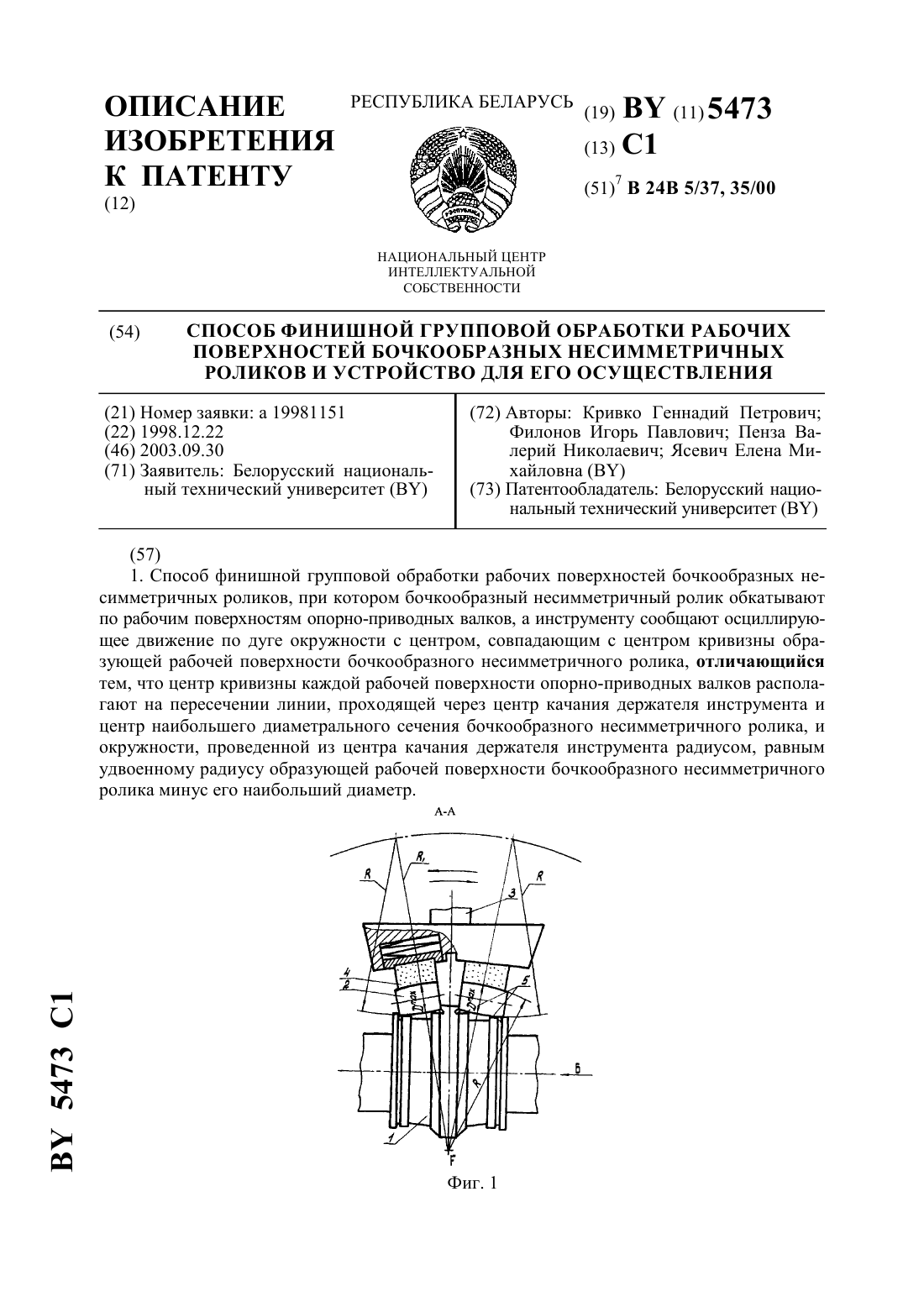
...образующей, например меньше 200 мм. Известно устройство 4 (прототип) для финишной обработки поверхности качения бочкообразных роликов, содержащее два параллельных опорно-приводных валка, на каждом из которых выполнено по одной беговой дорожке, и осциллирующий по дуге окружности держатель инструмента, центр качания которого совмещен с центром кривизны образующей обрабатываемой поверхности. Рабочие профили беговых дорожек в осевом сечении...
Предыдущий патент: Устройство для замораживания грунта
Следующий патент: Роторная установка с опорой на подушке из текучей среды
Случайный патент: Дифференциал повышенного трения