Режуще-формообразующий инструмент
Номер патента: U 7535
Опубликовано: 30.08.2011
Авторы: Логвина Екатерина Владимировна, Мрочек Жорж Адамович, Логвин Владимир Александрович, Никитин Виктор Михайлович, Никитин Сергей Викторович
Текст
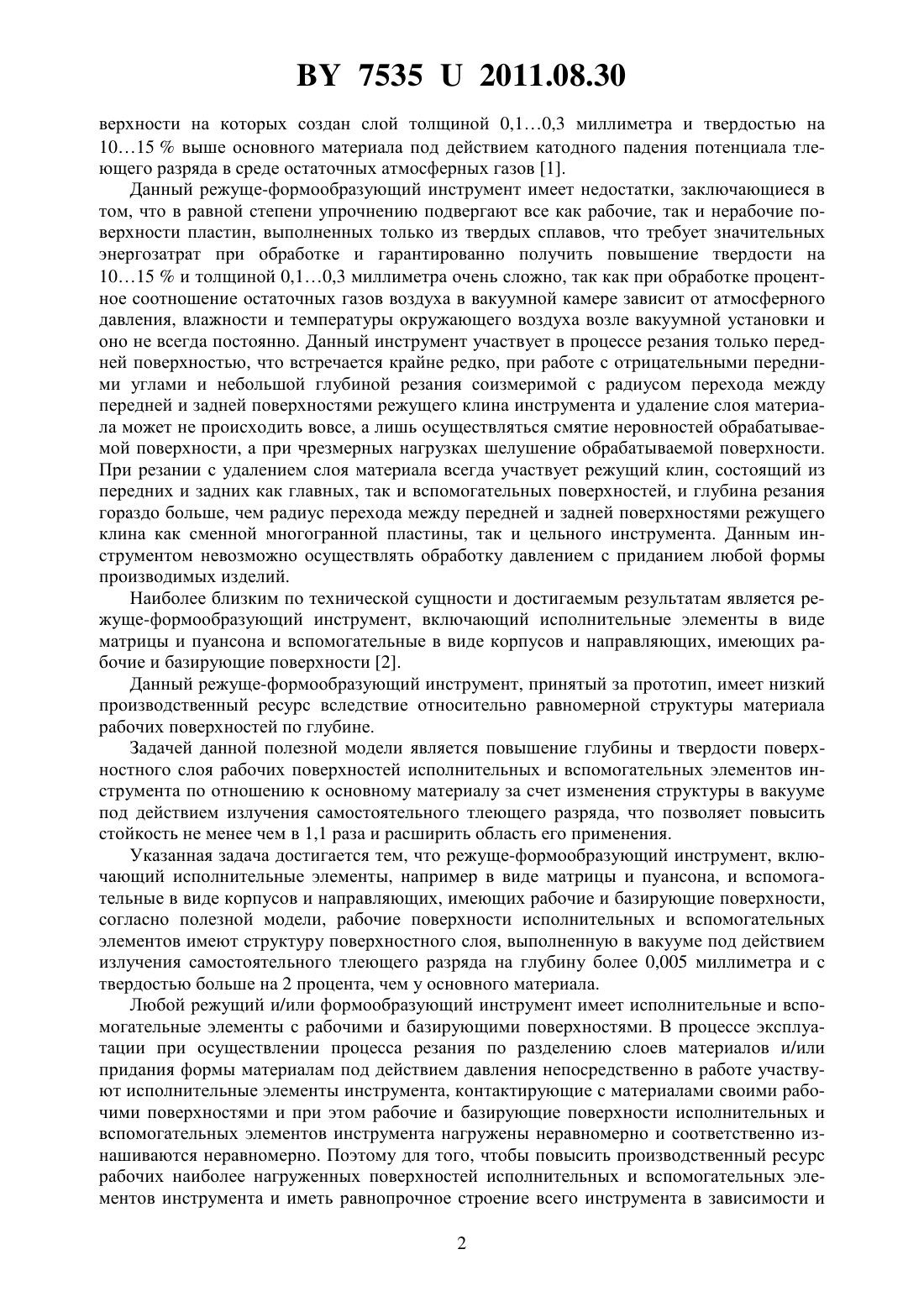
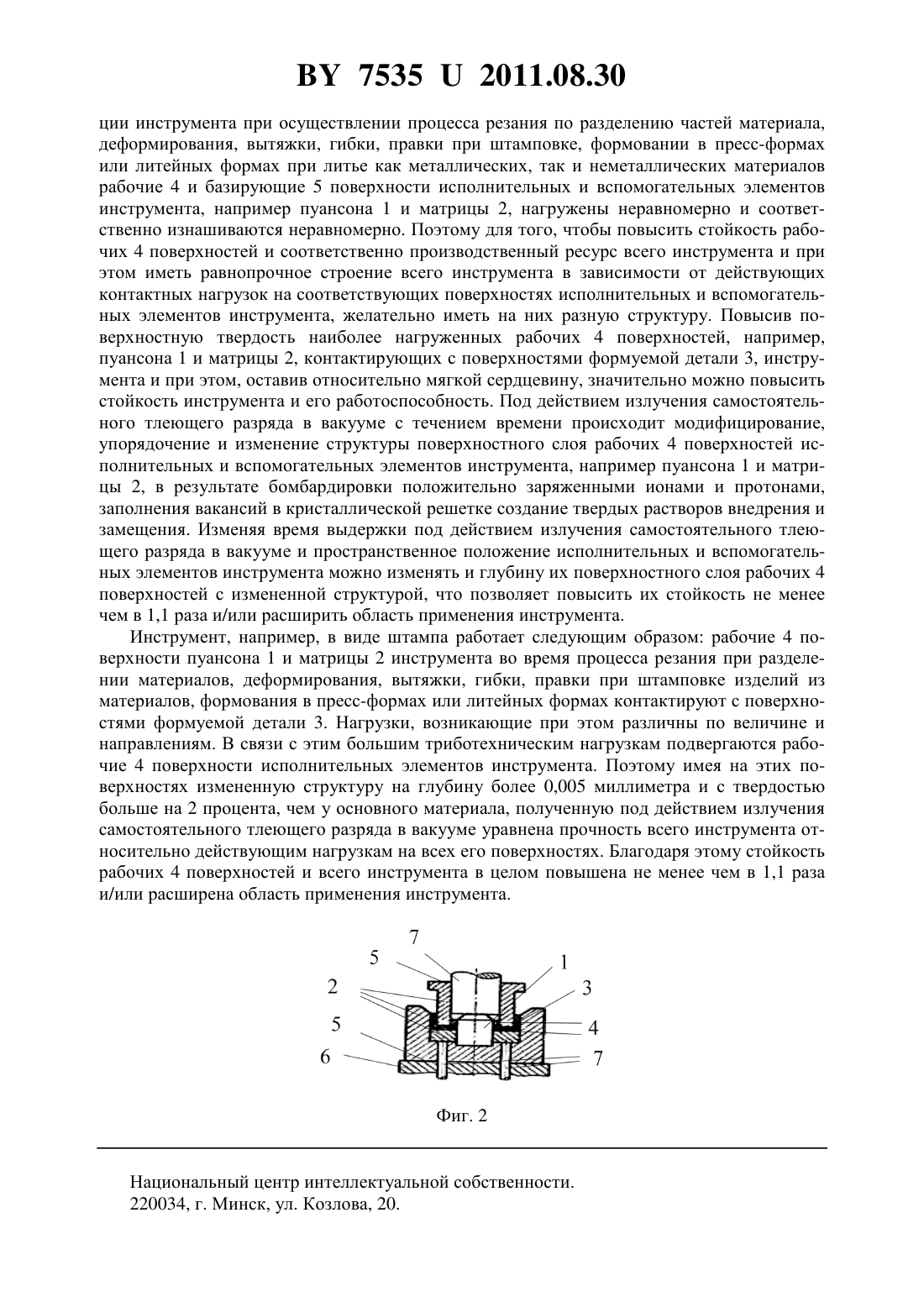
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Мрочек Жорж Адамович Логвина Екатерина Владимировна Никитин Виктор Михайлович Никитин Сергей Викторович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Режуще-формообразующий инструмент, включающий исполнительные элементы,например в виде матрицы и пуансона, и вспомогательные в виде корпусов и направляющих, имеющих рабочие и базирующие поверхности, отличающийся тем, что рабочие поверхности исполнительных и вспомогательных элементов имеют структуру поверхностного слоя, выполненную в вакууме под действием излучения самостоятельного тлеющего разряда на глубину более 0,005 миллиметра и с твердостью больше на 2 процента, чем у основного материала.(56) 1. Патент 6261, МПК В 23 В 27/00, 2010. 2. Островский, В.П. Справочник конструктора по холодной штамповке / Под ред. А.Н.Малова. - М. Машгиз, 1957. - С. 252, рис. 102. Фиг. 1 Полезная модель относится к машиностроению, в частности к механической обработке материалов резанием и давлением. Известный режуще-формообразующий инструмент, выполненный из твердого сплава в виде сменной многогранной пластины, имеющей переднюю, опорную и боковые по 75352011.08.30 верхности на которых создан слой толщиной 0,10,3 миллиметра и твердостью на 1015 выше основного материала под действием катодного падения потенциала тлеющего разряда в среде остаточных атмосферных газов 1. Данный режуще-формообразующий инструмент имеет недостатки, заключающиеся в том, что в равной степени упрочнению подвергают все как рабочие, так и нерабочие поверхности пластин, выполненных только из твердых сплавов, что требует значительных энергозатрат при обработке и гарантированно получить повышение твердости на 1015 и толщиной 0,10,3 миллиметра очень сложно, так как при обработке процентное соотношение остаточных газов воздуха в вакуумной камере зависит от атмосферного давления, влажности и температуры окружающего воздуха возле вакуумной установки и оно не всегда постоянно. Данный инструмент участвует в процессе резания только передней поверхностью, что встречается крайне редко, при работе с отрицательными передними углами и небольшой глубиной резания соизмеримой с радиусом перехода между передней и задней поверхностями режущего клина инструмента и удаление слоя материала может не происходить вовсе, а лишь осуществляться смятие неровностей обрабатываемой поверхности, а при чрезмерных нагрузках шелушение обрабатываемой поверхности. При резании с удалением слоя материала всегда участвует режущий клин, состоящий из передних и задних как главных, так и вспомогательных поверхностей, и глубина резания гораздо больше, чем радиус перехода между передней и задней поверхностями режущего клина как сменной многогранной пластины, так и цельного инструмента. Данным инструментом невозможно осуществлять обработку давлением с приданием любой формы производимых изделий. Наиболее близким по технической сущности и достигаемым результатам является режуще-формообразующий инструмент, включающий исполнительные элементы в виде матрицы и пуансона и вспомогательные в виде корпусов и направляющих, имеющих рабочие и базирующие поверхности 2. Данный режуще-формообразующий инструмент, принятый за прототип, имеет низкий производственный ресурс вследствие относительно равномерной структуры материала рабочих поверхностей по глубине. Задачей данной полезной модели является повышение глубины и твердости поверхностного слоя рабочих поверхностей исполнительных и вспомогательных элементов инструмента по отношению к основному материалу за счет изменения структуры в вакууме под действием излучения самостоятельного тлеющего разряда, что позволяет повысить стойкость не менее чем в 1,1 раза и расширить область его применения. Указанная задача достигается тем, что режуще-формообразующий инструмент, включающий исполнительные элементы, например в виде матрицы и пуансона, и вспомогательные в виде корпусов и направляющих, имеющих рабочие и базирующие поверхности,согласно полезной модели, рабочие поверхности исполнительных и вспомогательных элементов имеют структуру поверхностного слоя, выполненную в вакууме под действием излучения самостоятельного тлеющего разряда на глубину более 0,005 миллиметра и с твердостью больше на 2 процента, чем у основного материала. Любой режущий и/или формообразующий инструмент имеет исполнительные и вспомогательные элементы с рабочими и базирующими поверхностями. В процессе эксплуатации при осуществлении процесса резания по разделению слоев материалов и/или придания формы материалам под действием давления непосредственно в работе участвуют исполнительные элементы инструмента, контактирующие с материалами своими рабочими поверхностями и при этом рабочие и базирующие поверхности исполнительных и вспомогательных элементов инструмента нагружены неравномерно и соответственно изнашиваются неравномерно. Поэтому для того, чтобы повысить производственный ресурс рабочих наиболее нагруженных поверхностей исполнительных и вспомогательных элементов инструмента и иметь равнопрочное строение всего инструмента в зависимости и 2 75352011.08.30 пропорционально действующей контактной нагрузки на соответствующих поверхностях,желательно иметь разную структуру. Повысив поверхностную твердость и изменив структуру наиболее нагруженных рабочих поверхностей исполнительных элементов инструмента и при этом, оставив относительно мягкой сердцевину, можно значительно повысить производственный ресурс всего инструмента. Это характерно для рабочих поверхностей исполнительных элементов вырубных, гибочных, формообразующих, вытяжных, правильных и комбинированных штампов, пресс-форм для литья неметаллических материалов, форм для литья под давлением металлических материалов и сплавов. Под действием излучения самостоятельного тлеющего разряда в вакууме, сопровождающегося искрообразованием на обрабатываемой поверхности вследствие взрывной эмиссии имеют место значительные блуждающие тепловые флуктуации и упругие столкновения налетающих ионов и протонов с атомами кристаллической решетки обрабатываемого материала, которые с течением времени приводят к упорядочению и изменению структуры поверхностного слоя. Высокий нагрев в микроскопических объемах в области соударений налетающих ионов с атомами кристаллической решетки приводит к частичному расплавлению небольшого объема материала изделия и за счет капиллярного эффекта лучшему проникновению в дефектные области, а также способствует лучшему протеканию диффузионных процессов в зоне соударений ионов и атомов. При этом происходит испарение части расплавленного материала с образованием новых ионов и свободных атомов в межэлектродном пространстве. В результате радиационных нарушений, волнового эффекта и процессов самоорганизации происходит изменение с упорядочением структуры упрочненного поверхностного слоя материала рабочих поверхностей исполнительных и вспомогательных элементов инструмента под действием внешнего потока энергии за счет создания автономных временных и пространственно-неоднородных макроструктур (диссипативных структур). При поступлении потока внешней энергии, каждый элемент кристаллической решетки выводится из состояния равновесия и приобретает способность совершать автоколебания. При этом кристаллиты обрабатываемого материала представляет собой распределенную активную среду, и, в зависимости от типа локальной связи, в нем проявляется кооперативный эффект - создаются новые стационарные либо зависящие от времени пространственные структуры. Определив собственные функции сложных нелинейных систем можно слабым воздействием вызвать внутренние процессы усложнения и образования устойчивых структур, которые могут обеспечить целенаправленное изменение свойств системы. С выявлением закономерностей самоорганизационных процессов,проходящих в материалах за счет инициирования внутренних сил путем слабого внешнего воздействия, можно создавать принципиально новые технологии по упрочнению, пластификации различных материалов, а также целенаправленно формировать новый комплекс эксплуатационных характеристик. Изменяя время выдержки и пространственное положение рабочих поверхностей инструмента можно изменять и глубину поверхностного слоя с измененной структурой, что позволяет повысить производственный ресурс не менее чем в 1,1 раза и расширить область применения инструмента. Сущность полезной модели поясняется иллюстрациями, на которых изображены примеры заявляемого инструмента. На фиг. 1 представлен инструмент в виде вытяжного штампа со сферической деталью, на фиг. 2 представлен инструмент в виде комбинированного штампа с гибкой вытяжкой и вырубкой отверстия в детали. Инструмент может быть режущим и/или формообразующим, состоит из исполнительных элементов, например пуансона 1, матрицы 2 и/или других и вспомогательных элементов, например, в виде корпусов 6 и направляющих 7, а также может быть любого габарита и формы. Матрица 2, как правило, имеет конфигурацию, которую необходимо придать лицевой стороне детали 3, а пуансон 1 тыльной стороне детали 3. Следует отметить, что при изменении направления работы исполнительных и вспомогательных элементов инструмента тыльная сторона детали 3 и лицевая меняются местами. В процессе эксплуата 3 75352011.08.30 ции инструмента при осуществлении процесса резания по разделению частей материала,деформирования, вытяжки, гибки, правки при штамповке, формовании в пресс-формах или литейных формах при литье как металлических, так и неметаллических материалов рабочие 4 и базирующие 5 поверхности исполнительных и вспомогательных элементов инструмента, например пуансона 1 и матрицы 2, нагружены неравномерно и соответственно изнашиваются неравномерно. Поэтому для того, чтобы повысить стойкость рабочих 4 поверхностей и соответственно производственный ресурс всего инструмента и при этом иметь равнопрочное строение всего инструмента в зависимости от действующих контактных нагрузок на соответствующих поверхностях исполнительных и вспомогательных элементов инструмента, желательно иметь на них разную структуру. Повысив поверхностную твердость наиболее нагруженных рабочих 4 поверхностей, например,пуансона 1 и матрицы 2, контактирующих с поверхностями формуемой детали 3, инструмента и при этом, оставив относительно мягкой сердцевину, значительно можно повысить стойкость инструмента и его работоспособность. Под действием излучения самостоятельного тлеющего разряда в вакууме с течением времени происходит модифицирование,упорядочение и изменение структуры поверхностного слоя рабочих 4 поверхностей исполнительных и вспомогательных элементов инструмента, например пуансона 1 и матрицы 2, в результате бомбардировки положительно заряженными ионами и протонами,заполнения вакансий в кристаллической решетке создание твердых растворов внедрения и замещения. Изменяя время выдержки под действием излучения самостоятельного тлеющего разряда в вакууме и пространственное положение исполнительных и вспомогательных элементов инструмента можно изменять и глубину их поверхностного слоя рабочих 4 поверхностей с измененной структурой, что позволяет повысить их стойкость не менее чем в 1,1 раза и/или расширить область применения инструмента. Инструмент, например, в виде штампа работает следующим образом рабочие 4 поверхности пуансона 1 и матрицы 2 инструмента во время процесса резания при разделении материалов, деформирования, вытяжки, гибки, правки при штамповке изделий из материалов, формования в пресс-формах или литейных формах контактируют с поверхностями формуемой детали 3. Нагрузки, возникающие при этом различны по величине и направлениям. В связи с этим большим триботехническим нагрузкам подвергаются рабочие 4 поверхности исполнительных элементов инструмента. Поэтому имея на этих поверхностях измененную структуру на глубину более 0,005 миллиметра и с твердостью больше на 2 процента, чем у основного материала, полученную под действием излучения самостоятельного тлеющего разряда в вакууме уравнена прочность всего инструмента относительно действующим нагрузкам на всех его поверхностях. Благодаря этому стойкость рабочих 4 поверхностей и всего инструмента в целом повышена не менее чем в 1,1 раза и/или расширена область применения инструмента. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: инструмент, режуще-формообразующий
Код ссылки
<a href="https://by.patents.su/4-u7535-rezhushhe-formoobrazuyushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Режуще-формообразующий инструмент</a>
Ручной инструмент для соединения листового металла
Номер патента: 3451
Опубликовано: 30.06.2000
Авторы: Романенков Владимир Андреевич, Шелег Валерий Константинович, Денисов Леонид Сергеевич
МПК: B21B 39/03, B25B 7/00, B21J 15/38...
Метки: ручной, листового, металла, инструмент, соединения
Текст:
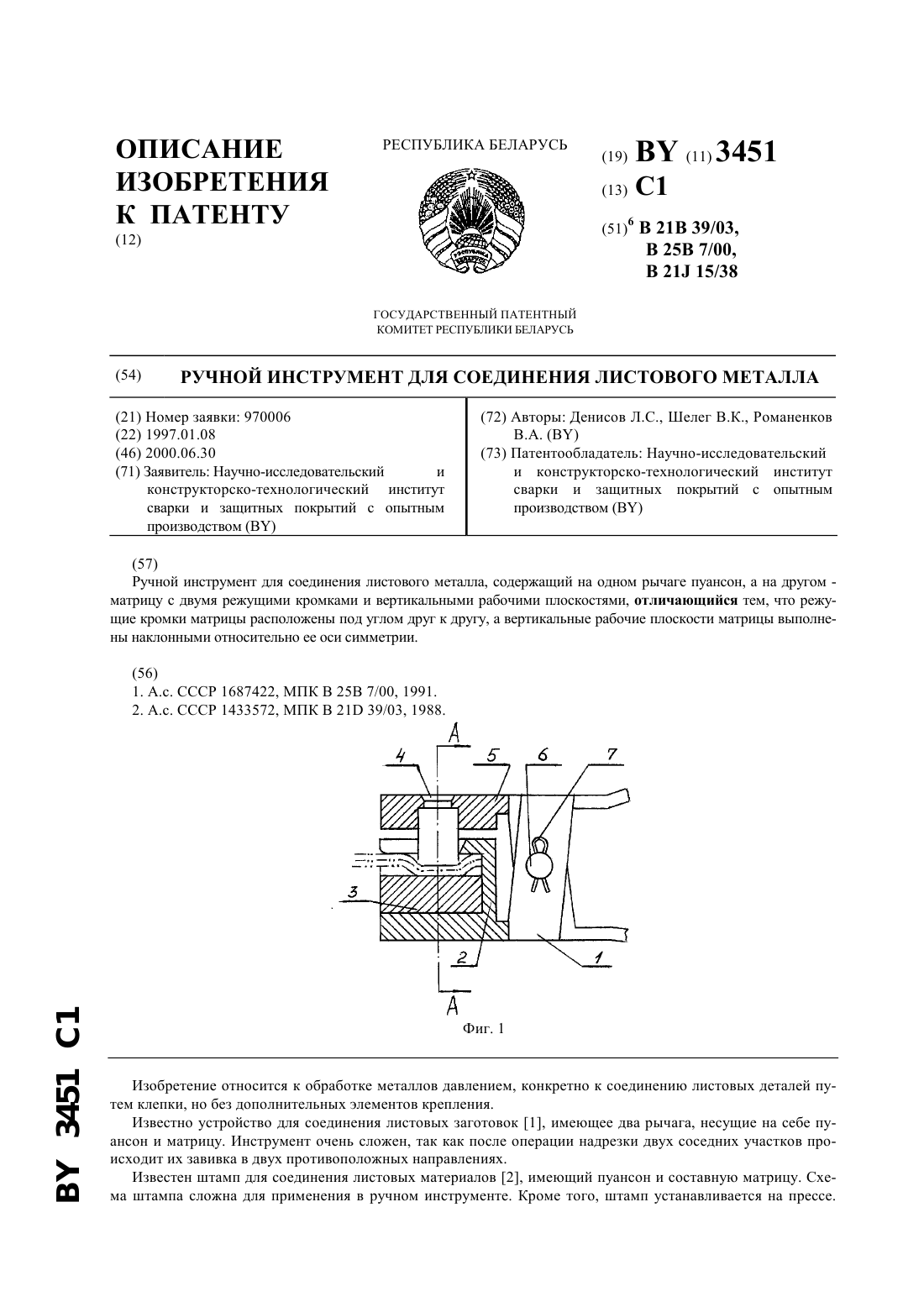
...ручного инструмента, так как усилия сплющивания материала достигают больших величин. В предлагаемом инструменте отношение длин плеч рычагов при соблюдении всех эргономических требований может быть 30 и более. Движение пуансона по дуге окружности снижает максимальное усилие, так как инструмент работает как бы по принципу гильотинных ножниц. На фиг. 1 изображен общий вид инструмента на фиг. 2 - разрез по А-А на фиг. 3 - инструмент в плане без...
Инструмент для формирования антифрикционных покрытий трением
Номер патента: U 4566
Опубликовано: 30.08.2008
Авторы: Константинов Валерий Михайлович, Лукашок Александр Николаевич
МПК: C23C 26/00
Метки: антифрикционных, формирования, покрытий, инструмент, трением
Текст:
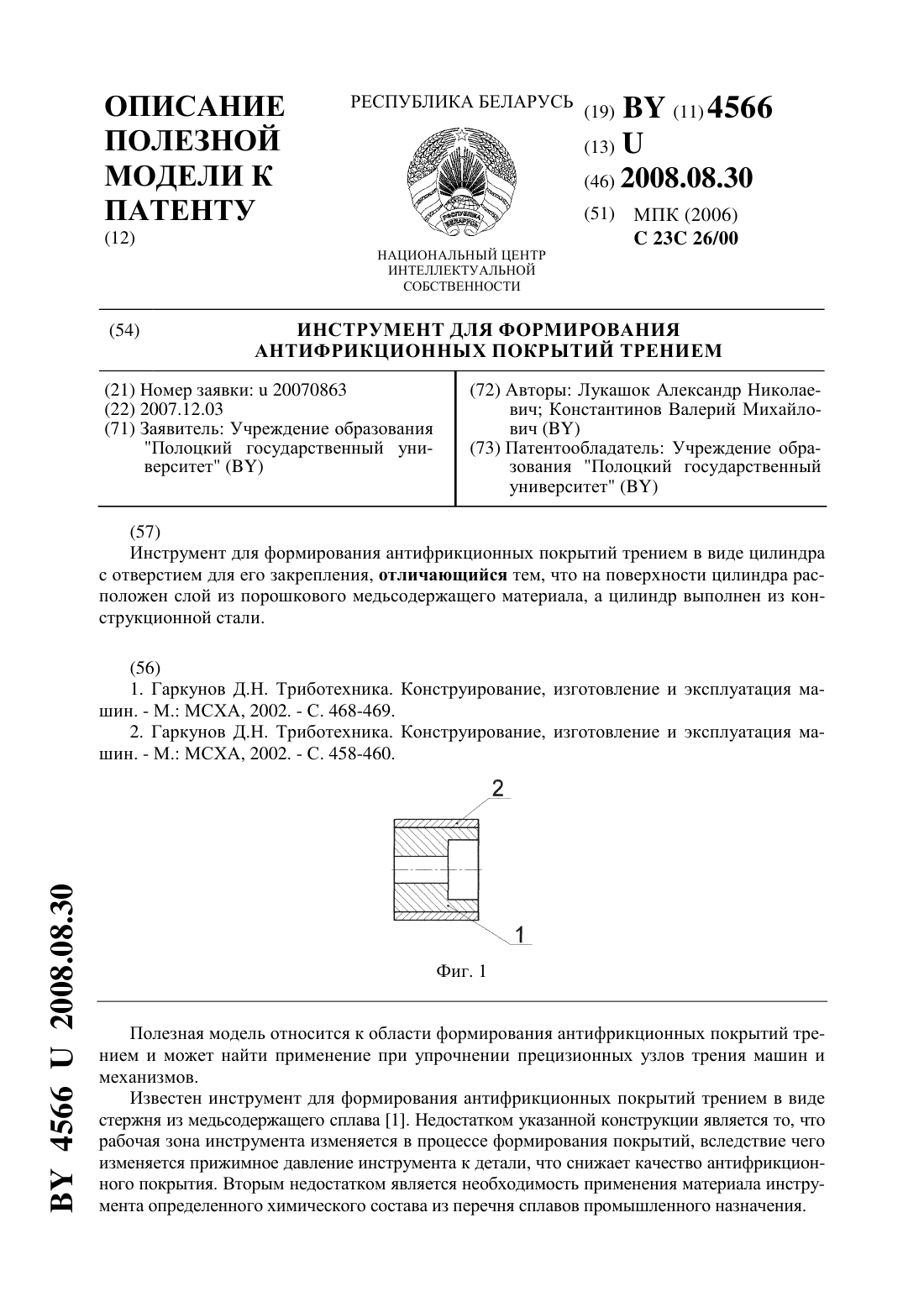
...промышленного назначения. Задачей полезной модели является снижение стоимости инструмента и возникновение возможности изменения состава используемого материала в широком диапазоне. Указанная задача достигается тем, что инструмент для формирования антифрикционных покрытий трением выполнен в виде цилиндра с отверстием для его закрепления. При этом на поверхности цилиндра расположен слой из порошкового медьсодержащего материала, а цилиндр...
Инструмент для накатывания внутренних поверхностей вращения
Номер патента: U 4560
Опубликовано: 30.08.2008
Авторы: Петровский Николай Владимирович, Ящук Олег Викторович
МПК: B24B 39/00
Метки: поверхностей, инструмент, внутренних, накатывания, вращения
Текст:
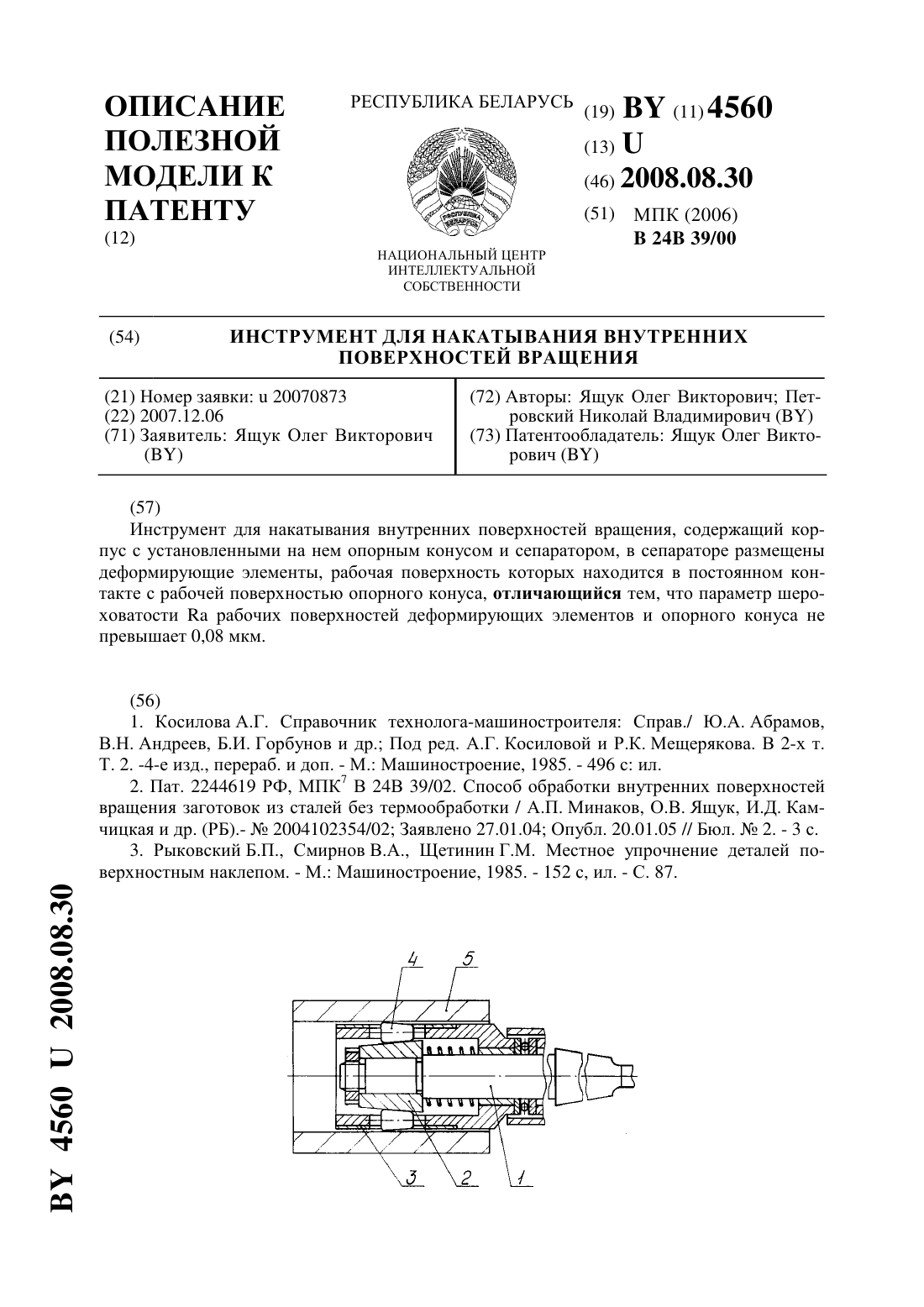
...элементами, не способен обеспечить получение на обрабатываемой поверхности параметра шероховатости 0,1 мкм вследствие того, что при изготовлении деформирующих элементов и опорного конуса их рабочие поверхности обрабатывают с параметром шероховатости 0,1 мкм или, обычно,0,20,4 мкм (. 392). В процессе накатывания обрабатываемой поверхности,твердость которой несравненно меньше твердости рабочей поверхности деформирующих элементов,...
Инструмент для накатывания внутренней поверхности вращения
Номер патента: 13884
Опубликовано: 30.12.2010
Автор: Ящук Олег Викторович
МПК: B24B 39/00
Метки: вращения, инструмент, внутренней, поверхности, накатывания
Текст:
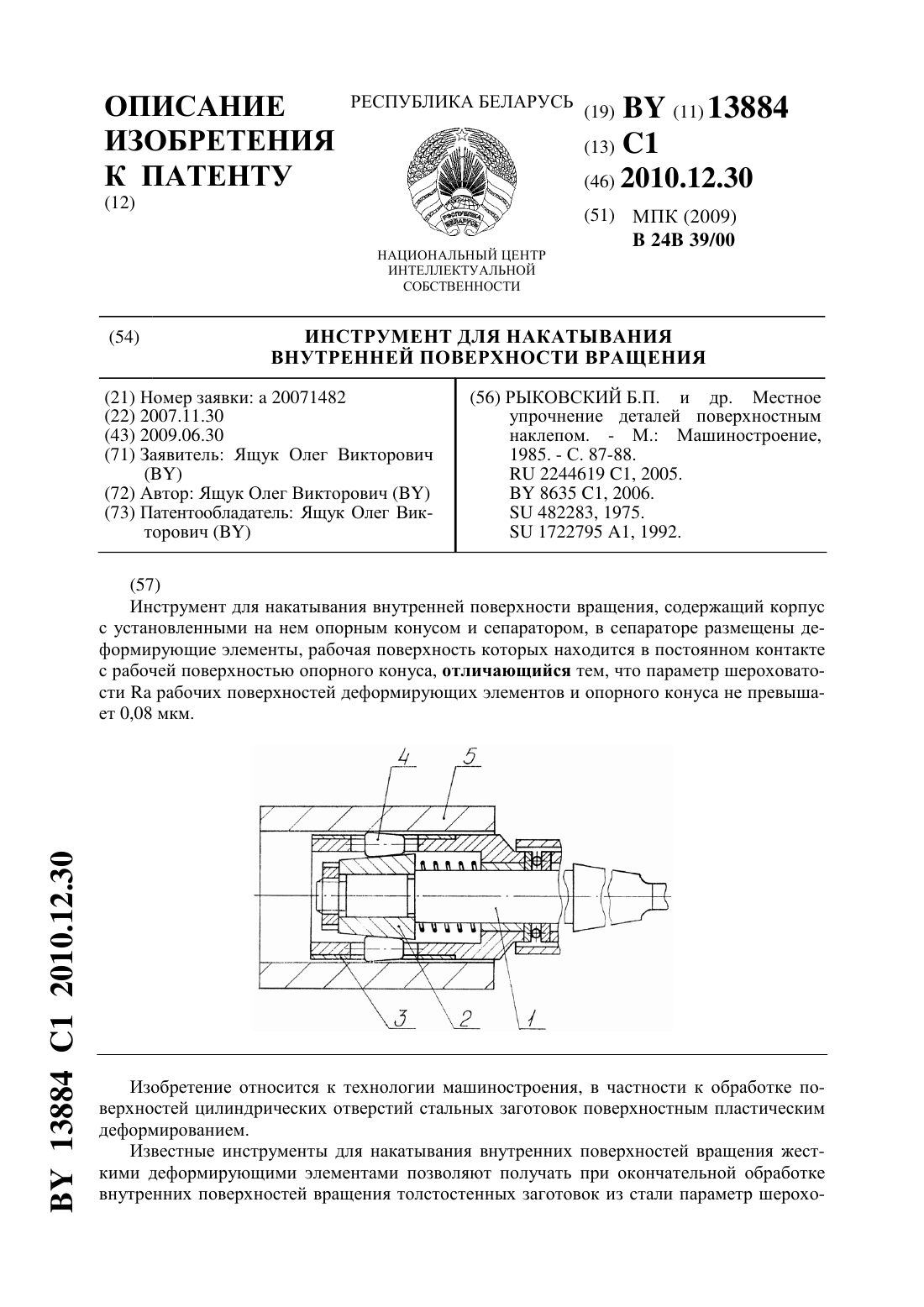
...приобретает шероховатость,близкую к шероховатости рабочей поверхности деформирующих элементов. Имеет место так называемая технологическая наследственность. Задачей настоящего изобретения является обеспечение получения на обрабатываемой поверхности параметра шероховатостименее 0,1 мкм с продолжительностью, достаточной для использования инструмента в массовом производстве. Поставленная задача решается тем, что в известном инструменте для...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Камчицкая Ирина Дмитриевна, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/06
Метки: плоских, пневмовибродинамической, обработки, поверхностей, инструмент
Текст:
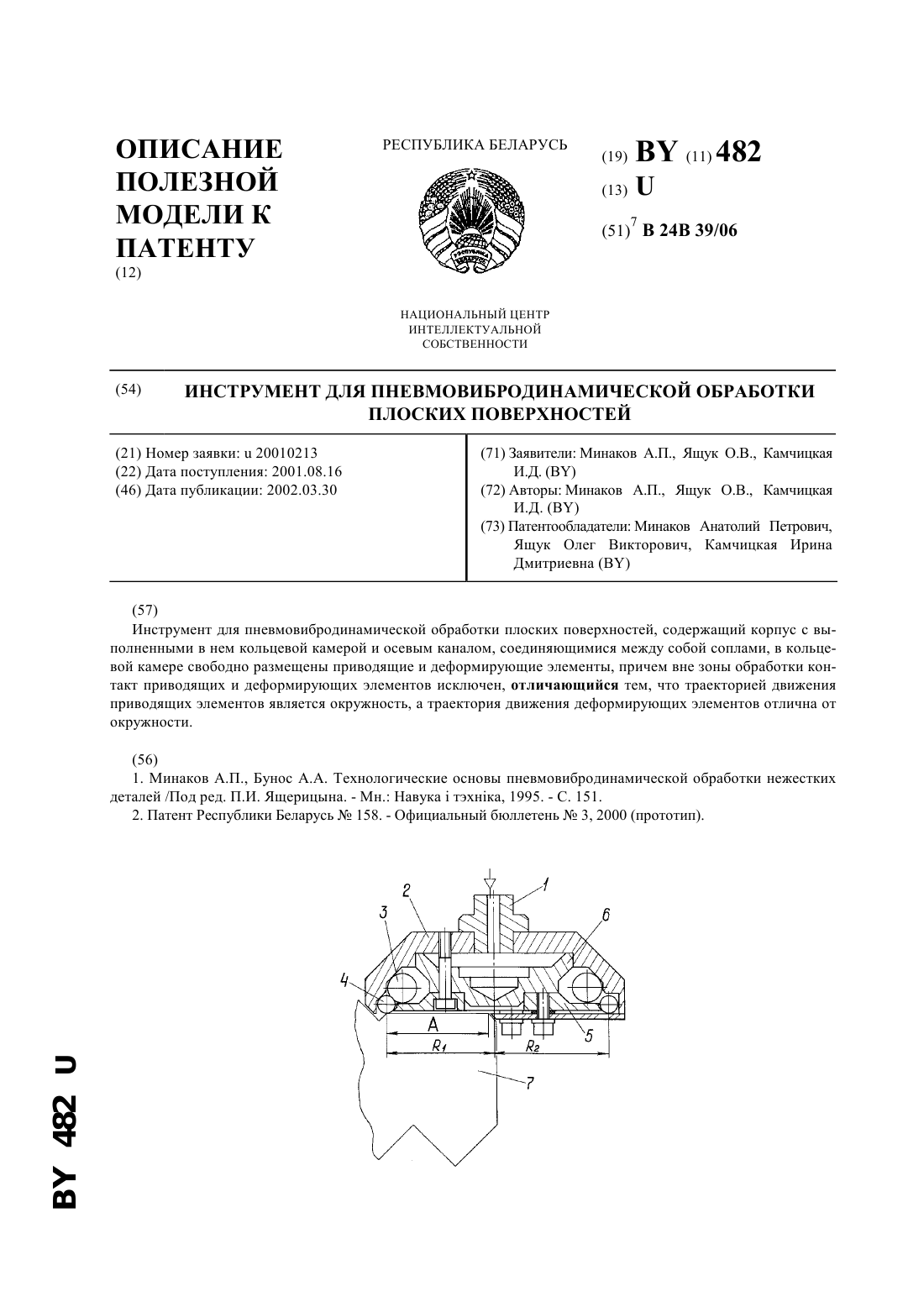
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Предыдущий патент: Платформа технологическая
Следующий патент: Система управления дорожным движением
Случайный патент: Крепление закладки для книг