Штамп для горячей объемной штамповки
Номер патента: U 6237
Опубликовано: 30.06.2010
Авторы: Дудецкая Лариса Романовна, Афанасьев Сергей Николаевич, Орлов Юрий Григорьевич
Текст
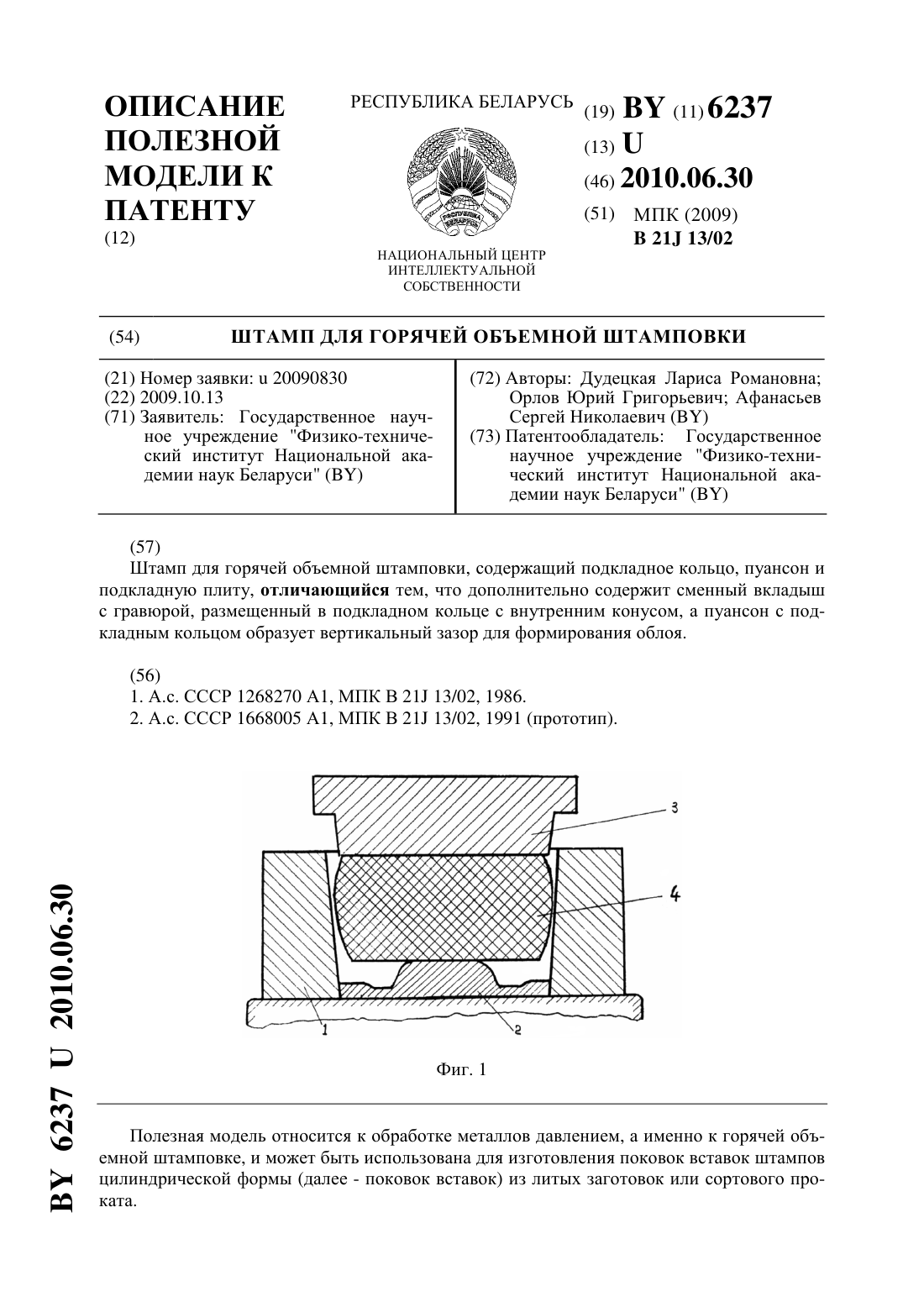
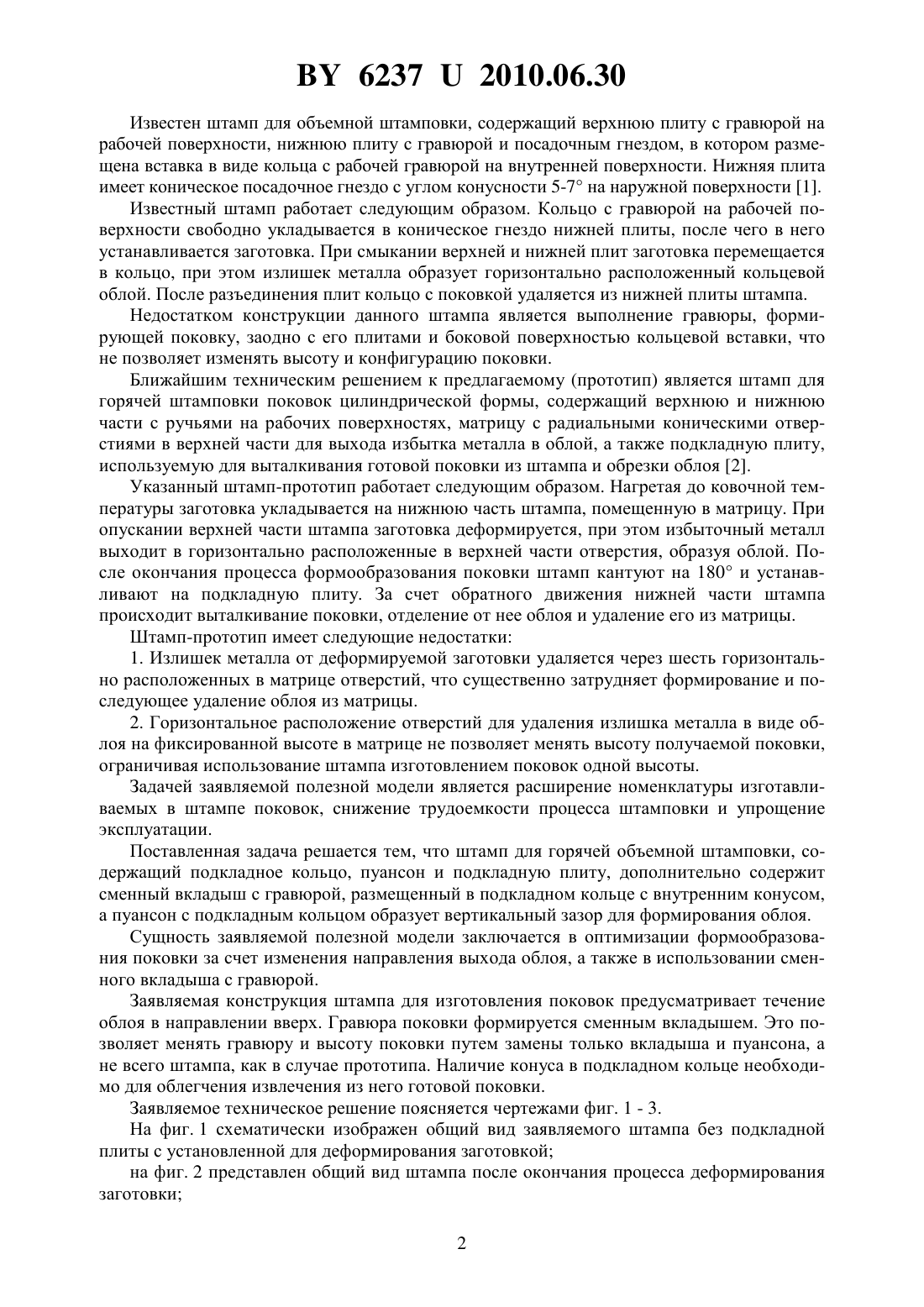
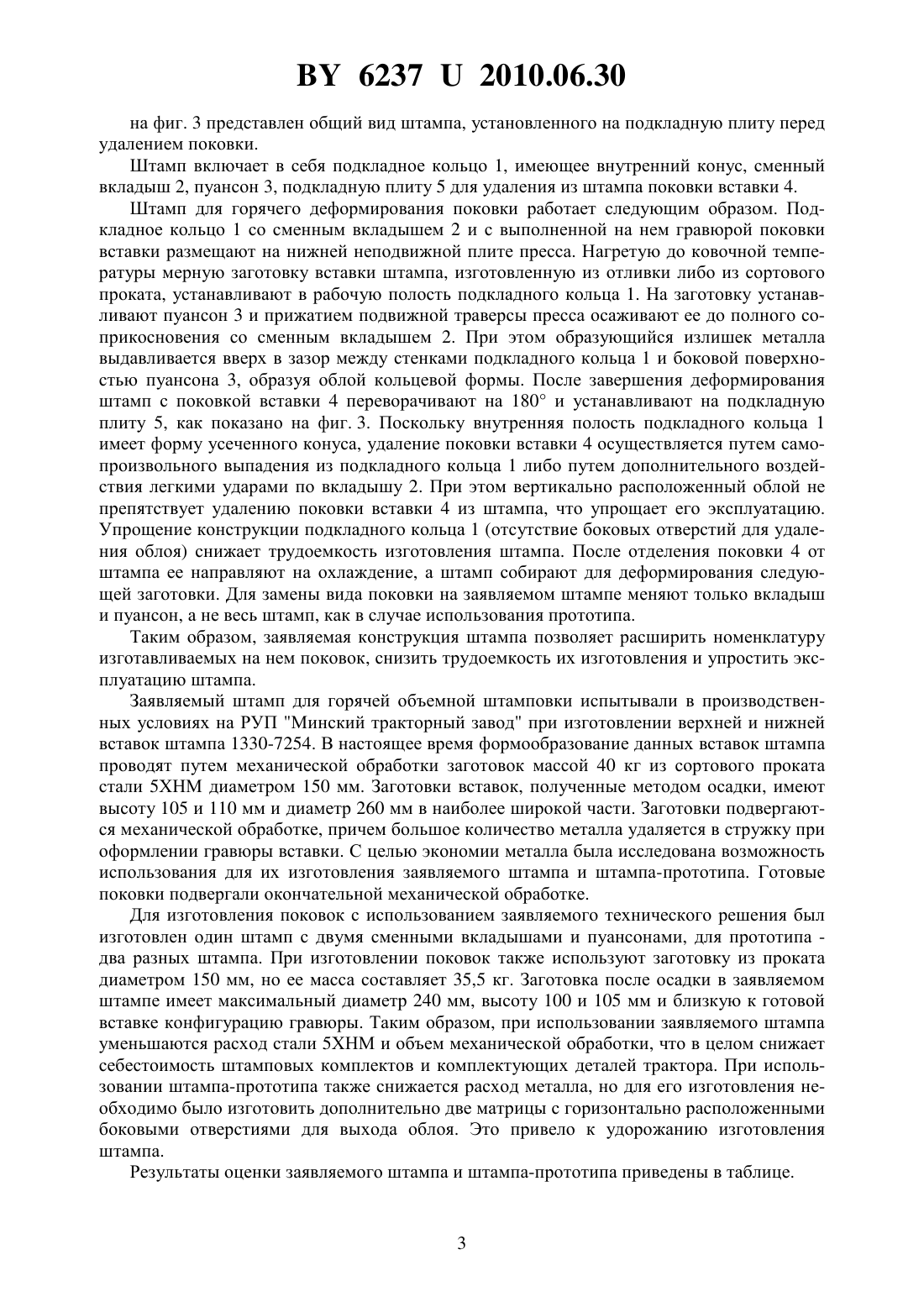
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Афанасьев Сергей Николаевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Штамп для горячей объемной штамповки, содержащий подкладное кольцо, пуансон и подкладную плиту, отличающийся тем, что дополнительно содержит сменный вкладыш с гравюрой, размещенный в подкладном кольце с внутренним конусом, а пуансон с подкладным кольцом образует вертикальный зазор для формирования облоя. Фиг. 1 Полезная модель относится к обработке металлов давлением, а именно к горячей объемной штамповке, и может быть использована для изготовления поковок вставок штампов цилиндрической формы (далее - поковок вставок) из литых заготовок или сортового проката. 62372010.06.30 Известен штамп для объемной штамповки, содержащий верхнюю плиту с гравюрой на рабочей поверхности, нижнюю плиту с гравюрой и посадочным гнездом, в котором размещена вставка в виде кольца с рабочей гравюрой на внутренней поверхности. Нижняя плита имеет коническое посадочное гнездо с углом конусности 5-7 на наружной поверхности 1. Известный штамп работает следующим образом. Кольцо с гравюрой на рабочей поверхности свободно укладывается в коническое гнездо нижней плиты, после чего в него устанавливается заготовка. При смыкании верхней и нижней плит заготовка перемещается в кольцо, при этом излишек металла образует горизонтально расположенный кольцевой облой. После разъединения плит кольцо с поковкой удаляется из нижней плиты штампа. Недостатком конструкции данного штампа является выполнение гравюры, формирующей поковку, заодно с его плитами и боковой поверхностью кольцевой вставки, что не позволяет изменять высоту и конфигурацию поковки. Ближайшим техническим решением к предлагаемому (прототип) является штамп для горячей штамповки поковок цилиндрической формы, содержащий верхнюю и нижнюю части с ручьями на рабочих поверхностях, матрицу с радиальными коническими отверстиями в верхней части для выхода избытка металла в облой, а также подкладную плиту,используемую для выталкивания готовой поковки из штампа и обрезки облоя 2. Указанный штамп-прототип работает следующим образом. Нагретая до ковочной температуры заготовка укладывается на нижнюю часть штампа, помещенную в матрицу. При опускании верхней части штампа заготовка деформируется, при этом избыточный металл выходит в горизонтально расположенные в верхней части отверстия, образуя облой. После окончания процесса формообразования поковки штамп кантуют на 180 и устанавливают на подкладную плиту. За счет обратного движения нижней части штампа происходит выталкивание поковки, отделение от нее облоя и удаление его из матрицы. Штамп-прототип имеет следующие недостатки 1. Излишек металла от деформируемой заготовки удаляется через шесть горизонтально расположенных в матрице отверстий, что существенно затрудняет формирование и последующее удаление облоя из матрицы. 2. Горизонтальное расположение отверстий для удаления излишка металла в виде облоя на фиксированной высоте в матрице не позволяет менять высоту получаемой поковки,ограничивая использование штампа изготовлением поковок одной высоты. Задачей заявляемой полезной модели является расширение номенклатуры изготавливаемых в штампе поковок, снижение трудоемкости процесса штамповки и упрощение эксплуатации. Поставленная задача решается тем, что штамп для горячей объемной штамповки, содержащий подкладное кольцо, пуансон и подкладную плиту, дополнительно содержит сменный вкладыш с гравюрой, размещенный в подкладном кольце с внутренним конусом,а пуансон с подкладным кольцом образует вертикальный зазор для формирования облоя. Сущность заявляемой полезной модели заключается в оптимизации формообразования поковки за счет изменения направления выхода облоя, а также в использовании сменного вкладыша с гравюрой. Заявляемая конструкция штампа для изготовления поковок предусматривает течение облоя в направлении вверх. Гравюра поковки формируется сменным вкладышем. Это позволяет менять гравюру и высоту поковки путем замены только вкладыша и пуансона, а не всего штампа, как в случае прототипа. Наличие конуса в подкладном кольце необходимо для облегчения извлечения из него готовой поковки. Заявляемое техническое решение поясняется чертежами фиг. 1 - 3. На фиг. 1 схематически изображен общий вид заявляемого штампа без подкладной плиты с установленной для деформирования заготовкой на фиг. 2 представлен общий вид штампа после окончания процесса деформирования заготовки 2 62372010.06.30 на фиг. 3 представлен общий вид штампа, установленного на подкладную плиту перед удалением поковки. Штамп включает в себя подкладное кольцо 1, имеющее внутренний конус, сменный вкладыш 2, пуансон 3, подкладную плиту 5 для удаления из штампа поковки вставки 4. Штамп для горячего деформирования поковки работает следующим образом. Подкладное кольцо 1 со сменным вкладышем 2 и с выполненной на нем гравюрой поковки вставки размещают на нижней неподвижной плите пресса. Нагретую до ковочной температуры мерную заготовку вставки штампа, изготовленную из отливки либо из сортового проката, устанавливают в рабочую полость подкладного кольца 1. На заготовку устанавливают пуансон 3 и прижатием подвижной траверсы пресса осаживают ее до полного соприкосновения со сменным вкладышем 2. При этом образующийся излишек металла выдавливается вверх в зазор между стенками подкладного кольца 1 и боковой поверхностью пуансона 3, образуя облой кольцевой формы. После завершения деформирования штамп с поковкой вставки 4 переворачивают на 180 и устанавливают на подкладную плиту 5, как показано на фиг. 3. Поскольку внутренняя полость подкладного кольца 1 имеет форму усеченного конуса, удаление поковки вставки 4 осуществляется путем самопроизвольного выпадения из подкладного кольца 1 либо путем дополнительного воздействия легкими ударами по вкладышу 2. При этом вертикально расположенный облой не препятствует удалению поковки вставки 4 из штампа, что упрощает его эксплуатацию. Упрощение конструкции подкладного кольца 1 (отсутствие боковых отверстий для удаления облоя) снижает трудоемкость изготовления штампа. После отделения поковки 4 от штампа ее направляют на охлаждение, а штамп собирают для деформирования следующей заготовки. Для замены вида поковки на заявляемом штампе меняют только вкладыш и пуансон, а не весь штамп, как в случае использования прототипа. Таким образом, заявляемая конструкция штампа позволяет расширить номенклатуру изготавливаемых на нем поковок, снизить трудоемкость их изготовления и упростить эксплуатацию штампа. Заявляемый штамп для горячей объемной штамповки испытывали в производственных условиях на РУП Минский тракторный завод при изготовлении верхней и нижней вставок штампа 1330-7254. В настоящее время формообразование данных вставок штампа проводят путем механической обработки заготовок массой 40 кг из сортового проката стали 5 ХНМ диаметром 150 мм. Заготовки вставок, полученные методом осадки, имеют высоту 105 и 110 мм и диаметр 260 мм в наиболее широкой части. Заготовки подвергаются механической обработке, причем большое количество металла удаляется в стружку при оформлении гравюры вставки. С целью экономии металла была исследована возможность использования для их изготовления заявляемого штампа и штампа-прототипа. Готовые поковки подвергали окончательной механической обработке. Для изготовления поковок с использованием заявляемого технического решения был изготовлен один штамп с двумя сменными вкладышами и пуансонами, для прототипа два разных штампа. При изготовлении поковок также используют заготовку из проката диаметром 150 мм, но ее масса составляет 35,5 кг. Заготовка после осадки в заявляемом штампе имеет максимальный диаметр 240 мм, высоту 100 и 105 мм и близкую к готовой вставке конфигурацию гравюры. Таким образом, при использовании заявляемого штампа уменьшаются расход стали 5 ХНМ и объем механической обработки, что в целом снижает себестоимость штамповых комплектов и комплектующих деталей трактора. При использовании штампа-прототипа также снижается расход металла, но для его изготовления необходимо было изготовить дополнительно две матрицы с горизонтально расположенными боковыми отверстиями для выхода облоя. Это привело к удорожанию изготовления штампа. Результаты оценки заявляемого штампа и штампа-прототипа приведены в таблице. 62372010.06.30 Сравнительная оценка заявляемого штампа и штампа-прототипа Стойкость штампа Экономия метал(количество циклов ла при изготовлеТип штампа Назначение штампа до выхода из строя нии поковки подкладного кольца) вставки,для изготовления поковок Заявляемый штамп 30 20 двух типов вставок для изготовления поковки Штамп-прототип 5 одной вставки Из приведенных данных видно, что заявляемый штамп по сравнению с прототипом позволяет изготавливать поковки, отличающиеся по высоте и форме гравюры, с использованием одного и того же штампа с незначительной модернизацией, снизить трудоемкость изготовления поковок за счет уменьшения времени на изготовление одной поковки, упростить эксплуатацию штампа за счет облегчения удаления поковки вставки из штампа. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21J 13/02
Метки: штамп, горячей, штамповки, объемной
Код ссылки
<a href="https://by.patents.su/4-u6237-shtamp-dlya-goryachejj-obemnojj-shtampovki.html" rel="bookmark" title="База патентов Беларуси">Штамп для горячей объемной штамповки</a>
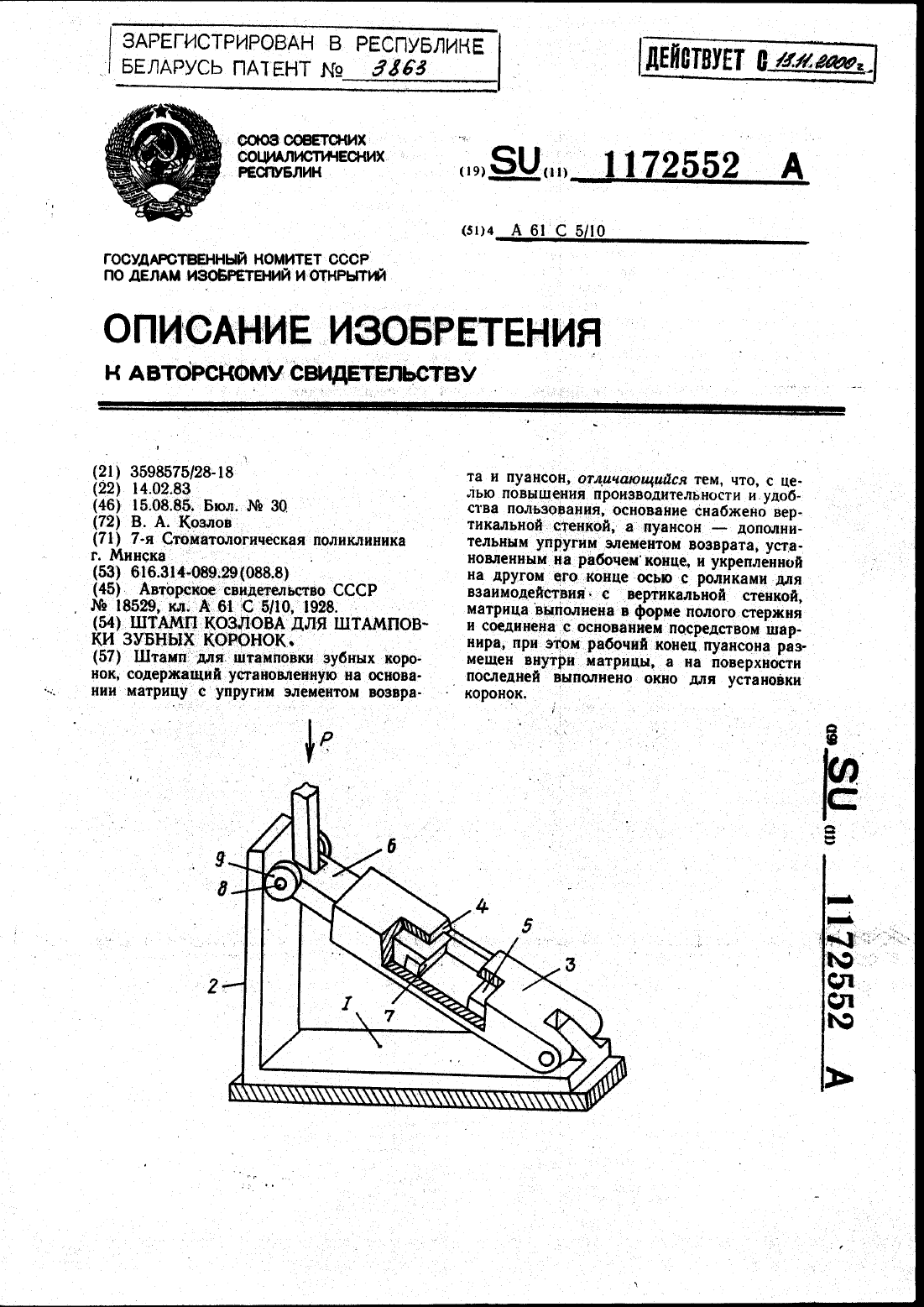
Штамп Козлова для штамповки зубных коронок
Номер патента: 3863
Опубликовано: 30.03.2001
Автор: Козлов Владимир Александрович
МПК: A61C 5/10
Метки: штамп, зубных, коронок, штамповки, козлова
Текст:
...оыполнено окно для установкиИзобретение относится к медицине, в частности к ортопедичеокойк стоматологии . Целью изобретения я яется повышение производительности и удо ство пользования.На чертеже изображено предлагаемое устройство, общий. вид.Штамп для штамповки зубных коронок содержит основание с вертикальной стен- чс основанием 1. на поверхности которой выполнено рабочее окно 4, а упругийж элемент5 возврата расположен внутри...
Штамп для пробивки отверстия в донной части полых заготовок

Номер патента: U 4691
Опубликовано: 30.10.2008
Автор: Лебедевич Владимир Иосифович
МПК: B21D 28/24
Метки: полых, донной, части, отверстия, штамп, заготовок, пробивки
Текст:
...штампа и упрощение его ремонта. Поставленная задача решается за счет того, что штамп для пробивки отверстия в донной части полых заготовок содержит верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту, матрицу с фиксатором, при этом между пуансонодержателем и съемником установлено компенсационное кольцо с возможностью его свободного перемещения по пуансону вдоль его оси, а высота рабочей части съемника меньше общей высоты...
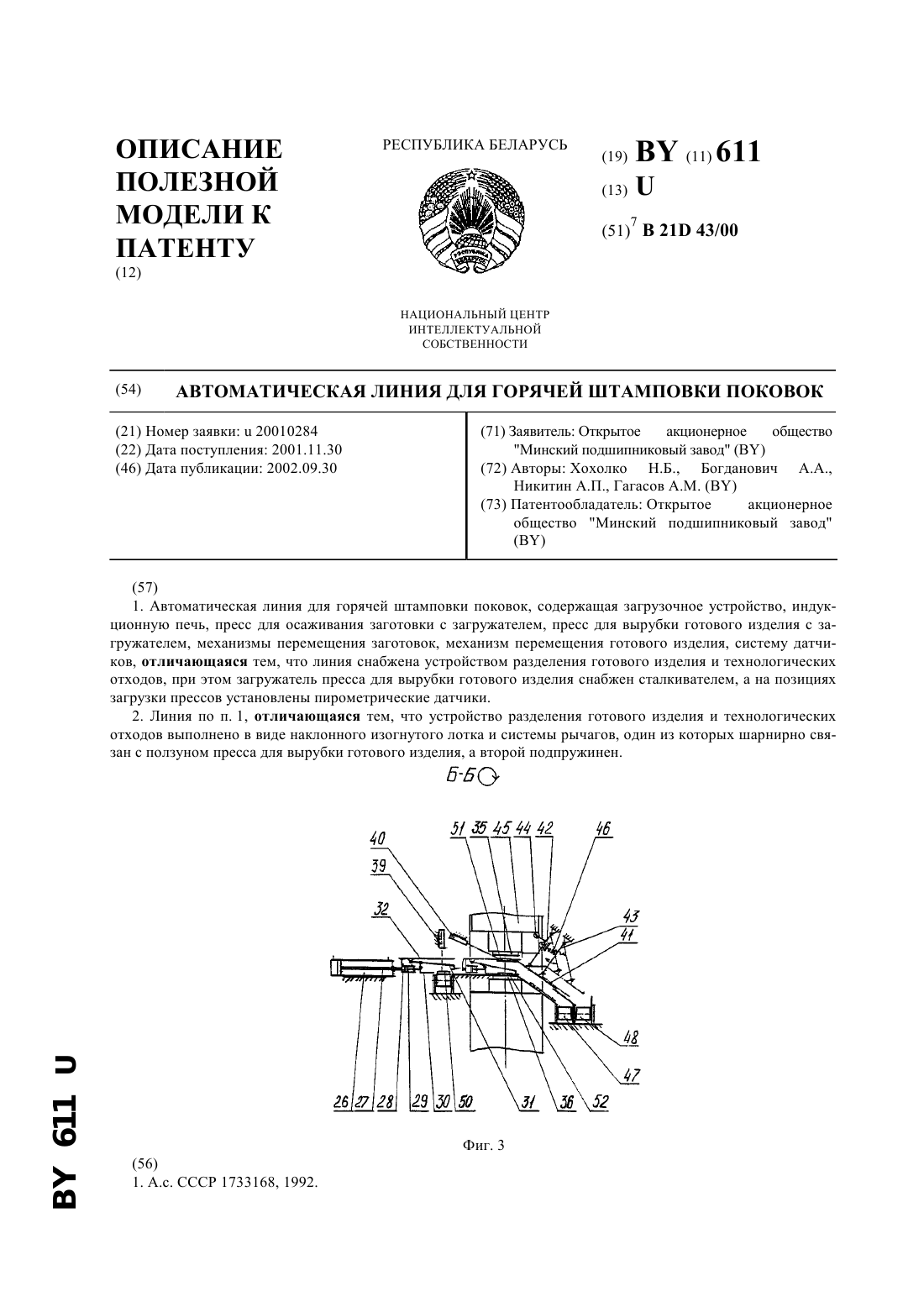
Автоматическая линия для горячей штамповки поковок
Номер патента: U 611
Опубликовано: 30.09.2002
Авторы: Никитин Анатолий Павлович, Хохолко Николай Борисович, Гагасов Александр Матвеевич, Богданович Александр Андреевич
МПК: B21D 43/00
Метки: поковок, автоматическая, горячей, штамповки, линия
Текст:
...и поворотный упор 25. Загружатель 13 состоит из пневмоцилиндра 26 и установленного на его штоке 27 пневмоцилиндра 28. Пневмоцилиндр 28 содержит шток 29 с жестко закрепленным на нем толкателем 30, поворотный упор 31 и сталкиватель 32. Штамп 11 состоит из пуансона 33 и матрицы 34. Вырубной штамп 17 состоит из пуансона 35 и матрицы 36. В загрузочной зоне пресса 10 установлены пирометрические датчики 37 и 38. Аналогично в загрузочной зоне пресса...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Юркевич Сергей Альбертович, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: поковок, изготовления, осью, удлиненной, штамп, отростком
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
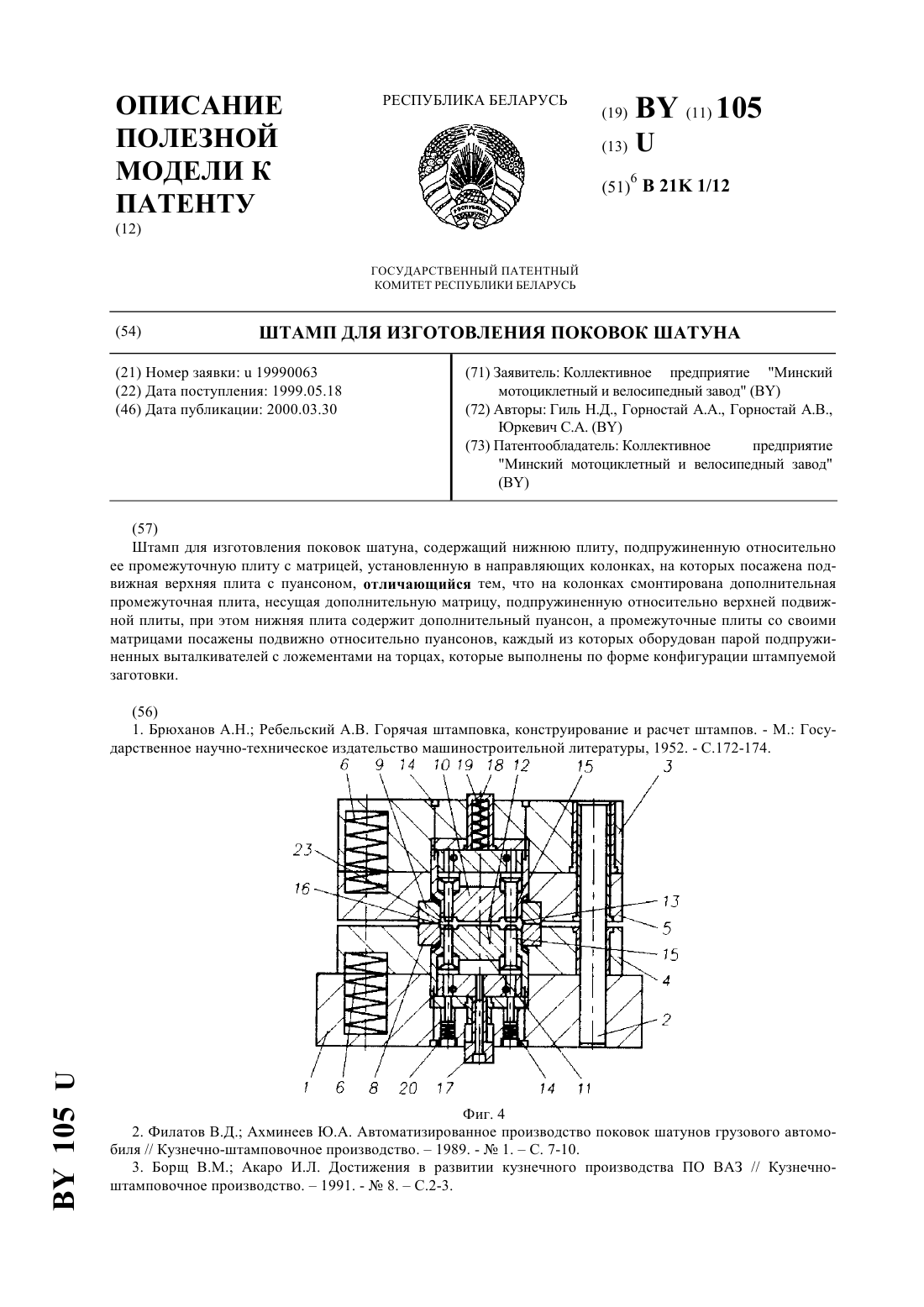
Штамп для изготовления поковок шатуна
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: штамп, изготовления, поковок, шатуна
Текст:
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Предыдущий патент: Культевая вкладка на многокорневой зуб
Следующий патент: Проточная спектрофотометрическая кювета (варианты)
Случайный патент: Устройство для внутритрубной очистки газо- и нефтепроводов