Устройство для изготовления термоусаживаемых изделий раздувом
Номер патента: U 4049
Опубликовано: 30.12.2007
Авторы: Герасименко Сергей Александрович, Михневич Анатолий Станиславович, Селькин Владимир Петрович, Пашкевич Геннадий Владимирович, Кабанович Валерий Борисович, Макаренко Андрей Владимирович
Текст
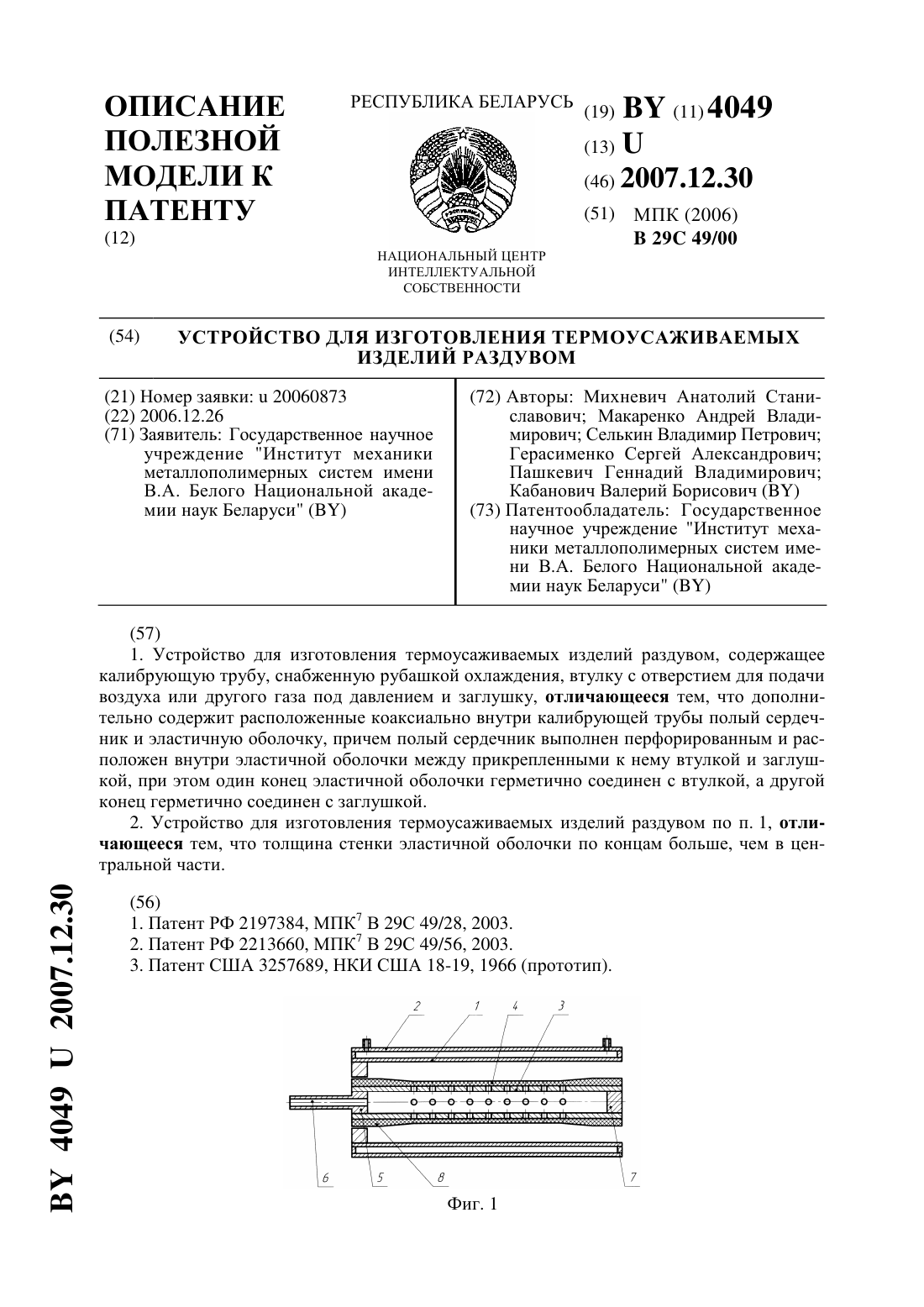
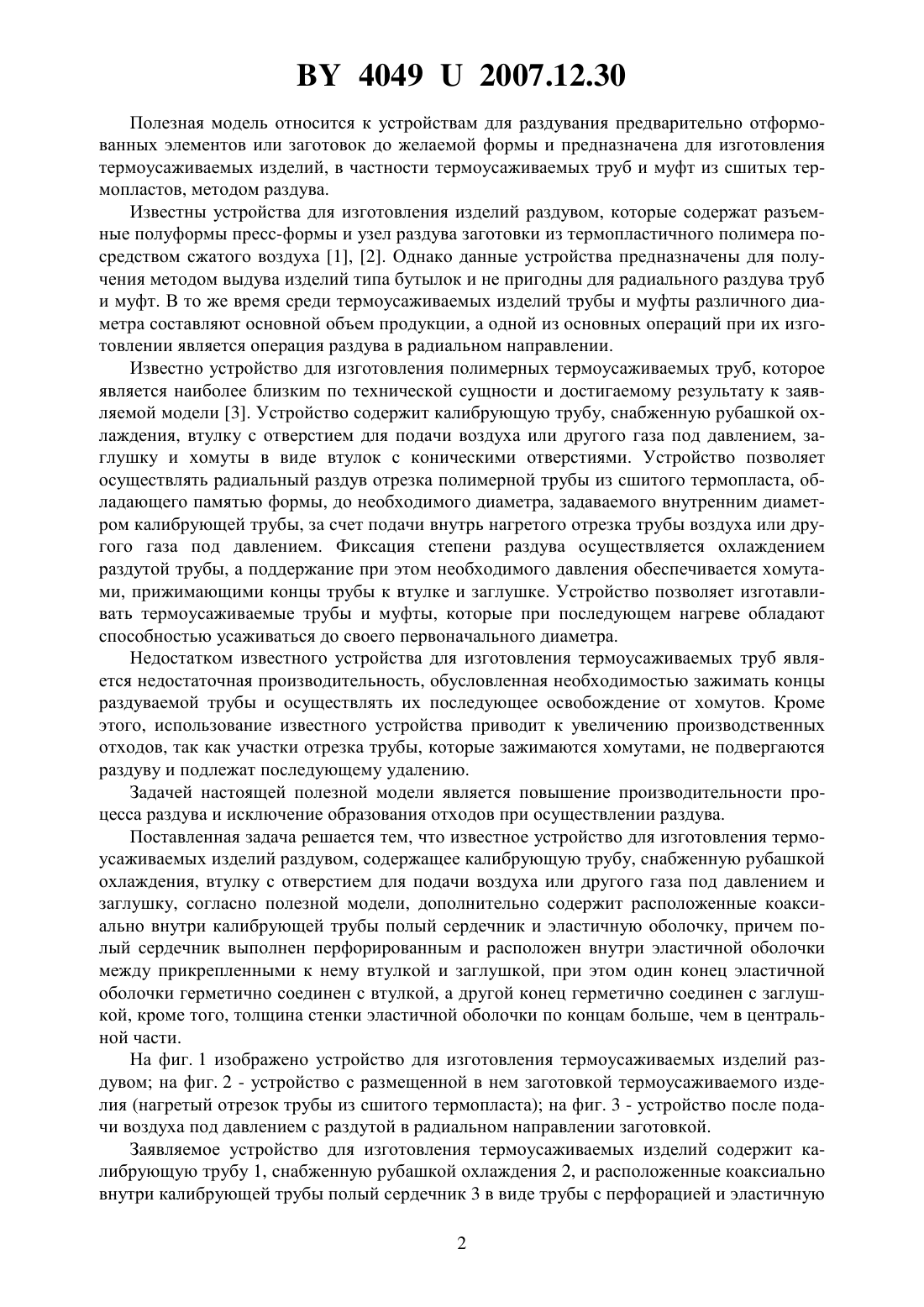
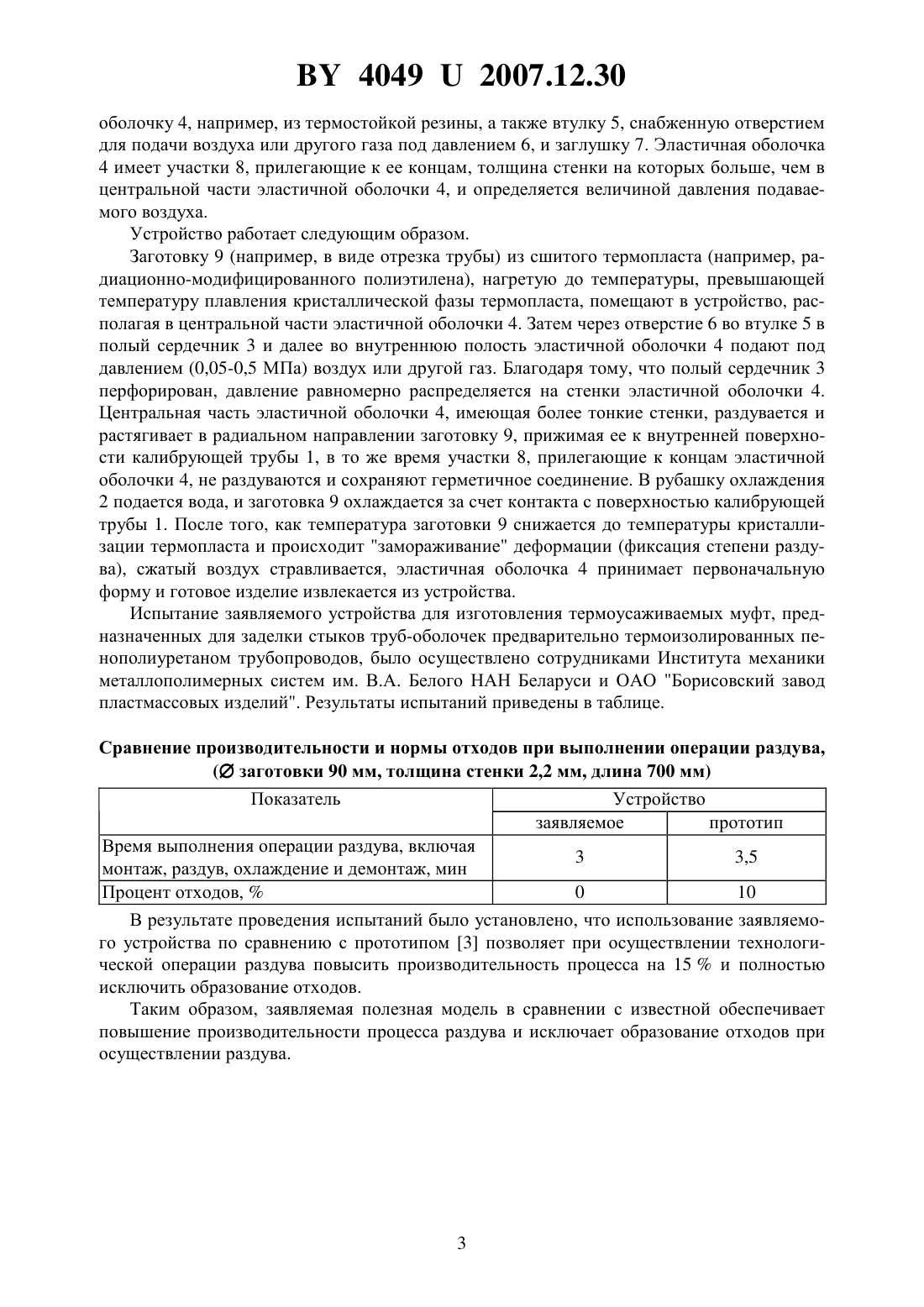
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ИЗДЕЛИЙ РАЗДУВОМ(71) Заявитель Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси(72) Авторы Михневич Анатолий Станиславович Макаренко Андрей Владимирович Селькин Владимир Петрович Герасименко Сергей Александрович Пашкевич Геннадий Владимирович Кабанович Валерий Борисович(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси(57) 1. Устройство для изготовления термоусаживаемых изделий раздувом, содержащее калибрующую трубу, снабженную рубашкой охлаждения, втулку с отверстием для подачи воздуха или другого газа под давлением и заглушку, отличающееся тем, что дополнительно содержит расположенные коаксиально внутри калибрующей трубы полый сердечник и эластичную оболочку, причем полый сердечник выполнен перфорированным и расположен внутри эластичной оболочки между прикрепленными к нему втулкой и заглушкой, при этом один конец эластичной оболочки герметично соединен с втулкой, а другой конец герметично соединен с заглушкой. 2. Устройство для изготовления термоусаживаемых изделий раздувом по п. 1, отличающееся тем, что толщина стенки эластичной оболочки по концам больше, чем в центральной части. 40492007.12.30 Полезная модель относится к устройствам для раздувания предварительно отформованных элементов или заготовок до желаемой формы и предназначена для изготовления термоусаживаемых изделий, в частности термоусаживаемых труб и муфт из сшитых термопластов, методом раздува. Известны устройства для изготовления изделий раздувом, которые содержат разъемные полуформы пресс-формы и узел раздува заготовки из термопластичного полимера посредством сжатого воздуха 1, 2. Однако данные устройства предназначены для получения методом выдува изделий типа бутылок и не пригодны для радиального раздува труб и муфт. В то же время среди термоусаживаемых изделий трубы и муфты различного диаметра составляют основной объем продукции, а одной из основных операций при их изготовлении является операция раздува в радиальном направлении. Известно устройство для изготовления полимерных термоусаживаемых труб, которое является наиболее близким по технической сущности и достигаемому результату к заявляемой модели 3. Устройство содержит калибрующую трубу, снабженную рубашкой охлаждения, втулку с отверстием для подачи воздуха или другого газа под давлением, заглушку и хомуты в виде втулок с коническими отверстиями. Устройство позволяет осуществлять радиальный раздув отрезка полимерной трубы из сшитого термопласта, обладающего памятью формы, до необходимого диаметра, задаваемого внутренним диаметром калибрующей трубы, за счет подачи внутрь нагретого отрезка трубы воздуха или другого газа под давлением. Фиксация степени раздува осуществляется охлаждением раздутой трубы, а поддержание при этом необходимого давления обеспечивается хомутами, прижимающими концы трубы к втулке и заглушке. Устройство позволяет изготавливать термоусаживаемые трубы и муфты, которые при последующем нагреве обладают способностью усаживаться до своего первоначального диаметра. Недостатком известного устройства для изготовления термоусаживаемых труб является недостаточная производительность, обусловленная необходимостью зажимать концы раздуваемой трубы и осуществлять их последующее освобождение от хомутов. Кроме этого, использование известного устройства приводит к увеличению производственных отходов, так как участки отрезка трубы, которые зажимаются хомутами, не подвергаются раздуву и подлежат последующему удалению. Задачей настоящей полезной модели является повышение производительности процесса раздува и исключение образования отходов при осуществлении раздува. Поставленная задача решается тем, что известное устройство для изготовления термоусаживаемых изделий раздувом, содержащее калибрующую трубу, снабженную рубашкой охлаждения, втулку с отверстием для подачи воздуха или другого газа под давлением и заглушку, согласно полезной модели, дополнительно содержит расположенные коаксиально внутри калибрующей трубы полый сердечник и эластичную оболочку, причем полый сердечник выполнен перфорированным и расположен внутри эластичной оболочки между прикрепленными к нему втулкой и заглушкой, при этом один конец эластичной оболочки герметично соединен с втулкой, а другой конец герметично соединен с заглушкой, кроме того, толщина стенки эластичной оболочки по концам больше, чем в центральной части. На фиг. 1 изображено устройство для изготовления термоусаживаемых изделий раздувом на фиг. 2 - устройство с размещенной в нем заготовкой термоусаживаемого изделия (нагретый отрезок трубы из сшитого термопласта) на фиг. 3 - устройство после подачи воздуха под давлением с раздутой в радиальном направлении заготовкой. Заявляемое устройство для изготовления термоусаживаемых изделий содержит калибрующую трубу 1, снабженную рубашкой охлаждения 2, ирасположенные коаксиально внутри калибрующей трубы полый сердечник 3 в виде трубы с перфорацией и эластичную 2 40492007.12.30 оболочку 4, например, из термостойкой резины, а также втулку 5, снабженную отверстием для подачи воздуха или другого газа под давлением 6, и заглушку 7. Эластичная оболочка 4 имеет участки 8, прилегающие к ее концам, толщина стенки на которых больше, чем в центральной части эластичной оболочки 4, и определяется величиной давления подаваемого воздуха. Устройство работает следующим образом. Заготовку 9 (например, в виде отрезка трубы) из сшитого термопласта (например, радиационно-модифицированного полиэтилена), нагретую до температуры, превышающей температуру плавления кристаллической фазы термопласта, помещают в устройство, располагая в центральной части эластичной оболочки 4. Затем через отверстие 6 во втулке 5 в полый сердечник 3 и далее во внутреннюю полость эластичной оболочки 4 подают под давлением (0,05-0,5 МПа) воздух или другой газ. Благодаря тому, что полый сердечник 3 перфорирован, давление равномерно распределяется на стенки эластичной оболочки 4. Центральная часть эластичной оболочки 4, имеющая более тонкие стенки, раздувается и растягивает в радиальном направлении заготовку 9, прижимая ее к внутренней поверхности калибрующей трубы 1, в то же время участки 8, прилегающие к концам эластичной оболочки 4, не раздуваются и сохраняют герметичное соединение. В рубашку охлаждения 2 подается вода, и заготовка 9 охлаждается за счет контакта с поверхностью калибрующей трубы 1. После того, как температура заготовки 9 снижается до температуры кристаллизации термопласта и происходит замораживание деформации (фиксация степени раздува), сжатый воздух стравливается, эластичная оболочка 4 принимает первоначальную форму и готовое изделие извлекается из устройства. Испытание заявляемого устройства для изготовления термоусаживаемых муфт, предназначенных для заделки стыков труб-оболочек предварительно термоизолированных пенополиуретаном трубопроводов, было осуществлено сотрудниками Института механики металлополимерных систем им. В.А. Белого НАН Беларуси и ОАО Борисовский завод пластмассовых изделий. Результаты испытаний приведены в таблице. Сравнение производительности и нормы отходов при выполнении операции раздува,( заготовки 90 мм, толщина стенки 2,2 мм, длина 700 мм) Показатель Устройство заявляемое прототип Время выполнения операции раздува, включая 3 3,5 монтаж, раздув, охлаждение и демонтаж, мин Процент отходов,0 10 В результате проведения испытаний было установлено, что использование заявляемого устройства по сравнению с прототипом 3 позволяет при осуществлении технологической операции раздува повысить производительность процесса на 15 и полностью исключить образование отходов. Таким образом, заявляемая полезная модель в сравнении с известной обеспечивает повышение производительности процесса раздува и исключает образование отходов при осуществлении раздува. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 49/00
Метки: устройство, изготовления, раздувом, термоусаживаемых, изделий
Код ссылки
<a href="https://by.patents.su/4-u4049-ustrojjstvo-dlya-izgotovleniya-termousazhivaemyh-izdelijj-razduvom.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления термоусаживаемых изделий раздувом</a>
Устройство для изготовления двухслойных витых проволочных изделий
Номер патента: U 1069
Опубликовано: 30.12.2003
Авторы: Баглай Геннадий Валерьянович, Худолей Юрий Леонидович, Савенок Анатолий Николаевич
МПК: B21F 7/00
Метки: проволочных, изделий, устройство, изготовления, витых, двухслойных
Текст:
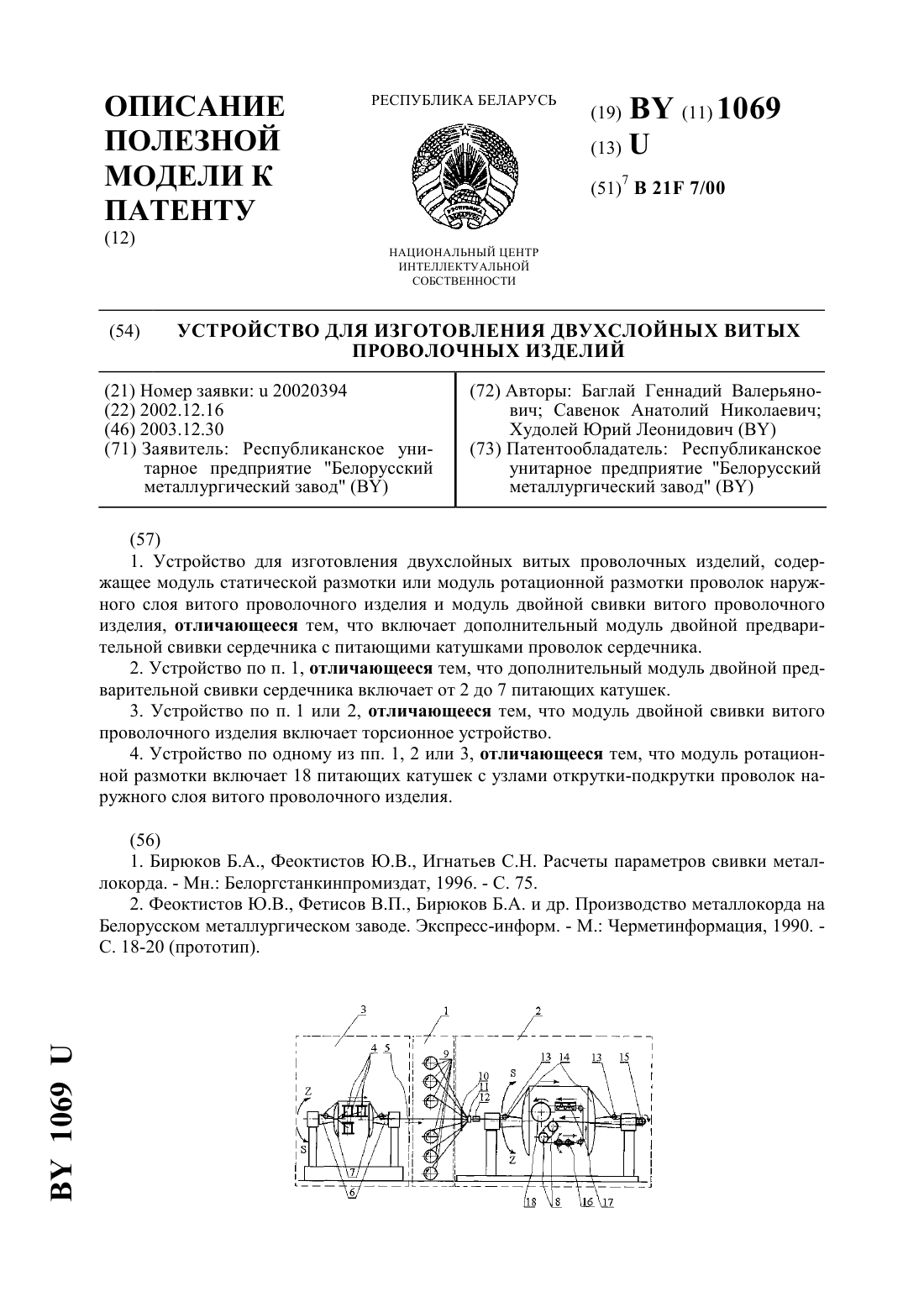
...проволочного изделия. Модуль двойной свивки витого проволочного изделия включает торсионное устройство. Отличие заявленного решения от прототипа в том, что устройство включает дополнительный модуль двойной предварительной свивки сердечника с 27 питающими катушками. Модуль двойной свивки витого проволочного изделия включает торсионное устройство, а модуль ротационной размотки включает 18 питающих катушек с узлами открутки-подкрутки проволок...
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Заяц Ирина Михайловна, Прушак Виктор Яковлевич
МПК: B27N 5/02
Метки: устройство, погонажных, изготовления, пресс-масс, изделий, полых
Текст:
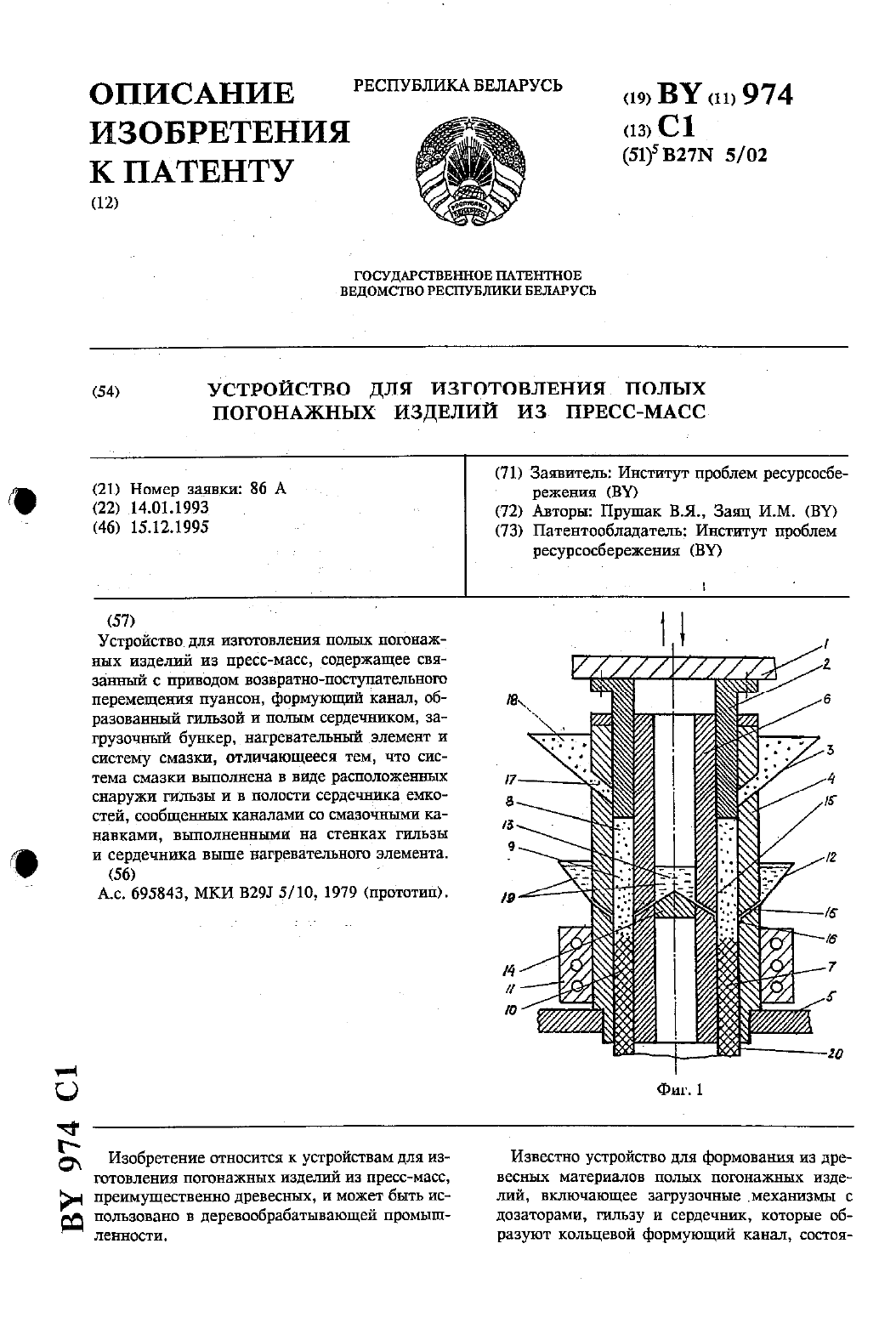
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Колдаева Светлана Николаевна, Крюкова Наталья Федоровна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич, Екименко Николай Александрович, Терешко Юрий Демьянович
МПК: B29N 3/00
Метки: изделий, погонажных, изготовления, устройство
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Устройство для прессования изделий из порошков
Номер патента: U 2697
Опубликовано: 30.04.2006
Авторы: Повстяной Александр Юрьевич, Саранцев Вадим Владимирович, Богинский Леонид Стефанович
МПК: B22F 3/00
Метки: устройство, изделий, порошков, прессования
Текст:
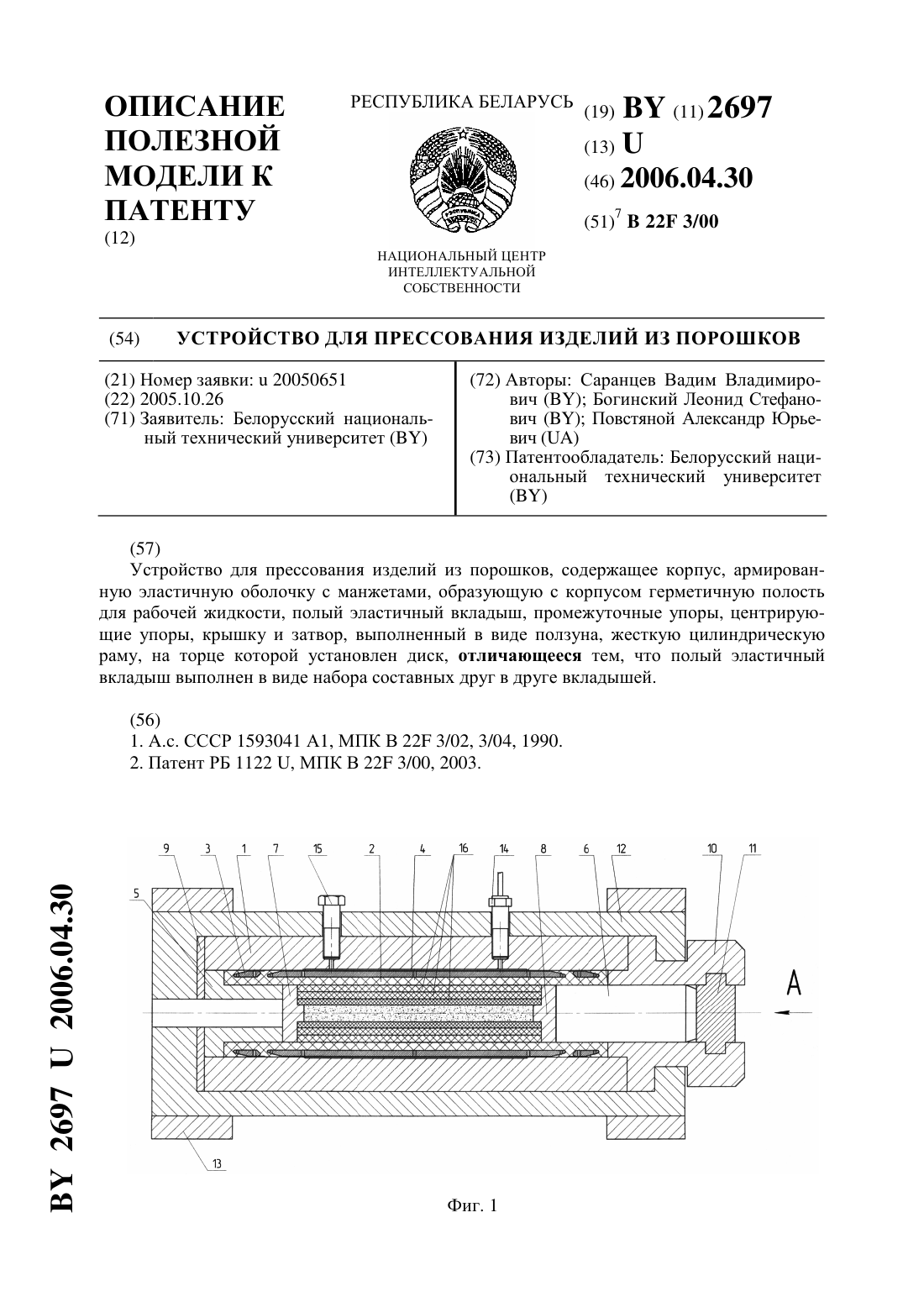
...более твердая эластичная среда имеет больший коэффициент упругости, поэтому внутренний вкладыш будет изнутри расширяться (восстанавливать) первоначальные размеры не только свои, но и наружного вкладыша, что позволяет восстанавливать исходные (первоначальные размеры) всего составного полого эластичного вкладыша. Сущность полезной модели поясняется чертежами на фиг. 1 показана схема устройства для прессования изделий из порошков, на фиг. 2 -...
Устройство для изготовления трехмерных изделий из порошковых материалов

Номер патента: U 3804
Опубликовано: 30.08.2007
Авторы: Толочко Николай Константинович, Мозжаров Сергей Евгеньевич, Смуров Игорь Юрьевич, Савич Вадим Викторович
Метки: устройство, материалов, изготовления, изделий, трехмерных, порошковых
Текст:
...из которых заполнена различными порошковыми материалами и имеет в нижней части щелевое отверстие, снабженное узлом регулирования подачи материала на подложку в виде заслонки,установленной с возможностью независимого полного или частичного перекрытия щелевого отверстия каждой секции в плоскости, параллельной поверхности подложки. Ширина а щелевых отверстий в секциях может быть связана с размером частиц порошкового материала ч, находящегося...
Предыдущий патент: Средство для идентификации и маркировки автомобиля
Следующий патент: Индивидуальная физиотерапевтическая установка
Случайный патент: Способ переработки металлосодержащих отходов, включающих твердые и жидкие органические вещества и устройство для его реализации