Устройство для размерной обработки хрупких материалов
Номер патента: U 2005
Опубликовано: 30.06.2005
Авторы: Минченя Николай Тимофеевич, Степаненко Дмитрий Александрович
Текст
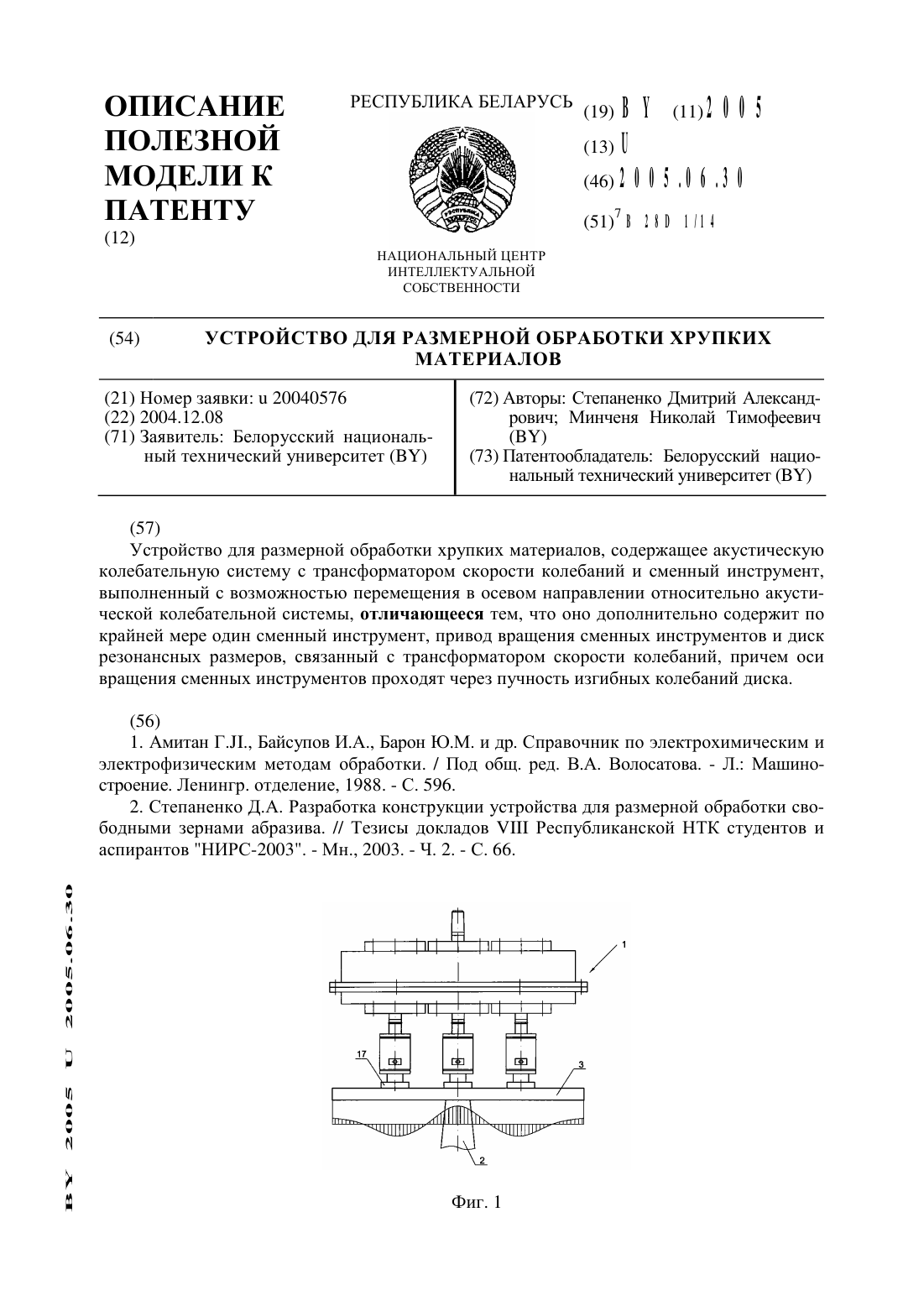
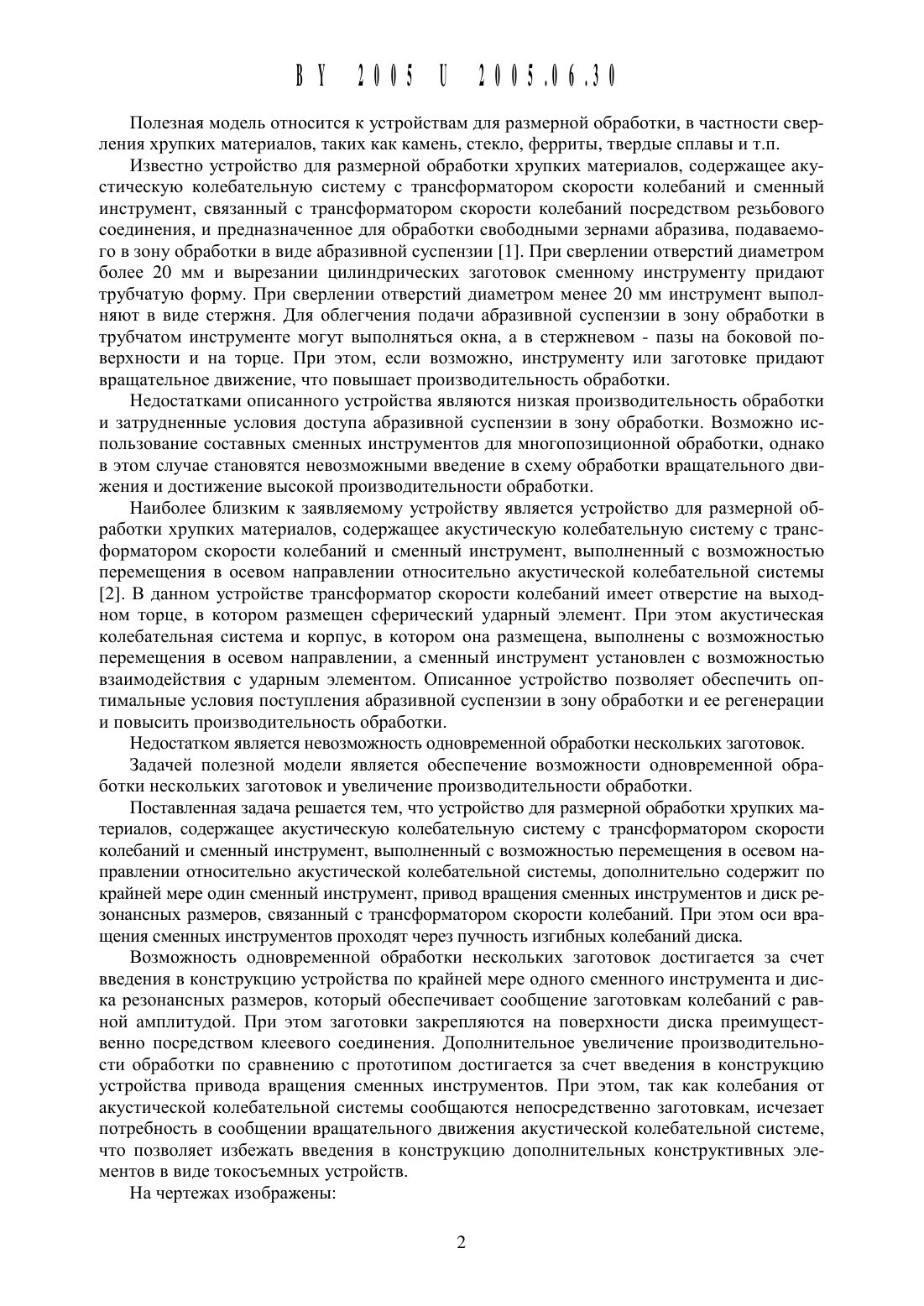
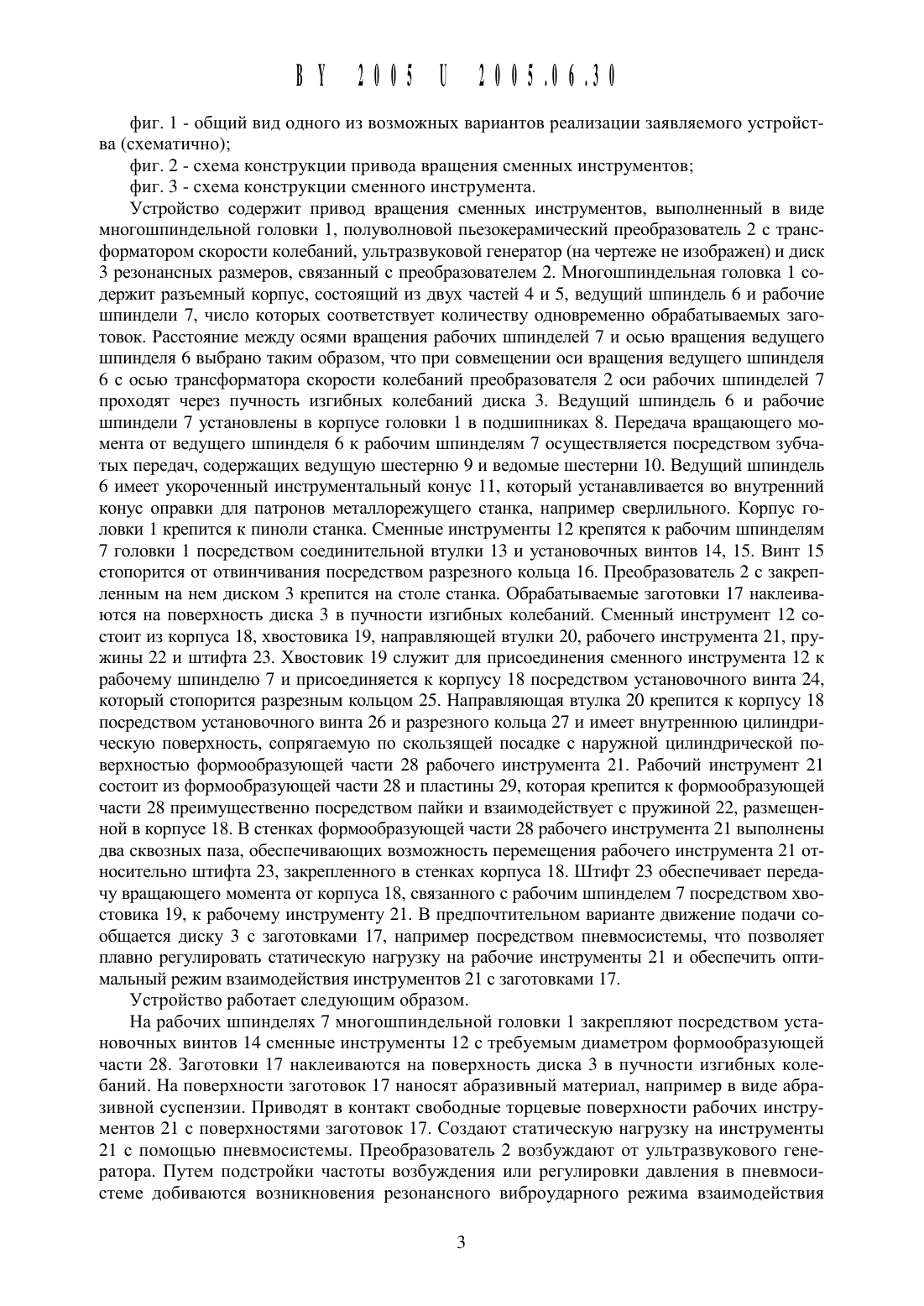
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ ХРУПКИХ(71) Заявитель Белорусский национальнь 1 й технический университет (ВУ)(72) Авторы Степаненко Дмитрий Александрович Минченя Николай Тимофеевич(73) Патентообладатель Белорусский национальнь 1 й технический университет (ВУ)Устройство для размерной обработки хрупких материалов, содержащее акустическую колебательную систему с трансформатором скорости колебаний и сменнь 1 й инструмент,вь 1 полненнь 1 й с возможностью перемещения в осевом направлении относительно акустической колебательной системь 1, отличающееся тем, что оно дополнительно содержит по крайней мере один сменнь 1 й инструмент, привод вращения сменнь 1 х инструментов и диск резонансных размеров, связаннь 1 й с трансформатором скорости колебаний, причем оси вращения сменнь 1 х инструментов проходят через пучность изгибнь 1 х колебаний диска.1. Амитан Г.П., Байсупов И.А., Барон Ю.М. и др. Справочник по электрохимическим и электрофизическим методам обработки. / Под общ. ред. В.А. Волосатова. - Л. Машиностроение. Ленингр. отделение, 1988. - С. 596.2. Степаненко Д.А. Разработка конструкции устройства для размерной обработки сво боднь 1 ми зернами абразива. // Тезись 1 докладов УНТ Республиканской НТК студентов и аспирантов НИРС-2003. - Мн., 2003. - Ч. 2. - С. 66.Полезная Модель относится К устройствам для размерной обработки, в частности сверления хрупких материалов, таких как камень, стекло, ферриты, твердые сплавы И т.п.Известно устройство для размерной обработки хрупких материалов, содержащее акустическую колебательную систему с трансформатором скорости колебаний и сменный инструмент, связанный с трансформатором скорости колебаний посредством резьбового соединения, и предназначенное для обработки свободными зернами абразива, подаваемого в зону обработки в виде абразивной суспензии 1. При сверлении отверстий диаметром более 20 мм и вырезании цилиндрических заготовок сменному инструменту придают трубчатую форму. При сверлении отверстий диаметром менее 20 мм инструмент вь 1 полняют в виде стержня. Для облегчения подачи абразивной суспензии в зону обработки в трубчатом инструменте могут выполняться окна, а в стержневом - пазы на боковой поверхности и на торце. При этом, если возможно, инструменту или заготовке придают вращательное движение, что повышает производительность обработки.Недостатками описанного устройства являются низкая производительность обработки и затрудненные условия доступа абразивной суспензии в зону обработки. Возможно использование составных сменных инструментов для многопозиционной обработки, однако в этом случае становятся невозможными введение в схему обработки вращательного движения и достижение высокой производительности обработки.Наиболее близким к заявляемому устройству является устройство для размерной обработки хрупких материалов, содержащее акустическую колебательную систему с трансформатором скорости колебаний и сменный инструмент, выполненный с возможностью перемещения в осевом направлении относительно акустической колебательной системы 2. В данном устройстве трансформатор скорости колебаний имеет отверстие на вь 1 ходном торце, в котором размещен сферический ударный элемент. При этом акустическая колебательная система и корпус, в котором она размещена, выполнены с возможностью перемещения в осевом направлении, а сменный инструмент установлен с возможностью взаимодействия с ударным элементом. Описанное устройство позволяет обеспечить оптимальные условия поступления абразивной суспензии в зону обработки и ее регенерации и повысить производительность обработки.Недостатком является невозможность одновременной обработки нескольких заготовок.Задачей полезной модели является обеспечение возможности одновременной обработки нескольких заготовок и увеличение производительности обработки.Поставленная задача решается тем, что устройство для размерной обработки хрупких материалов, содержащее акустическую колебательную систему с трансформатором скорости колебаний и сменный инструмент, выполненный с возможностью перемещения в осевом направлении относительно акустической колебательной системы, дополнительно содержит по крайней мере один сменный инструмент, привод вращения сменных инструментов и диск резонансных размеров, связанный с трансформатором скорости колебаний. При этом оси вращения сменных инструментов проходят через пучность изгибных колебаний диска.Возможность одновременной обработки нескольких заготовок достигается за счет введения в конструкцию устройства по крайней мере одного сменного инструмента и диска резонансных размеров, который обеспечивает сообщение заготовкам колебаний с равной амплитудой. При этом заготовки закрепляются на поверхности диска преимущественно посредством клеевого соединения. Дополнительное увеличение производительности обработки по сравнению с прототипом достигается за счет введения в конструкцию устройства привода вращения сменных инструментов. При этом, так как колебания от акустической колебательной системы сообщаются непосредственно заготовкам, исчезает потребность в сообщении вращательного движения акустической колебательной системе,что позволяет избежать введения в конструкцию дополнительных конструктивных элементов в виде токосъемных устройств.фиг. 1 - общий вид одного из возможных вариантов реализации заявляемого устройства (схематично)фиг. 2 - схема конструкции привода вращения сменных инструментовфиг. 3 - схема конструкции сменного инструмента.Устройство содержит привод вращения сменных инструментов, выполненный в виде многощпиндельной головки 1, полуволновой пьезокерамический преобразователь 2 с трансформатором скорости колебаний, ультразвуковой генератор (на чертеже не изображен) и диск 3 резонансных размеров, связанный с преобразователем 2. Многощпиндельная головка 1 содержит разъемный корпус, состоящий из двух частей 4 и 5, ведущий щпиндель 6 и рабочие щпиндели 7, число которых соответствует количеству одновременно обрабатываемых заготовок. Расстояние между осями вращения рабочих щпинделей 7 и осью вращения ведущего щпинделя 6 выбрано таким образом, что при совмещении оси вращения ведущего щпинделя 6 с осью трансформатора скорости колебаний преобразователя 2 оси рабочих щпинделей 7 проходят через пучность изгибных колебаний диска 3. Ведущий щпиндель 6 и рабочие щпиндели 7 установлены в корпусе головки 1 в подщипниках 8. Передача вращающего момента от ведущего щпинделя 6 к рабочим щпинделям 7 осуществляется посредством зубчатых передач, содержащих ведущую щестерню 9 и ведомые Шестерни 10. Ведущий щпиндель 6 имеет укороченный инструментальный конус 11, который устанавливается во внутренний конус оправки для патронов металлорежущего станка, например сверлильного. Корпус головки 1 крепится к пиноли станка. Сменные инструменты 12 крепятся к рабочим щпинделям 7 головки 1 посредством соединительной втулки 13 и установочных винтов 14, 15. Винт 15 стопорится от отвинчивания посредством разрезного кольца 16. Преобразователь 2 с закрепленным на нем диском 3 крепится на столе станка. Обрабатываемые заготовки 17 наклеиваются на поверхность диска 3 в пучности изгибных колебаний. Сменный инструмент 12 состоит из корпуса 18, хвостовика 19, направляющей втулки 20, рабочего инструмента 21, пружины 22 и щтифта 23. Хвостовик 19 служит для присоединения сменного инструмента 12 к рабочему щпинделю 7 и присоединяется к корпусу 18 посредством установочного винта 24,который стопорится разрезным кольцом 25. Направляющая втулка 20 крепится к корпусу 18 посредством установочного винта 26 и разрезного кольца 27 и имеет внутреннюю цилиндрическую поверхность, сопрягаемую по скользящей посадке с наружной цилиндрической поверхностью формообразующей части 28 рабочего инструмента 21. Рабочий инструмент 21 состоит из формообразующей части 28 и пластины 29, которая крепится к формообразующей части 28 преимущественно посредством пайки и взаимодействует с пружиной 22, размещенной в корпусе 18. В стенках формообразующей части 28 рабочего инструмента 21 выполнены два сквозных паза, обеспечивающих возможность перемещения рабочего инструмента 21 относительно щтифта 23, закрепленного в стенках корпуса 18. Штифт 23 обеспечивает передачу вращающего момента от корпуса 18, связанного с рабочим щпинделем 7 посредством хвостовика 19, к рабочему инструменту 21. В предпочтительном варианте движение подачи сообщается диску 3 с заготовками 17, например посредством пневмосистемы, что позволяет плавно регулировать статическую нагрузку на рабочие инструменты 21 и обеспечить оптимальный режим взаимодействия инструментов 21 с заготовками 17.Устройство работает следующим образом.На рабочих щпинделях 7 многощпиндельной головки 1 закрепляют посредством установочных винтов 14 сменные инструменты 12 с требуемым диаметром формообразующей части 28. Заготовки 17 наклеиваются на поверхность диска 3 в пучности изгибных колебаний. На поверхности заготовок 17 наносят абразивный материал, например в виде абразивной суспензии. Приводят в контакт свободные торцевые поверхности рабочих инструментов 21 с поверхностями заготовок 17. Создают статическую нагрузку на инструменты 21 с помощью пневмосистемы. Преобразователь 2 возбуждают от ультразвукового генератора. Путем подстройки частоты возбуждения или регулировки давления в пневмосистеме добиваются возникновения резонансного виброударного режима взаимодействияИнструментов 21 с заготовками 17. При этом о возникновении резонансного режима можно судить по уровню акустического Шума, возникающего при работе устройства. Включают привод главного движения металлорежущего станка. При этом вращение передается от щпинделя станка на ведущий шпиндель 6 многощпиндельной головки 1 и далее посредством зубчатых передач, содержащих ведущую щестерню 9 и ведомые Шестерни 10, на рабочие Шпиндели 7 с закрепленными на них сменными инструментами 12. Передача вращающего момента рабочему инструменту 21 осуществляется посредством штифта 23. Ультразвуковые колебания, сообщаемые заготовкам 17 от преобразователя 2, вызывают виброударные смещения рабочих инструментов 21, сопровождаемые деформацией пружин 22. Ударное взаимодействие рабочих инструментов 21 с зернами абразива приводит к выкалыванию частиц материала обрабатываемых заготовок 17.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B28D 1/14
Метки: хрупких, размерной, материалов, устройство, обработки
Код ссылки
<a href="https://by.patents.su/4-u2005-ustrojjstvo-dlya-razmernojj-obrabotki-hrupkih-materialov.html" rel="bookmark" title="База патентов Беларуси">Устройство для размерной обработки хрупких материалов</a>
Установка для лазерного термораскалывания хрупких неметаллических материалов
Номер патента: U 683
Опубликовано: 30.09.2002
Авторы: Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03B 33/02
Метки: материалов, лазерного, неметаллических, термораскалывания, хрупких, установка
Текст:
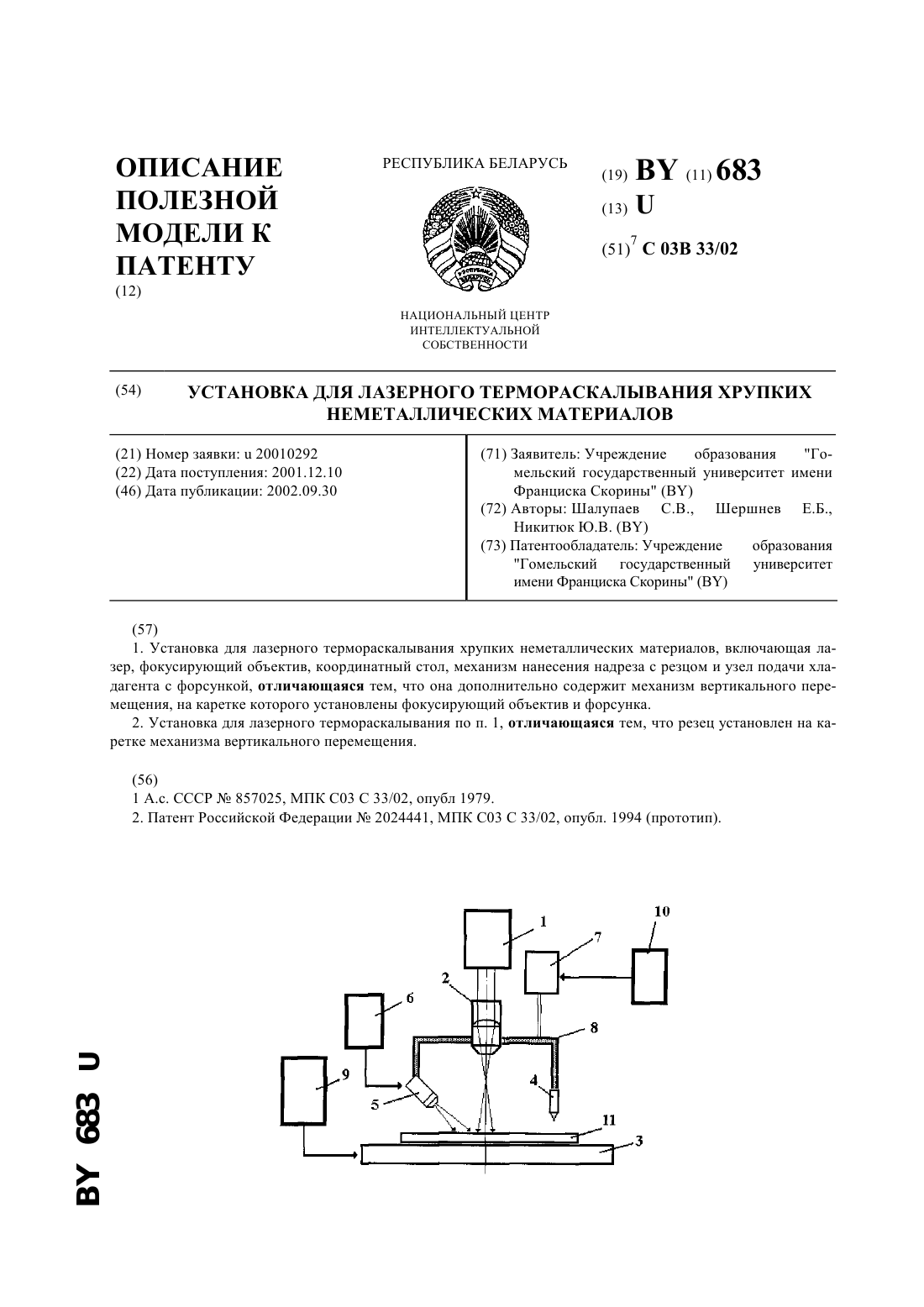
...фокусирующего объектива и форсунки обеспечивает возможность синхронного перемещения обоих в вертикальном положении, а в совокупности с координатным столом - по заданной криволинейной траектории, что обеспечивает поддержание оптимальной для обработки плотности мощности излучения. Расположение на каретке механизма вертикального перемещения резца позволяет упростить конструкцию механизма создания надреза за счет исключения узла по созданию...
Установка для лазерной резки хрупких неметаллических материалов
Номер патента: U 1979
Опубликовано: 30.06.2005
Авторы: Середа Андрей Александрович, Шершнев Евгений Борисович, Каморников Игорь Михайлович, Полторан Игорь Леонидович, Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03C 33/02, B23K 26/00
Метки: установка, резки, лазерной, неметаллических, материалов, хрупких
Текст:
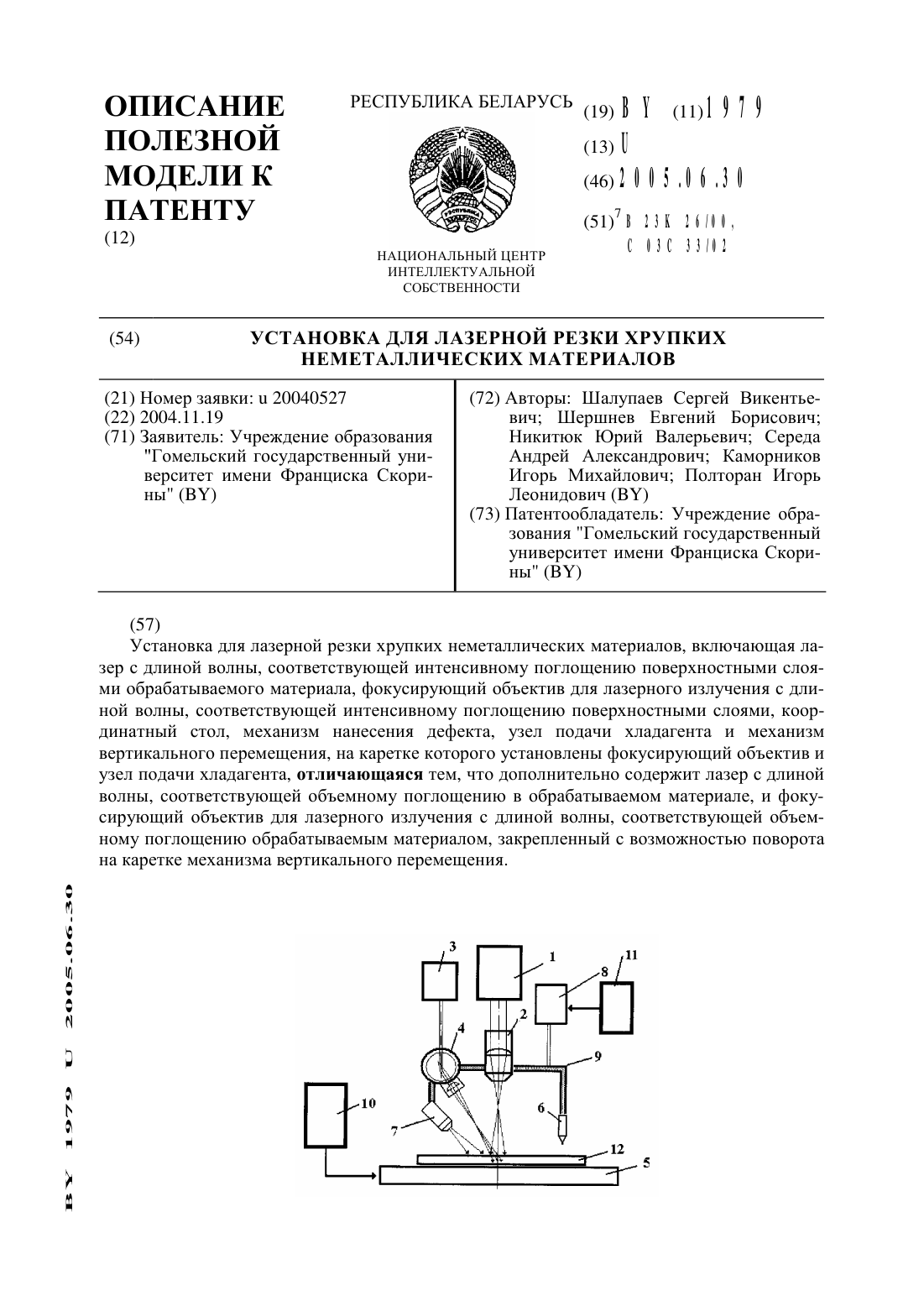
...но и по всей глубине обрабатываемого материала, что в свою очередь обеспечивает строгую ориентацию разделяющей трещины вдоль линии воздействия лазерного излучения не только на поверхности, но и в глубине разделяемого материала.На фигуре схематически изображена заявляемая полезная модель, вид сбоку.Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1, фокусирующего объектива 2, лазера 3, фокусирующего объектива...
Устройство для термической обработки сыпучих материалов
Номер патента: 2800
Опубликовано: 30.06.1999
Авторы: Каплун Виктор Абрамович, Татарченко Раиса Александровна, Воронов Алексей Николаевич, Крылов Юрий Николаевич, Горошко Василий Михайлович
МПК: F27B 9/16
Метки: устройство, обработки, сыпучих, термической, материалов
Текст:
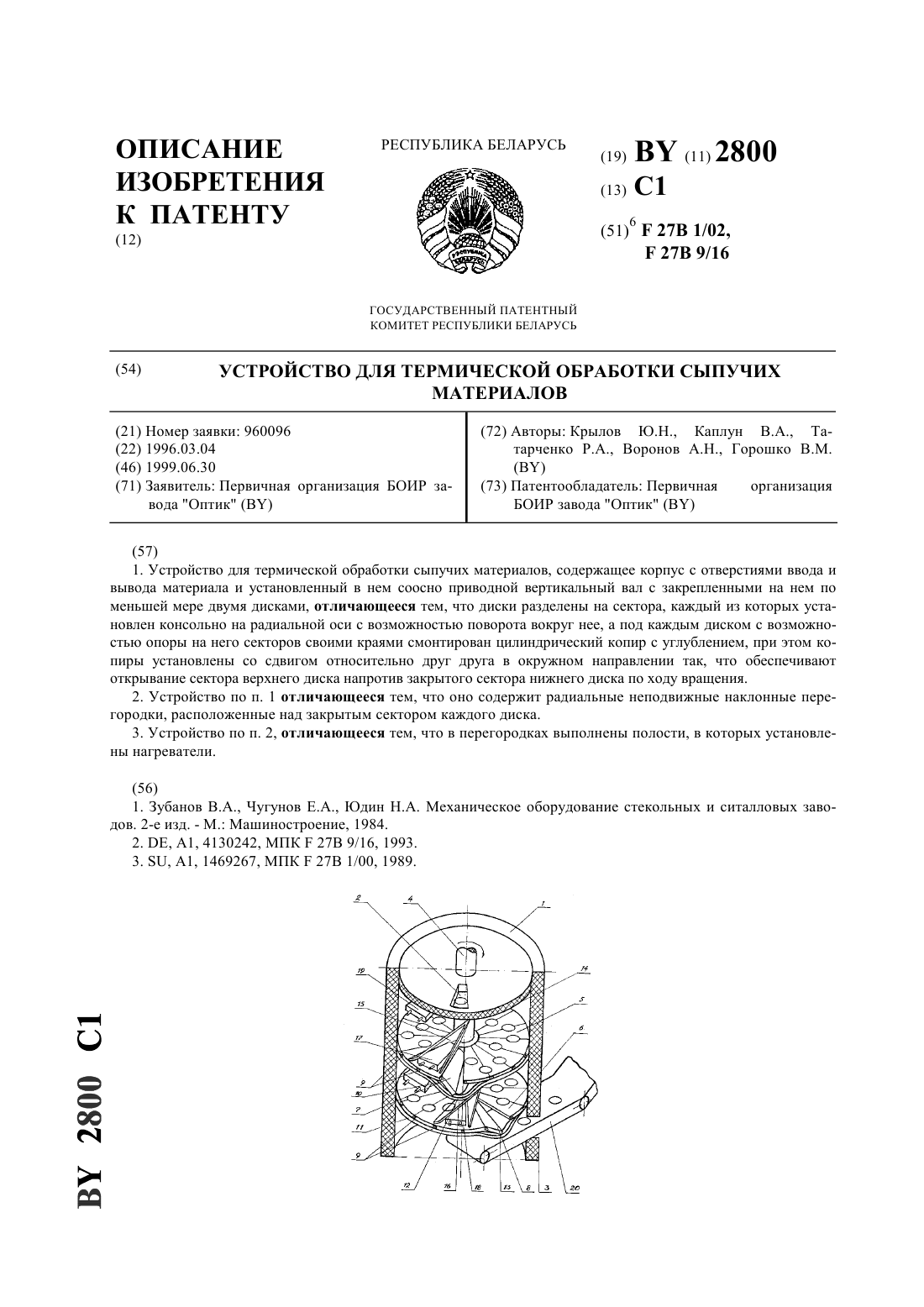
...усовершенствования 1. Каждый диск, закрепленный на вертикальном валу разбит на сектора, причем каждый сектор установлен консольно на радиальной оси с возможностью поворота вокруг этой оси, а под каждым диском с возможностью опоры на него секторов своими краями смонтирован цилиндрический копир с углублением, при этом копиры установлены со сдвигом относительно друг друга в окружном направлении так, что обеспечивают открывание сектора...
Устройство для плазменной обработки материалов
Номер патента: 3759
Опубликовано: 30.12.2000
Авторы: Недошитко Лариса Павловна, Рагунович Сергей Петрович, Цыганов Валерий Анатольевич, Кениг Владимир Вячеславович
МПК: B23K 10/02
Метки: материалов, обработки, плазменной, устройство
Текст:
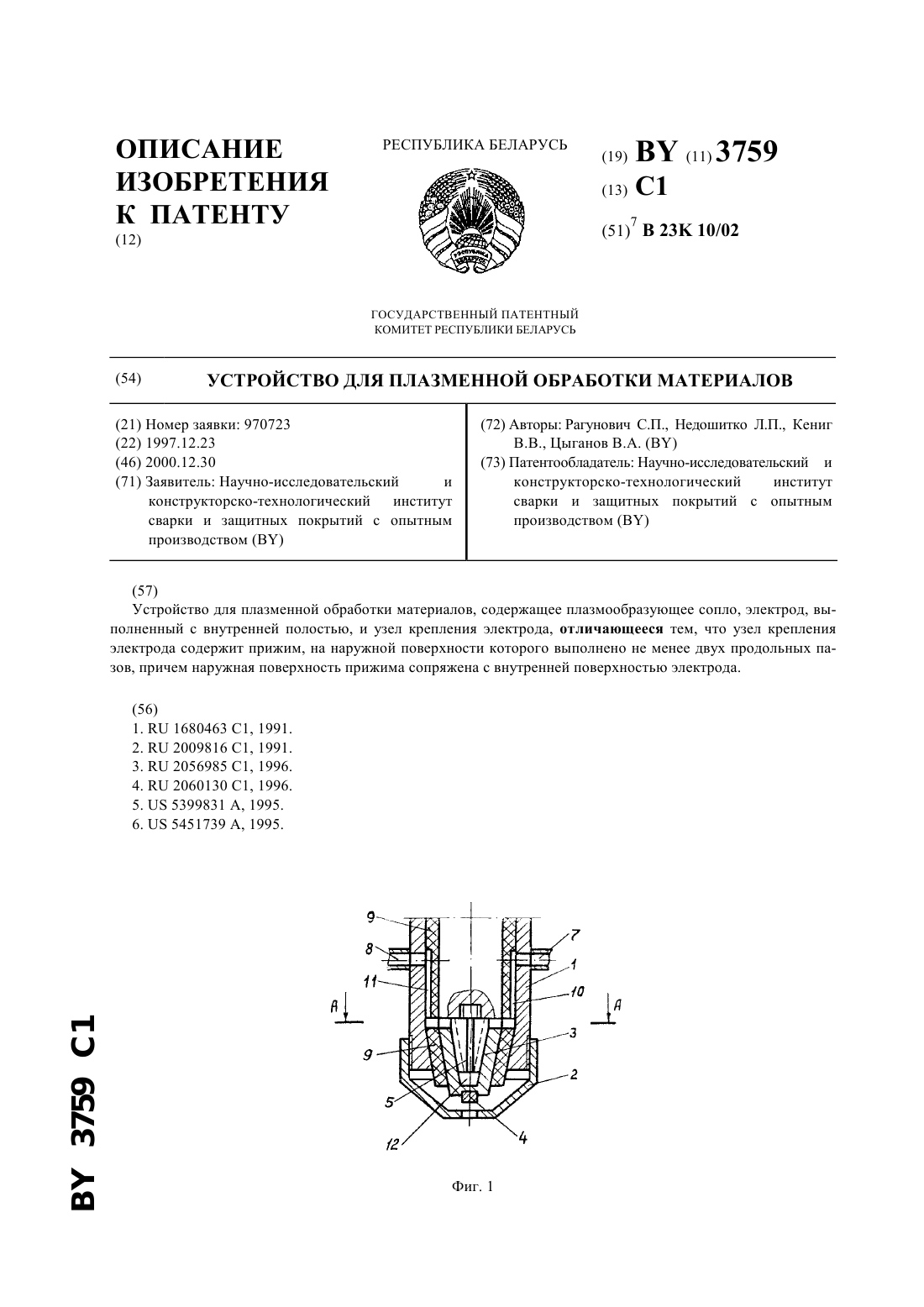
...выполненный с внутренней полостью, и узел крепления электрода, последний содержит прижим, на наружной поверхности которого выполнено не менее двух продольных пазов, причем наружная поверхность прижима сопряжена с внутренней поверхностью электрода. Технический результат выражается в том, что предложенная система охлаждения позволяет увеличить объем хладагента, проходящего по каналам в единицу времени, за счет расширения площади поперечного...
Устройство для термической обработки и/или для продувки газом зернистых материалов

Номер патента: 3461
Опубликовано: 30.09.2000
Авторы: Харольд Фюршус, Эрвин Цвиттаг
МПК: F27B 21/08, C22B 1/20
Метки: газом, материалов, зернистых, обработки, термической, продувки, устройство
Текст:
...КПД, так как это известное устройство для спекания имеет тот же принцип действия и те же недостатки, что и известное из ДЕ-С 3 446 845 устройство. Задачей изобретения является устранение этих недостатков и трудностей и создание устройства, в котором краевые зоны также и при большей высоте засыпки будут равномерно пронизываться (воздухом),так что также и лежащие в краевой зоне материалы после обработки будут иметь в значительной степени то...
Предыдущий патент: Погрузочное оборудование
Следующий патент: Генератор озона
Случайный патент: Способ контроля шероховатости поверхности (варианты) и устройство для его осуществления