Установка для лазерной резки хрупких неметаллических материалов
Номер патента: U 1979
Опубликовано: 30.06.2005
Авторы: Полторан Игорь Леонидович, Никитюк Юрий Валерьевич, Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич, Середа Андрей Александрович, Каморников Игорь Михайлович
Текст
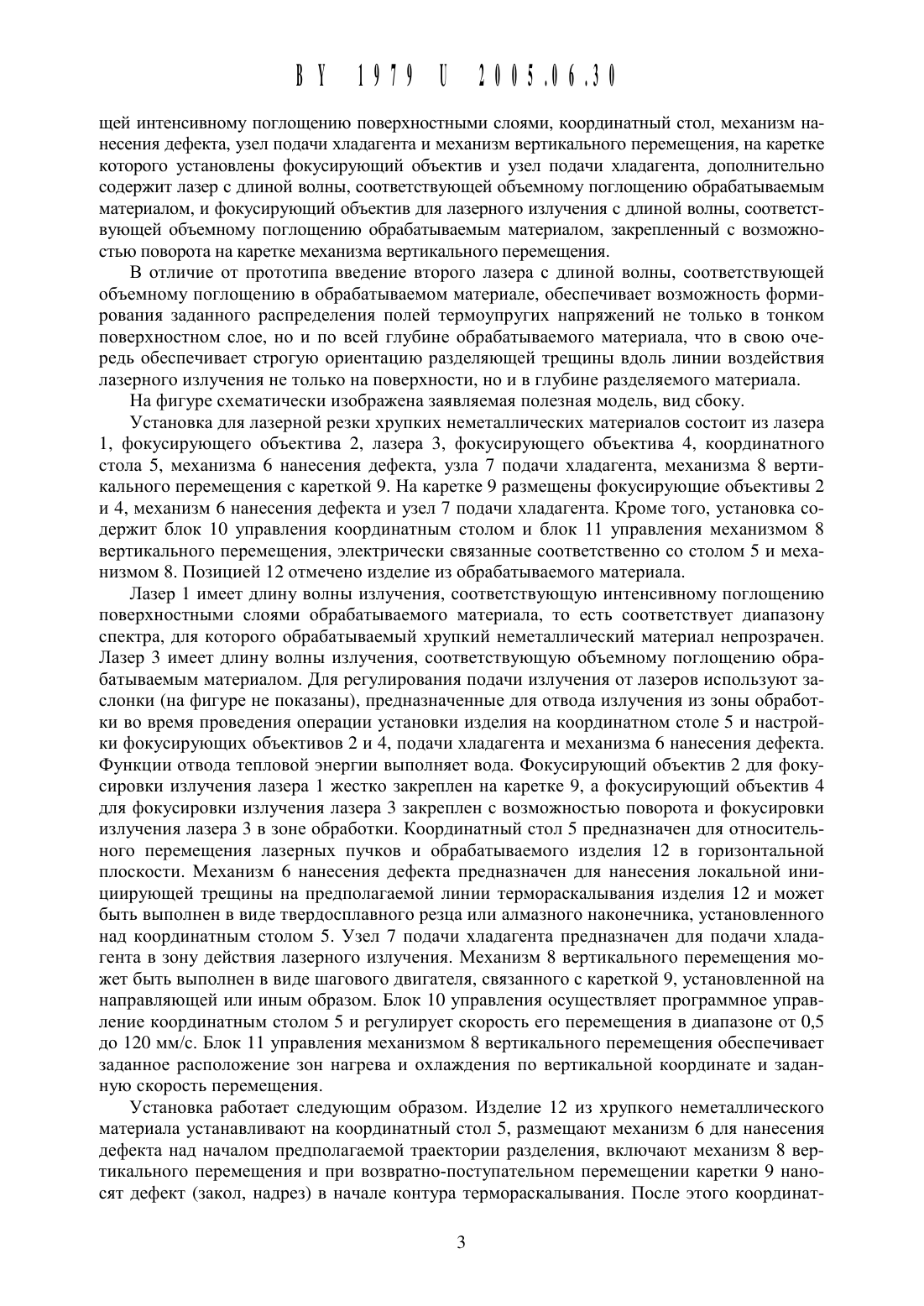
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИК впооэщмзо ПАТЕНТУ д, , зУСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скори(72) Авторы Шалупаев Сергей Викентьевич Шерщнев Евгений Борисович Никитюк Юрий Валерьевич Середа Андрей Александрович Каморников Игорь Михайлович Полторан Игорь(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины (ВУ)Установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив для лазерного излучения с длиной волны, соответствующей интенсивному поглощению поверхностными слоями, координатный стол, механизм нанесения дефекта, узел подачи хладагента и механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив и узел подачи хладагента, отличающаяся тем, что дополнительно содержит лазер с длиной волны, соответствующей объемному поглощению в обрабатываемом материале, и фокусирующий объектив для лазерного излучения с длиной волны, соответствующей объемному поглощению обрабатываемым материалом, закрепленный с возможностью поворота на каретке механизма вертикального перемещения.Полезная модель относится К оборудованию для лазерной резки хрупких неметаллических материалов методом термораскалывания и может быть использована в электронной,стекольной и авиационной промышленности для прецизионного разделения хрупких неметаллических материалов.Известна установка для лазерной резки хрупких неметаллических материалов, содержащая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив, координатный стол,механизм нанесения дефекта с резцом и узел подачи хладагента с форсункой 1.Известная установка обеспечивает возможность качественного и безотходного разделения хрупкого неметаллического материала методом лазерного термораскалывания. Однако применение известной установки обеспечивает хорошие результаты лишь при резке изделий плоскопараллельной формы небольшой толщины. В случае резки по криволинейным траекториям изделий сложной трехмерной формы с большой высотой торцевой поверхности использование известной установки для разделения стеклоизделий становится нецелесообразным из-за невозможности поддержания оптимальных значений плотности мощности излучения на поверхности обрабатываемого изделия. Это обусловлено дефокусировкой лазерного пучка и отклонением разделяющей трещины от линии воздействия лазерного луча при докалывании, что в свою очередь делает невозможным получение качественной резки.Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны, соответствующей интенсивному поглощению обрабатываемым материалом, фокусирующий объектив, координатный стол, механизм нанесения дефекта, узел подачи хладагента, механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив и узел подачи хладагента 2.Известная установка обеспечивает возможность высококачественного и безотходного разделения по криволинейным траекториям изделий сложной трехмерной формы из хрупких неметаллических материалов относительно небольшой толщины, определяемой глубиной залегания разделяющей микротрещины, величина которой контролируется распределением термоупругих полей, формируемых лазерным излучением с длиной волны, обеспечивающей его максимальное поглощение тонким поверхностным слоем материала. Однако, в случае лазерного термораскалывания изделий с большой высотой торцевой поверхности,использование излучения с такой длиной волны вызовет появление заметных отклонений линии разделения от линии воздействия лазерного излучения по глубине обрабатываемого образца. Вышеперечисленные недостатки известной установки приводят к невозможности осуществления качественного термораскалывания обрабатываемого образца.Техническая задача, решаемая заявляемой полезной моделью обеспечить прецизионное разделение изделий из хрупких неметаллических материалов с большой высотой торцевой поверхности.Технический результат, достигаемый полезной моделью, заключается в повышении точности обработки за счет устранения отклонений разделяющей трещины от линии воздействия лазерного излучения.Достижение указанного технического результата обеспечивается тем, что установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны,соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив для лазерного излучения с длиной волны, соответствую 2щей интенсивному поглощению поверхностными слоями, координатный стол, механизм нанесения дефекта, узел подачи хладагента и механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив и узел подачи хладагента, дополнительно содержит лазер с длиной волны, соответствующей объемному поглощению обрабатываемым материалом, и фокусирующий объектив для лазерного излучения с длиной волны, соответствующей объемному поглощению обрабатываемым материалом, закрепленный с возможностью поворота на каретке механизма вертикального перемещения.В отличие от прототипа введение второго лазера с длиной волны, соответствующей объемному поглощению в обрабатываемом материале, обеспечивает возможность формирования заданного распределения полей термоупругих напряжений не только в тонком поверхностном слое, но и по всей глубине обрабатываемого материала, что в свою очередь обеспечивает строгую ориентацию разделяющей трещины вдоль линии воздействия лазерного излучения не только на поверхности, но и в глубине разделяемого материала.На фигуре схематически изображена заявляемая полезная модель, вид сбоку.Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1, фокусирующего объектива 2, лазера 3, фокусирующего объектива 4, координатного стола 5, механизма 6 нанесения дефекта, узла 7 подачи хладагента, механизма 8 вертикального перемещения с кареткой 9. На каретке 9 размещены фокусирующие объективы 2 и 4, механизм 6 нанесения дефекта и узел 7 подачи хладагента. Кроме того, установка содержит блок 10 управления координатным столом и блок 11 управления механизмом 8 вертикального перемещения, электрически связанные соответственно со столом 5 и механизмом 8. Позицией 12 отмечено изделие из обрабатываемого материала.Лазер 1 имеет длину волны излучения, соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала, то есть соответствует диапазону спектра, для которого обрабатываемый хрупкий неметаллический материал непрозрачен. Лазер 3 имеет длину волны излучения, соответствующую объемному поглощению обрабатываемым материалом. Для регулирования подачи излучения от лазеров используют заслонки (на фигуре не показаны), предназначенные для отвода излучения из зоны обработки во время проведения операции установки изделия на координатном столе 5 и настройки фокусирующих объективов 2 и 4, подачи хладагента и механизма 6 нанесения дефекта. Функции отвода тепловой энергии выполняет вода. Фокусирующий объектив 2 для фокусировки излучения лазера 1 жестко закреплен на каретке 9, а фокусирующий объектив 4 для фокусировки излучения лазера 3 закреплен с возможностью поворота и фокусировки излучения лазера 3 в зоне обработки. Координатный стол 5 предназначен для относительного перемещения лазерных пучков и обрабатываемого изделия 12 в горизонтальной плоскости. Механизм 6 нанесения дефекта предназначен для нанесения локальной инициирующей трещины на предполагаемой линии термораскалывания изделия 12 и может быть выполнен в виде твердосплавного резца или алмазного наконечника, установленного над координатным столом 5. Узел 7 подачи хладагента предназначен для подачи хладагента в зону действия лазерного излучения. Механизм 8 вертикального перемещения может быть выполнен в виде щагового двигателя, связанного с кареткой 9, установленной на направляющей или иным образом. Блок 10 управления осуществляет программное управление координатным столом 5 и регулирует скорость его перемещения в диапазоне от 0,5 до 120 мм/с. Блок 11 управления механизмом 8 вертикального перемещения обеспечивает заданное расположение зон нагрева и охлаждения по вертикальной координате и заданную скорость перемещения.Установка работает следующим образом. Изделие 12 из хрупкого неметаллического материала устанавливают на координатный стол 5, размещают механизм 6 для нанесения дефекта над началом предполагаемой траектории разделения, включают механизм 8 вертикального перемещения и при возвратно-поступательном перемещении каретки 9 наносят дефект (закол, надрез) в начале контура термораскалывания. После этого координат ВУ 197911 200511130нь 1 й стол 5 совмещает надрез с начальным положением лазерных пучков лазеров 1 И 3. Подают на обрабатываемое изделие 12 лазерное излучение двух длин волн. При этом излучение лазера 1, длина волны которого соответствует интенсивному поглощению обрабатываемым материалом, фокусируется объективом 2 на надрезе в пятно круглого или эллиптического сечения, а излучение лазера 3, длина волны которого соответствует объемному поглощению, обрабатываемым материалом фокусируется объективом 4 в глубине изделия. Далее координатный стол 5 перемещает изделие 12 по линии обработки и одновременно подают хладагент через узел 7 подачи хладагента в зону, нагретую излучением. При этом в месте подачи хладагента образуется микротрещина, которая, образовавшись от нанесения дефекта, развивается в зоне подачи хладагента вслед за лазерным пучком со скоростью, определяемой относительным перемещением лазерного пучка и обрабать 1 ваемого изделия 12. При этом в обрабатываемом материале формируется два тепловых источника поверхностный, сформированный лазером 1, и объемный, сформированный лазером 3. В результате их совместного с хладагентом воздействия в материале происходит развитие разделяющей микротрещины, распространение которой в поверхностных слоях определяется воздействием хладагента и излучения лазера 1 с длиной волны, соответствующей интенсивному поглощению материалом, а глубинное развитие трещины контролируется излучением лазера 3 с длиной волны, соответствующей объемному поглощению. Блок 10 задает перемещение координатного стола 5 в горизонтальной плоскости и требуемые координаты траектории. Если изделие имеет сложную форму, то блок 11 управления механизмом 8 вертикального перемещения задает траекторию перемещения каретки 9(а значит и зон нагрева и охлаждения) в вертикальной плоскости в соответствии с заданным месторасположением точек траектории на поверхности обрабатываемого изделия,выдавая соответствующие команды механизму 8 вертикального перемещения. При этом,при перемещении объектива 2 и объектива 4 в вертикальном направлении сохраняются оптимальные значения плотности мощности излучения на поверхности обрабатываемого изделия и в его внутренних слоях вдоль пространственной траектории термораскалывания. После образования разделяющей трещины по контуру обработки прекращают подачу лазерного излучения, а затем хладагента в зону обработки. При этом блоки 10, 11 управления выводят координатный стол 5 и механизм 8 вертикального перемещения в исходное положение.Таким образом, использование предлагаемой установки обеспечивает прецизионное разделение изделий из хрупких неметаллических материалов сложной формы с больщой высотой торцевой поверхности по криволинейным траекториям.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 26/00, C03C 33/02
Метки: резки, материалов, лазерной, хрупких, установка, неметаллических
Код ссылки
<a href="https://by.patents.su/4-u1979-ustanovka-dlya-lazernojj-rezki-hrupkih-nemetallicheskih-materialov.html" rel="bookmark" title="База патентов Беларуси">Установка для лазерной резки хрупких неметаллических материалов</a>
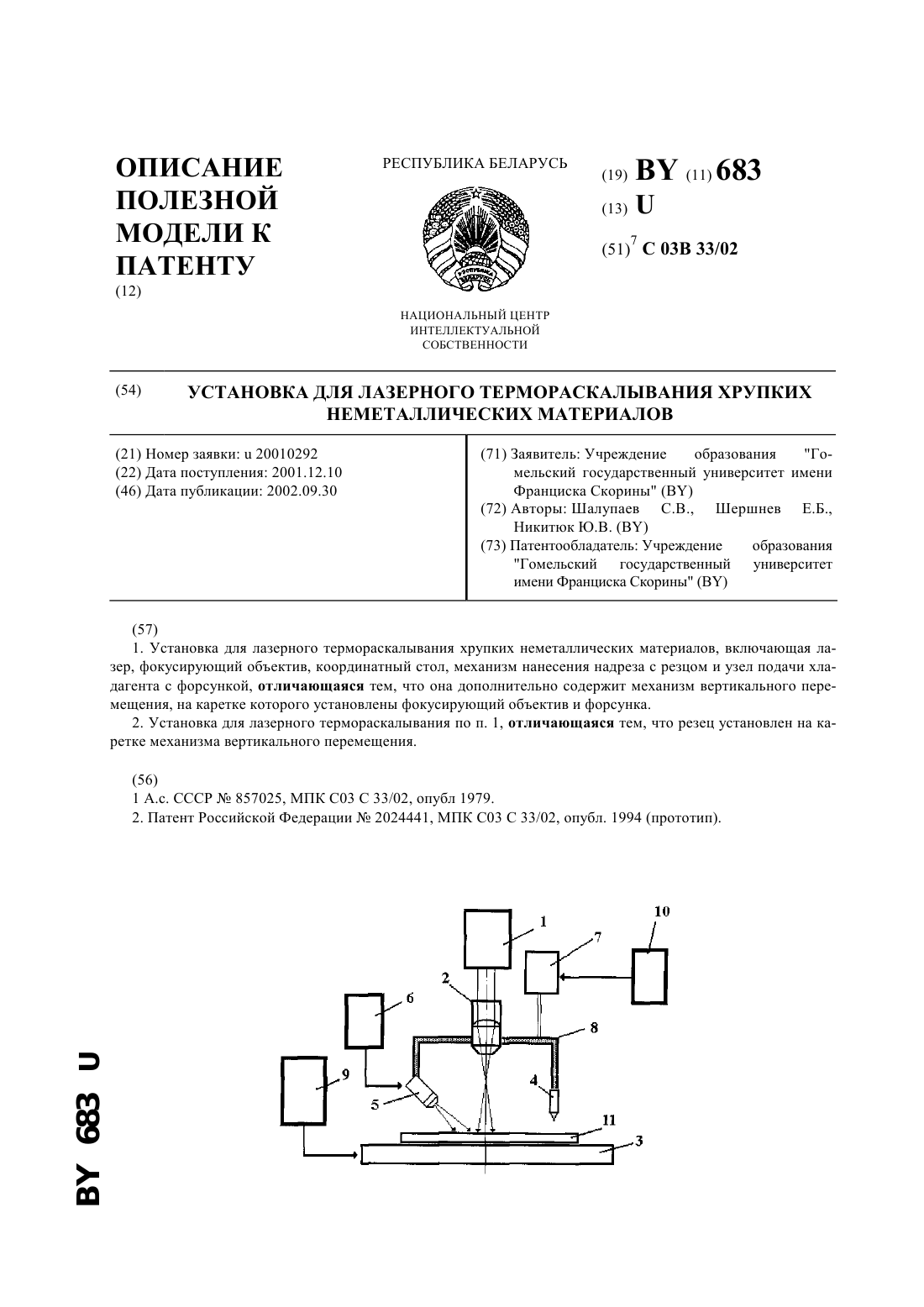
Установка для лазерного термораскалывания хрупких неметаллических материалов
Номер патента: U 683
Опубликовано: 30.09.2002
Авторы: Никитюк Юрий Валерьевич, Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич
МПК: C03B 33/02
Метки: термораскалывания, неметаллических, материалов, установка, хрупких, лазерного
Текст:
...фокусирующего объектива и форсунки обеспечивает возможность синхронного перемещения обоих в вертикальном положении, а в совокупности с координатным столом - по заданной криволинейной траектории, что обеспечивает поддержание оптимальной для обработки плотности мощности излучения. Расположение на каретке механизма вертикального перемещения резца позволяет упростить конструкцию механизма создания надреза за счет исключения узла по созданию...
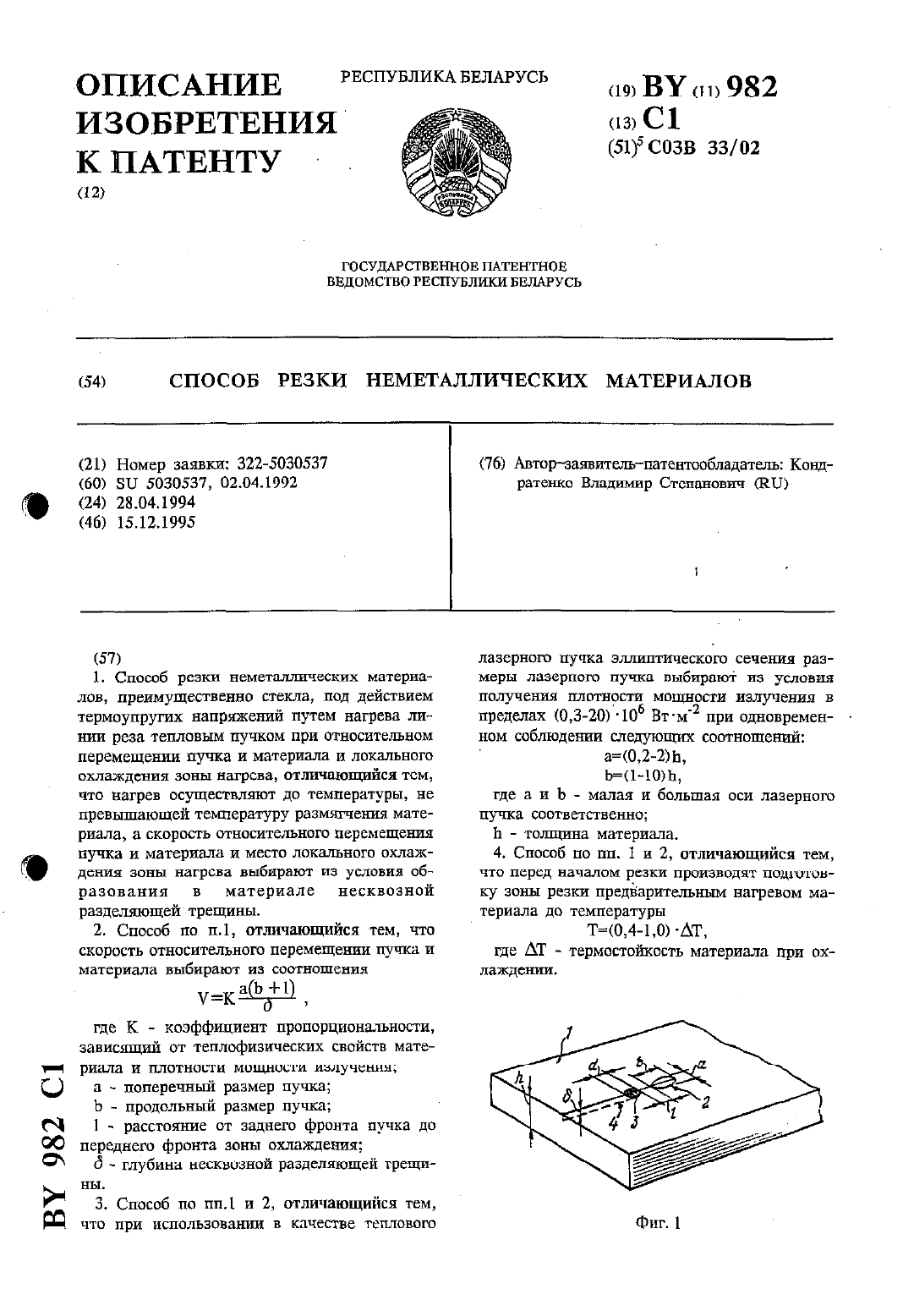
Способ резки неметаллических материалов
Номер патента: 982
Опубликовано: 15.12.1995
Автор: Кондратенко Владимир Степанович
МПК: C03B 33/02
Метки: материалов, неметаллических, резки, способ
Текст:
...уже действуют напряжения растяжения. Известно, что предел прочности стекла на растяжение гораздо ниже предела прочности на сжатие. Поэтому применение описанного способа резки стеклянных трубок позволяет значительно повысить производительностьтермораскалывания по сравнению с традиционным методом термораскалывания без применения локального охлаждения зоны нагрева.Однако этот способ резки стеклянных трубок малоэффективен для раскроя листовых...
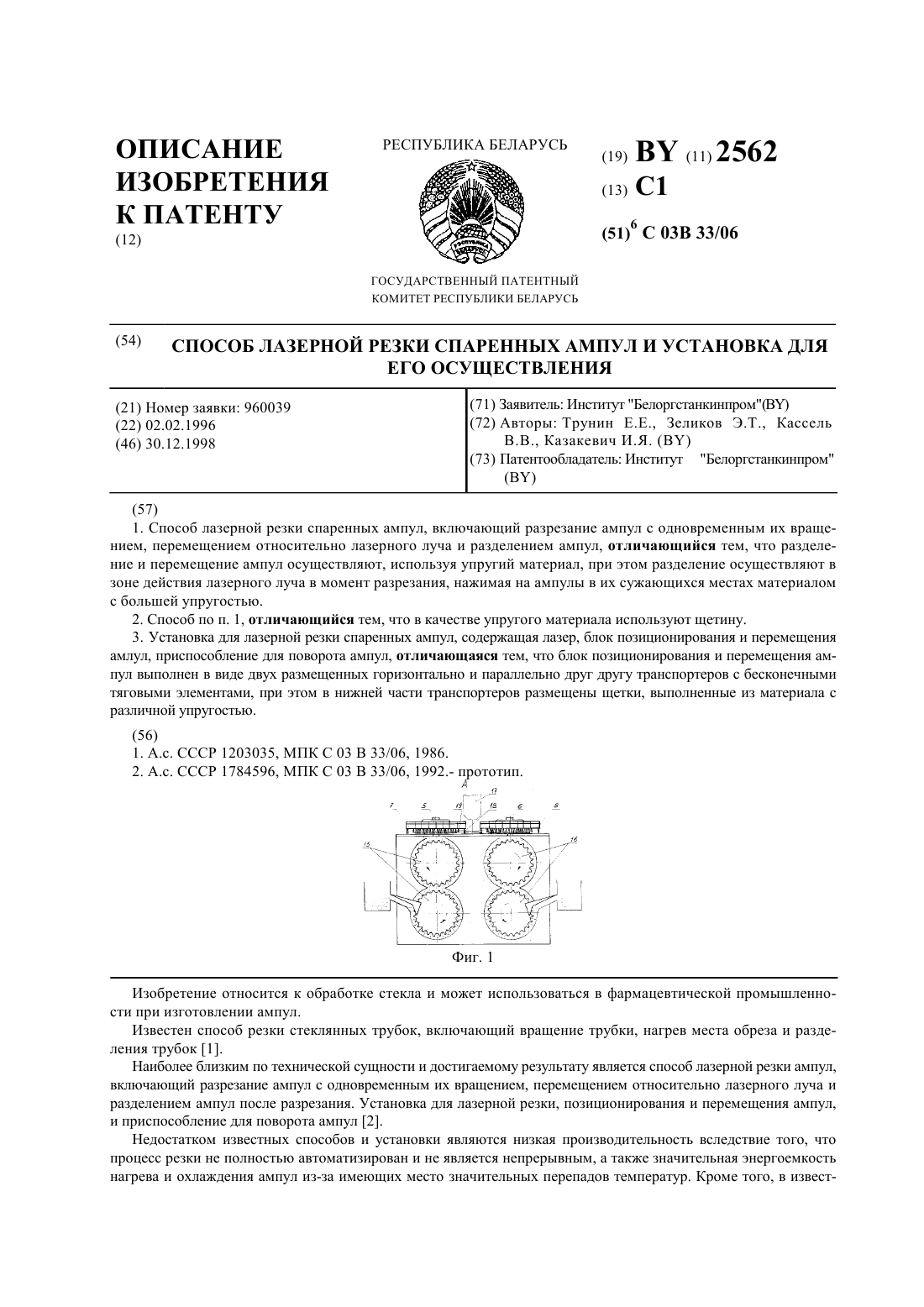
Способ лазерной резки спаренных ампул и установка для его осуществления
Номер патента: 2562
Опубликовано: 30.12.1998
Авторы: Кассель Владимир Валентинович, Зеликов Эдуард Тимофеевич, Трунин Евгений Егорович, Казакевич Иван Яковлевич
МПК: C03B 33/06
Метки: осуществления, способ, ампул, установка, спаренных, лазерной, резки
Текст:
...нажатием на ампулы в их сужающихся местах материалом с большей упругостью. В установке для лазерной резки спаренных ампул, содержащей лазер, блок позиционирования и перемещения ампул, приспособление для поворота ампул, блок позиционирования и перемещения ампул выполнен в виде двух размещенных горизонтально и параллельно друг другу транспортеров с бесконечными тяговыми элементами, в нижней части которых размещены разноупругие щетки,...
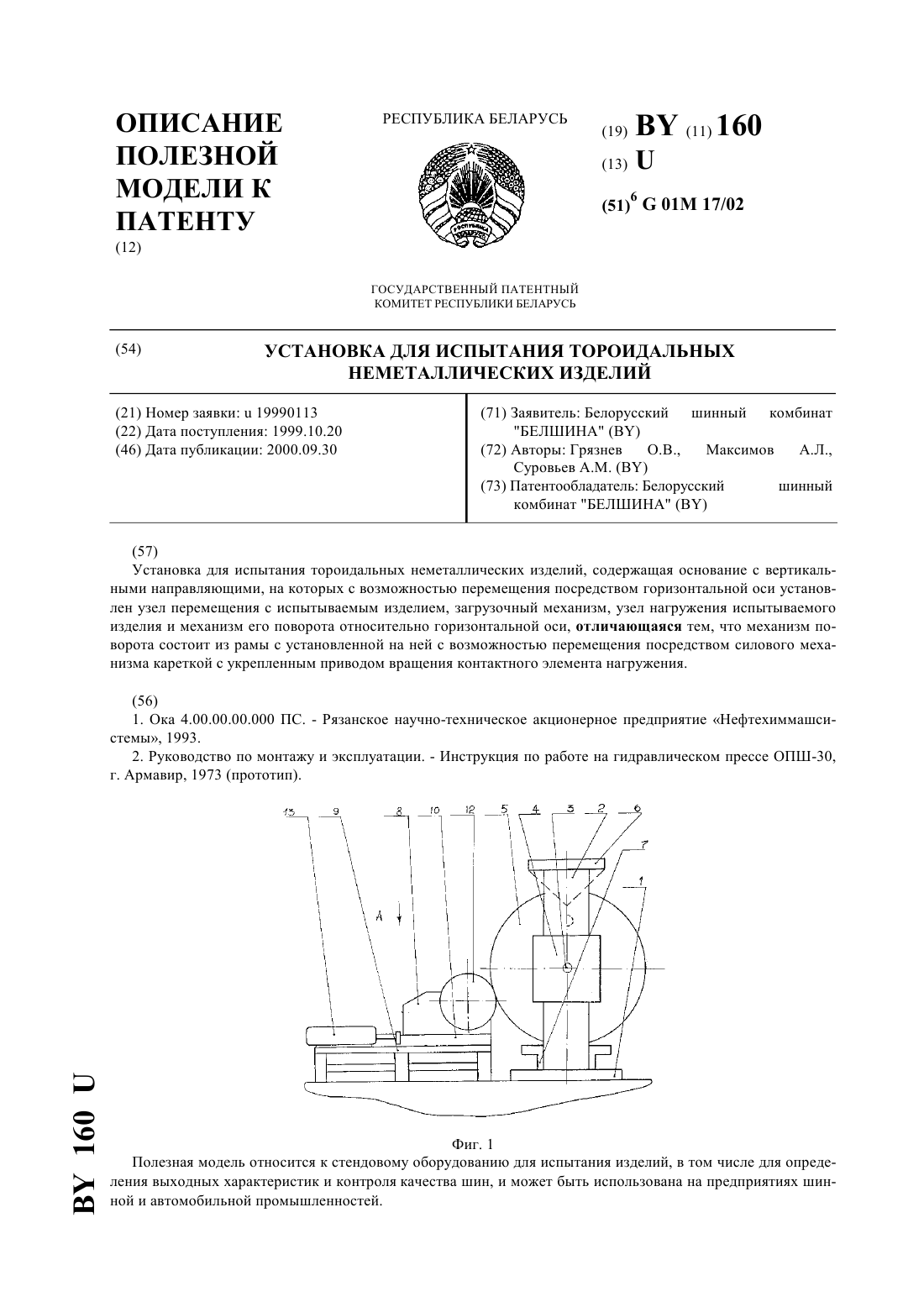
Установка для испытания тороидальных неметаллических изделий
Номер патента: U 160
Опубликовано: 30.09.2000
Авторы: Грязнев Олег Викторович, Максимов Анатолий Леонидович, Суровьев Александр Михайлович
МПК: G01M 17/02
Метки: изделий, тороидальных, неметаллических, установка, испытания
Текст:
...в том, что установка для испытания тороидальных неметаллических изделий содержит основание с вертикальными направляющими, на которых посредством горизонтальной оси установлен узел перемещения с испытываемым изделием с возможностью перемещения, а также загрузочный механизм, узел нагружения испытываемого изделия и механизм его поворота относительно горизонтальной оси узла перемещения. От известных предлагаемая конструкция отличается тем, что...
Установка для лазерной обработки
Номер патента: U 1036
Опубликовано: 30.09.2003
Авторы: Бренько Анатолий Анатольевич, Тучин Андрей Николаевич, Максименко Александр Васильевич, Прищепов Евгений Григорьевич, Мышковец Виктор Николаевич, Юркевич Сергей Николаевич, Рыбин Владимир Иванович
МПК: B23K 26/00
Метки: лазерной, обработки, установка
Текст:
...создания установки для лазерной обработки, преимущественно многопозиционной обработки материалов и изделий. Технический результат полезной модели заключается в расширении технологических возможностей за счет многопозиционной и дистанционной обработки, обеспечения подвода лазерного излучения к труднодоступным местам и в повышении качества обработки за счет контроля за процессом обработки. Достижение указанного технического результата...
Предыдущий патент: Прибор для контроля концентрации жидких минеральнных удобрений
Следующий патент: Установка для получения алмазоподобных пленок
Случайный патент: Валкователь кускового торфа