Устройство для электродугового напыления
Номер патента: U 1447
Опубликовано: 30.06.2004
Авторы: Семенов Владимир Иванович, Константинов Валерий Михайлович, Губанов Александр Семенович
Текст
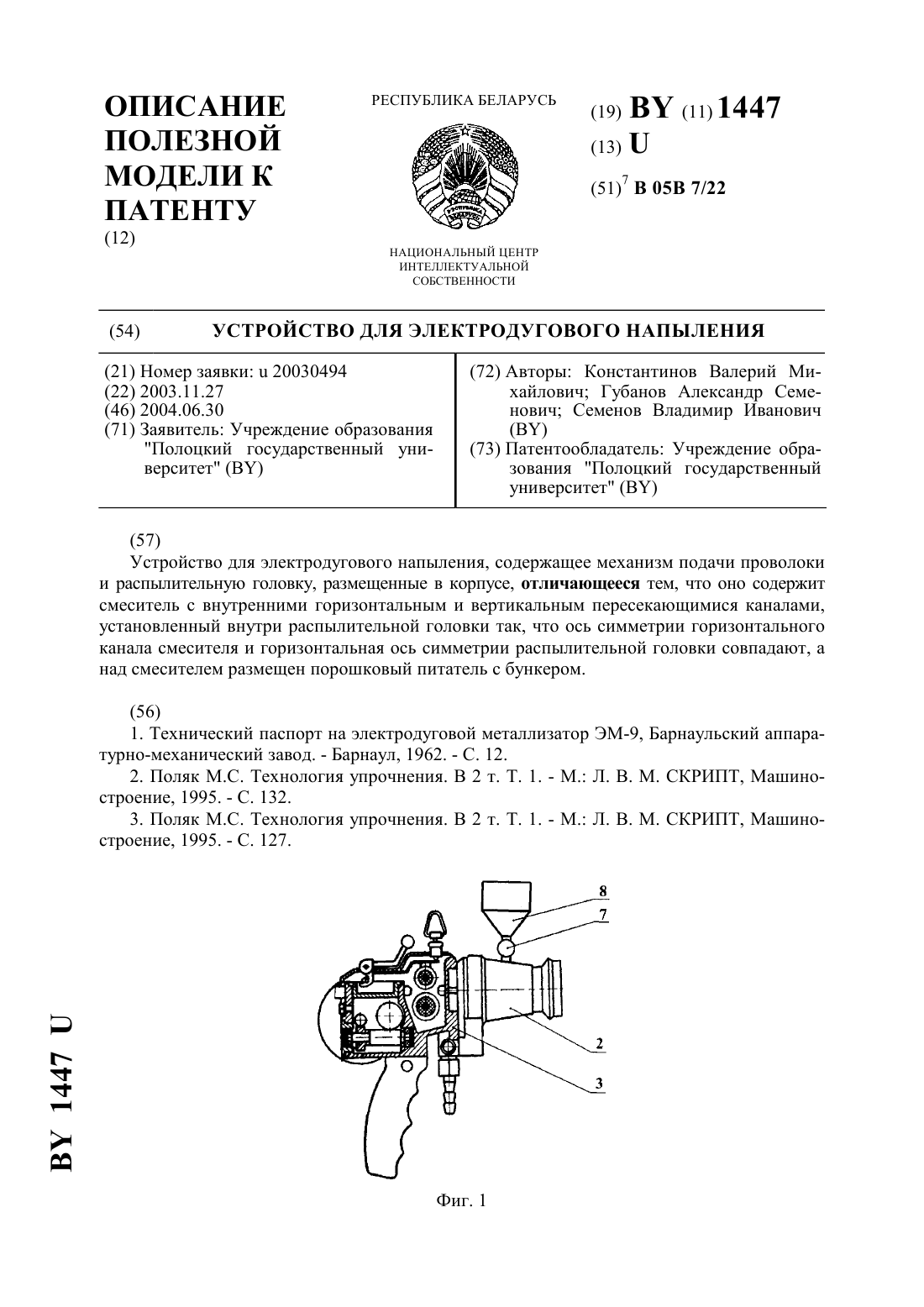
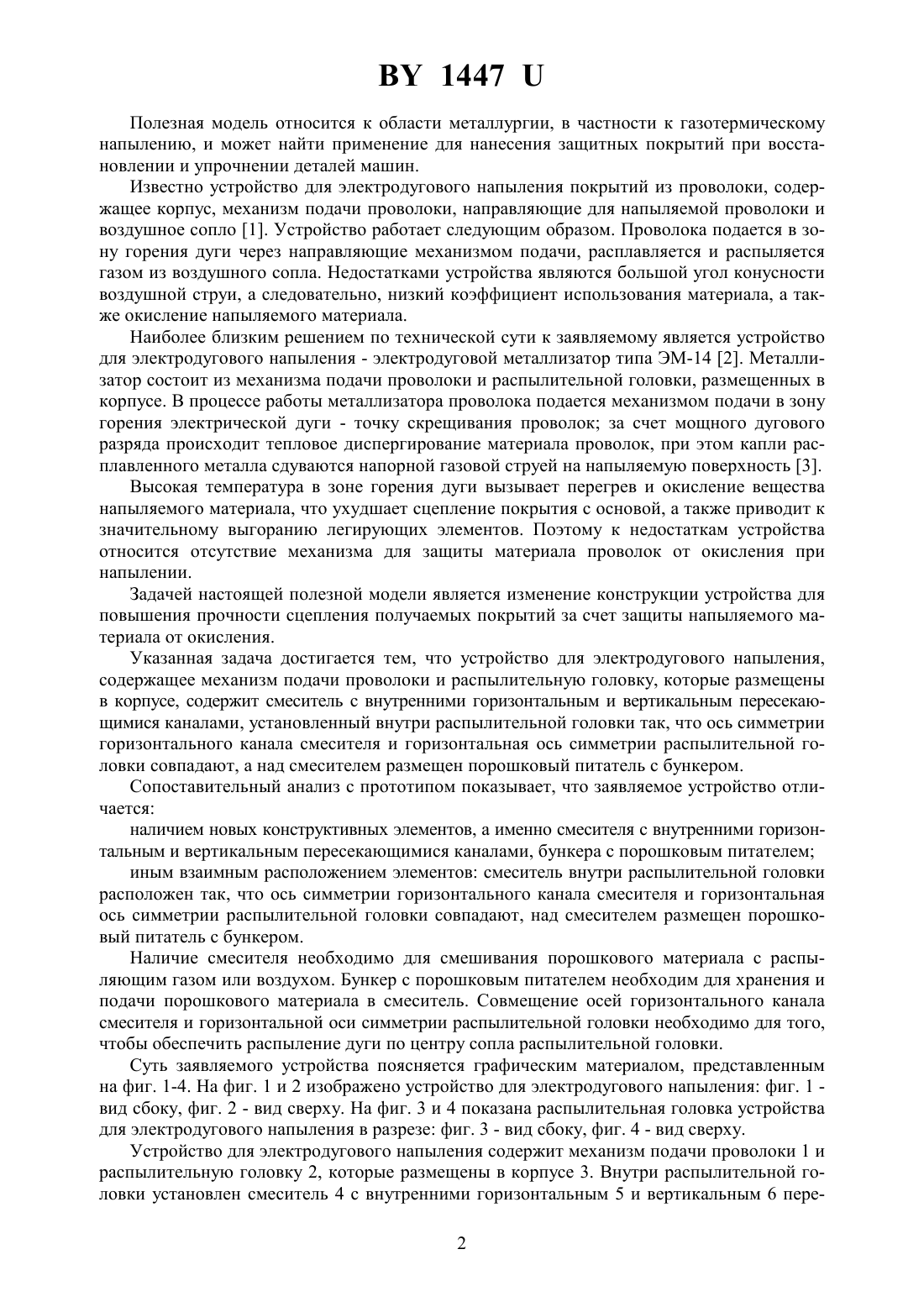
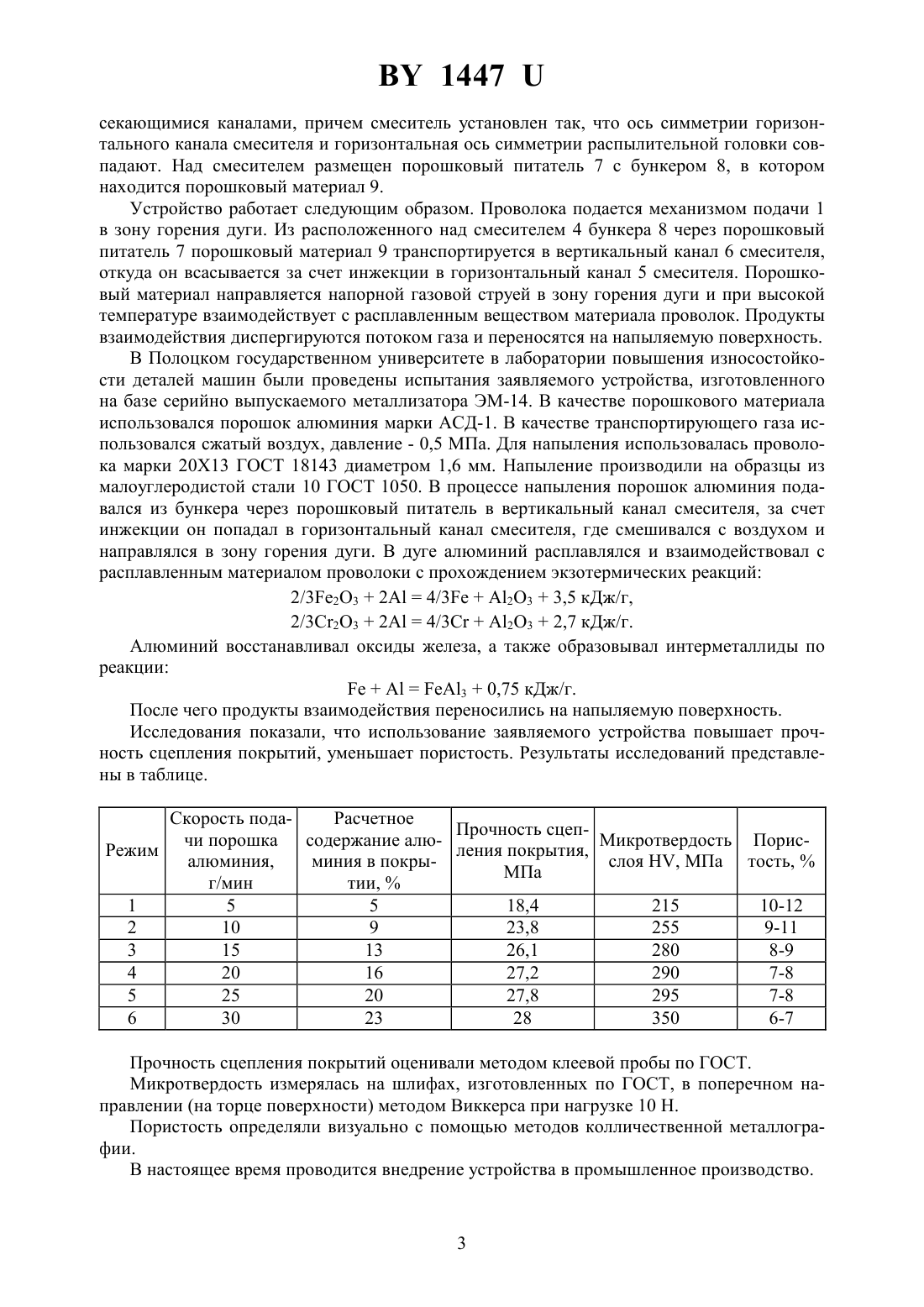
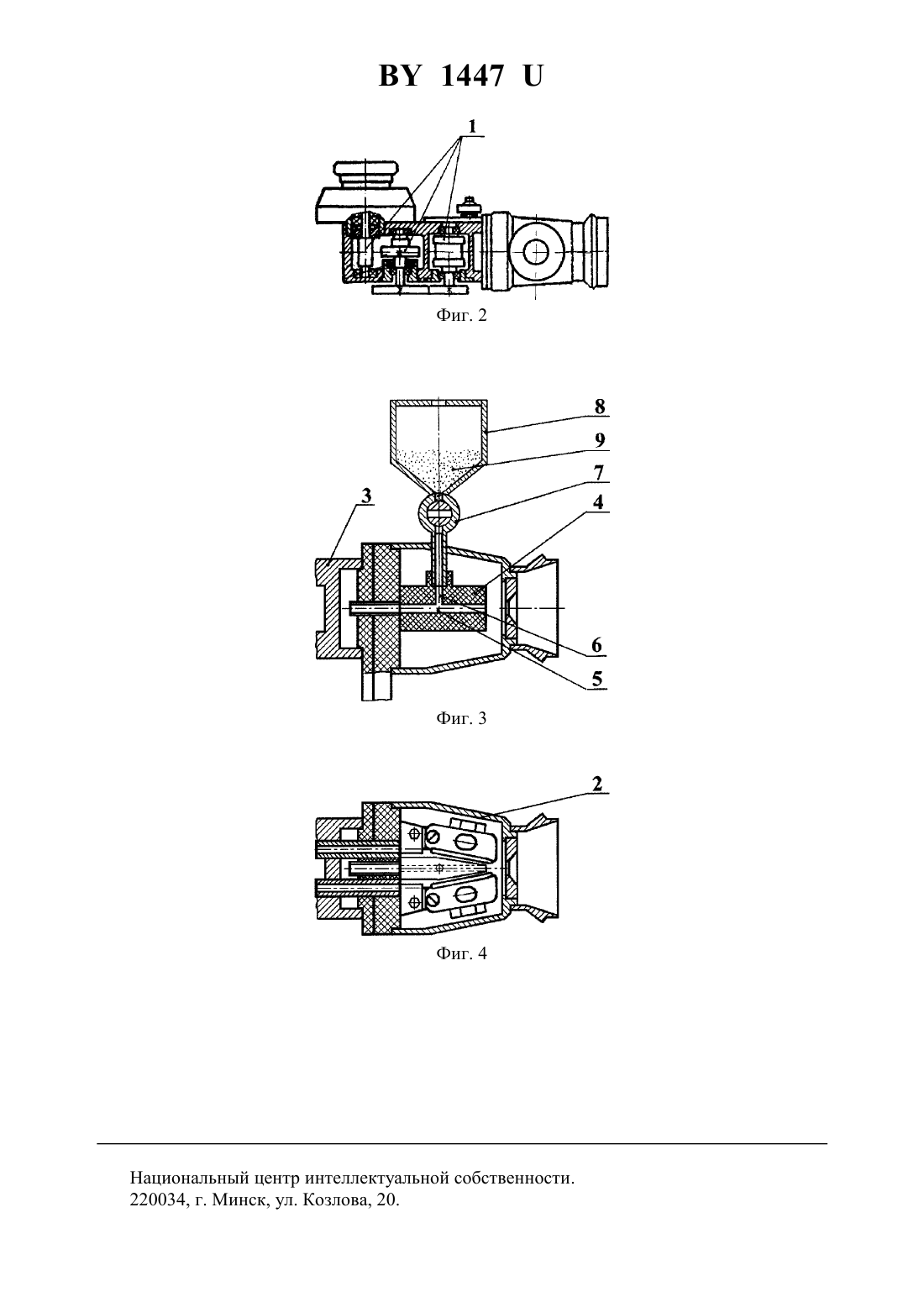
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Константинов Валерий Михайлович Губанов Александр Семенович Семенов Владимир Иванович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Устройство для электродугового напыления, содержащее механизм подачи проволоки и распылительную головку, размещенные в корпусе, отличающееся тем, что оно содержит смеситель с внутренними горизонтальным и вертикальным пересекающимися каналами,установленный внутри распылительной головки так, что ось симметрии горизонтального канала смесителя и горизонтальная ось симметрии распылительной головки совпадают, а над смесителем размещен порошковый питатель с бункером.(56) 1. Технический паспорт на электродуговой металлизатор ЭМ-9, Барнаульский аппаратурно-механический завод. - Барнаул, 1962. - С. 12. 2. Поляк М.С. Технология упрочнения. В 2 т. Т. 1. - М. Л. В. М. СКРИПТ, Машиностроение, 1995. - С. 132. 3. Поляк М.С. Технология упрочнения. В 2 т. Т. 1. - М. Л. В. М. СКРИПТ, Машиностроение, 1995. - С. 127. 1447 Полезная модель относится к области металлургии, в частности к газотермическому напылению, и может найти применение для нанесения защитных покрытий при восстановлении и упрочнении деталей машин. Известно устройство для электродугового напыления покрытий из проволоки, содержащее корпус, механизм подачи проволоки, направляющие для напыляемой проволоки и воздушное сопло 1. Устройство работает следующим образом. Проволока подается в зону горения дуги через направляющие механизмом подачи, расплавляется и распыляется газом из воздушного сопла. Недостатками устройства являются большой угол конусности воздушной струи, а следовательно, низкий коэффициент использования материала, а также окисление напыляемого материала. Наиболее близким решением по технической сути к заявляемому является устройство для электродугового напыления - электродуговой металлизатор типа ЭМ-14 2. Металлизатор состоит из механизма подачи проволоки и распылительной головки, размещенных в корпусе. В процессе работы металлизатора проволока подается механизмом подачи в зону горения электрической дуги - точку скрещивания проволок за счет мощного дугового разряда происходит тепловое диспергирование материала проволок, при этом капли расплавленного металла сдуваются напорной газовой струей на напыляемую поверхность 3. Высокая температура в зоне горения дуги вызывает перегрев и окисление вещества напыляемого материала, что ухудшает сцепление покрытия с основой, а также приводит к значительному выгоранию легирующих элементов. Поэтому к недостаткам устройства относится отсутствие механизма для защиты материала проволок от окисления при напылении. Задачей настоящей полезной модели является изменение конструкции устройства для повышения прочности сцепления получаемых покрытий за счет защиты напыляемого материала от окисления. Указанная задача достигается тем, что устройство для электродугового напыления,содержащее механизм подачи проволоки и распылительную головку, которые размещены в корпусе, содержит смеситель с внутренними горизонтальным и вертикальным пересекающимися каналами, установленный внутри распылительной головки так, что ось симметрии горизонтального канала смесителя и горизонтальная ось симметрии распылительной головки совпадают, а над смесителем размещен порошковый питатель с бункером. Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием новых конструктивных элементов, а именно смесителя с внутренними горизонтальным и вертикальным пересекающимися каналами, бункера с порошковым питателем иным взаимным расположением элементов смеситель внутри распылительной головки расположен так, что ось симметрии горизонтального канала смесителя и горизонтальная ось симметрии распылительной головки совпадают, над смесителем размещен порошковый питатель с бункером. Наличие смесителя необходимо для смешивания порошкового материала с распыляющим газом или воздухом. Бункер с порошковым питателем необходим для хранения и подачи порошкового материала в смеситель. Совмещение осей горизонтального канала смесителя и горизонтальной оси симметрии распылительной головки необходимо для того,чтобы обеспечить распыление дуги по центру сопла распылительной головки. Суть заявляемого устройства поясняется графическим материалом, представленным на фиг. 1-4. На фиг. 1 и 2 изображено устройство для электродугового напыления фиг. 1 вид сбоку, фиг. 2 - вид сверху. На фиг. 3 и 4 показана распылительная головка устройства для электродугового напыления в разрезе фиг. 3 - вид сбоку, фиг. 4 - вид сверху. Устройство для электродугового напыления содержит механизм подачи проволоки 1 и распылительную головку 2, которые размещены в корпусе 3. Внутри распылительной головки установлен смеситель 4 с внутренними горизонтальным 5 и вертикальным 6 пере 2 1447 секающимися каналами, причем смеситель установлен так, что ось симметрии горизонтального канала смесителя и горизонтальная ось симметрии распылительной головки совпадают. Над смесителем размещен порошковый питатель 7 с бункером 8, в котором находится порошковый материал 9. Устройство работает следующим образом. Проволока подается механизмом подачи 1 в зону горения дуги. Из расположенного над смесителем 4 бункера 8 через порошковый питатель 7 порошковый материал 9 транспортируется в вертикальный канал 6 смесителя,откуда он всасывается за счет инжекции в горизонтальный канал 5 смесителя. Порошковый материал направляется напорной газовой струей в зону горения дуги и при высокой температуре взаимодействует с расплавленным веществом материала проволок. Продукты взаимодействия диспергируются потоком газа и переносятся на напыляемую поверхность. В Полоцком государственном университете в лаборатории повышения износостойкости деталей машин были проведены испытания заявляемого устройства, изготовленного на базе серийно выпускаемого металлизатора ЭМ-14. В качестве порошкового материала использовался порошок алюминия марки АСД-1. В качестве транспортирующего газа использовался сжатый воздух, давление - 0,5 МПа. Для напыления использовалась проволока марки 2013 ГОСТ 18143 диаметром 1,6 мм. Напыление производили на образцы из малоуглеродистой стали 10 ГОСТ 1050. В процессе напыления порошок алюминия подавался из бункера через порошковый питатель в вертикальный канал смесителя, за счет инжекции он попадал в горизонтальный канал смесителя, где смешивался с воздухом и направлялся в зону горения дуги. В дуге алюминий расплавлялся и взаимодействовал с расплавленным материалом проволоки с прохождением экзотермических реакций 2/32324/3233,5 кДж/г,2/32324/32 О 32,7 кДж/г. Алюминий восстанавливал оксиды железа, а также образовывал интерметаллиды по реакции 30,75 кДж/г. После чего продукты взаимодействия переносились на напыляемую поверхность. Исследования показали, что использование заявляемого устройства повышает прочность сцепления покрытий, уменьшает пористость. Результаты исследований представлены в таблице. Скорость подаРасчетное Прочность сцепчи порошка содержание алюМикротвердость ПорисРежим ления покрытия,алюминия,миния в покрыслоя , МПа тость,МПа г/мин тии,1 5 5 18,4 215 10-12 2 10 9 23,8 255 9-11 3 15 13 26,1 280 8-9 4 20 16 27,2 290 7-8 5 25 20 27,8 295 7-8 6 30 23 28 350 6-7 Прочность сцепления покрытий оценивали методом клеевой пробы по ГОСТ. Микротвердость измерялась на шлифах, изготовленных по ГОСТ, в поперечном направлении (на торце поверхности) методом Виккерса при нагрузке 10 Н. Пористость определяли визуально с помощью методов колличественной металлографии. В настоящее время проводится внедрение устройства в промышленное производство. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B05B 7/22
Метки: напыления, устройство, электродугового
Код ссылки
<a href="https://by.patents.su/4-u1447-ustrojjstvo-dlya-elektrodugovogo-napyleniya.html" rel="bookmark" title="База патентов Беларуси">Устройство для электродугового напыления</a>
Устройство для напыления покрытий
Номер патента: U 1396
Опубликовано: 30.06.2004
Автор: Буйкус Кястас Вито
МПК: B05B 7/20
Метки: устройство, покрытий, напыления
Текст:
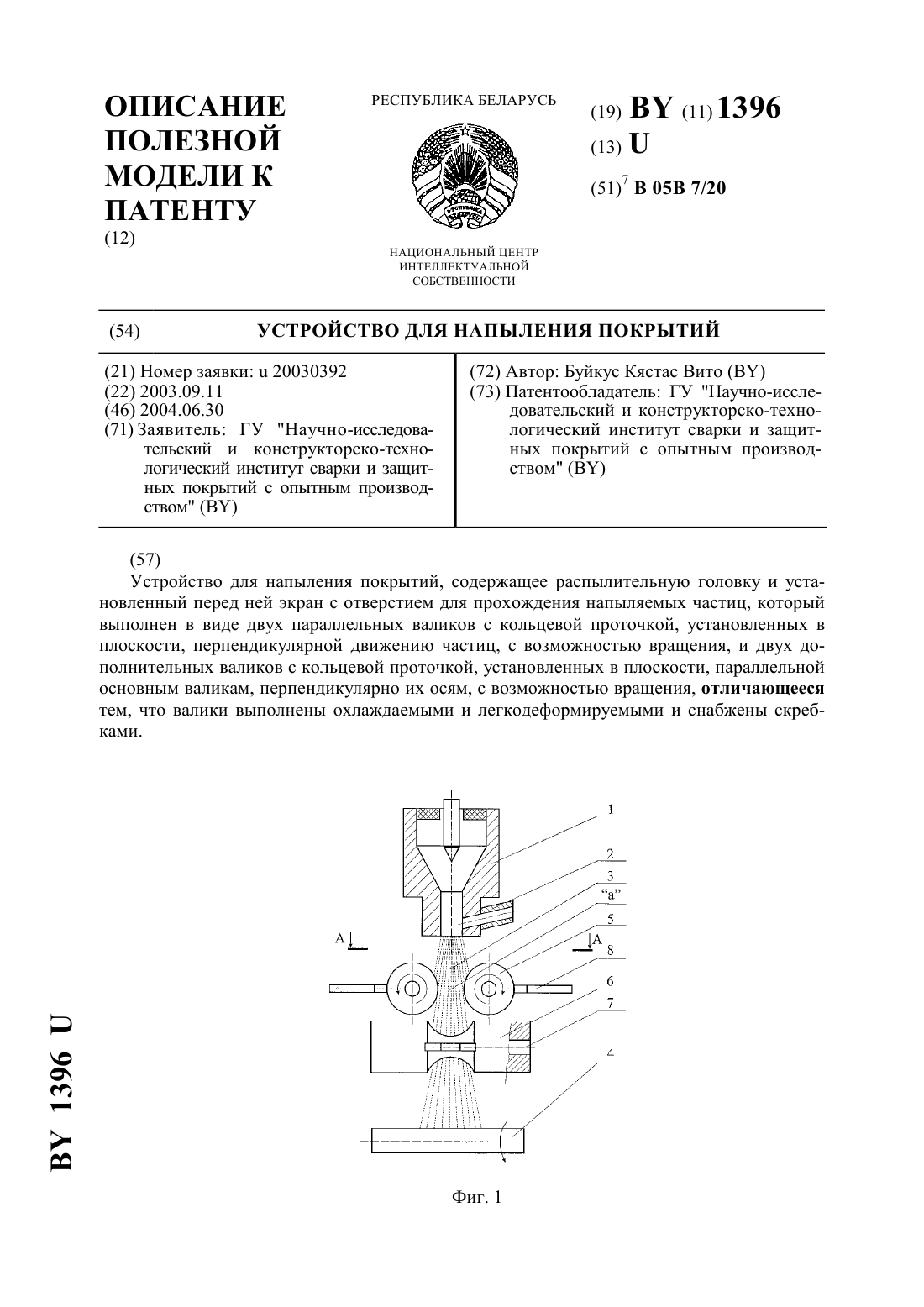
...распылительную головку и установленный перед ней экран с отверстием для прохождения напыляемых частиц, который выполнен в виде двух параллельных валиков с кольцевой проточкой, установленных в плоскости, перпендикулярной движению частиц, с возможностью вращения, и двух дополнительных валиков с кольцевой проточкой, установленных в плоскости, параллельной основным валикам, перпендикулярно их осям, с возможностью вращения, валики...
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Пунтус Игорь Леонидович, Белоцерковский Марат Артемович, Федаравичус Александр Владимирович
МПК: B05B 7/20
Метки: напыления, материалов, порошковых, полимерных, устройство, газопламенного
Текст:
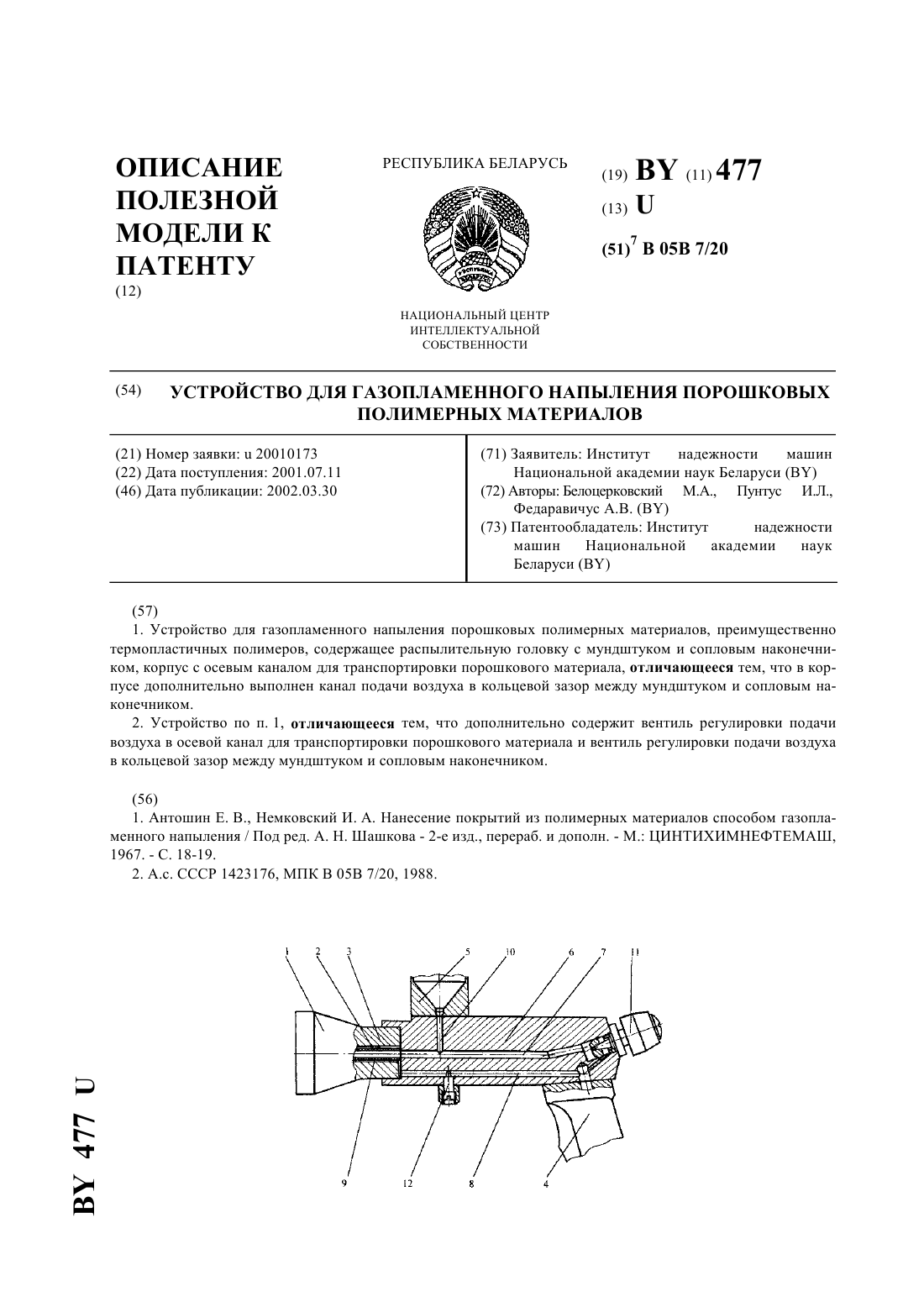
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Устройство для газопламенного напыления проволочных материалов
Номер патента: U 349
Опубликовано: 30.09.2001
Авторы: Сухоцкий Павел Геннадьевич, Пунтус Игорь Леонидович, Белоцерковский Марат Артемович, Витязь Петр Александрович
МПК: B05B 7/20
Метки: напыления, газопламенного, устройство, материалов, проволочных
Текст:
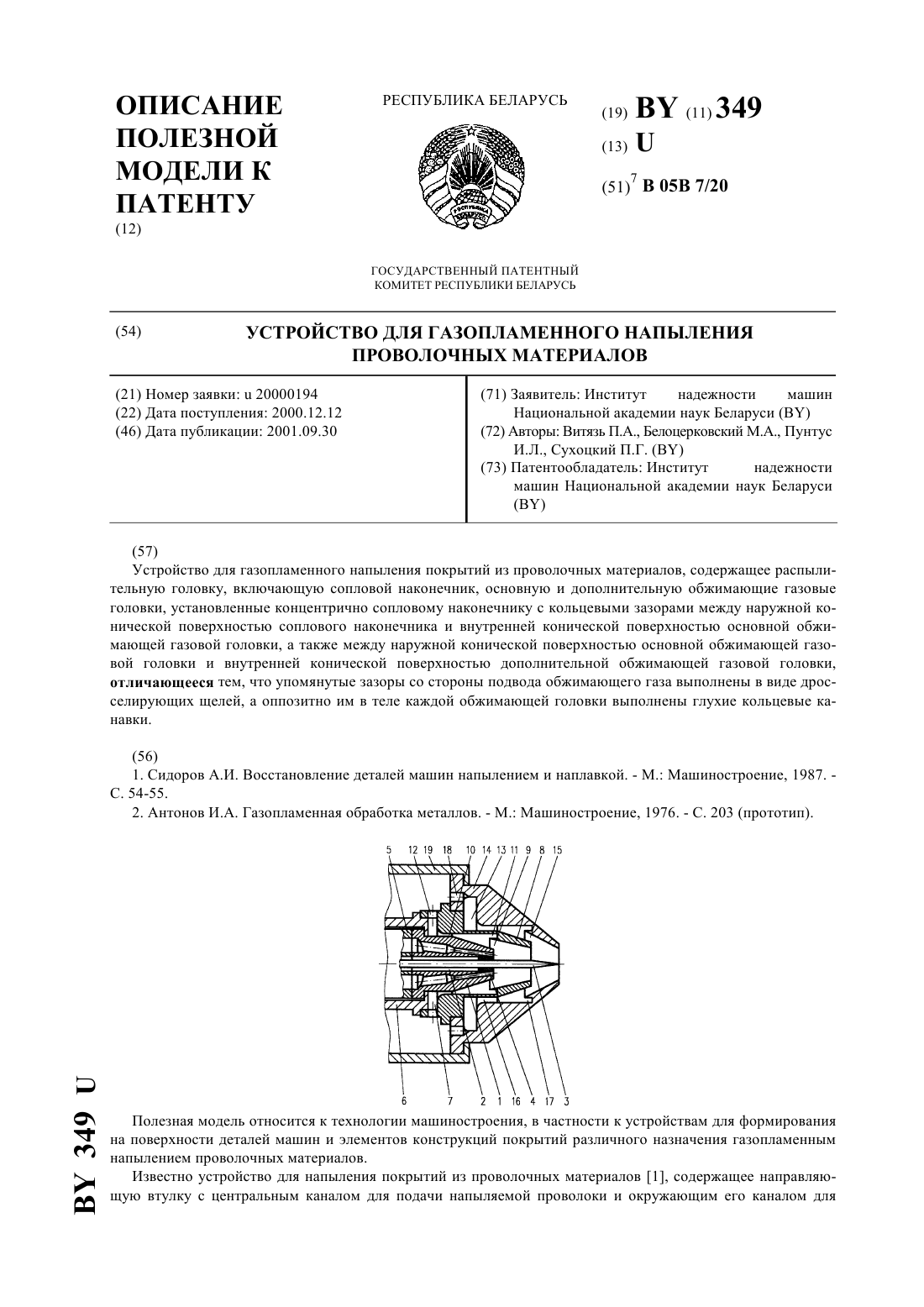
...расположенные напротив дросселирующих щелей, обеспечивают возникновение в газовом потоке высокочастотных акустических колебаний за счет торможения сверхзвукового газового потока. Соотношение размеров дросселирующих щелей и соответствующих кольцевых канавок обеспечивает генерирование высокочастотных колебаний с частотами и уровнями звукового давления, необходимыми для получения покрытий с требуемыми физико-механическими свойствами. На...
Устройство для высокоскоростного напыления покрытий (варианты)
Номер патента: 4365
Опубликовано: 30.03.2002
Авторы: Черепко Александр Евгеньевич, Прядко Александр Сергеевич, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: покрытий, устройство, высокоскоростного, варианты, напыления
Текст:
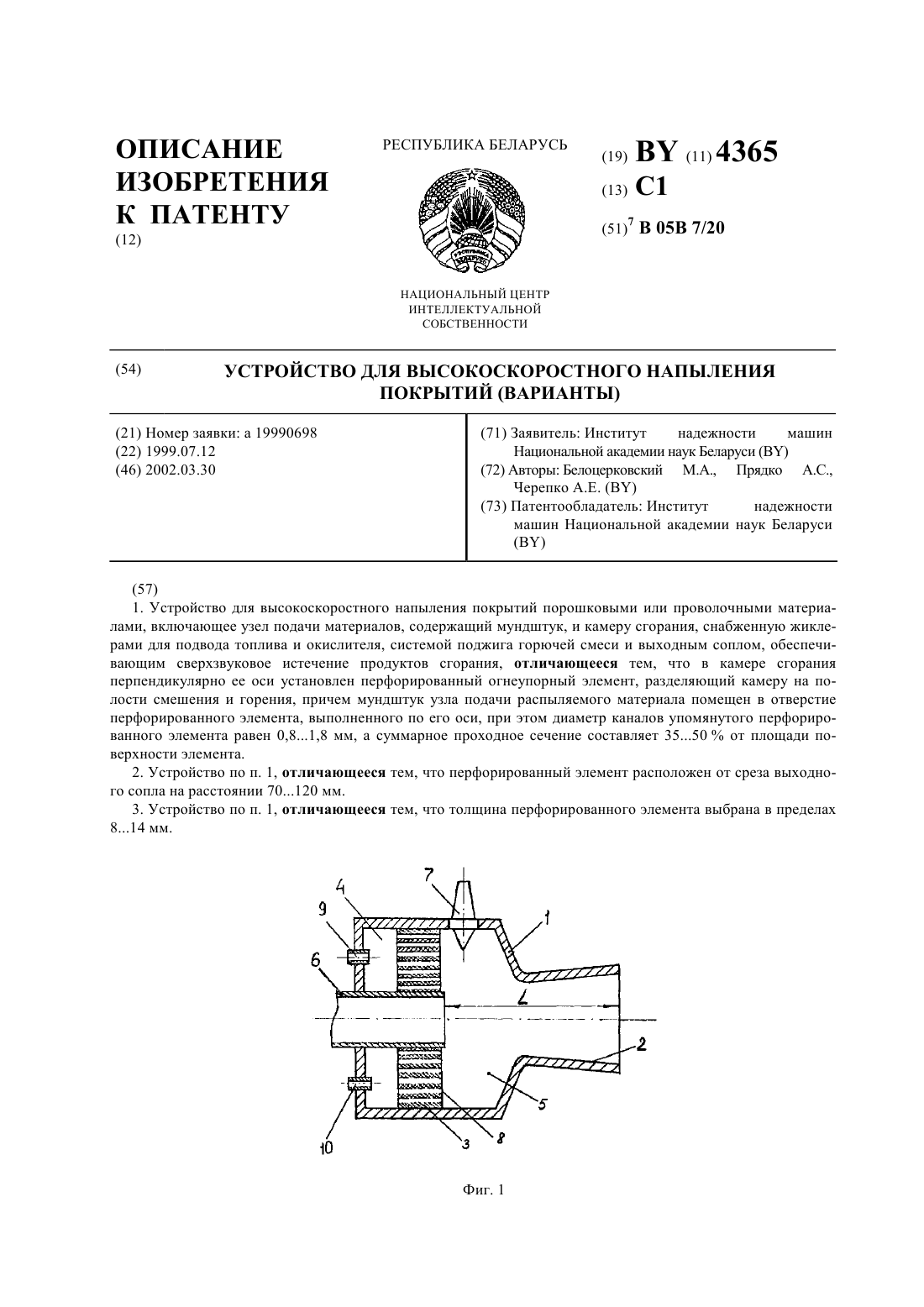
...поверхности элемента, разделяющий ее на полость смешения и полость сжигания рабочей смеси. Перфорированный элемент расположен от среза выходного сопла на расстоянии 70120 мм. Расстояние от перфорированного элемента до среза сопла зависит от производительности процесса, теплофизических характеристик напыляемого материала, величины плотности теплового потока факела и может быть определено следующей зависимостью, полученной эмпирическим путем,Ф...
Порошковый сплав на основе меди для газотермического напыления покрытий
Номер патента: 2330
Опубликовано: 30.09.1998
Авторы: Богуш Владимир Николаевич, Куприянов Игорь Львович, Шалай Александр Николаевич, Манойло Евгений Данилович, Ивашко Виктор Сергеевич, Безверхий Виктор Иванович, Попко Сергей Васильевич
Метки: напыления, газотермического, порошковый, основе, меди, покрытий, сплав
Текст:
...0,01 мм. Цикл испытаний - 3 мин (3,5-10 циклов). База испытаний 107 циклов. Среда дистиллированная вода с температурой 25 С.Испытания на износостойкость покрытий проводились на стенде, изготовленном на базе сверлильного станка. Покрытия наносились на поверхность образцов диаметром 30,0 мм и толщиной 5 мм, затем шлифовались на плоскошлифовальном станке. Образцы устанавливались на штифтах в емкости с маслом.Контртело из чугуна СЧ 2 д-48, въг...
Предыдущий патент: Форма для электропрогрева бетонных блоков
Следующий патент: Устройство для электродуговой металлизации
Случайный патент: Доильная установка