Волока
Номер патента: U 10313
Опубликовано: 30.10.2014
Авторы: Бобарикин Юрий Леонидович, Прач Светлана Игоревна, Авсейков Сергей Владимирович
Текст
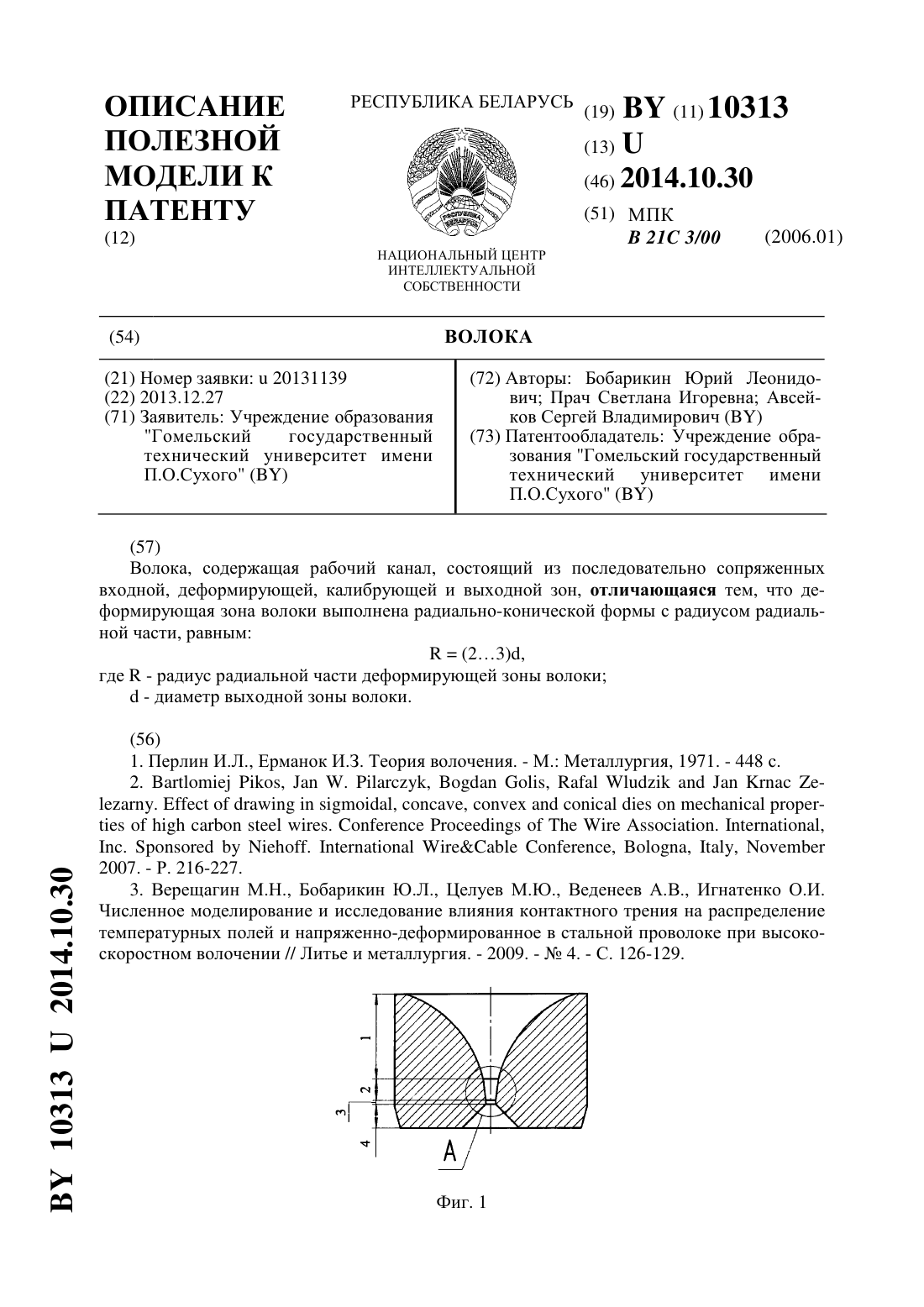
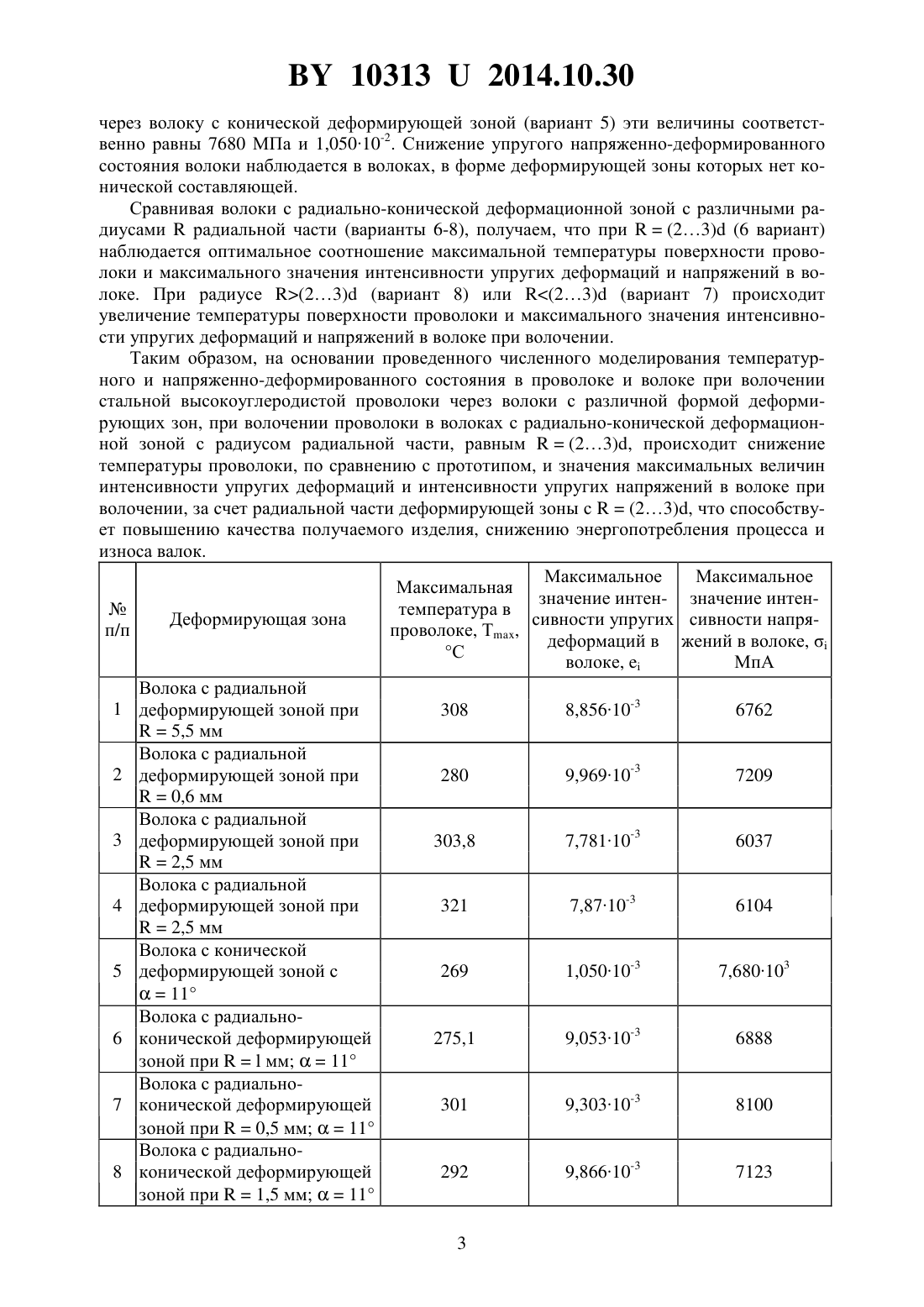
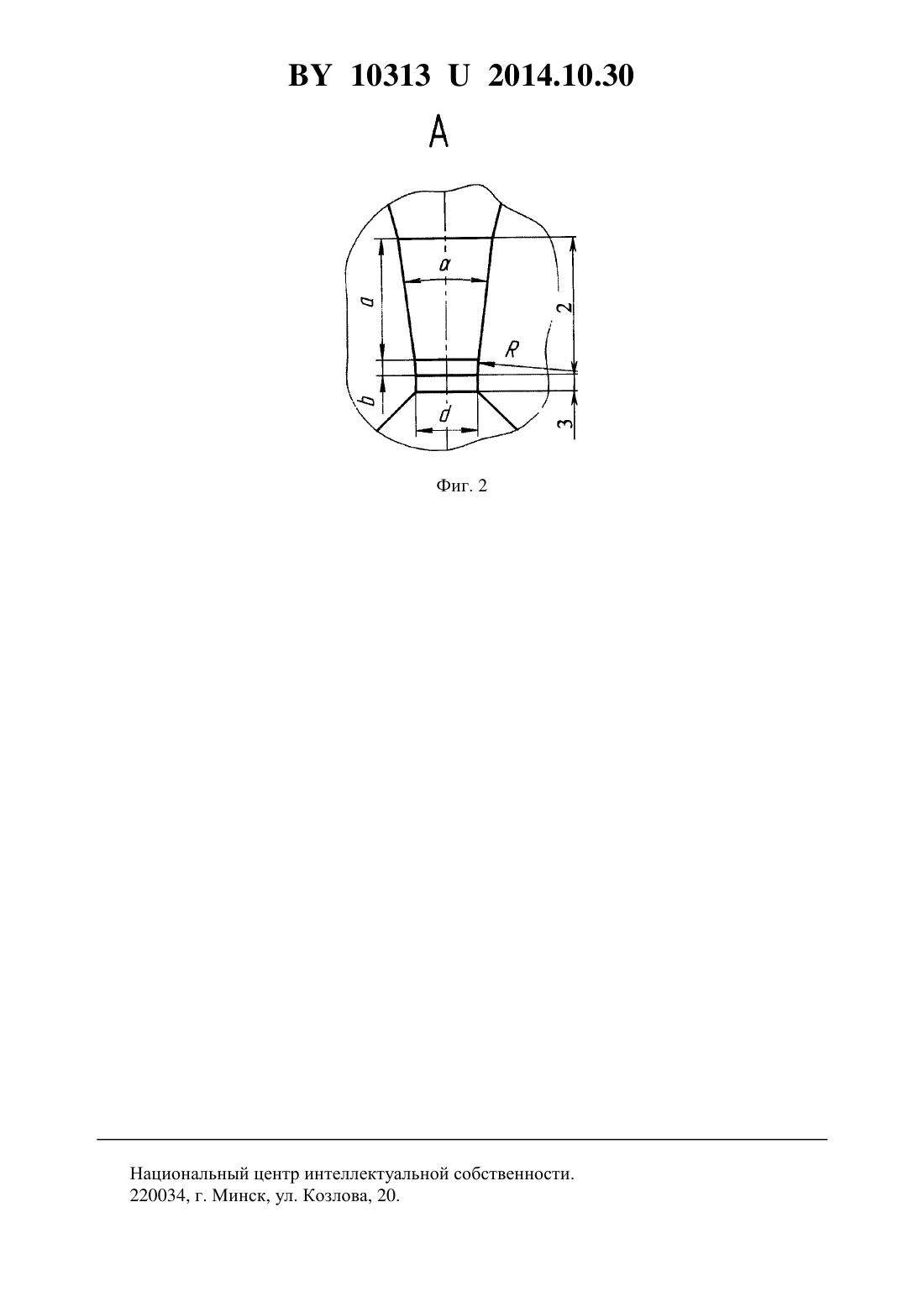
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(72) Авторы Бобарикин Юрий Леонидович Прач Светлана Игоревна Авсейков Сергей Владимирович(73) Патентообладатель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(57) Волока, содержащая рабочий канал, состоящий из последовательно сопряженных входной, деформирующей, калибрующей и выходной зон, отличающаяся тем, что деформирующая зона волоки выполнена радиально-конической формы с радиусом радиальной части, равным(23),где- радиус радиальной части деформирующей зоны волоки- диаметр выходной зоны волоки.(56) 1. Перлин И.Л., Ерманок И.З. Теория волочения. - М. Металлургия, 1971. - 448 с. 2.,. ,,., ,.. ,.., , ,2007. - Р. 216-227. 3. Верещагин М.Н., Бобарикин Ю.Л., Целуев М.Ю., Веденеев А.В., Игнатенко О.И. Численное моделирование и исследование влияния контактного трения на распределение температурных полей и напряженно-деформированное в стальной проволоке при высокоскоростном волочении // Литье и металлургия. - 2009. -4. - С. 126-129. 103132014.10.30 Полезная модель относится к металлургии, преимущественно к области обработки проволоки и изготовления изделий из нее, может быть использована при оснащении многопереходных волочильных станов волоками для волочения стальной высокоуглеродистой проволоки. Известна волока, содержащая рабочий канал, состоящий из входной зоны, деформирующей зоны, имеющей коническую форму, калибрующей и выходной зон 1-2. Недостатком данной конструкции является повышенные значения максимальных величин интенсивности упругих деформаций и интенсивности упругих напряжений в волоке, которые увеличивают нагрузку на волоку и как следствие уменьшают ее стойкость. Наиболее близким техническим решением является волока, содержащая рабочий канал, состоящий из входной, радиальной деформирующей, калибрующей и выходной зон 3. Недостатком предложенной конструкции является повышенная температура поволоки в процессе волочения, которая увеличивает деформационное старение проволоки, и снижение пластических характеристик проволоки после волочения. Задача полезной модели заключается в снижении температуры проволоки и значения максимальных величин интенсивности упругих деформаций и интенсивности упругих напряжений в волоке при волочении, что способствует повышению качества получаемого изделия, снижению энергопотребления процесса и износа валок. Поставленная задача достигается тем, что в волоке, содержащей рабочий канал, состоящий из последовательно сопряженных входной, деформирующей, калибрующей и выходной зон, согласно полезной модели деформирующая зона волоки выполнена радиально-конической формы с радиусом радиальной части, равным(23), где- радиус радиальной части деформирующей зоны волоки,- диаметр выходной зоны волоки. Полезная модель поясняется фигурами, где фиг. 1 - поперечный разрез волоки фиг. 2 - вынесенный вид А сечения деформирующей зоны. Волока содержит рабочий канал, состоящий из последовательно сопряженных входной 1 зоны, деформирующей 2 зоны, имеющей радиольно-коническую форму, калибрующей 3 и выходной 4 зон, где- рабочий угол коническойдеформирующей 2 зоны волоки,- радиус радиальнойчасти деформирующей 2 зоны,- диаметр выходной 4 зоны волоки. Устройство работает следующим образом при волочении проволока последовательно проходит через зоны канала волоки. Проволока подается во входную 1 зону со смазочным материалом, поступает в деформационную 2 зону, где происходит захват смазки проволокой, а также деформация проволоки. Далее, проходя через калибрующую 3 зону, протягиваемая проволока приобретает заранее заданные размеры точности и поступает в выходную 4 зону, предназначенную для исключения возможности образования поверхностных повреждений задиров, рисок, царапин при выходе из волоки. По результатам численного моделирования волочения проволоки диаметром 0,467 мм через волоки с различной формой деформирующих зон для получения сравнительной характеристики распределения температурных полей и напряженно-деформированного состояния в проволоке и волоке получены следующие результаты для различных вариантов волок, которые представлены в таблице. Анализ полученных данных показывает, что исследованные волоки вариантов 1-4 и 68 с неконическими деформирующими зонами существенно не изменяют максимальную температуру в проволоке по сравнению с волокой варианта 5, имеющей коническую деформирующую зону. Однако волоки вариантов 1-4 и 6-8 позволяют значительно снизить максимальные нагрузки в волоке. Например, при моделировании волочения проволоки через волоку с радиальной деформирующей зоной при 2,5 мм (вариант 3) максимальная величина интенсивности напряжений в волокесоставила 6037 МПа и максимальная величина интенсивных упругих деформацийсоставила 7,78110-3. А при волочении 2 103132014.10.30 через волоку с конической деформирующей зоной (вариант 5) эти величины соответственно равны 7680 МПа и 1,05010-2. Снижение упругого напряженно-деформированного состояния волоки наблюдается в волоках, в форме деформирующей зоны которых нет конической составляющей. Сравнивая волоки с радиально-конической деформационной зоной с различными радиусамирадиальной части (варианты 6-8), получаем, что при(23) (6 вариант) наблюдается оптимальное соотношение максимальной температуры поверхности проволоки и максимального значения интенсивности упругих деформаций и напряжений в волоке. При радиусе (23) (вариант 8) или (23) (вариант 7) происходит увеличение температуры поверхности проволоки и максимального значения интенсивности упругих деформаций и напряжений в волоке при волочении. Таким образом, на основании проведенного численного моделирования температурного и напряженно-деформированного состояния в проволоке и волоке при волочении стальной высокоуглеродистой проволоки через волоки с различной формой деформирующих зон, при волочении проволоки в волоках с радиально-конической деформационной зоной с радиусом радиальной части, равным(23), происходит снижение температуры проволоки, по сравнению с прототипом, и значения максимальных величин интенсивности упругих деформаций и интенсивности упругих напряжений в волоке при волочении, за счет радиальной части деформирующей зоны с(23), что способствует повышению качества получаемого изделия, снижению энергопотребления процесса и износа валок. Максимальное Максимальное Максимальная значение интен- значение интен температура в Деформирующая зона сивности упругих сивности напряп/п проволоке, Т,деформаций в жений в волоке,С волоке,МпА Волока с радиальной 1 деформирующей зоной при 308 8,85610-3 67625,5 мм Волока с радиальной 2 деформирующей зоной при 280 9,96910-3 72090,6 мм Волока с радиальной 3 деформирующей зоной при 303,8 7,78110-3 60372,5 мм Волока с радиальной 4 деформирующей зоной при 321 7,8710-3 61042,5 мм Волока с конической 5 деформирующей зоной с 269 1,05010-3 7,68010311 Волока с радиально 6 конической деформирующей 275,1 9,05310-3 6888 зоной примм 11 Волока с радиально 7 конической деформирующей 301 9,30310-3 8100 зоной при 0,5 мм 11 Волока с радиально 8 конической деформирующей 292 9,86610-3 7123 зоной при 1,5 мм 11 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21C 3/00
Метки: волока
Код ссылки
<a href="https://by.patents.su/4-u10313-voloka.html" rel="bookmark" title="База патентов Беларуси">Волока</a>
Волока для протяжки стальной проволоки с малыми величинами единичных обжатий

Номер патента: U 3247
Опубликовано: 30.12.2006
Авторы: Игнатенко Олег Иванович, Демидов Александр Васильевич, Андрианов Николай Викторович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: волока, величинами, малыми, протяжки, стальной, единичных, обжатий, проволоки
Текст:
...проволоки на выходе из волоки.Решение поставленной задачи достигается тем, что волока для протяжки стальной проволоки с малыми величинами единичных обжатий включает рабочий канал, который обеспечивает протяжку проволоки с величиной единичного обжатия в диапазоне от 1 до 8 .По полезной модели рабочий канал волоки содержит зону сужения проволоки. Длина зоны сужения проволоки в рабочем канале волоки в проекции на ось волоки находится в пределах...
Волока для волочения кордовой стали
Номер патента: U 588
Опубликовано: 30.09.2002
Авторы: Тимошпольский Владимир Исаакович, Савенок Анатолий Николаевич, Стеблов Анвер Борисович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Кезик Виталий Яковлевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Трусова Ирина Александровна, Калиниченко Александр Сергеевич
МПК: B21C 3/00
Метки: волочения, волока, кордовой, стали
Текст:
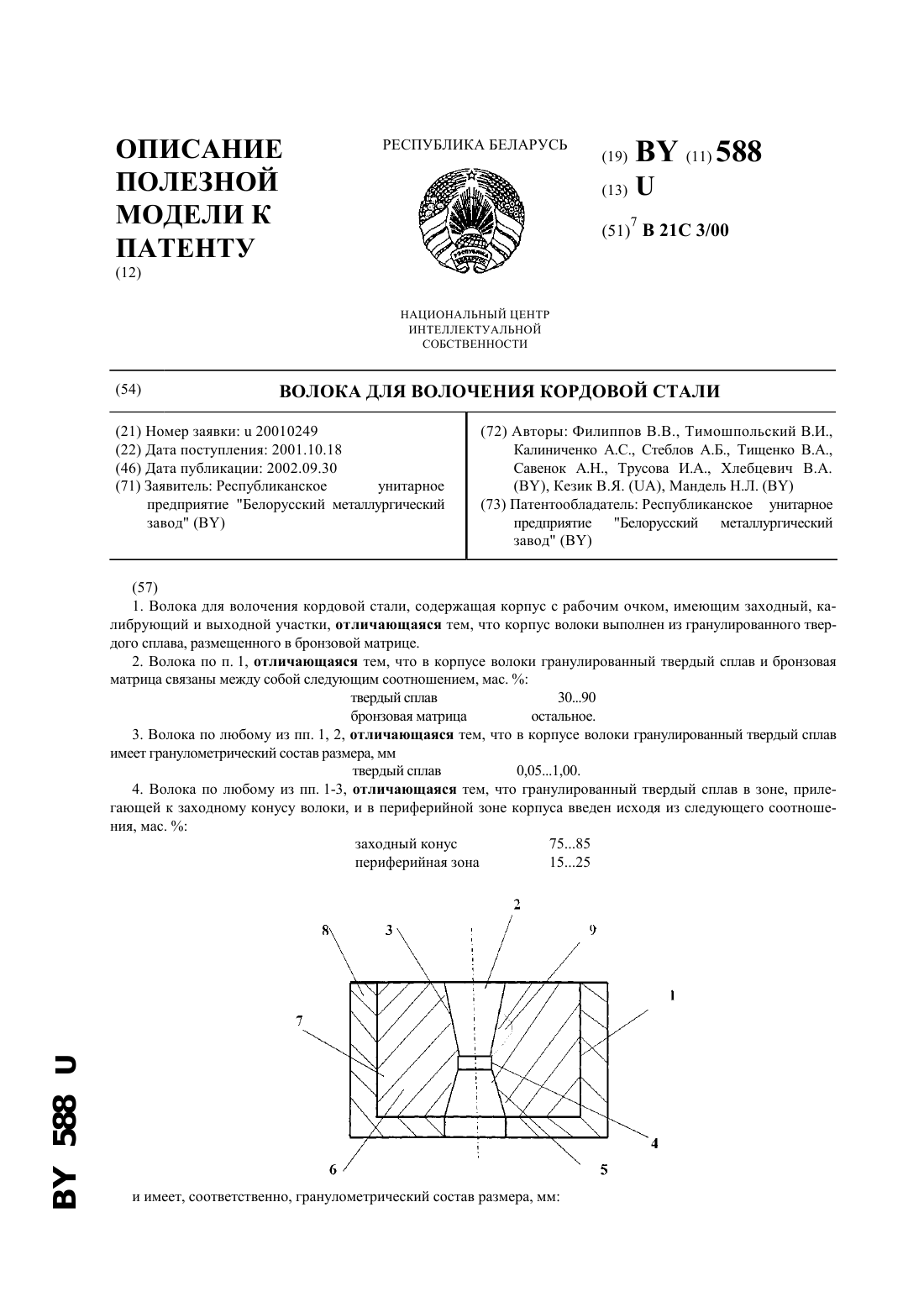
...матрица связаны между собой следующим соотношением, мас.твердый сплав 1590 бронзовая матрица остальное. В корпусе волоки гранулированный твердый сплав имеет гранулометрический состав размера, мм твердый сплав 0,051,00. В корпус волоки гранулированный твердый сплав, в зоне прилегающей к заходному конусу волоки и в периферийной зоне корпуса, введен исходя из следующего соотношения, мас.заходный конус 5085 периферийная зона 1550. и имеет,...
Композиционная волока для волочения кордовой стали
Номер патента: U 624
Опубликовано: 30.09.2002
Авторы: Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Стеблов Анвер Борисович, Трусова Ирина Александровна, Старченко Игорь Михайлович, Тищенко Владимир Андреевич, Филиппов Вадим Владимирович, Калиниченко Александр Сергеевич, Тимошпольский Владимир Исаакович
МПК: B21C 3/00
Метки: стали, волока, композиционная, кордовой, волочения
Текст:
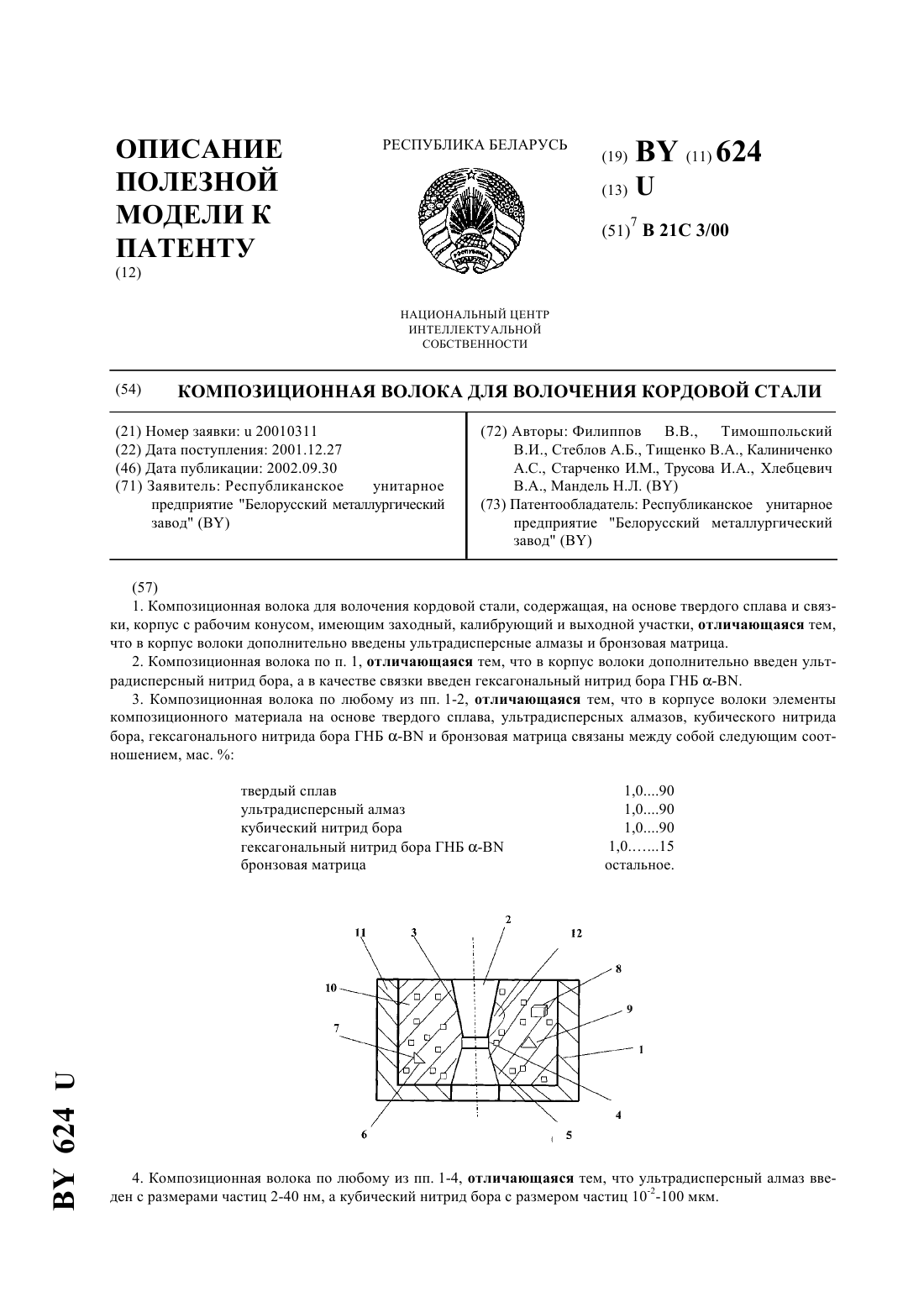
...нитрид бора ГНБ бронзовая матрица В композиционной волоке ультрадисперсный алмаз введен с размерами частиц 2-40 нм, кубический нитрид бора с размером частиц 10-2-100 мкм, а твердый сплав имеет гранулометрический состав размера 0,051,00 мм. В корпус волоки композиционный материал на основе ультрадисперсного алмаза, кубического нитрида бора, гранулированного твердого сплава, гексагонального нитрида бора ГНБ - и бронзовой матрицы в зоне,...
Инструмент для волочения проволоки
Номер патента: U 7793
Опубликовано: 30.12.2011
Авторы: Верещагин Михаил Николаевич, Бобарикин Юрий Леонидович, Прач Светлана Игоревна, Авсейков Сергей Владимирович
МПК: B21C 3/00
Метки: волочения, инструмент, проволоки
Текст:
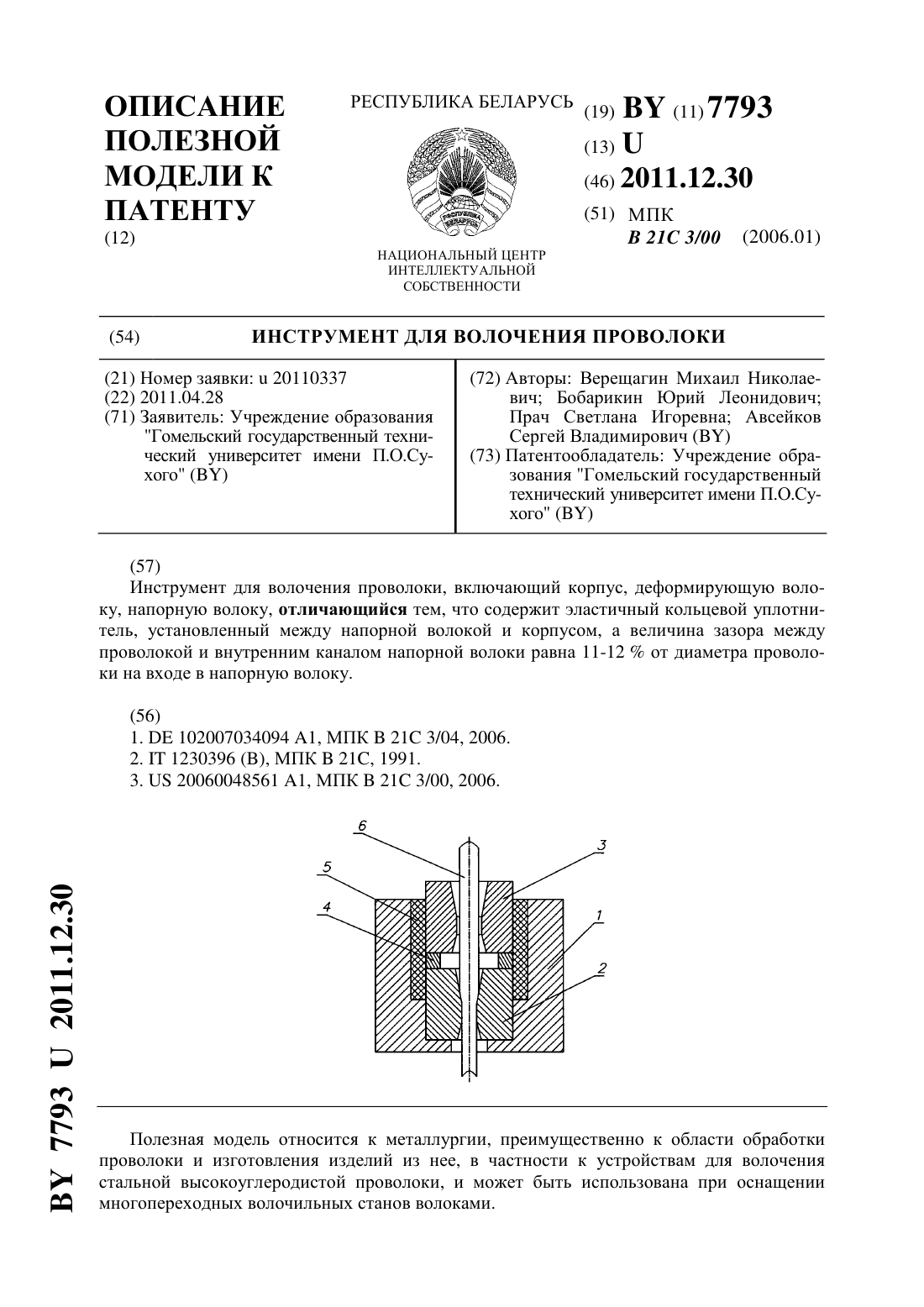
...задача достигается тем, что используется инструмент для волочения проволоки, включающий корпус, деформирующую волоку, напорную волоку, согласно полезной модели содержащий эластичный кольцевой уплотнитель, установленный между напорной волокой и корпусом для создания нежесткого закрепления напорной волоки,который обеспечивает повышение вибростойкости устройства и обеспечивает сбалансированное состояние между волокой и проволокой, снижающее...
Сборный инструмент для волочения проволоки
Номер патента: U 3000
Опубликовано: 30.08.2006
Авторы: Герасимов Денис Валерьевич, Якутович Николай Владимирович, Герман Михаил Леонидович, Самончик Виктор Георгиевич, Мандель Николай Львович, Вашков Адам Семенович, Тимошпольский Владимир Исаакович
МПК: B21C 3/00
Метки: инструмент, проволоки, сборный, волочения
Текст:
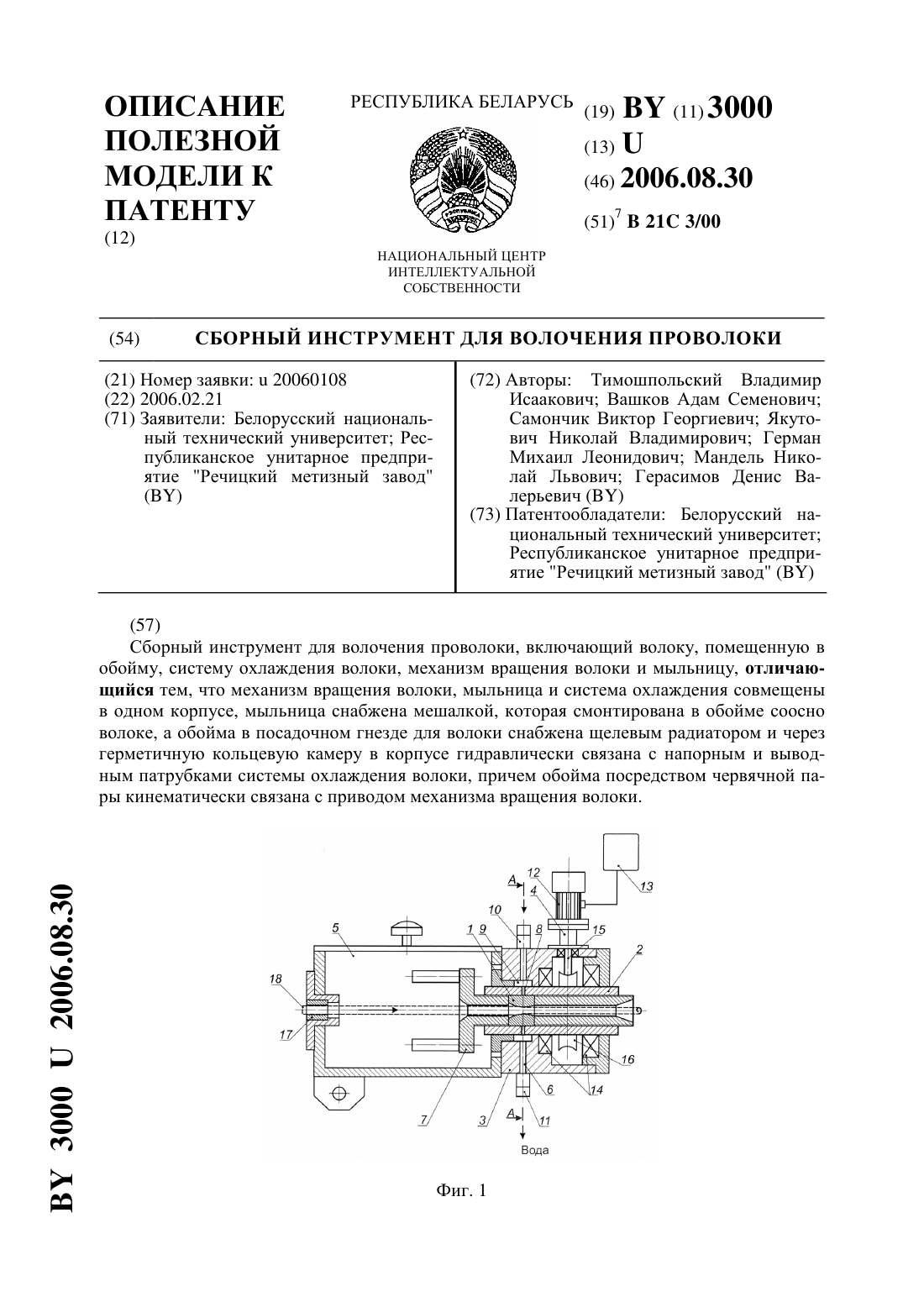
...в сборном инструменте для волочения проволоки, включающем волоку, помещенную в обойму, систему охлаждения волоки, механизм вращения волоки и мыльницу, согласно полезной модели, механизм вращения 2 30002006.08.30 волоки, мыльница и система охлаждения совмещены в одном корпусе, мыльница снабжена мешалкой, которая смонтирована в обойме соосно волоке, а обойма в посадочном гнезде для волоки снабжена щелевым радиатором и через герметичную...
Предыдущий патент: Опалубка перекрытий
Следующий патент: Датчик диоксида азота
Случайный патент: Способ послеоперационной лучевой терапии рака желудка