Способ изготовления фильтрующего элемента
Номер патента: 9652
Опубликовано: 30.08.2007
Авторы: Конон Андрей Брониславович, Петюшик Евгений Евгеньевич, Литецкий Владимир Юрьевич, Реут Олег Павлович
Текст
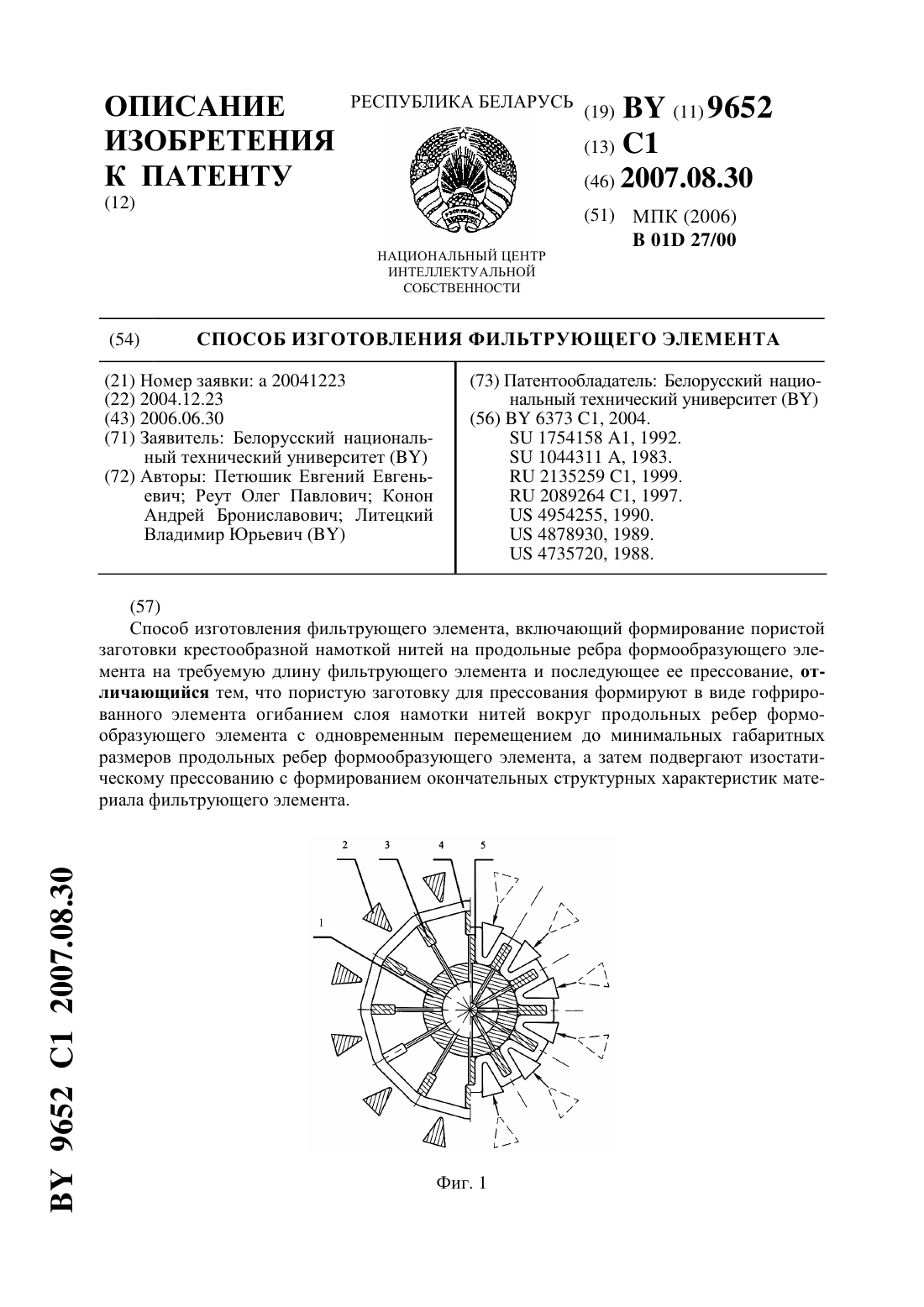
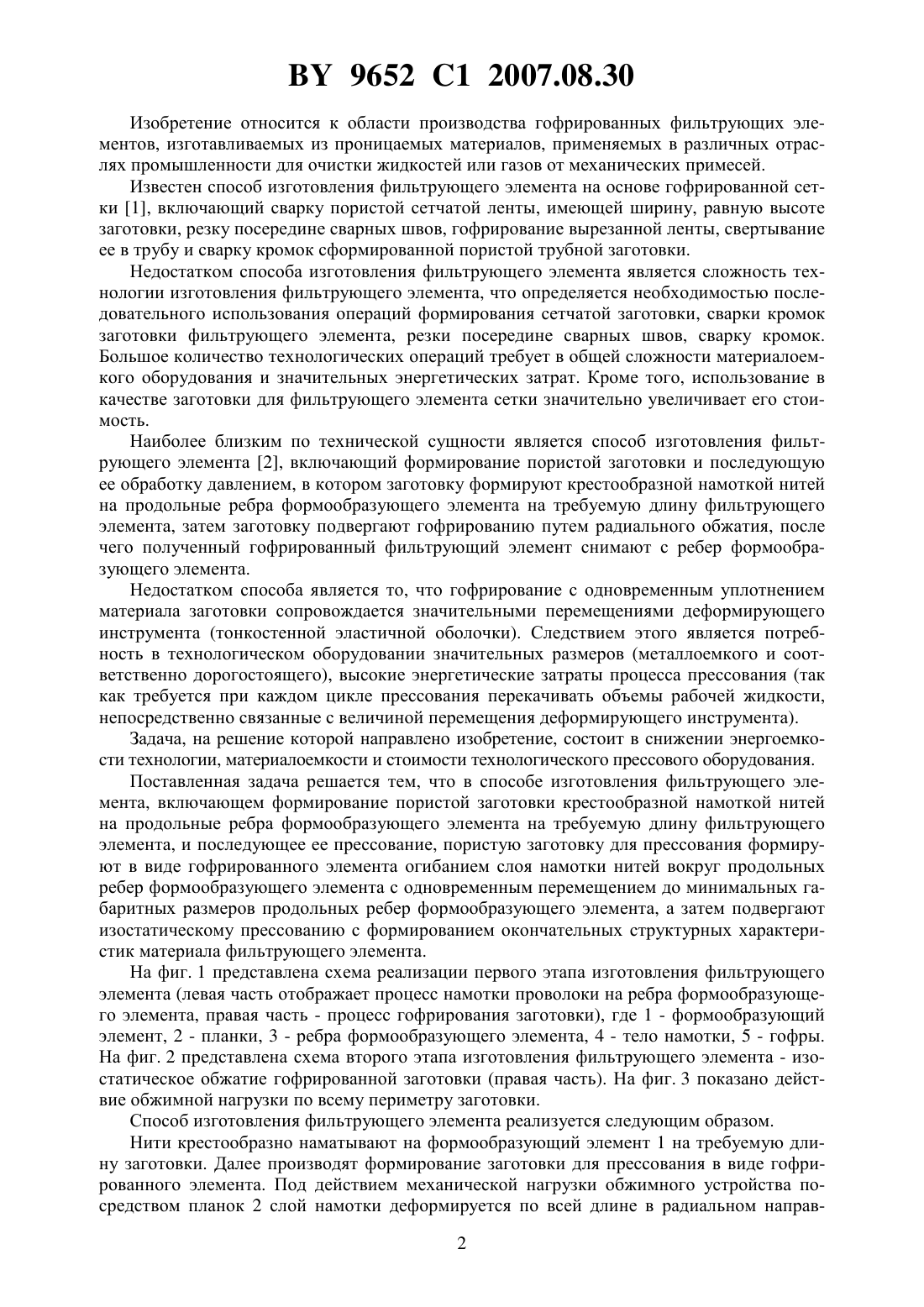
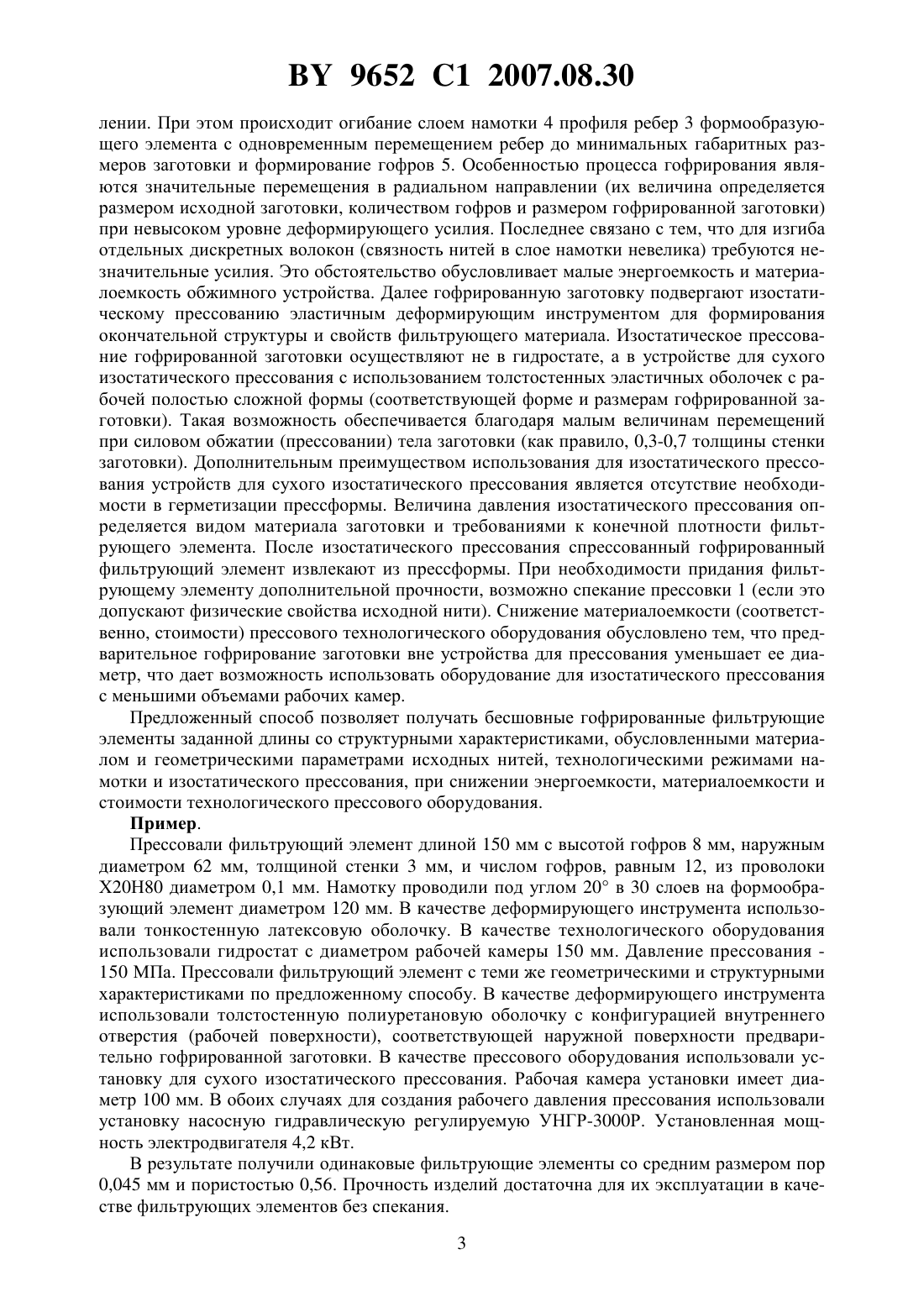
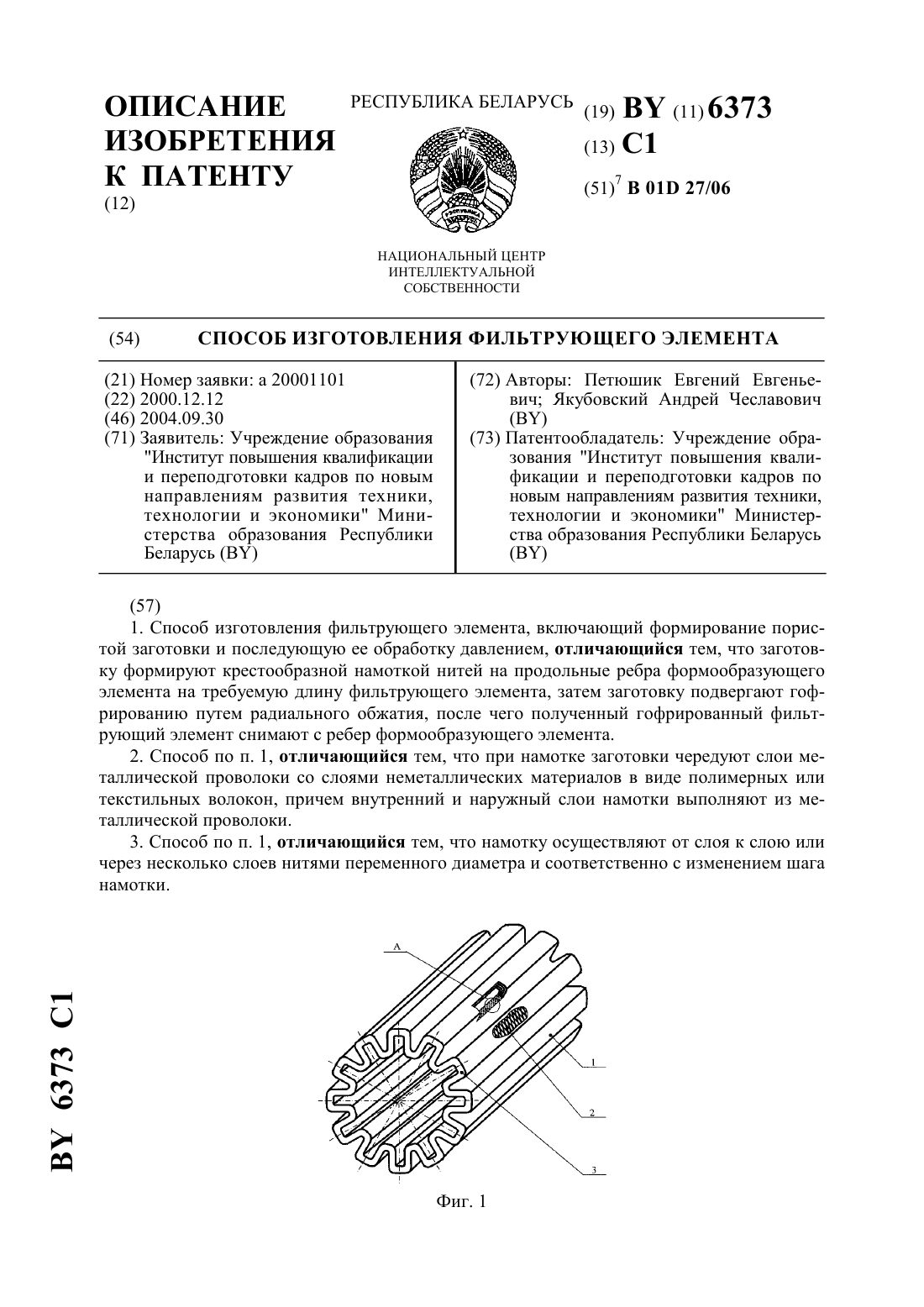
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА(71) Заявитель Белорусский национальный технический университет(72) Авторы Петюшик Евгений Евгеньевич Реут Олег Павлович Конон Андрей Брониславович Литецкий Владимир Юрьевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ изготовления фильтрующего элемента, включающий формирование пористой заготовки крестообразной намоткой нитей на продольные ребра формообразующего элемента на требуемую длину фильтрующего элемента и последующее ее прессование, отличающийся тем, что пористую заготовку для прессования формируют в виде гофрированного элемента огибанием слоя намотки нитей вокруг продольных ребер формообразующего элемента с одновременным перемещением до минимальных габаритных размеров продольных ребер формообразующего элемента, а затем подвергают изостатическому прессованию с формированием окончательных структурных характеристик материала фильтрующего элемента. 9652 1 2007.08.30 Изобретение относится к области производства гофрированных фильтрующих элементов, изготавливаемых из проницаемых материалов, применяемых в различных отраслях промышленности для очистки жидкостей или газов от механических примесей. Известен способ изготовления фильтрующего элемента на основе гофрированной сетки 1, включающий сварку пористой сетчатой ленты, имеющей ширину, равную высоте заготовки, резку посередине сварных швов, гофрирование вырезанной ленты, свертывание ее в трубу и сварку кромок сформированной пористой трубной заготовки. Недостатком способа изготовления фильтрующего элемента является сложность технологии изготовления фильтрующего элемента, что определяется необходимостью последовательного использования операций формирования сетчатой заготовки, сварки кромок заготовки фильтрующего элемента, резки посередине сварных швов, сварку кромок. Большое количество технологических операций требует в общей сложности материалоемкого оборудования и значительных энергетических затрат. Кроме того, использование в качестве заготовки для фильтрующего элемента сетки значительно увеличивает его стоимость. Наиболее близким по технической сущности является способ изготовления фильтрующего элемента 2, включающий формирование пористой заготовки и последующую ее обработку давлением, в котором заготовку формируют крестообразной намоткой нитей на продольные ребра формообразующего элемента на требуемую длину фильтрующего элемента, затем заготовку подвергают гофрированию путем радиального обжатия, после чего полученный гофрированный фильтрующий элемент снимают с ребер формообразующего элемента. Недостатком способа является то, что гофрирование с одновременным уплотнением материала заготовки сопровождается значительными перемещениями деформирующего инструмента (тонкостенной эластичной оболочки). Следствием этого является потребность в технологическом оборудовании значительных размеров (металлоемкого и соответственно дорогостоящего), высокие энергетические затраты процесса прессования (так как требуется при каждом цикле прессования перекачивать объемы рабочей жидкости,непосредственно связанные с величиной перемещения деформирующего инструмента). Задача, на решение которой направлено изобретение, состоит в снижении энергоемкости технологии, материалоемкости и стоимости технологического прессового оборудования. Поставленная задача решается тем, что в способе изготовления фильтрующего элемента, включающем формирование пористой заготовки крестообразной намоткой нитей на продольные ребра формообразующего элемента на требуемую длину фильтрующего элемента, и последующее ее прессование, пористую заготовку для прессования формируют в виде гофрированного элемента огибанием слоя намотки нитей вокруг продольных ребер формообразующего элемента с одновременным перемещением до минимальных габаритных размеров продольных ребер формообразующего элемента, а затем подвергают изостатическому прессованию с формированием окончательных структурных характеристик материала фильтрующего элемента. На фиг. 1 представлена схема реализации первого этапа изготовления фильтрующего элемента (левая часть отображает процесс намотки проволоки на ребра формообразующего элемента, правая часть - процесс гофрирования заготовки), где 1 - формообразующий элемент, 2 - планки, 3 - ребра формообразующего элемента, 4 - тело намотки, 5 - гофры. На фиг. 2 представлена схема второго этапа изготовления фильтрующего элемента - изостатическое обжатие гофрированной заготовки (правая часть). На фиг. 3 показано действие обжимной нагрузки по всему периметру заготовки. Способ изготовления фильтрующего элемента реализуется следующим образом. Нити крестообразно наматывают на формообразующий элемент 1 на требуемую длину заготовки. Далее производят формирование заготовки для прессования в виде гофрированного элемента. Под действием механической нагрузки обжимного устройства посредством планок 2 слой намотки деформируется по всей длине в радиальном направ 2 9652 1 2007.08.30 лении. При этом происходит огибание слоем намотки 4 профиля ребер 3 формообразующего элемента с одновременным перемещением ребер до минимальных габаритных размеров заготовки и формирование гофров 5. Особенностью процесса гофрирования являются значительные перемещения в радиальном направлении (их величина определяется размером исходной заготовки, количеством гофров и размером гофрированной заготовки) при невысоком уровне деформирующего усилия. Последнее связано с тем, что для изгиба отдельных дискретных волокон (связность нитей в слое намотки невелика) требуются незначительные усилия. Это обстоятельство обусловливает малые энергоемкость и материалоемкость обжимного устройства. Далее гофрированную заготовку подвергают изостатическому прессованию эластичным деформирующим инструментом для формирования окончательной структуры и свойств фильтрующего материала. Изостатическое прессование гофрированной заготовки осуществляют не в гидростате, а в устройстве для сухого изостатического прессования с использованием толстостенных эластичных оболочек с рабочей полостью сложной формы (соответствующей форме и размерам гофрированной заготовки). Такая возможность обеспечивается благодаря малым величинам перемещений при силовом обжатии (прессовании) тела заготовки (как правило, 0,3-0,7 толщины стенки заготовки). Дополнительным преимуществом использования для изостатического прессования устройств для сухого изостатического прессования является отсутствие необходимости в герметизации прессформы. Величина давления изостатического прессования определяется видом материала заготовки и требованиями к конечной плотности фильтрующего элемента. После изостатического прессования спрессованный гофрированный фильтрующий элемент извлекают из прессформы. При необходимости придания фильтрующему элементу дополнительной прочности, возможно спекание прессовки 1 (если это допускают физические свойства исходной нити). Снижение материалоемкости (соответственно, стоимости) прессового технологического оборудования обусловлено тем, что предварительное гофрирование заготовки вне устройства для прессования уменьшает ее диаметр, что дает возможность использовать оборудование для изостатического прессования с меньшими объемами рабочих камер. Предложенный способ позволяет получать бесшовные гофрированные фильтрующие элементы заданной длины со структурными характеристиками, обусловленными материалом и геометрическими параметрами исходных нитей, технологическими режимами намотки и изостатического прессования, при снижении энергоемкости, материалоемкости и стоимости технологического прессового оборудования. Пример. Прессовали фильтрующий элемент длиной 150 мм с высотой гофров 8 мм, наружным диаметром 62 мм, толщиной стенки 3 мм, и числом гофров, равным 12, из проволоки Х 20 Н 80 диаметром 0,1 мм. Намотку проводили под углом 20 в 30 слоев на формообразующий элемент диаметром 120 мм. В качестве деформирующего инструмента использовали тонкостенную латексовую оболочку. В качестве технологического оборудования использовали гидростат с диаметром рабочей камеры 150 мм. Давление прессования 150 МПа. Прессовали фильтрующий элемент с теми же геометрическими и структурными характеристиками по предложенному способу. В качестве деформирующего инструмента использовали толстостенную полиуретановую оболочку с конфигурацией внутреннего отверстия (рабочей поверхности), соответствующей наружной поверхности предварительно гофрированной заготовки. В качестве прессового оборудования использовали установку для сухого изостатического прессования. Рабочая камера установки имеет диаметр 100 мм. В обоих случаях для создания рабочего давления прессования использовали установку насосную гидравлическую регулируемую УНГР-3000 Р. Установленная мощность электродвигателя 4,2 кВт. В результате получили одинаковые фильтрующие элементы со средним размером пор 0,045 мм и пористостью 0,56. Прочность изделий достаточна для их эксплуатации в качестве фильтрующих элементов без спекания. 3 9652 1 2007.08.30 Сравнение металлоемкости гидростата и установки для сухого изостатического прессования можно провести по соотношению масс основных несущих деталей - корпусов. Для использованного оборудования такое соотношение составило 2,6. С учетом стоимости материала и механической обработки основных деталей использованного оборудования их стоимость соотносится приблизительно как 3/1. Время накачки рабочего давления в гидростате составило 5,4 мин, а в установке для сухого изостатического прессования - 1,8 мин. По укрупненной оценке обеспечивается снижение энергоемкости процесса прессования по предложенному способу в 2 раза. Источники информации 1. А.с. СССР 1754158, МПК В 01 27/06, 1992. 2. Патент РБ 6373, МКИ В 01 27/06, 2004. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B01D 27/00
Метки: элемента, изготовления, способ, фильтрующего
Код ссылки
<a href="https://by.patents.su/4-9652-sposob-izgotovleniya-filtruyushhego-elementa.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления фильтрующего элемента</a>
Способ изготовления фильтрующего элемента
Номер патента: 6373
Опубликовано: 30.09.2004
Авторы: Петюшик Евгений Евгеньевич, Якубовский Андрей Чеславович
МПК: B01D 27/06
Метки: элемента, фильтрующего, изготовления, способ
Текст:
...на требуемую длину фильтрующего элемента, гофрировании заготовки путем ее радиального обжатия и последующем снятии полученного гофрированного фильтрующего элемента с ребер формообразующего элемента при намотке заготовки чередуют слои металлической проволоки со слоями неметаллических материалов в виде полимерных или текстильных волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки намотку заготовки...
Пресс-форма для прессования гофрированного фильтрующего элемента
Номер патента: 7836
Опубликовано: 28.02.2006
Авторы: Якубовский Андрей Чеславович, Петюшик Евгений Евгеньевич
МПК: B21F 13/00, B22F 3/04
Метки: гофрированного, фильтрующего, пресс-форма, элемента, прессования
Текст:
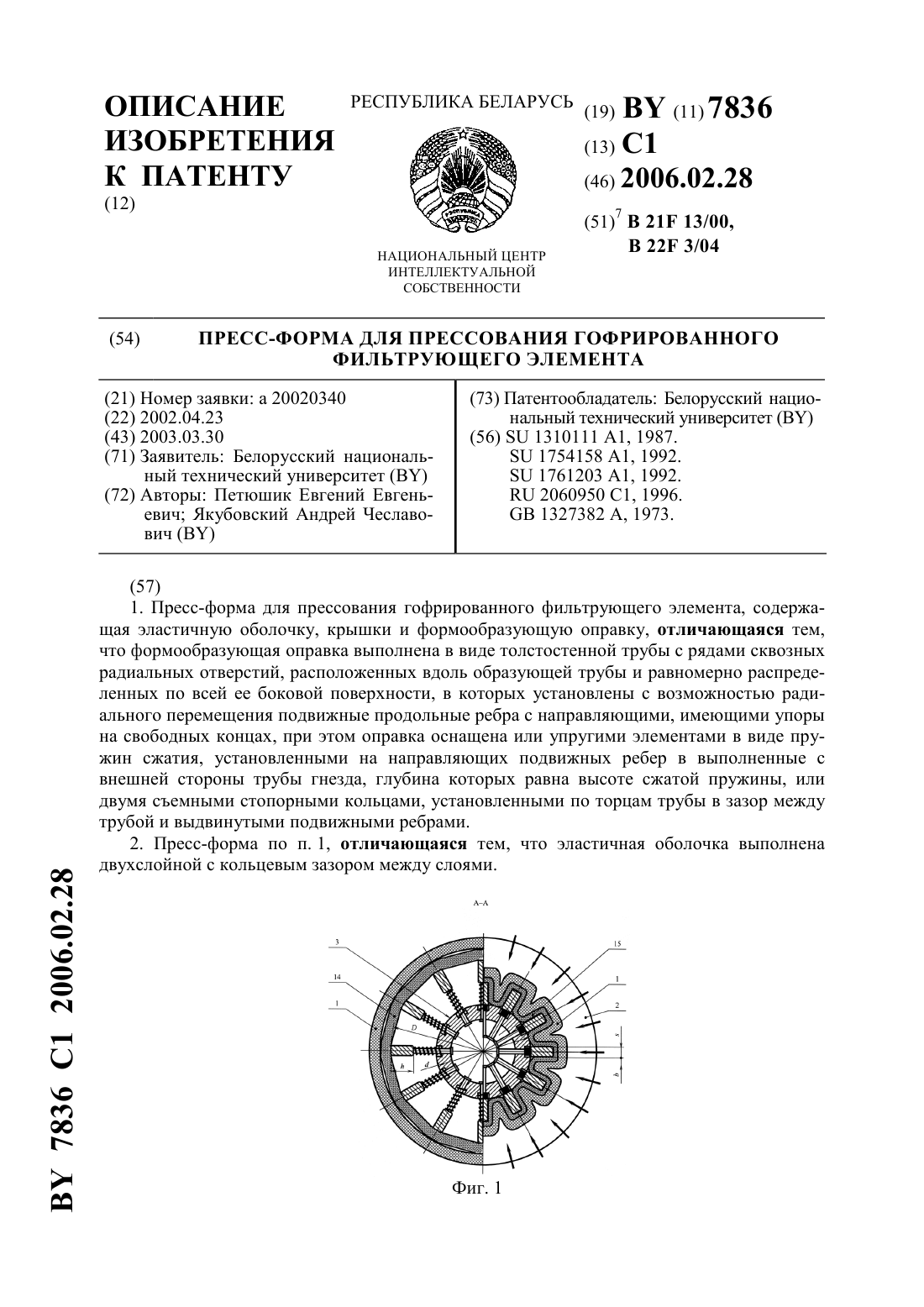
...исходном отжатом от трубы 4 положении, или из двух съемных стопорных колец 11 (фиг. 3), устанавливаемых по торцам оправки 3 в зазор между трубой 4 и ребрами 6 для удержания последних в исходном выдвинутом положении, кроме того, эластичная оболочка 1 может быть выполнена двухслойной (фиг. 4, 5) с кольцевым зазором 12 между слоями 13. Количество радиальных отверстий 5, расположенных в одном ряду вдоль образующей трубы 4, зависит от длины...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Богинский Леонид Стефанович, Реут Олег Павлович, Бадыкин Анатолий Анатольевич, Скугарь Алексей Александрович, Александров Валерий Михайлович
МПК: B01D 39/12, B21F 3/04
Метки: композиционного, проницаемого, элемента, изготовления, способ, трубчатого
Текст:
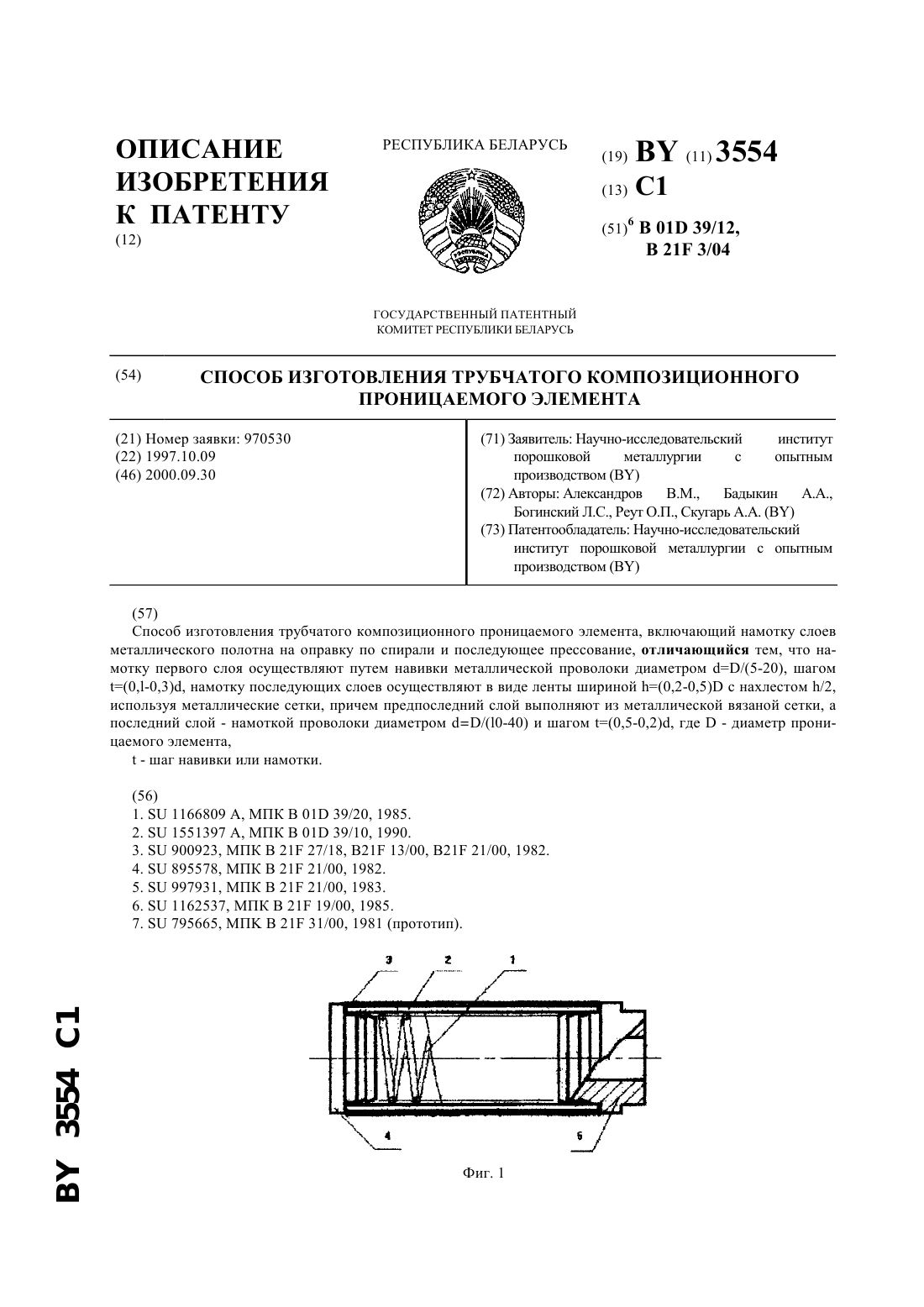
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Богинский Леонид Стефанович, Скугарь Алексей Александрович, Бадыкин Анатолий Анатольевич, Реут Олег Павлович, Александров Валерий Михайлович
МПК: B21F 31/00
Метки: композиционного, изготовления, трубчатого, проницаемого, способ, элемента
Текст:
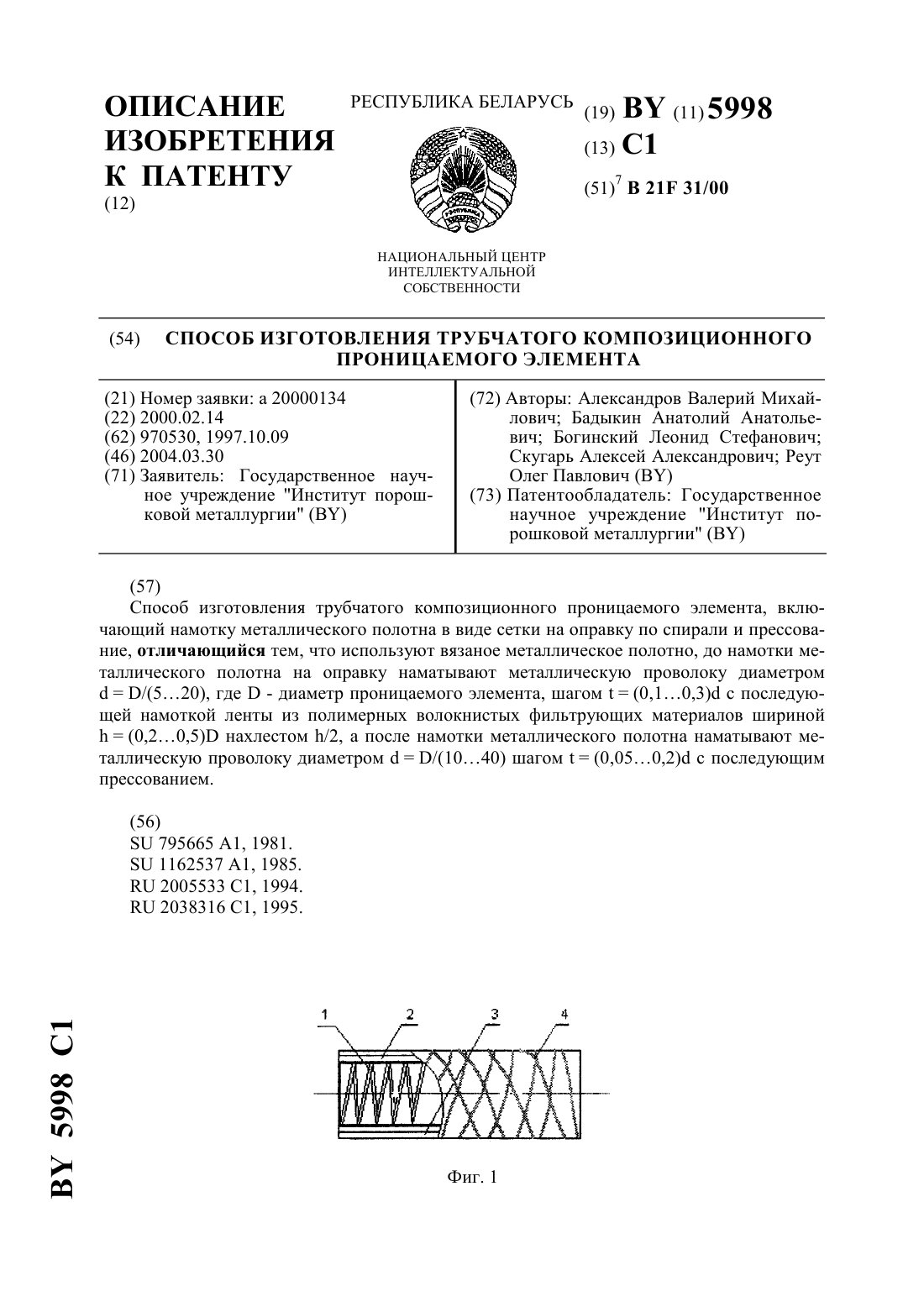
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 8193
Опубликовано: 30.06.2006
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович, Шелег Валерий Константинович
МПК: B01D 39/12
Метки: композиционного, элемента, проницаемого, трубчатого, способ, изготовления
Текст:
...характеризуется высокой трудоемкостью, энергоемкостью. Кроме того, ТКПЭ имеет недостаточно высокие эксплуатационные характеристики. Задачей изобретения является улучшение эксплуатационных характеристик ТПКЭ, а именно повышение тонкости очистки, увеличение проницаемости в режиме промывки противотоком, а также упрощение технологии изготовления изделия. Поставленная задача достигается тем, что в способе изготовления трубчатого...
Предыдущий патент: Способ получения абразивного изделия
Следующий патент: Сорбент для извлечения стронция и тяжелых металлов из водных и биологически активных сред
Случайный патент: Подсластитель