Способ изготовления фильтрующего элемента
Номер патента: 6373
Опубликовано: 30.09.2004
Авторы: Петюшик Евгений Евгеньевич, Якубовский Андрей Чеславович
Текст
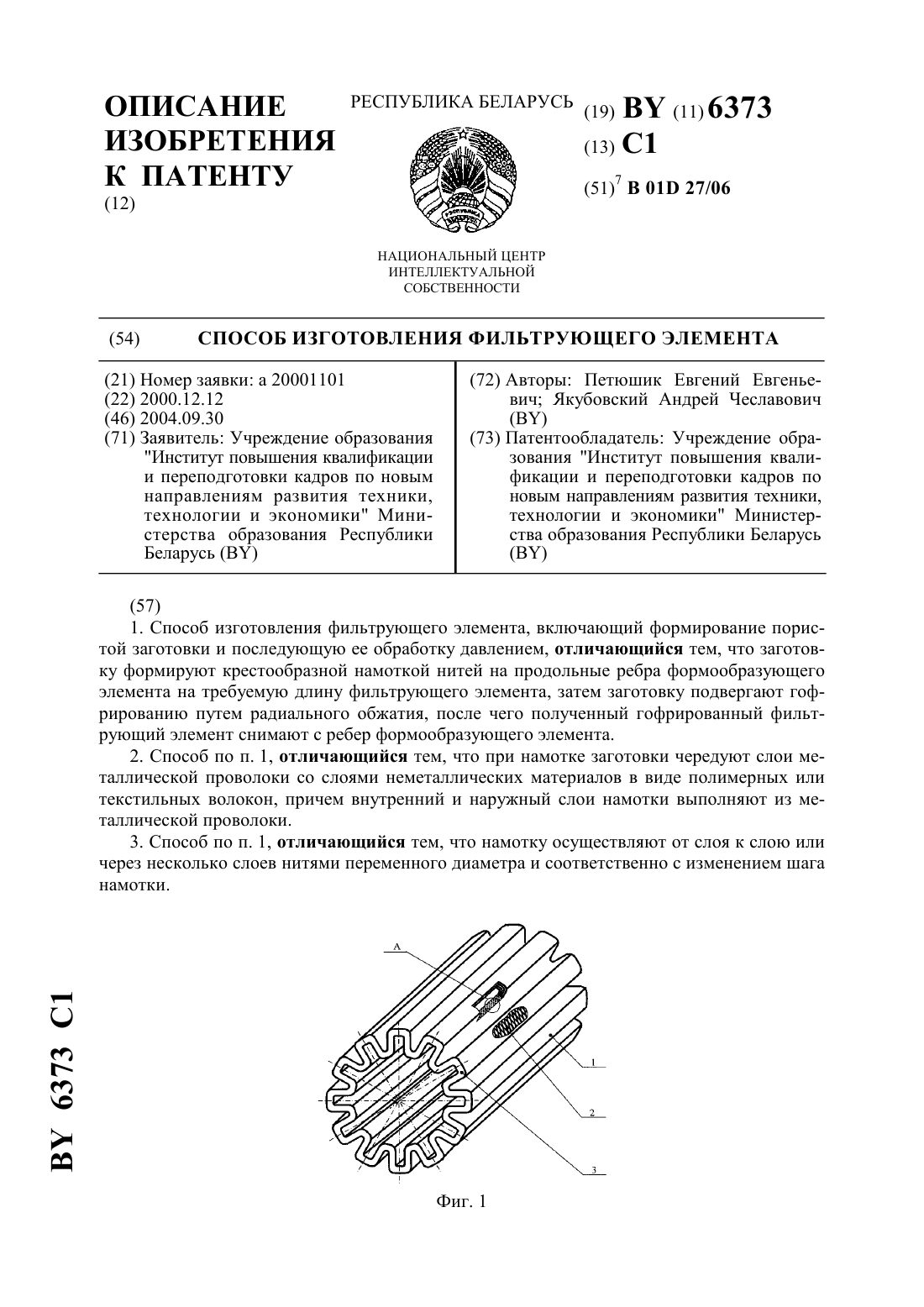
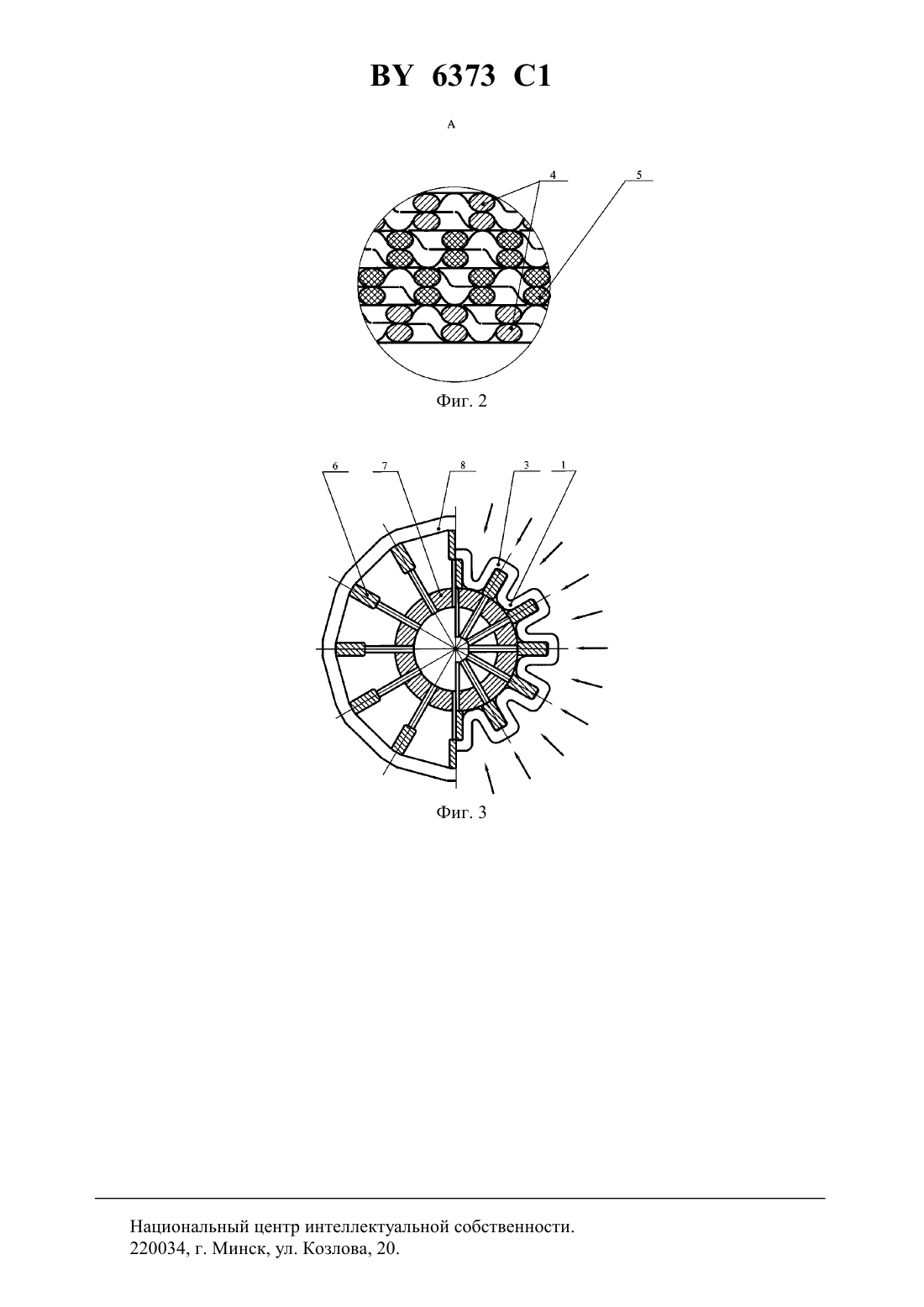
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА(71) Заявитель Учреждение образования Институт повышения квалификации и переподготовки кадров по новым направлениям развития техники,технологии и экономики Министерства образования Республики Беларусь(72) Авторы Петюшик Евгений Евгеньевич Якубовский Андрей Чеславович(73) Патентообладатель Учреждение образования Институт повышения квалификации и переподготовки кадров по новым направлениям развития техники,технологии и экономики Министерства образования Республики Беларусь(57) 1. Способ изготовления фильтрующего элемента, включающий формирование пористой заготовки и последующую ее обработку давлением, отличающийся тем, что заготовку формируют крестообразной намоткой нитей на продольные ребра формообразующего элемента на требуемую длину фильтрующего элемента, затем заготовку подвергают гофрированию путем радиального обжатия, после чего полученный гофрированный фильтрующий элемент снимают с ребер формообразующего элемента. 2. Способ по п. 1, отличающийся тем, что при намотке заготовки чередуют слои металлической проволоки со слоями неметаллических материалов в виде полимерных или текстильных волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки. 3. Способ по п. 1, отличающийся тем, что намотку осуществляют от слоя к слою или через несколько слоев нитями переменного диаметра и соответственно с изменением шага намотки.(56) Пористые проницаемые материалы Справочник / Под редакцией С.В. Белова - М. Металлургия, 1987. - С. 257.648243, 1979.1044311 , 1983.1126312 , 1984.1736568 1, 1992.2089264 1, 1997.2135259 1, 1999. Изобретение относится к области производства гофрированных фильтрующих элементов, изготавливаемых из проницаемых материалов, применяемых в различных отраслях промышленности для очистки жидкостей или газов от механических примесей. Известен фильтрующий элемент 1 с развитой поверхностью, выполненный из порошкового материала. Недостаток фильтрующего элемента заключается в том, что он обладает недостаточной проницаемостью из-за значительного количества закрытых пор и нерегулярным размером пор вследствие разброса размеров частиц порошка в пределах одной фракции. Область использования фильтрующего элемента ограничена в условиях существенных динамических нагрузок, вызывающих возможность хрупкого разрушения элемента и, таким образом, снижающих надежность его работы. Кроме того, при изготовлении фильтрующего элемента на основе порошкового материала всегда необходима термическая обработка спрессованной заготовки элемента, что усложняет технологию его изготовления,а значит, и увеличивает стоимость фильтрующего элемента. На увеличение стоимости порошкового элемента влияет также использование в качестве заготовки дорогостоящего порошкового материала. Известен фильтрующий элемент 2, содержащий каркас, выполненный в виде центральной перфорированной трубки, свернутую в цилиндр гофрированную фильтрующую штору, закрытую с торцов крышками, и хомут, охватывающий гофрированную фильтрующую штору по внешнему контуру гофр. Недостатком фильтрующего элемента является использование в качестве фильтрующей шторы мембранного фильтрующего материала, который не обладает достаточной жесткостью, о чем свидетельствует необходимость использования перфорированной трубки и охватывающего хомута, а также имеет ограниченный диапазон применимости в связи с невозможностью использования в условиях высоких температур. Кроме того, при изготовлении фильтрующего элемента необходимо крепление крайних гофр шторы при сворачивании ее в цилиндр, что предполагает возможность его разгерметизации и, таким образом, не обеспечивает его надежную работу и усложняет технологию изготовления фильтрующего элемента. Сложная технология изготовления элемента и необходимость использования в качестве его заготовки дорогостоящего готового фильтрующего материала значительно увеличивают стоимость фильтрующего элемента. Известен способ изготовления патронного фильтрующего элемента 3, включающий формирование заготовки пакета путем укладки фильтрующего материала между опорными слоями конструкционных материалов, сварку фильтрующего и конструкционных материалов между собой с помощью высокочастотного роликового устройства по швам,отстоящим один от другого на высоту заготовки фильтрующего элемента, резку пакета фрезами на полосы по середине полученных сварных швов, гофрирование полос на гофрирующем устройстве, свертывание заготовки фильтрующего элемента в цилиндр и герметизацию продольного шва путем сварки крайних гофр заготовки. 2 6373 1 Недостаток способа заключается в его сложности за счет необходимости последовательного использования операций формирования пакета, резки пакета на высоту фильтрующего элемента, а также необходимости герметизации продольного шва элемента. Наличие продольного шва предполагает возможность его разгерметизации и, таким образом, не обеспечивает надежную работу элемента. Использование значительного количества последовательных операций и вспомогательных устройств, необходимых для реализации всего процесса, усложняет технологию изготовления фильтрующего элемента. Сложность технологии изготовления элемента и необходимость использования в качестве его заготовки готового фильтрующего материала значительно увеличивают стоимость фильтрующего элемента. Наиболее близким по технической сущности является фильтрующий элемент на основе гофрированной сетки 4, с. 264 и способ его изготовления 4, с. 257, включающий гофрирование пористой сетчатой ленты и свертывание ее в трубную заготовку в валках стана для калибровки труб, сварку кромок сформованной пористой трубной заготовки в сварочном узле и последующую ее резку отрезным устройством на мерные длины. Недостатком фильтрующего элемента является необходимость использования в качестве его основы готового фильтрующего материала - сетки, - значительно увеличивающего стоимость фильтрующего элемента. Наличие продольного шва усложняет технологию изготовления фильтрующего элемента, а возможность его разгерметизации не обеспечивает надежную работу элемента. Недостатком способа изготовления фильтрующего элемента является сложность технологии изготовления фильтрующего элемента, что определяется необходимостью последовательного использования операций формирования сетчатой заготовки, сварки кромок заготовки фильтрующего элемента и резки ее на мерные длины. Задача, на решение которой направлено изобретение, состоит в упрощении технологии изготовления фильтрующего элемента и уменьшении его стоимости. Поставленная задача решена следующим образом. Предложенный способ изготовления фильтрующего элемента, включающий формирование пористой заготовки и последующую ее обработку давлением, заключается в формировании заготовки путем крестообразной намотки нитей на продольные ребра формообразующего элемента на требуемую длину фильтрующего элемента, гофрировании заготовки путем ее радиального обжатия и последующем снятии полученного гофрированного фильтрующего элемента с ребер формообразующего элемента при намотке заготовки чередуют слои металлической проволоки со слоями неметаллических материалов в виде полимерных или текстильных волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки намотку заготовки осуществляют от слоя к слою или через несколько слоев нитями переменного диаметра и соответственно с изменением шага намотки. На фиг. 1 представлена схема фильтрующего элемента (в аксонометрии) с видом А на фиг. 2 изображен вид А на фиг. 1 на фиг. 3 представлена схема реализации способа изготовления фильтрующего элемента (левая часть отображает процесс намотки проволоки на ребра формообразующего элемента, правая часть - процесс деформирования тела намотки и вид поперечного сечения готового фильтрующего элемента). Фильтрующий элемент 1, тело которого образовано множеством слоев крестообразно намотанных нитей 2, представляет собой пористую бесшовную трубу с продольными гофрами 3. Тело фильтрующего элемента 1 может быть образовано слоями металлической проволоки 4 и неметаллических материалов 5, например полимерных или текстильных волокон, причем наружный и внутренний слои фильтрующего элемента состоят из металлической проволоки 4 для обеспечения механической прочности элемента 1. Диаметр наматываемых нитей 2 и расстояние между соседними нитями 2 могут меняться в направлении 3 6373 1 от центра фильтрующего элемента 1 к его периферии. Размер и форма пор фильтрующего элемента 1, а также свойственная сеткам регулярность пор, определяются диаметром нитей 2 и режимами намотки и деформирования. Способ изготовления фильтрующего элемента реализуется следующим образом. Нити 2 крестообразно наматывают на продольные ребра 6 формообразующего элемента 7 на требуемую длину фильтрующего элемента 1 с режимом намотки, обеспечивающим, с учетом последующего деформирования тела намотки 8, заданные характеристики фильтрующего элемента 1. Крестообразная намотка заключается в возвратнопоступательном перемещении нитей 2 относительно вращающегося формообразующего элемента 7 таким образом, что витки укладываются под некоторым углом к плоскости,перпендикулярной оси формообразующего элемента 7. Намотку нитей 2 производят до укладки необходимого количества слоев, причем для намотки одного слоя осуществляют требуемое количество проходов в обоих направлениях, обеспечивая постоянный зазор между двумя соседними однонаправленными витками слоя и тем самым формируя ячейки тела намотки 8. Намотка может осуществляться с изменением от слоя к слою или через несколько слоев диаметра наматываемых нитей 2 и, соответственно, расстояния между соседними проволоками. Возможно также чередование слоев металлической проволоки 4 со слоями неметаллических материалов 5 в виде полимерных или текстильных волокон,причем внутренний и наружный слои намотки выполняют из металлической проволоки 4. Формообразующий элемент 7 с намотанными нитями 2 устанавливают в эластичную оболочку (на схеме не показана) и герметизируют. Собранную форму помещают в гидростат,где создают высокое давление. Под действием внешнего давления тело намотки 8 деформируется в радиальном направлении, при этом происходит одновременное его уплотнение, обеспечивающее формирование окончательной структуры изделия, и гофрирование,достигаемое огибанием телом намотки 8 профиля ребер 6 формообразующего элемента 7 и формированием гофров 3. Это позволяет в конечном итоге получить бесшовный гофрированный фильтрующий элемент 1 заданной длины. Затем давление снимают, извлекают из гидростата форму и разбирают ее. Из оболочки вынимают формообразующий элемент 7 с полученной прессовкой 1 и снимают с него прессовку 1. Далее, при необходимости придания изделию дополнительной прочности, возможно спекание прессовки 1. Предложенный способ изготовления фильтрующего элемента позволяет получать пористые гофрированные бесшовные изделия заданной длины непосредственно из проволоки, которая является продуктом массового производства и легкодоступна как с точки зрения номенклатуры по размерам и материалам, так и по стоимости, без использования подготовительных операций по созданию заготовок фильтрующего элемента, креплению крайних гофров элемента, и резки его на мерные длины, что значительно упрощает технологию изготовления фильтрующего элемента и снижает его стоимость. Для изготовления изделий с переменными по толщине стенки структурными характеристиками намотку осуществляют с изменением от слоя к слою или через несколько слоев диаметра наматываемой проволоки и, соответственно, шага намотки. Для изготовления изделий с переменными по толщине стенки эксплуатационными свойствами намотку осуществляют с чередованием слоев металлической проволоки со слоями неметаллических материалов в виде нитей или волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки. Пример. Прессовали фильтрующий элемент длиной 150 мм с высотой гофров 8 мм, наружным диаметром 62 мм, толщиной стенки 3 мм и числом гофров, равным 12, из проволоки Х 20 Н 80 диаметром 0,1 мм. Намотку проводили под углом 20 в 30 слоев на формообразующий элемент диаметром 120 мм. В качестве эластичной оболочки использовали тон 4 6373 1 костенную латексовую оболочку. Прессовали в гидростате при давлении 150 МПа. В результате получили фильтрующий элемент со средним размером пор 0,045 мм и пористостью 0,56. Прочность изделия достаточна для его эксплуатации в качестве фильтрующего элемента без спекания. Для сравнения прессовали фильтрующий элемент из проволоки диаметром 0,15 мм,намотанной в 30 слоев, а также фильтрующий элемент с переменными структурными характеристиками по толщине стенки из последовательно намотанной проволоки диаметром 0,1 мм и диаметром 0,15 мм соответственно в 10 и 20 слоев. Полученные результаты, усредненные для 10 изделий каждого вида, приведены в таблице. Проволока Х 20 Н 80 Толщина Кажущаяся Перепад давления воздуха 1 0,10 30 3 3,696 0,56 200 600 1200 2000 2 0,15 30 4,5 4,773 0,44 230 750 1400 2250 0,10 10 3 4 4,414 0,48 220 700 1350 2150 0,15 20 Расход воздуха через фильт- Размер пор (спирт), мкм Абсолютная Удельная по рующий элемент, л/мин тонкость верхность мамаксимальп/п средний очистки, мм териала, мм-1 ный 1 215 385 555 740 55 45 55 17,6 2 215 385 555 740 70 55 70 15,2 3 215 385 555 740 70 50 55 16,0 Таким образом, с увеличением диаметра наматываемой проволоки пористость и удельная поверхность проницаемого материала уменьшаются, а кажущаяся плотность,размер пор, абсолютная тонкость очистки и проницаемость увеличиваются. При комбинированной намотке проволоки разного диаметра существует возможность увеличения производительности при сохранении тонкости очистки. Источники информации 1. А.с. СССР 780854, А 1, МПК В 01 27/06. Фильтрующий элемент //Бюл.43, 1980. 2. А.с. СССР 1813498, А 1, МПК В 01 27/06. Фильтроэлемент // Бюл.17, 1993. 3. А.с. СССР 1754158, А 1, МПК В 01 27/06. Способ изготовления патронного фильтрующего элемента // Бюл.30, 1992. 4. Пористые проницаемые материалы Справочник / Под ред. С.В. Белова. - М. Металлургия, 1987. - 335 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B01D 27/06
Метки: фильтрующего, способ, элемента, изготовления
Код ссылки
<a href="https://by.patents.su/6-6373-sposob-izgotovleniya-filtruyushhego-elementa.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления фильтрующего элемента</a>
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Реут Олег Павлович, Александров Валерий Михайлович, Бадыкин Анатолий Анатольевич, Богинский Леонид Стефанович, Скугарь Алексей Александрович
МПК: B01D 39/12, B21F 3/04
Метки: трубчатого, композиционного, способ, изготовления, проницаемого, элемента
Текст:
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Бадыкин Анатолий Анатольевич, Александров Валерий Михайлович, Реут Олег Павлович, Богинский Леонид Стефанович, Скугарь Алексей Александрович
МПК: B21F 31/00
Метки: элемента, трубчатого, изготовления, композиционного, способ, проницаемого
Текст:
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ получения фильтрующего материала
Номер патента: 2803
Опубликовано: 30.06.1999
Авторы: Макаревич Анна Владимировна, Пинчук Леонид Семенович, Кравцов Александр Генадьевич
МПК: B01D 39/16
Метки: способ, материала, фильтрующего, получения
Текст:
...с максимумом вблизи входа фильтруемой жидкости в фильтроэлемент. Изобретение позволяет снизить расход дефицитных магнитотвердых модификаторов, не ухудшая рабочие характеристики фильтра. Для этого регулируют расход магнитотвердого порошка, вводимого в распыляющий газ, чтобы создать в фильтрующем материале градиент концентрации магнетика. Он убывает в направлении фильтрования, создавая магнитное поле с напряженностью, распределение которой...
Шихта для изготовления нагревательного элемента устройства высокого давления и температуры
Номер патента: 1952
Опубликовано: 30.12.1997
Авторы: Шипило Виктор Брониславович, Толочко Светлана Петровна, Вашук Владимир Васильевич
МПК: C04B 35/06, H05B 3/14, C04B 35/52...
Метки: изготовления, давления, нагревательного, высокого, температуры, шихта, устройства, элемента
Текст:
...оказывает процентное содержание указанных элементов. Доломит 3)2) и каолин (преимущественно состоящий из каолинита - А 4(410)(ОН)8, примесей 23, Т 2, СаО, , К 2, 2) в своем составе содержат некоторые из указанных элементов и в таком количестве, которое положительно влияет на процесс синтеза. В условиях высоких давлений и температур происходит частичная диффузия элементов доломита или каолина из нагревателя в реакционный объем, что...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Савенок Анатолий Николаевич, Ежов Виктор Васильевич, Филиппов Вадим Владимирович, Желтков Александр Сергеевич
МПК: B21C 1/00
Метки: стальной, проволоки, способ, изготовления, высокопрочной
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Предыдущий патент: Клапан регулирующий
Следующий патент: Электрод для контактной точечной сварки
Случайный патент: Способ непрерывного производства молока с заданным содержанием жира