Зажимное устройство
Номер патента: 8487
Опубликовано: 30.10.2006
Авторы: Коробко Евгения Викторовна, Глеб Владимир Константинович, Городкин Рафаил Геннадьевич, Колик Валентин Львович, Мардосевич Марина Ивановна

Текст
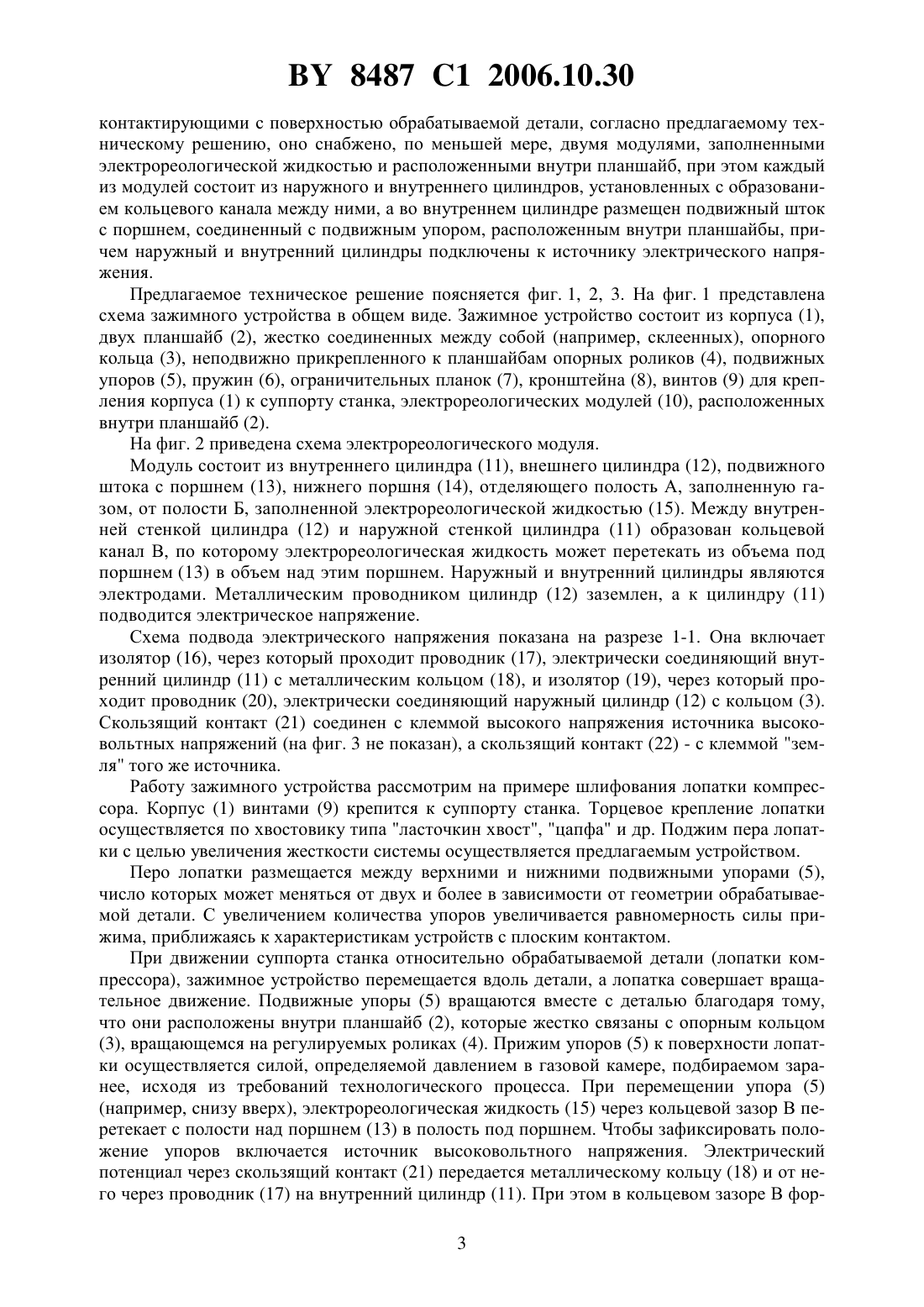
(51)23 3/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(72) Авторы Коробко Евгения Викторовна Колик Валентин Львович Глеб Владимир Константинович Городкин Рафаил Геннадьевич Мардосевич Марина Ивановна(73) Патентообладатель Государственное научное учреждение Институт теплои массообмена имени А.В.Лыкова Национальной академии наук Беларуси(57) Зажимное устройство для фиксации деталей сложной формы при механической обработке, например лопаток компрессора, содержащее корпус с, по меньшей мере, двумя планшайбами и подвижными упорами, контактирующими с поверхностью обрабатываемой детали, отличающееся тем, что оно снабжено, по меньшей мере, двумя модулями,заполненными электрореологической жидкостью, и расположенными внутри планшайб,при этом каждый из модулей состоит из наружного и внутреннего цилиндров, установленных с образованием кольцевого канала между ними, а во внутреннем цилиндре размещен подвижный шток с поршнем, соединенный с подвижным упором, расположенным внутри планшайбы, причем наружный и внутренний цилиндры подключены к источнику электрического напряжения. 8487 1 2006.10.30 Изобретение относится к машиностроению и может применяться при механической обработке деталей сложной формы (лопаток компрессоров, турбин и др.) Известно, что при обработке деталей тонким фрезерованием, шлифованием, абразивной обработкой и в других технологических операциях возникают упругие деформации, вызванные внешними силами, что приводит к снижению точности и качества обрабатываемой детали. С целью уменьшения упругих деформаций при механической обработке деталей сложной формы применяется ряд устройств, способов и приспособлений. Так, известен способ пооперационной обработки элементов турбинных лопаток с базированием их в приспособлениях и перезакреплении их на каждой операции 1. Недостатки этого способа сложность технологических операций низкая производительность. Известен Способ закрепления деталей сложной формы 2. Деталь перемещается в оптимальное положение на позиции ориентирования и заливки ее рабочей средой, образующей в результате брикет, передаваемый вместе с деталью на обработку. Устройство содержит узел для ориентирования с рычагами, толкателями и механизмом перемещений. Недостатками этого способа являются необходимость высокой квалификации у исполнителей большое количество подготовительных операций сложность конструкции. Известен также Способ интеграции технологических операций при обработке деталей сложной формы на станках электроэррозионной резки 3. Сущность способа состоит в следующем Деталь размещается в устройстве, наружные грани которого поочередно используются в качестве опорных, установочных или выверочных для ориентирования осей, поверхностей или точек детали, назначенных базовыми, и от которых в процессе обработки ведут отсчет исполнительных размеров, при этом для выполнения очередного технологического перехода деталь переворачивают вместе с устройством на соответствующую грань. Устройство содержит механизм закрепления детали, базовый упор и два базовых шаблона ложемента. Недостатками данного способа являются необходимость переналадки при очередном технологическом переходе ручное устройство, используемое для крепления деталей. Наиболее близким к предлагаемому изобретению по целям и техническому решению является Устройство для установки деталей сложной формы 4, выбранное нами в качестве прототипа. Устройство содержит две соосно установленные планшайбы с кольцевыми направляющими пазами, в которых установлены подвижные ползуны, снабженные цилиндрическими штырями. Положение упоров определяется регулировкой ползунов и штырей. Устройству присущи следующие недостатки сложность конструкции большие трудозатраты при ручной наладке деформация материала детали в продольном направлении при перемещении упоров. Задачей предлагаемого изобретения является создание простого в изготовлении и надежного в эксплуатации зажимного устройства для увеличения жесткости крепления деталей при их механообработке путем введения дополнительной опоры, не требующего переналадки в ходе смены технологических операций, обеспечивающего повышения точности и качества обработки за счет уменьшения вибрации, возможных прогибов и других деформаций. Для выполнения поставленной задачи предложено зажимное устройство для фиксации деталей сложной формы при механической обработке, например лопаток компрессора,включающее корпус с, по меньшей мере, двумя планшайбами и подвижными упорами,2 8487 1 2006.10.30 контактирующими с поверхностью обрабатываемой детали, согласно предлагаемому техническому решению, оно снабжено, по меньшей мере, двумя модулями, заполненными электрореологической жидкостью и расположенными внутри планшайб, при этом каждый из модулей состоит из наружного и внутреннего цилиндров, установленных с образованием кольцевого канала между ними, а во внутреннем цилиндре размещен подвижный шток с поршнем, соединенный с подвижным упором, расположенным внутри планшайбы, причем наружный и внутренний цилиндры подключены к источнику электрического напряжения. Предлагаемое техническое решение поясняется фиг. 1, 2, 3. На фиг. 1 представлена схема зажимного устройства в общем виде. Зажимное устройство состоит из корпуса (1),двух планшайб (2), жестко соединенных между собой (например, склеенных), опорного кольца (3), неподвижно прикрепленного к планшайбам опорных роликов (4), подвижных упоров (5), пружин (6), ограничительных планок (7), кронштейна (8), винтов (9) для крепления корпуса (1) к суппорту станка, электрореологических модулей (10), расположенных внутри планшайб (2). На фиг. 2 приведена схема электрореологического модуля. Модуль состоит из внутреннего цилиндра (11), внешнего цилиндра (12), подвижного штока с поршнем (13), нижнего поршня (14), отделяющего полость А, заполненную газом, от полости Б, заполненной электрореологической жидкостью (15). Между внутренней стенкой цилиндра (12) и наружной стенкой цилиндра (11) образован кольцевой канал В, по которому электрореологическая жидкость может перетекать из объема под поршнем (13) в объем над этим поршнем. Наружный и внутренний цилиндры являются электродами. Металлическим проводником цилиндр (12) заземлен, а к цилиндру (11) подводится электрическое напряжение. Схема подвода электрического напряжения показана на разрезе 1-1. Она включает изолятор (16), через который проходит проводник (17), электрически соединяющий внутренний цилиндр (11) с металлическим кольцом (18), и изолятор (19), через который проходит проводник (20), электрически соединяющий наружный цилиндр (12) с кольцом (3). Скользящий контакт (21) соединен с клеммой высокого напряжения источника высоковольтных напряжений (на фиг. 3 не показан), а скользящий контакт (22) - с клеммой земля того же источника. Работу зажимного устройства рассмотрим на примере шлифования лопатки компрессора. Корпус (1) винтами (9) крепится к суппорту станка. Торцевое крепление лопатки осуществляется по хвостовику типа ласточкин хвост, цапфа и др. Поджим пера лопатки с целью увеличения жесткости системы осуществляется предлагаемым устройством. Перо лопатки размещается между верхними и нижними подвижными упорами (5),число которых может меняться от двух и более в зависимости от геометрии обрабатываемой детали. С увеличением количества упоров увеличивается равномерность силы прижима, приближаясь к характеристикам устройств с плоским контактом. При движении суппорта станка относительно обрабатываемой детали (лопатки компрессора), зажимное устройство перемещается вдоль детали, а лопатка совершает вращательное движение. Подвижные упоры (5) вращаются вместе с деталью благодаря тому,что они расположены внутри планшайб (2), которые жестко связаны с опорным кольцом(3), вращающемся на регулируемых роликах (4). Прижим упоров (5) к поверхности лопатки осуществляется силой, определяемой давлением в газовой камере, подбираемом заранее, исходя из требований технологического процесса. При перемещении упора (5)(например, снизу вверх), электрореологическая жидкость (15) через кольцевой зазор В перетекает с полости над поршнем (13) в полость под поршнем. Чтобы зафиксировать положение упоров включается источник высоковольтного напряжения. Электрический потенциал через скользящий контакт (21) передается металлическому кольцу (18) и от него через проводник (17) на внутренний цилиндр (11). При этом в кольцевом зазоре В фор 3 8487 1 2006.10.30 мируется объем электрореологической жидкости с повышенным значением вязкости, т.е. создается местное гидравлическое сопротивление, препятствующее перетоку жидкости из одной полости в другую. Таким образом, лопатка зажимается между упорами (5), увеличивается жесткость крепления детали при ее механической обработке, что ведет к повышению точности и качества обрабатываемой детали. При перемещении устройства вдоль пера лопатки, электрическое поле снимается выключением источника напряжения и упоры самоустанавливаются в другом сечении лопатки, так как их поджатие осуществляется пружинами (6), опирающимися на ограничительные планки (7). Шлифование детали (лопатки) производится шлифовальным кругом, контактирующим с вращающейся лопаткой. Шлифование производится последовательно от сечения к сечению. Последующие лопатки устанавливаются в устройстве без дополнительной наладки и работа производится в той же последовательности. В качестве электрореологической жидкости использовалась разработанная нами композиция ЭРС-6, представляющая собой суспензию активированного диатомита в трансформаторном масле. Актуальность предлагаемого изобретения подтверждается следующим разработка, проектирование и изготовление приспособлений для крепления деталей при механообработке составляют 80 трудоемкости подготовительного процесса точность обработки поверхности лопаток должна находится в пределах 0,05-0,15 мм чистота поверхности пера лопатки по всей поверхности не ниже 1,6 микрона. Эти требования могут быть соблюдены при обеспечении прогиба лопатки при механообработке не более 0,02 мм. Источники информации 1. Бауман Н.Я. Технология производства паровых и газовых турбин. - М. Машиностроение, 1973, главараздел 7. - С. 8 раздел Х, С. 109. 2. СССР 895609, МПК В 23, 1982. 3. Патент 2145918 от 16.02.1998. 4. А.с. РФ 553083, МПК В 23 3/00. - Опубл. 05.04.1977 // Бюл.13. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23Q 3/00
Метки: зажимное, устройство
Код ссылки
<a href="https://by.patents.su/4-8487-zazhimnoe-ustrojjstvo.html" rel="bookmark" title="База патентов Беларуси">Зажимное устройство</a>
Электрическое присоединительное зажимное устройство
Номер патента: 2734
Опубликовано: 30.03.1999
Авторы: Бернхард АЛЬБЕК, Штефан КОЛЛЕР, Ханс-Петер МЕВС, Херберт ЭММЕРИХ
МПК: H01R 4/24
Метки: присоединительное, устройство, зажимное, электрическое
Текст:
...элементами. Пример этого представлен на фиг. 3, 10, на которых показаны две клеммы с корпусами 1, расположенные уже поясненным образом на основании предвключенного магнитного прибора 5 газоразрядной лампы. Присоединительные зажимные устройства могут быть выполнены также в виде многопозиционных зажимов, например, как это показано на фиг. 11, в виде двойного присоединительного зажима 31, который вместе с однопозиционным...
Зажимное устройство
Номер патента: 4285
Опубликовано: 30.03.2002
Авторы: Дьяков Василий Иванович, Сендер Виктор Романович
МПК: B63B 21/04, F16G 11/00
Метки: устройство, зажимное
Текст:
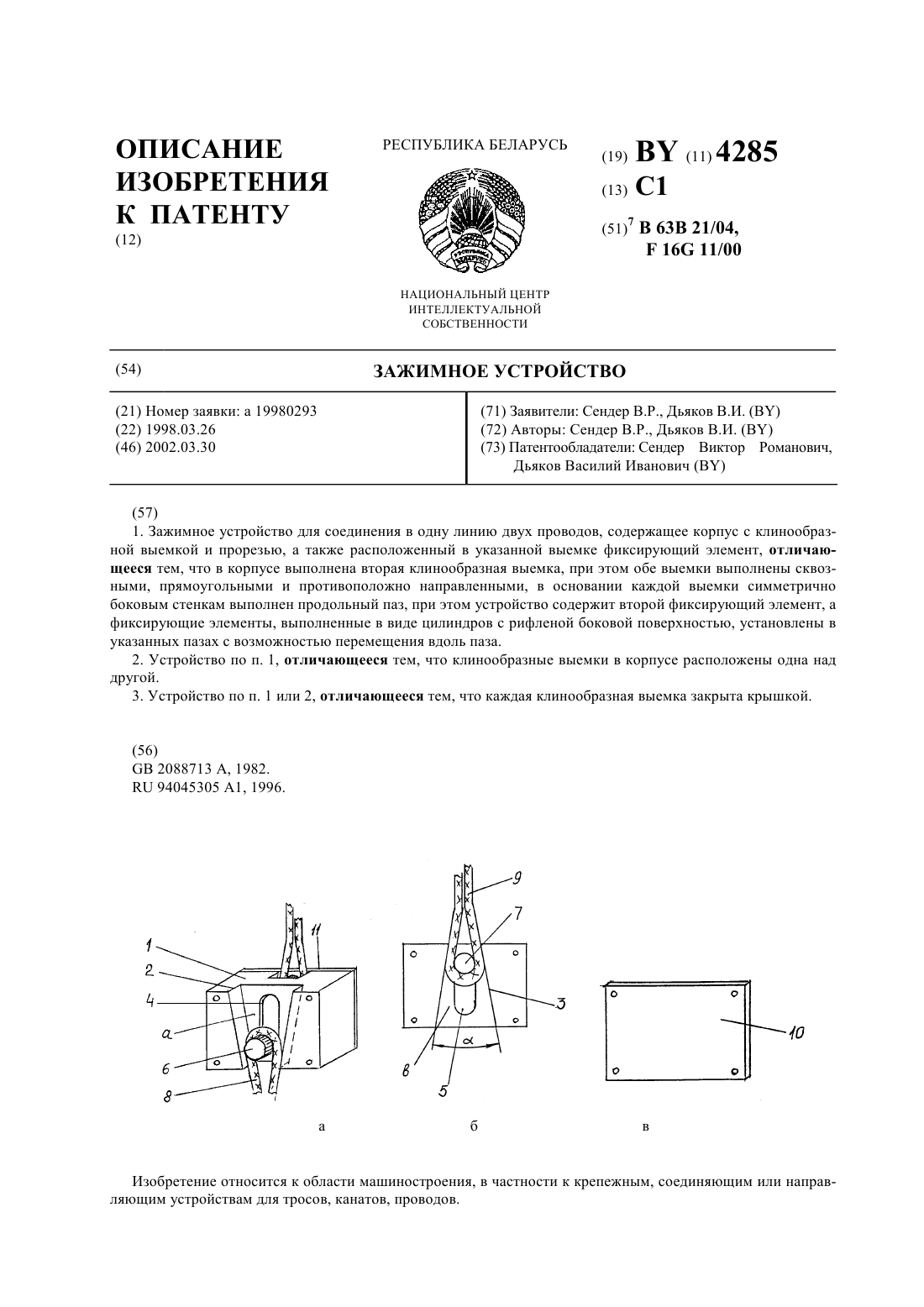
...симметрично боковым стенкам выполнен продольный паз, при этом устройство содержит второй фиксирующий элемент, а фиксирующие элементы, выполненные в виде цилиндров с рифленой боковой поверхностью, установлены в указанных пазах с возможностью перемещения вдоль паза. Клинообразные выемки в корпусе расположены одна над другой, при этом каждая клинообразная выемка закрыта крышкой. Для обеспечения беспрепятственного скольжения фиксирующих...
Устройство для нанесения покрытий электромагнитной наплавкой
Номер патента: 1445
Опубликовано: 16.12.1996
Авторы: Кожуро Сергей Львович, Мрочек Жорж Адамович, Орлов Юрий Григорьевич, Кожуро Лев Михайлович, Акулович Леонид Михайлович, Краснер Марк Григорьевич
МПК: B22D 19/10, B23P 6/00, B23K 9/04...
Метки: покрытий, наплавкой, устройство, электромагнитной, нанесения
Текст:
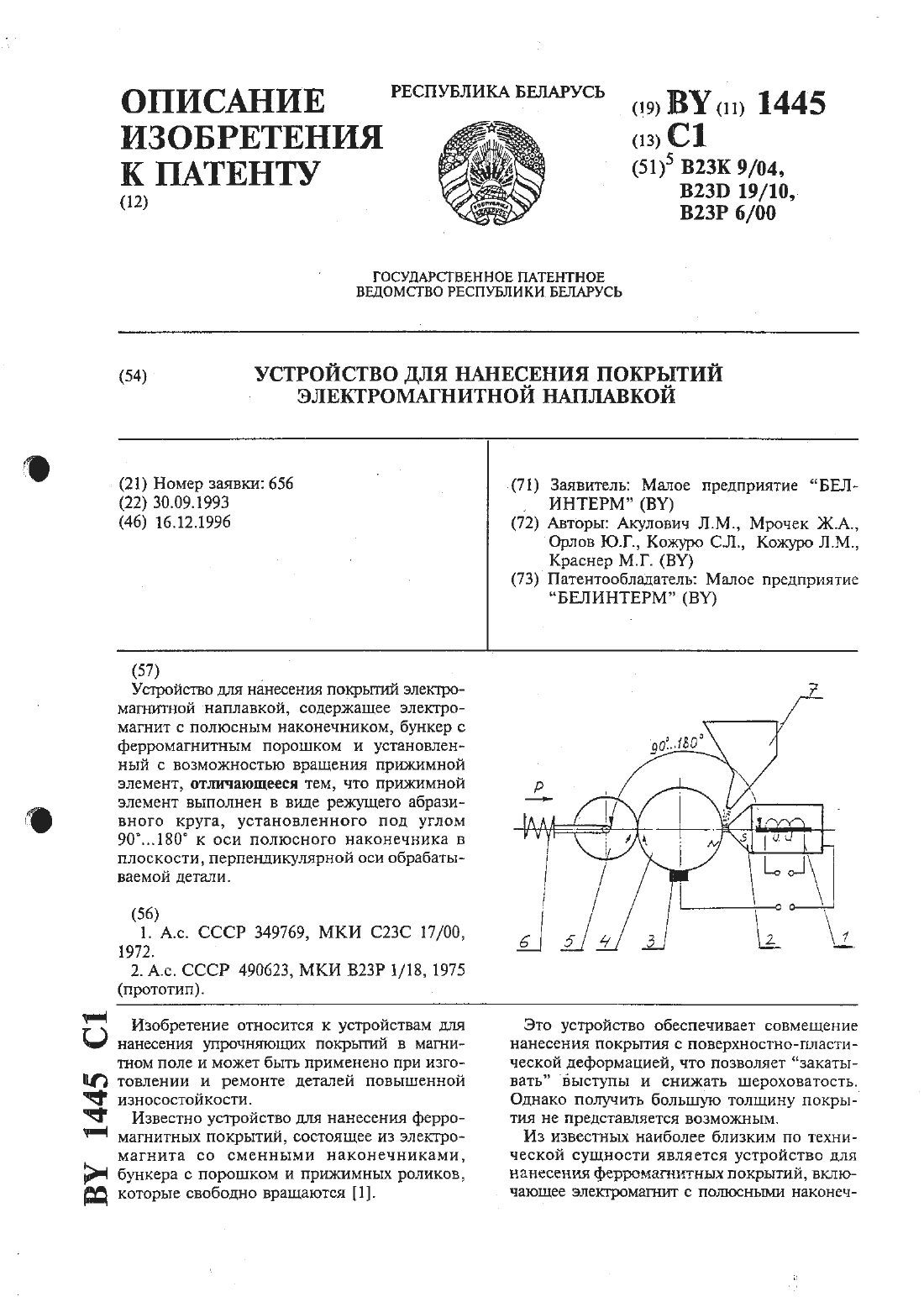
...в устройстве для нанесения покрытий электромагнитной наплавкой, содержащем электромагнит с полюсным наконечником, бункер с ферромагнитным порошком и установленный с возможностью вращения прижимной элемент, прижимной элемент выполнен в виде режущего абразивного круга, установленного под углом 9 О 180 к оси полюсного наконечника в плоскости, перпендикулярной оси обрабатываемой детали.На чертеже представлена схема заявляемого...
Устройство для токарной обработки нежестких деталей
Номер патента: 3888
Опубликовано: 30.06.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: нежестких, деталей, токарной, устройство, обработки
Текст:
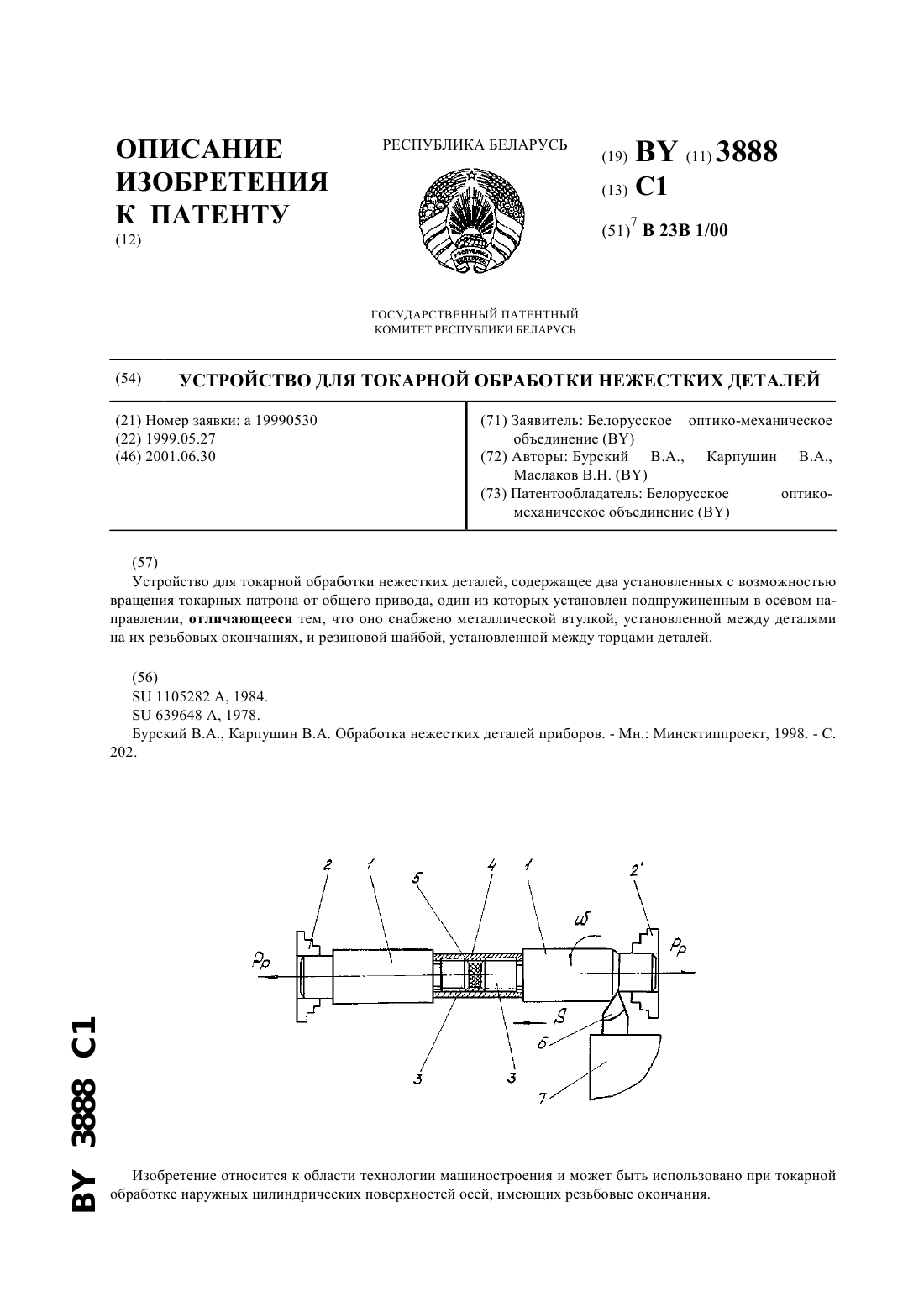
...возможности обработки деталей, имеющих резьбовые окончания, а также повышение производительности процесса обработки и качества обработанной поверхности. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патронов общего привода, один из которых установлен подпружиненным в осевом направлении, устройство снабжено металлической втулкой, установленной...
Устройство для электромагнитной наплавки
Номер патента: 5475
Опубликовано: 30.09.2003
Автор: Акулович Леонид Михайлович
МПК: B22D 19/00, B22D 19/06, B22D 19/10...
Метки: наплавки, электромагнитной, устройство
Текст:
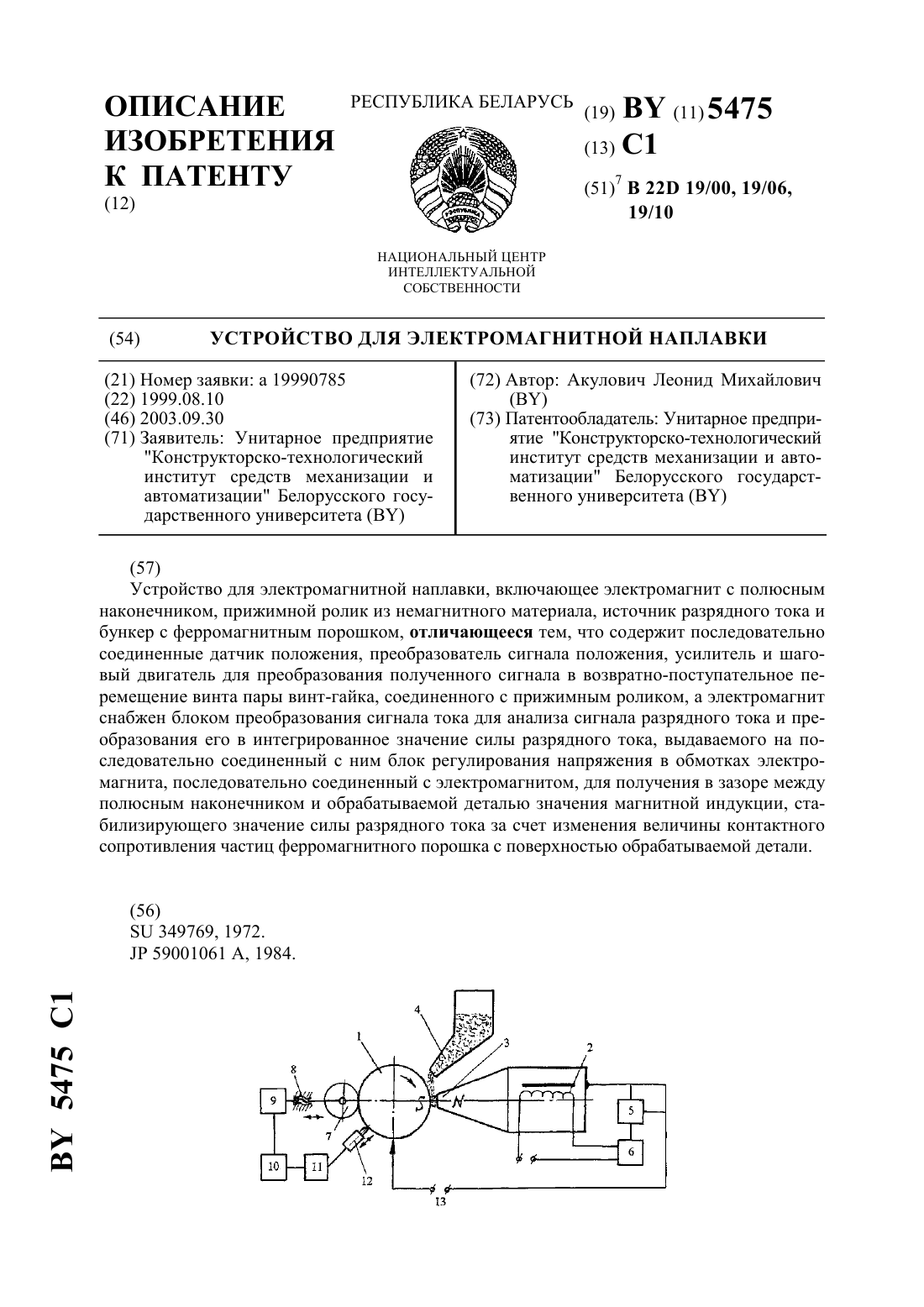
...винт-гайка, соединенного с прижимным роликом, а электромагнит снабжен блоком преобразования сигнала тока для анализа сигнала разрядного тока и преобразования его в интегрированное значение силы разрядного тока,выдаваемого на последовательно соединенный с ним блок регулирования напряжения в обмотках электромагнита, последовательно соединенный с электромагнитом, для получения в зазоре между полюсным наконечником и обрабатываемой деталью...
Предыдущий патент: Измельчитель
Следующий патент: Устройство для импульсной подачи электродной проволоки
Случайный патент: Способ очистки ацетонитрила