Устройство для обточки деталей
Номер патента: 7726
Опубликовано: 28.02.2006
Авторы: Васьков Владимир Борисович, Вечер Дмитрий Антонович, Данилевич Сергей Николаевич
Текст
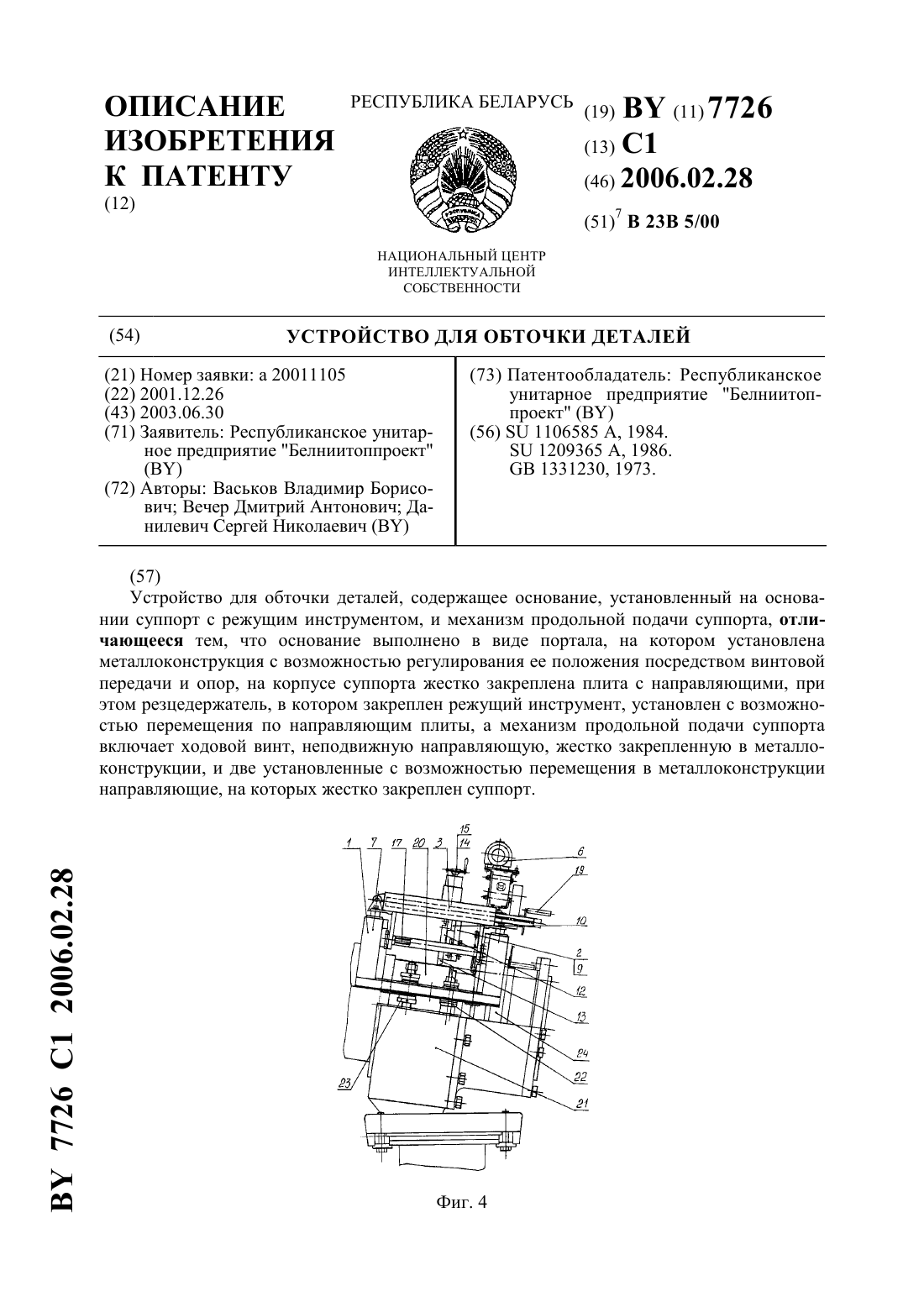
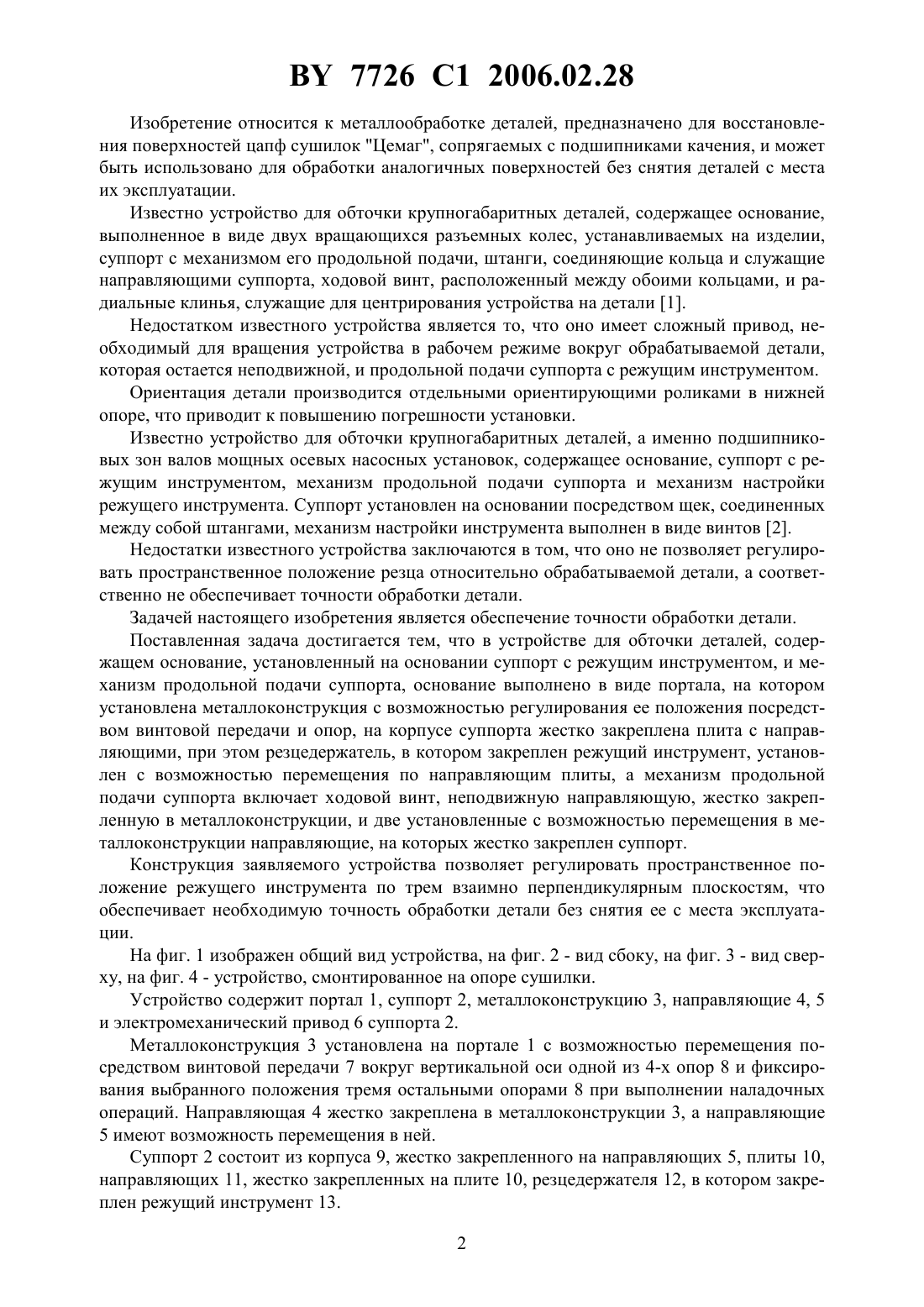
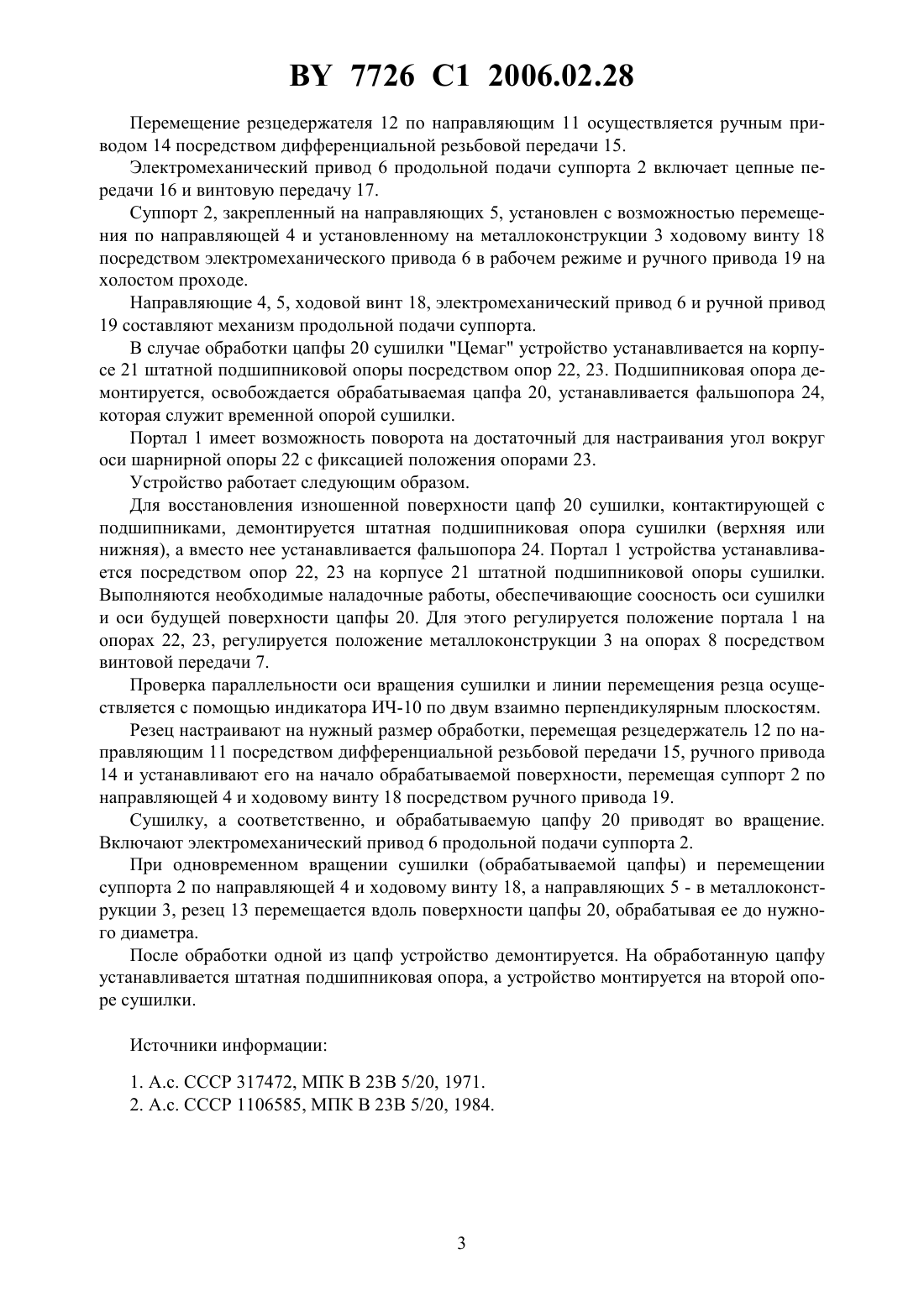
(51)23 5/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОБТОЧКИ ДЕТАЛЕЙ(71) Заявитель Республиканское унитарное предприятие Белниитоппроект(72) Авторы Васьков Владимир Борисович Вечер Дмитрий Антонович Данилевич Сергей Николаевич(73) Патентообладатель Республиканское унитарное предприятие Белниитоппроект(57) Устройство для обточки деталей, содержащее основание, установленный на основании суппорт с режущим инструментом, и механизм продольной подачи суппорта, отличающееся тем, что основание выполнено в виде портала, на котором установлена металлоконструкция с возможностью регулирования ее положения посредством винтовой передачи и опор, на корпусе суппорта жестко закреплена плита с направляющими, при этом резцедержатель, в котором закреплен режущий инструмент, установлен с возможностью перемещения по направляющим плиты, а механизм продольной подачи суппорта включает ходовой винт, неподвижную направляющую, жестко закрепленную в металлоконструкции, и две установленные с возможностью перемещения в металлоконструкции направляющие, на которых жестко закреплен суппорт. 7726 1 2006.02.28 Изобретение относится к металлообработке деталей, предназначено для восстановления поверхностей цапф сушилок Цемаг, сопрягаемых с подшипниками качения, и может быть использовано для обработки аналогичных поверхностей без снятия деталей с места их эксплуатации. Известно устройство для обточки крупногабаритных деталей, содержащее основание,выполненное в виде двух вращающихся разъемных колес, устанавливаемых на изделии,суппорт с механизмом его продольной подачи, штанги, соединяющие кольца и служащие направляющими суппорта, ходовой винт, расположенный между обоими кольцами, и радиальные клинья, служащие для центрирования устройства на детали 1. Недостатком известного устройства является то, что оно имеет сложный привод, необходимый для вращения устройства в рабочем режиме вокруг обрабатываемой детали,которая остается неподвижной, и продольной подачи суппорта с режущим инструментом. Ориентация детали производится отдельными ориентирующими роликами в нижней опоре, что приводит к повышению погрешности установки. Известно устройство для обточки крупногабаритных деталей, а именно подшипниковых зон валов мощных осевых насосных установок, содержащее основание, суппорт с режущим инструментом, механизм продольной подачи суппорта и механизм настройки режущего инструмента. Суппорт установлен на основании посредством щек, соединенных между собой штангами, механизм настройки инструмента выполнен в виде винтов 2. Недостатки известного устройства заключаются в том, что оно не позволяет регулировать пространственное положение резца относительно обрабатываемой детали, а соответственно не обеспечивает точности обработки детали. Задачей настоящего изобретения является обеспечение точности обработки детали. Поставленная задача достигается тем, что в устройстве для обточки деталей, содержащем основание, установленный на основании суппорт с режущим инструментом, и механизм продольной подачи суппорта, основание выполнено в виде портала, на котором установлена металлоконструкция с возможностью регулирования ее положения посредством винтовой передачи и опор, на корпусе суппорта жестко закреплена плита с направляющими, при этом резцедержатель, в котором закреплен режущий инструмент, установлен с возможностью перемещения по направляющим плиты, а механизм продольной подачи суппорта включает ходовой винт, неподвижную направляющую, жестко закрепленную в металлоконструкции, и две установленные с возможностью перемещения в металлоконструкции направляющие, на которых жестко закреплен суппорт. Конструкция заявляемого устройства позволяет регулировать пространственное положение режущего инструмента по трем взаимно перпендикулярным плоскостям, что обеспечивает необходимую точность обработки детали без снятия ее с места эксплуатации. На фиг. 1 изображен общий вид устройства, на фиг. 2 - вид сбоку, на фиг. 3 - вид сверху, на фиг. 4 - устройство, смонтированное на опоре сушилки. Устройство содержит портал 1, суппорт 2, металлоконструкцию 3, направляющие 4, 5 и электромеханический привод 6 суппорта 2. Металлоконструкция 3 установлена на портале 1 с возможностью перемещения посредством винтовой передачи 7 вокруг вертикальной оси одной из 4-х опор 8 и фиксирования выбранного положения тремя остальными опорами 8 при выполнении наладочных операций. Направляющая 4 жестко закреплена в металлоконструкции 3, а направляющие 5 имеют возможность перемещения в ней. Суппорт 2 состоит из корпуса 9, жестко закрепленного на направляющих 5, плиты 10,направляющих 11, жестко закрепленных на плите 10, резцедержателя 12, в котором закреплен режущий инструмент 13. 2 7726 1 2006.02.28 Перемещение резцедержателя 12 по направляющим 11 осуществляется ручным приводом 14 посредством дифференциальной резьбовой передачи 15. Электромеханический привод 6 продольной подачи суппорта 2 включает цепные передачи 16 и винтовую передачу 17. Суппорт 2, закрепленный на направляющих 5, установлен с возможностью перемещения по направляющей 4 и установленному на металлоконструкции 3 ходовому винту 18 посредством электромеханического привода 6 в рабочем режиме и ручного привода 19 на холостом проходе. Направляющие 4, 5, ходовой винт 18, электромеханический привод 6 и ручной привод 19 составляют механизм продольной подачи суппорта. В случае обработки цапфы 20 сушилки Цемаг устройство устанавливается на корпусе 21 штатной подшипниковой опоры посредством опор 22, 23. Подшипниковая опора демонтируется, освобождается обрабатываемая цапфа 20, устанавливается фальшопора 24,которая служит временной опорой сушилки. Портал 1 имеет возможность поворота на достаточный для настраивания угол вокруг оси шарнирной опоры 22 с фиксацией положения опорами 23. Устройство работает следующим образом. Для восстановления изношенной поверхности цапф 20 сушилки, контактирующей с подшипниками, демонтируется штатная подшипниковая опора сушилки (верхняя или нижняя), а вместо нее устанавливается фальшопора 24. Портал 1 устройства устанавливается посредством опор 22, 23 на корпусе 21 штатной подшипниковой опоры сушилки. Выполняются необходимые наладочные работы, обеспечивающие соосность оси сушилки и оси будущей поверхности цапфы 20. Для этого регулируется положение портала 1 на опорах 22, 23, регулируется положение металлоконструкции 3 на опорах 8 посредством винтовой передачи 7. Проверка параллельности оси вращения сушилки и линии перемещения резца осуществляется с помощью индикатора ИЧ-10 по двум взаимно перпендикулярным плоскостям. Резец настраивают на нужный размер обработки, перемещая резцедержатель 12 по направляющим 11 посредством дифференциальной резьбовой передачи 15, ручного привода 14 и устанавливают его на начало обрабатываемой поверхности, перемещая суппорт 2 по направляющей 4 и ходовому винту 18 посредством ручного привода 19. Сушилку, а соответственно, и обрабатываемую цапфу 20 приводят во вращение. Включают электромеханический привод 6 продольной подачи суппорта 2. При одновременном вращении сушилки (обрабатываемой цапфы) и перемещении суппорта 2 по направляющей 4 и ходовому винту 18, а направляющих 5 - в металлоконструкции 3, резец 13 перемещается вдоль поверхности цапфы 20, обрабатывая ее до нужного диаметра. После обработки одной из цапф устройство демонтируется. На обработанную цапфу устанавливается штатная подшипниковая опора, а устройство монтируется на второй опоре сушилки. Источники информации 1. .с. СССР 317472, МПК В 23 В 5/20, 1971. 2. А.с. СССР 1106585, МПК В 23 В 5/20, 1984. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23B 5/00
Метки: деталей, устройство, обточки
Код ссылки
<a href="https://by.patents.su/4-7726-ustrojjstvo-dlya-obtochki-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для обточки деталей</a>
Устройство для токарной обработки нежестких деталей
Номер патента: 3888
Опубликовано: 30.06.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: нежестких, деталей, устройство, обработки, токарной
Текст:
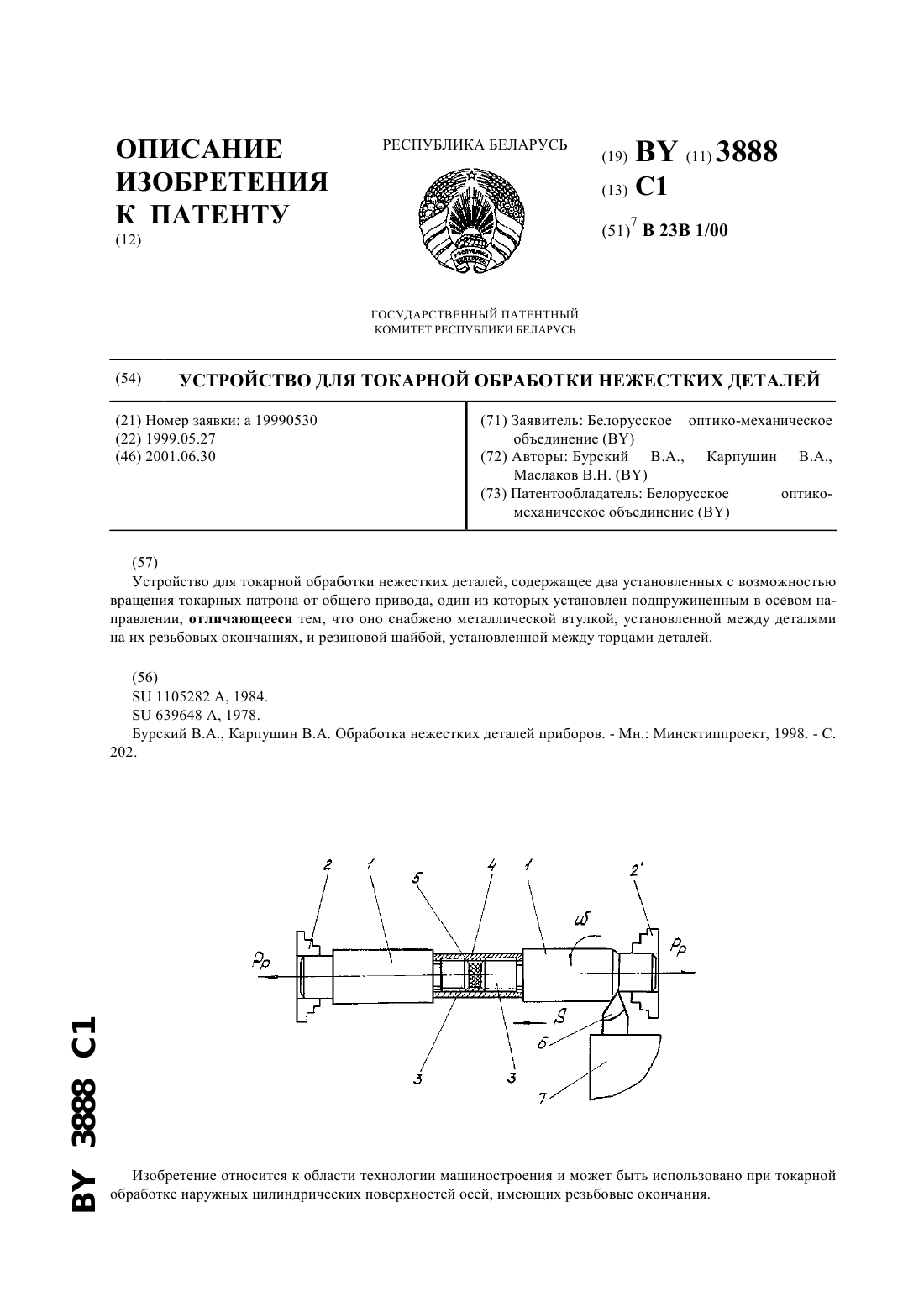
...возможности обработки деталей, имеющих резьбовые окончания, а также повышение производительности процесса обработки и качества обработанной поверхности. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патронов общего привода, один из которых установлен подпружиненным в осевом направлении, устройство снабжено металлической втулкой, установленной...
Устройство для токарной обработки нежестких деталей
Номер патента: 3803
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: деталей, токарной, нежестких, устройство, обработки
Текст:
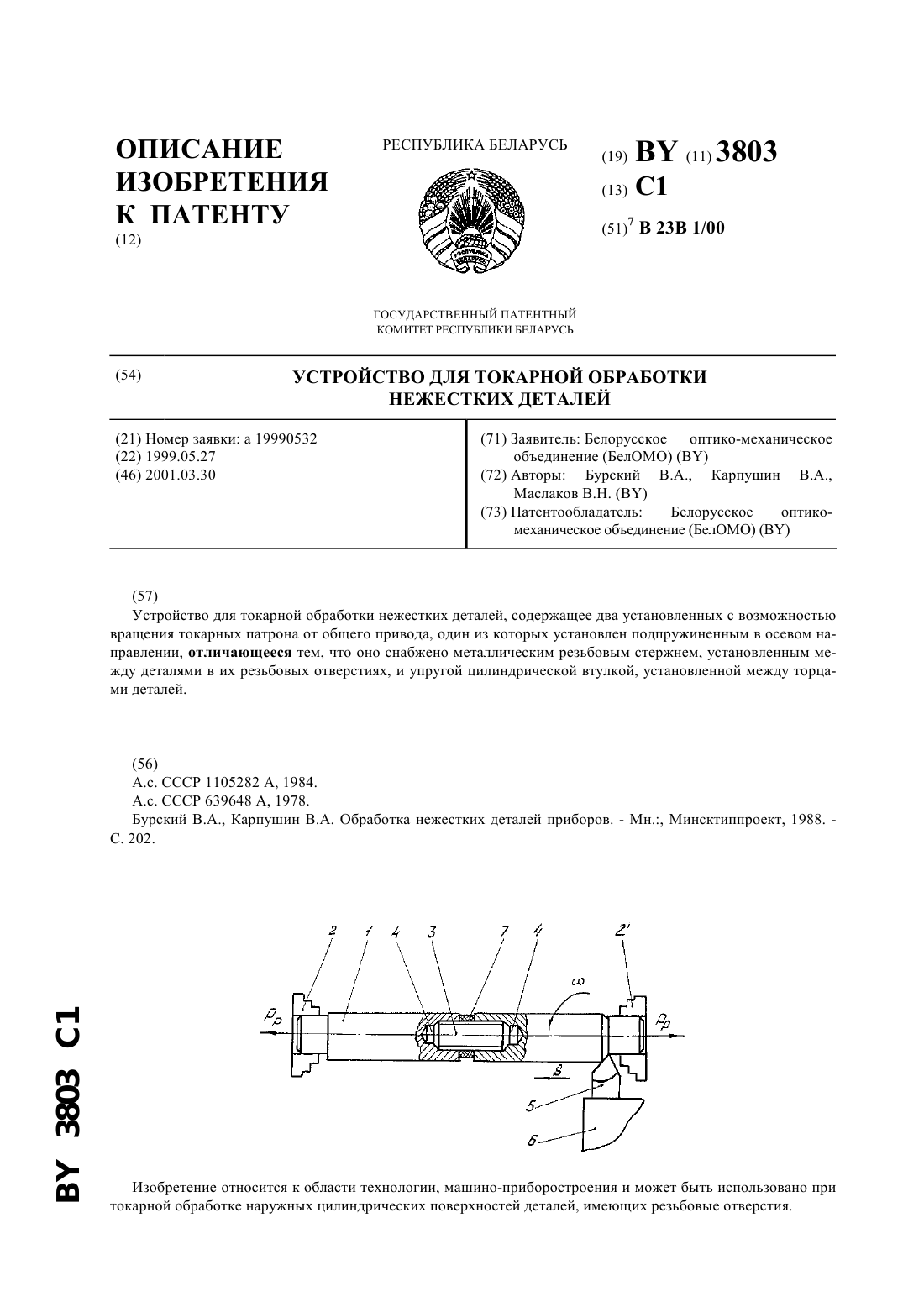
...производительность. Задачей изобретения является расширение функциональных свойств известных устройств путем обеспечения возможности обработки деталей, имеющих резьбовые отверстия, а также повышение производительности процесса обработки. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патрона от общего привода, один из которых установлен...
Устройство для токарной обработки нежестких деталей
Номер патента: 3802
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00, B23Q 15/00
Метки: токарной, нежестких, деталей, обработки, устройство
Текст:
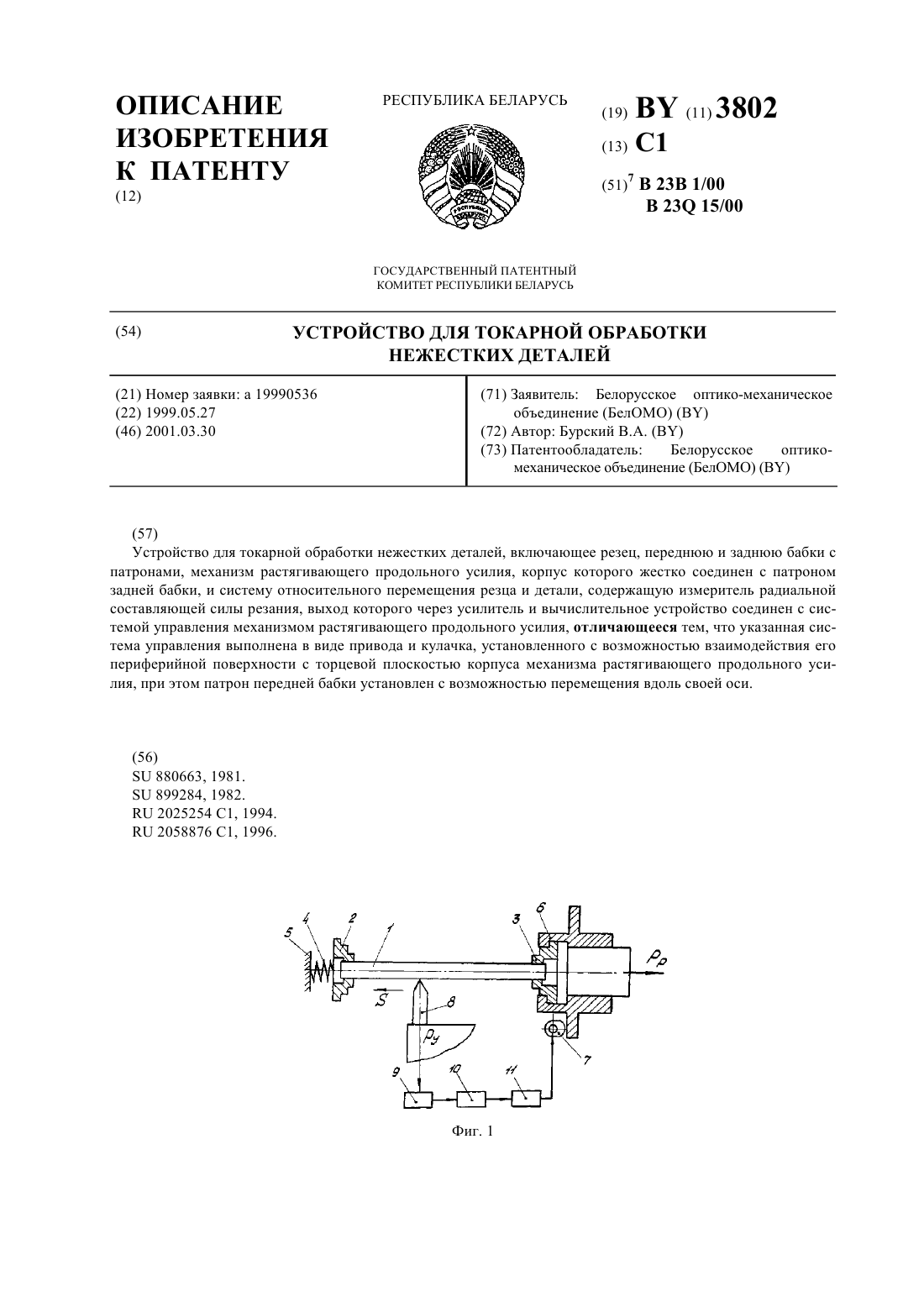
...для токарной обработки нежестких деталей, включающем резец, переднюю и заднюю бабки с патронами, механизм растягивающего продольного усилия, корпус которого жестко соединен с патроном задней бабки, и систему относительного перемещения резца и детали, содержащую измеритель радиальной составляющей силы резания, выход которого через усилитель и вычислительное устройство соединен с системой управления механизмом растягивающего продольного...
Устройство для обработки оптических деталей
Номер патента: 6878
Опубликовано: 30.03.2005
Авторы: Пуговкин Владимир Анатольевич, Меньшикова Раиса Ивановна, Крысин Олег Григорьевич
МПК: B24B 13/06
Метки: деталей, устройство, оптических, обработки
Текст:
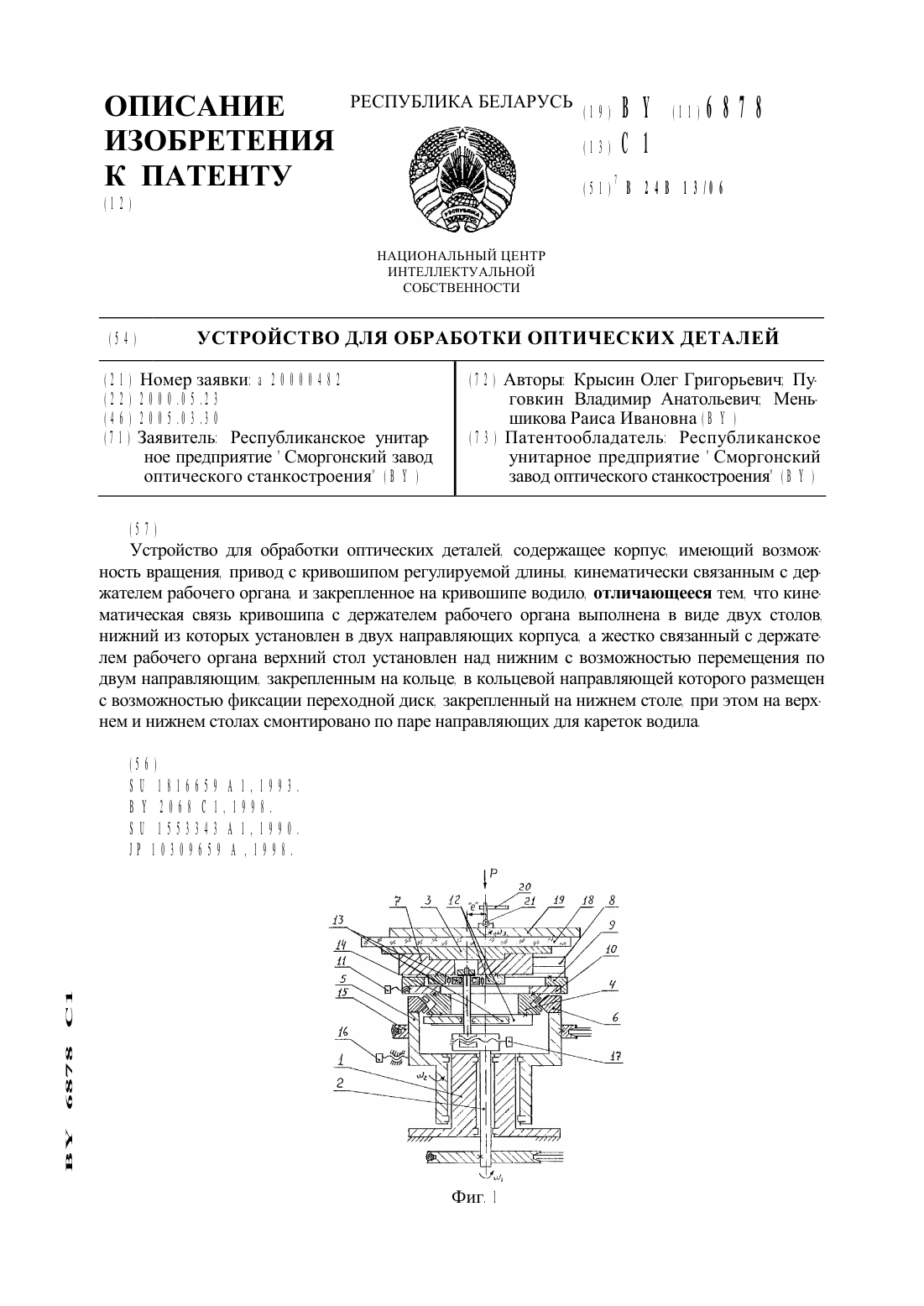
...рабочего органа выполнена в виде двух столов. нижний из которых установлен в двух направляющих корпуса. а жестко связанный с держателем рабочего органа верхний стол установлен над нижним с возможностью перемещения по двум направляющим. закрепленным на кольце. в кольцевой направляющей которого размещен с возможностью фиксации переходный диск. закрепленный на нижнем столе. при этом на верхнем и нижнем столах смонтировано по паре направляющих для...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Видмант Ф. В., Трубицин Б. А., Крысин О. Г., Меньшиков Г. Г., Чирков В. М., Горелик В. В.
МПК: B24B 13/06
Метки: устройство, обработки, оптических, деталей
Текст:
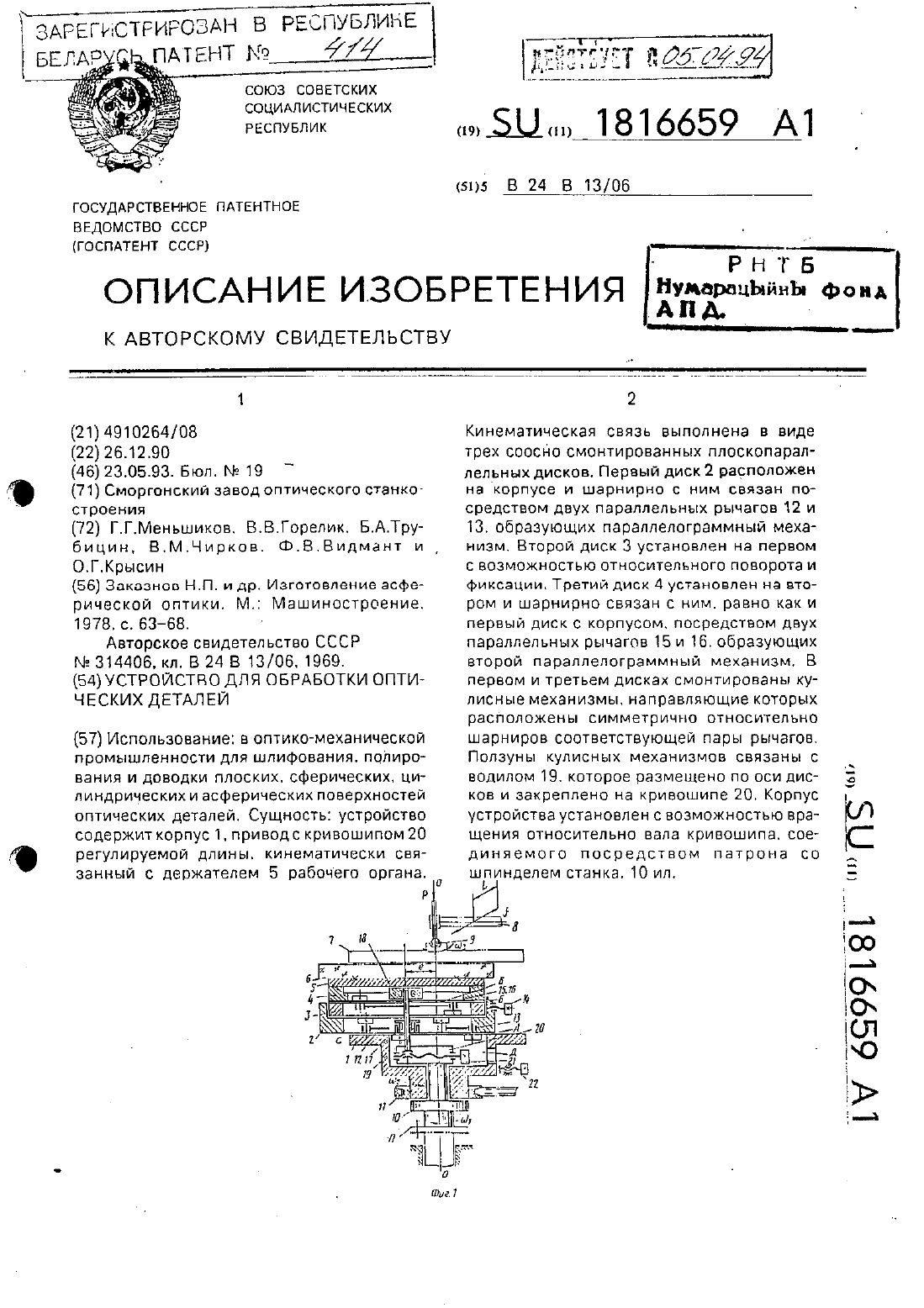
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Предыдущий патент: Велотренажер
Следующий патент: Способ определения показаний к одномоментной хирургической коррекции двух артериальных сосудистых зон при генерализованной форме атеросклероза
Случайный патент: Теплообменник