Электролит для плазменно-электролитного полирования изделий из алюминия и его сплавов
Номер патента: 7291
Опубликовано: 30.09.2005
Авторы: Климова Людмила Александровна, Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич, Ващенко Светлана Владимировна, Куликов Иван Семенович
Текст
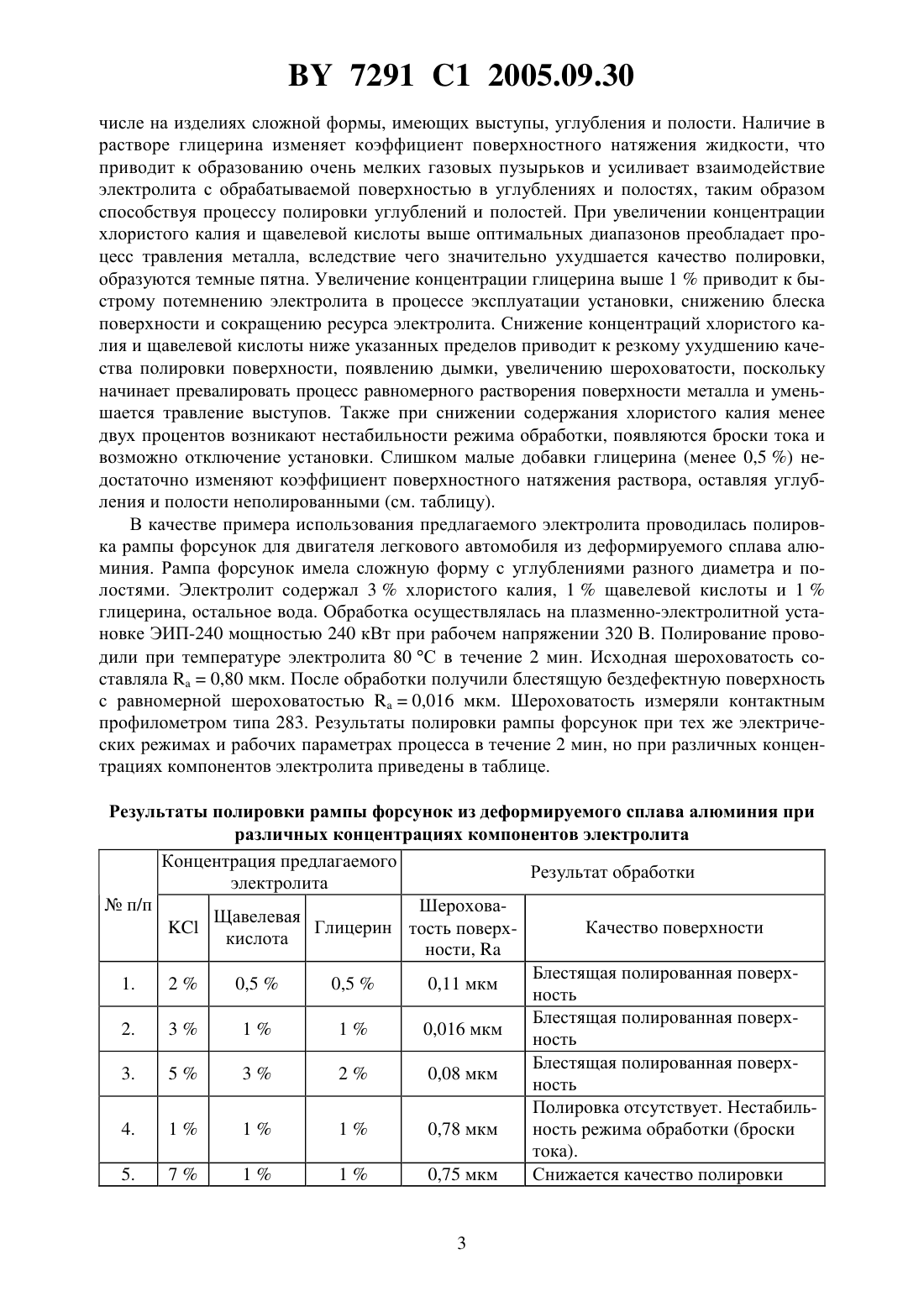
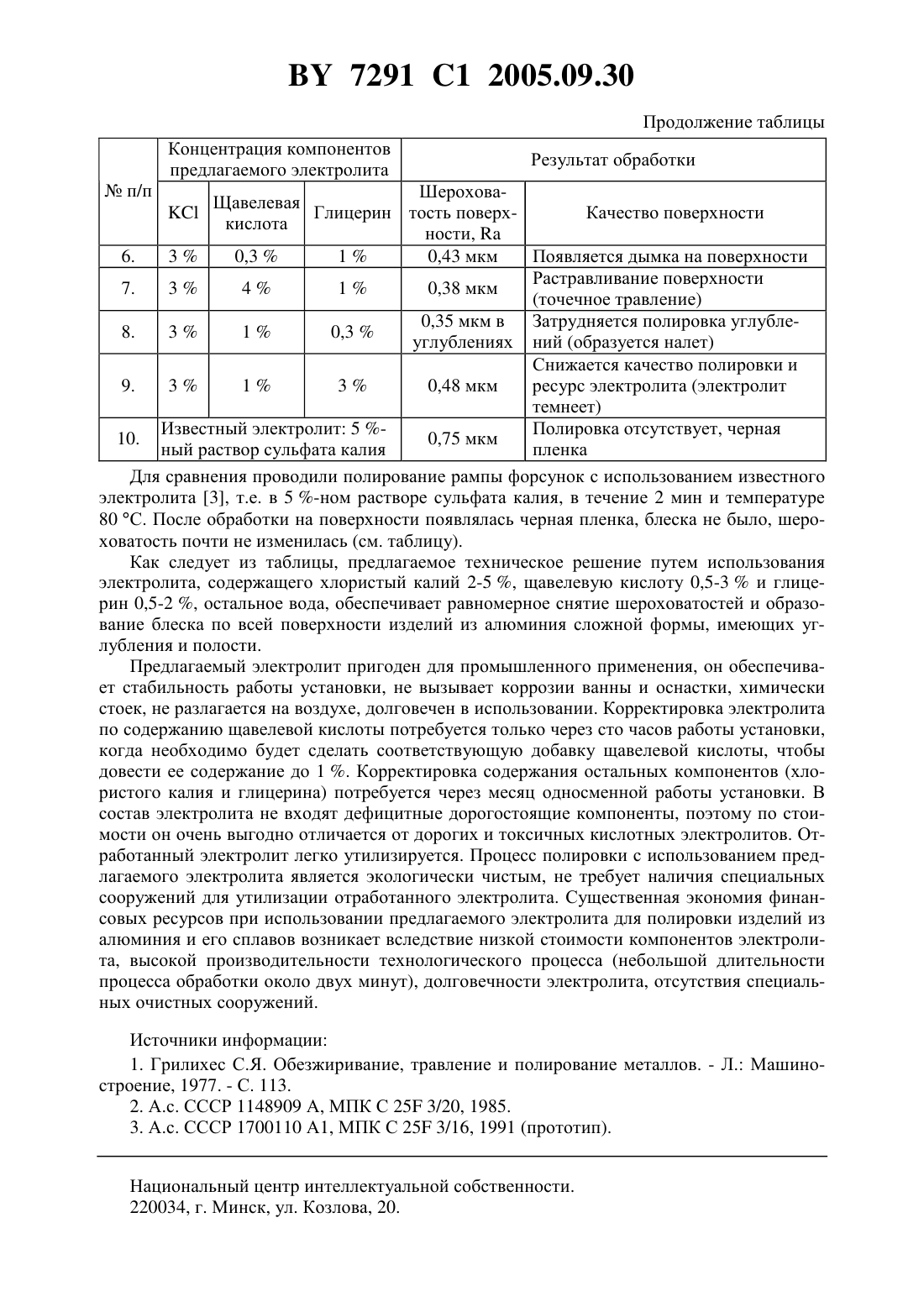
(51)25 3/20 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРОЛИТ ДЛЯ ПЛАЗМЕННО-ЭЛЕКТРОЛИТНОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Куликов Иван Семенович Каменев Анатолий Яковлевич Ермаков Владимир Леонидович Ващенко Светлана Владимировна Климова Людмила Александровна(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) Электролит для плазменно-электролитного полирования изделий из алюминия и его сплавов, содержащий водный раствор калийной соли, отличающийся тем, что в качестве калийной соли содержит хлористый калий и дополнительно содержит щавелевую кислоту и глицерин при следующем соотношении компонентов, мас.хлористый калий 2-5 щавелевая кислота 0,5-3,0 глицерин 0,5-2,0 вода остальное. Изобретение относится к электрофизическим и электрохимическим методам обработки материалов и используется в процессах плазменно-электролитного полирования металлических изделий, преимущественно из алюминия и его сплавов, а также для предварительной подготовки поверхностей перед нанесением покрытий. При производстве товаров и изделий бытового и технического назначения имеется большая номенклатура изделий, изготовленных из алюминия и его сплавов (посуда, декоративные элементы мебели, осветительной арматуры, изделия автомобильной, авиационной промышленности), поверхность которых полируют в качестве финишной обработки либо перед нанесением декоративных покрытий. Использование высокопроизводительной плазменно-электролитной технологии в анодном электрогидродинамическом режиме при полировании изделий из алюминия представляет значительные трудности, поскольку не разработаны эффективные электролиты на основе водных растворов солей, не содержащие кислот и пригодные для промышленного применения. 7291 1 2005.09.30 Известен электролит 1 на основе кислот для электрохимического полирования алюминия, который содержит (мас. ) фосфорную кислоту 40-50 , серную кислоту 35-40 ,хромовый ангидрид 5-6 , остальное вода. Известный электролит является агрессивным,токсичным и дорогостоящим, вызывает коррозию ванны и оснастки. Известен щелочной электролит 2, содержащий (мас. ) тринатрийфосфат 23-38 ,соду кальцинированную 16-30 и продукт конденсации глицерина и уротропина 1-8 . Данный электролит используется в процессе электрохимического полирования алюминия и его сплавов при напряжениях 25-55 В, имеет низкую производительность (продолжительность обработки составляет до 10 мин), значительную себестоимость и требует специальной очистки отработанного электролита. Наиболее близким по технической сущности и достигаемому положительному эффекту, а также по экологической безопасности является электролит 3, содержащий 1-10 по массе сульфата калия, применяемый для полировки металлов плазменно-электролитным методом в водных растворах солей при напряжении 330-380 В и температуре 7090 С. Однако данный электролит используется преимущественно при полировке хромоникелевых сплавов. При обработке изделий из алюминия и его сплавов известный электролит не обеспечивает необходимого снижения шероховатости поверхности и образования блеска, обработанные изделия не приобретают хорошего декоративного вида. Качество полировки резко снижается при сложной конфигурации поверхности, имеющей углубления и полости. Задачей настоящего изобретения является создание электролита, пригодного для промышленного применения и обеспечивающего высокое качество плазменно-электролитного полирования изделий из алюминия и его сплавов, в том числе изделий сложной формы с углублениями и полостями. Поставленная задача достигается тем, что в известный электролит, содержащий водный раствор калийной соли, вводят в качестве калийной соли хлористый калий и дополнительно щавелевую кислоту и глицерин в следующем соотношении компонентов,мас.хлористый калий 2-5 щавелевая кислота 0,5-3 глицерин 0,5-2 вода остальное. Предлагаемый электролит обеспечивает высокое качество плазменно-электролитного полирования изделий из алюминия и его сплавов, в том числе изделий сложной формы с углублениями и полостями, не разлагается на воздухе, долговечен в использовании, не требует ежедневной замены и блеск в таком электролите достигается за 2 мин обработки. При полировании изделий плазменно-электролитным методом при напряжениях 250350 В вблизи поверхности изделия, являющегося анодом, протекают различные физические и электрохимические процессы, включающие нагрев электролита до 80-90 С, образование парогазовой оболочки вблизи поверхности изделия, разрядные явления в оболочке, протекание электрохимических реакций. Достижение эффекта полирования возможно при обеспечении необходимых электрохимических условий и режимов протекания физико-химических процессов на обрабатываемой поверхности. Эффект полирования наблюдается только при наличии равенства скоростей окисления и травления образующегося окисла. Характер и кинетика химических процессов зависят от состава обрабатываемого металла и электролита. В предлагаемом изобретении путем выбора состава электролита,содержащего (мас. ) хлористый калий 2-5 , щавелевую кислоту 0,5-3 и глицерин 0,52 , остальное вода, достигается равенство скоростей электрохимических реакций окисления и травления, что создает эффект полирования алюминиевой поверхности, в том 2 7291 1 2005.09.30 числе на изделиях сложной формы, имеющих выступы, углубления и полости. Наличие в растворе глицерина изменяет коэффициент поверхностного натяжения жидкости, что приводит к образованию очень мелких газовых пузырьков и усиливает взаимодействие электролита с обрабатываемой поверхностью в углублениях и полостях, таким образом способствуя процессу полировки углублений и полостей. При увеличении концентрации хлористого калия и щавелевой кислоты выше оптимальных диапазонов преобладает процесс травления металла, вследствие чего значительно ухудшается качество полировки,образуются темные пятна. Увеличение концентрации глицерина выше 1 приводит к быстрому потемнению электролита в процессе эксплуатации установки, снижению блеска поверхности и сокращению ресурса электролита. Снижение концентраций хлористого калия и щавелевой кислоты ниже указанных пределов приводит к резкому ухудшению качества полировки поверхности, появлению дымки, увеличению шероховатости, поскольку начинает превалировать процесс равномерного растворения поверхности металла и уменьшается травление выступов. Также при снижении содержания хлористого калия менее двух процентов возникают нестабильности режима обработки, появляются броски тока и возможно отключение установки. Слишком малые добавки глицерина (менее 0,5 ) недостаточно изменяют коэффициент поверхностного натяжения раствора, оставляя углубления и полости неполированными (см. таблицу). В качестве примера использования предлагаемого электролита проводилась полировка рампы форсунок для двигателя легкового автомобиля из деформируемого сплава алюминия. Рампа форсунок имела сложную форму с углублениями разного диаметра и полостями. Электролит содержал 3 хлористого калия, 1 щавелевой кислоты и 1 глицерина, остальное вода. Обработка осуществлялась на плазменно-электролитной установке ЭИП-240 мощностью 240 кВт при рабочем напряжении 320 В. Полирование проводили при температуре электролита 80 С в течение 2 мин. Исходная шероховатость составляла 0,80 мкм. После обработки получили блестящую бездефектную поверхность с равномерной шероховатостью 0,016 мкм. Шероховатость измеряли контактным профилометром типа 283. Результаты полировки рампы форсунок при тех же электрических режимах и рабочих параметрах процесса в течение 2 мин, но при различных концентрациях компонентов электролита приведены в таблице. Результаты полировки рампы форсунок из деформируемого сплава алюминия при различных концентрациях компонентов электролита Концентрация предлагаемого Результат обработки электролитап/п ШероховаЩавелевая Глицерин тость поверхКачество поверхности кислота ности,Блестящая полированная поверх 1. 2 0,50,50,11 мкм ность Блестящая полированная поверх 2. 3 1 1 0,016 мкм ность Блестящая полированная поверх 3. 5 3 2 0,08 мкм ность Полировка отсутствует. Нестабиль 4. 1 1 1 0,78 мкм ность режима обработки (броски тока). 5. 7 1 1 0,75 мкм Снижается качество полировки 7291 1 2005.09.30 Продолжение таблицы Концентрация компонентов предлагаемого электролита Глицерин тость поверхКачество поверхности кислота ности,6. 3 0,31 0,43 мкм Появляется дымка на поверхности Растравливание поверхности 7. 3 4 1 0,38 мкм(точечное травление) 0,35 мкм в Затрудняется полировка углубле 8. 3 1 0,3 углублениях ний (образуется налет) Снижается качество полировки и 9. 3 1 3 0,48 мкм ресурс электролита (электролит темнеет) Известный электролит 5 Полировка отсутствует, черная 10. 0,75 мкм ный раствор сульфата калия пленка Для сравнения проводили полирование рампы форсунок с использованием известного электролита 3, т.е. в 5 -ном растворе сульфата калия, в течение 2 мин и температуре 80 С. После обработки на поверхности появлялась черная пленка, блеска не было, шероховатость почти не изменилась (см. таблицу). Как следует из таблицы, предлагаемое техническое решение путем использования электролита, содержащего хлористый калий 2-5 , щавелевую кислоту 0,5-3 и глицерин 0,5-2 , остальное вода, обеспечивает равномерное снятие шероховатостей и образование блеска по всей поверхности изделий из алюминия сложной формы, имеющих углубления и полости. Предлагаемый электролит пригоден для промышленного применения, он обеспечивает стабильность работы установки, не вызывает коррозии ванны и оснастки, химически стоек, не разлагается на воздухе, долговечен в использовании. Корректировка электролита по содержанию щавелевой кислоты потребуется только через сто часов работы установки,когда необходимо будет сделать соответствующую добавку щавелевой кислоты, чтобы довести ее содержание до 1 . Корректировка содержания остальных компонентов (хлористого калия и глицерина) потребуется через месяц односменной работы установки. В состав электролита не входят дефицитные дорогостоящие компоненты, поэтому по стоимости он очень выгодно отличается от дорогих и токсичных кислотных электролитов. Отработанный электролит легко утилизируется. Процесс полировки с использованием предлагаемого электролита является экологически чистым, не требует наличия специальных сооружений для утилизации отработанного электролита. Существенная экономия финансовых ресурсов при использовании предлагаемого электролита для полировки изделий из алюминия и его сплавов возникает вследствие низкой стоимости компонентов электролита, высокой производительности технологического процесса (небольшой длительности процесса обработки около двух минут), долговечности электролита, отсутствия специальных очистных сооружений. Источники информации 1. Грилихес С.Я. Обезжиривание, травление и полирование металлов. - Л. Машиностроение, 1977. - С. 113. 2. А.с. СССР 1148909 А, МПК С 25 3/20, 1985. 3. А.с. СССР 1700110 А 1, МПК С 25 3/16, 1991 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25F 3/20
Метки: плазменно-электролитного, электролит, изделий, сплавов, полирования, алюминия
Код ссылки
<a href="https://by.patents.su/4-7291-elektrolit-dlya-plazmenno-elektrolitnogo-polirovaniya-izdelijj-iz-alyuminiya-i-ego-splavov.html" rel="bookmark" title="База патентов Беларуси">Электролит для плазменно-электролитного полирования изделий из алюминия и его сплавов</a>
Дегазатор для алюминия и алюминиевых сплавов
Номер патента: 4022
Опубликовано: 30.09.2001
Авторы: Михайловский Владимир Михайлович, Задруцкий Сергей Петрович, Шамов Юрий Михайлович, Бестужев Николай Иванович, Розум Владимир Александрович, Немененок Болеслав Мечеславович, Королев Сергей Павлович
МПК: C22B 21/06, C22B 9/10
Метки: алюминия, дегазатор, алюминиевых, сплавов
Текст:
...который не оказывает вредного воздействия на окружающую среду и экологическую обстановку. Установленные пределы содержания определяются необходимыми пределами содержания серы в дегазаторе. Примеры изготовления таблеток дегазирующих различных составов. Пример 1. Исходные порошкообразные составляющие серу в количестве 0,013 и углекислый натрий в количестве 0,052 от массы обрабатываемого расплава алюминия просушивали при 100 С в течение 4-х...
Способ изготовления металлических оснований из алюминия или его сплавов
Номер патента: 6371
Опубликовано: 30.09.2004
Авторы: Паркун Владимир Михайлович, Игнашев Евгений Петрович, Сокол Виталий Александрович, Воробьева Алла Ильинична
МПК: C25D 11/02, H05K 3/44
Метки: алюминия, изготовления, оснований, металлических, сплавов, или, способ
Текст:
...в широких диапазонах давлений и температур благодаря соответствию коэффициентов термического расширения оксида и твердого наполнителя. Кроме того, заполнение пор твердым диэлектриком улучшает планарность основания (гладкость поверхности) и адгезионные свойства проводящих и резистивных пленок. В качестве твердого диэлектрика могут быть использованы неорганические и органические диэлектрики. В случае использования органических диэлектриков...
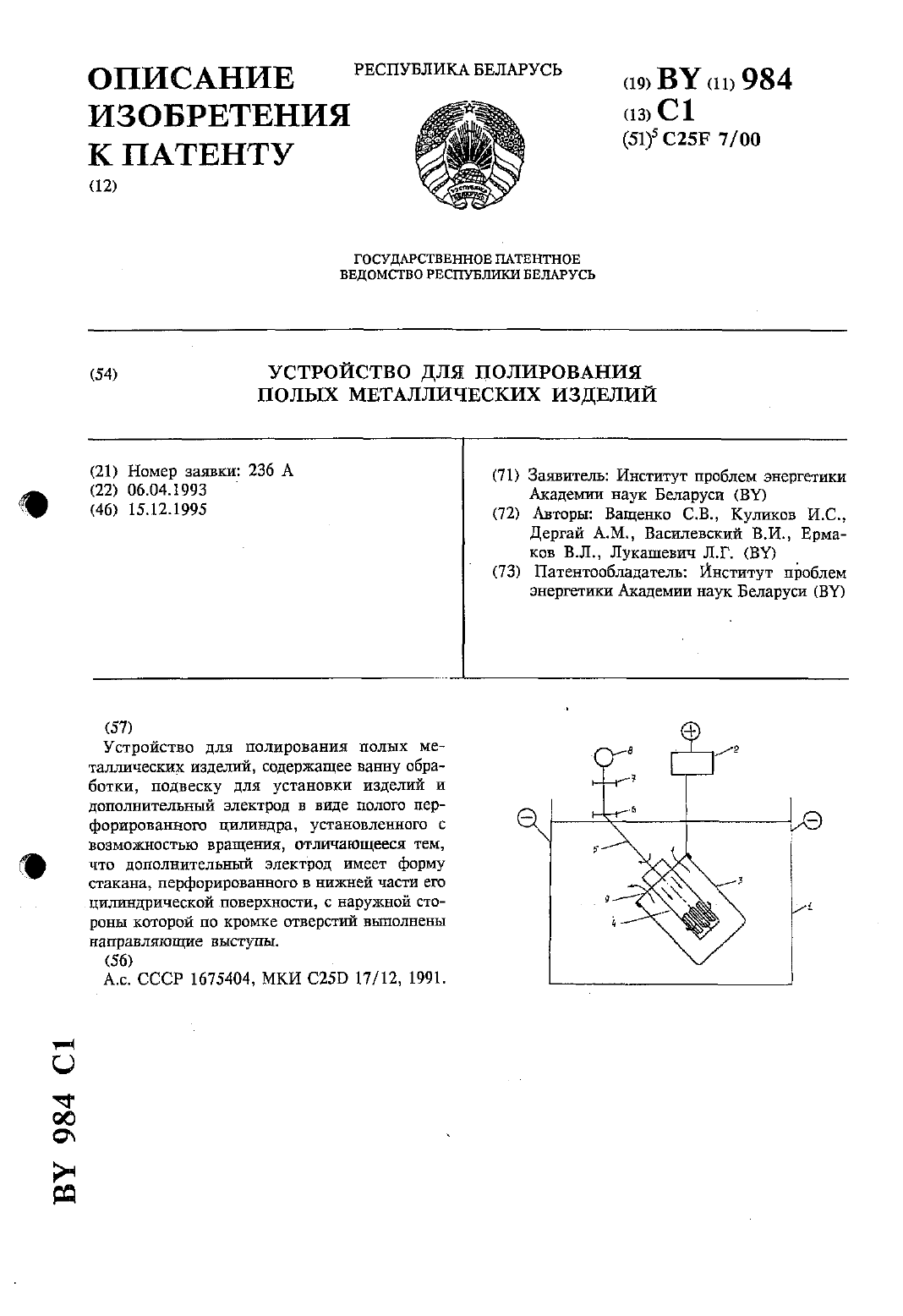
Устройство для полирования полых металлических изделий
Номер патента: 984
Опубликовано: 15.12.1995
Авторы: Василевский Виктор Иванович, Ермаков Владимир Леонидович, Куликов Иван Семенович, Лукашевич Лариса Георгиевна, Дергай Александр Михайлович, Ващенко Светлана Владимировна
МПК: C25F 7/00
Метки: полых, металлических, полирования, изделий, устройство
Текст:
...неебходиынх електрогидродинанических условий и режимов ЧретеканиеВЕЪЗЛИЧННХ ФИЗИКОХИЫИЧЕСННХ ПВОЦЕССОВ В ПВИЭЛВКТВОДНОЙ ЗОНЕ. Приполировании изделий импульсным электрохимическим нетодвн вблизи обИНЙЩШБПВЪЦН Э 93103.01 ЭИНЬЭЕЭОНИВЗ ЗВНОПИЭ ЪИОХЭИПЦ ЕОЬНЗЕЕиннашваа иацан 1 Бшан 0 йЦ ипнпошнэнешап 8 И 9 н 9 не 1 эеПпб 1 нне идана иъэонпиш аинэшваа щаванзна винэщ оценена низ аиаьэпакэа поаьязие вэвишшвшеба нашшйПзп 3 8 Бэщэгьшинпе 9813305135...
Раствор для полирования металлических поверхностей
Номер патента: 1132
Опубликовано: 14.06.1996
Авторы: Житкевич Лилия Сергеевна, Кособуцкий Александр Антонович, Овчинникова Нина Викторовна
МПК: C25F 3/16
Метки: поверхностей, металлических, полирования, раствор
Текст:
...рекомендуется вести при температуре электродшта 75-95 С, в интервале напряжений 220-240 В, время обработки зависит в ОСНОВНОМ ОТ СОСТОЯНИЯ ИСХОДНОЙ ПОВВрХНОСТИ и достигает 6-10 минут.Примеры конкретного выполнения представлены в таблице 1.В результате исследований установлена зависимость влияния концентрации компонентов на съем металла, а соответственно на показатель шероховатости Ка и на отражающую поверхность р. Полученные...
Способ химико-термической обработки изделий из стали и сплавов
Номер патента: 6404
Опубликовано: 30.09.2004
Авторы: Матусевич Петр Александрович, Жук Дмитрий Владимирович, Босяков Михаил Никифорович
МПК: C23C 8/36
Метки: способ, сплавов, изделий, стали, обработки, химико-термической
Текст:
...Это достигается тем, что в известном способе упрочняющей обработки путем ионного азотирования обрабатываемых изделий в плазме тлеющего разряда, включающем их очистку в режиме катодного распыления при остаточном давлении 3-10 Па, нагрев в тлеющем разряде до температуры насыщения и выдержку при этой температуре в рабочей среде,2 6404 1 которые осуществляют при подаче на обрабатываемое изделие импульсного отрицательного напряжения, согласно...