Устройство для изготовления элементов жесткости корсетных изделий
Номер патента: 6272
Опубликовано: 30.06.2004
Авторы: Попок Зоя Михайловна, Рудько Владимир Максимович, Петрулин Евгений Кузьмич, Хлебцевич Всеволод Алексеевич, Смоляк Вера Владимировна, Клушин Валерий Александрович
Текст
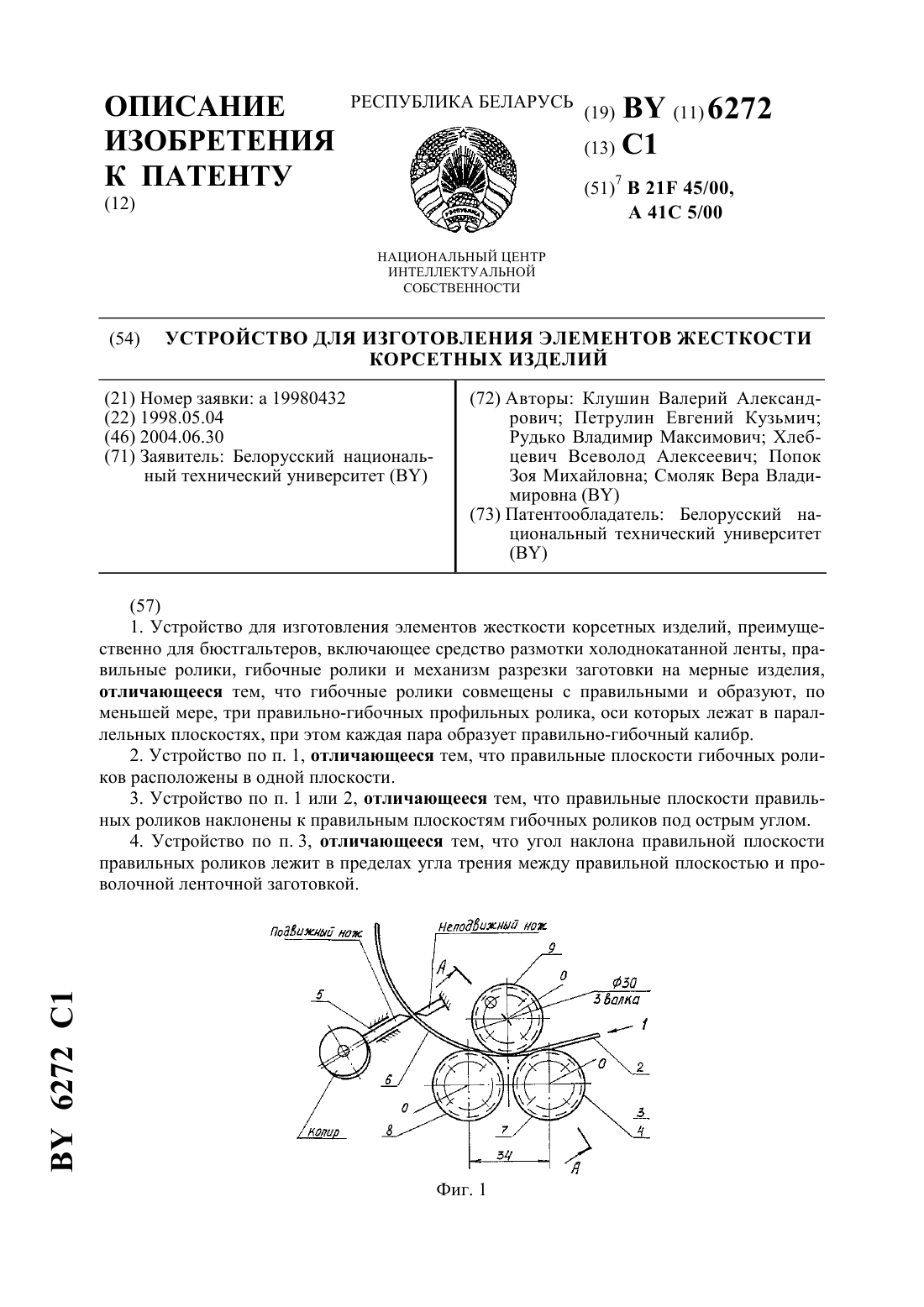
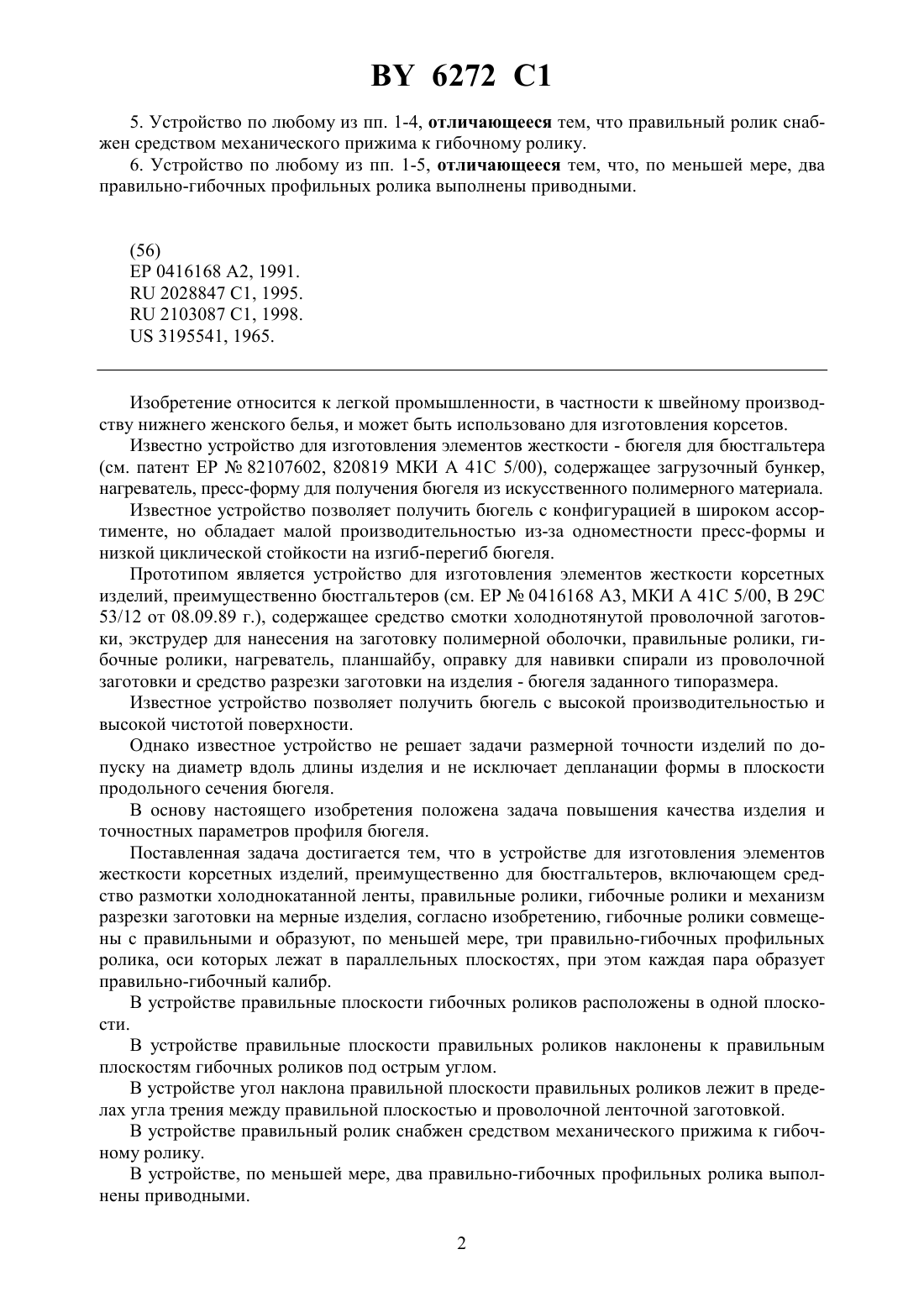
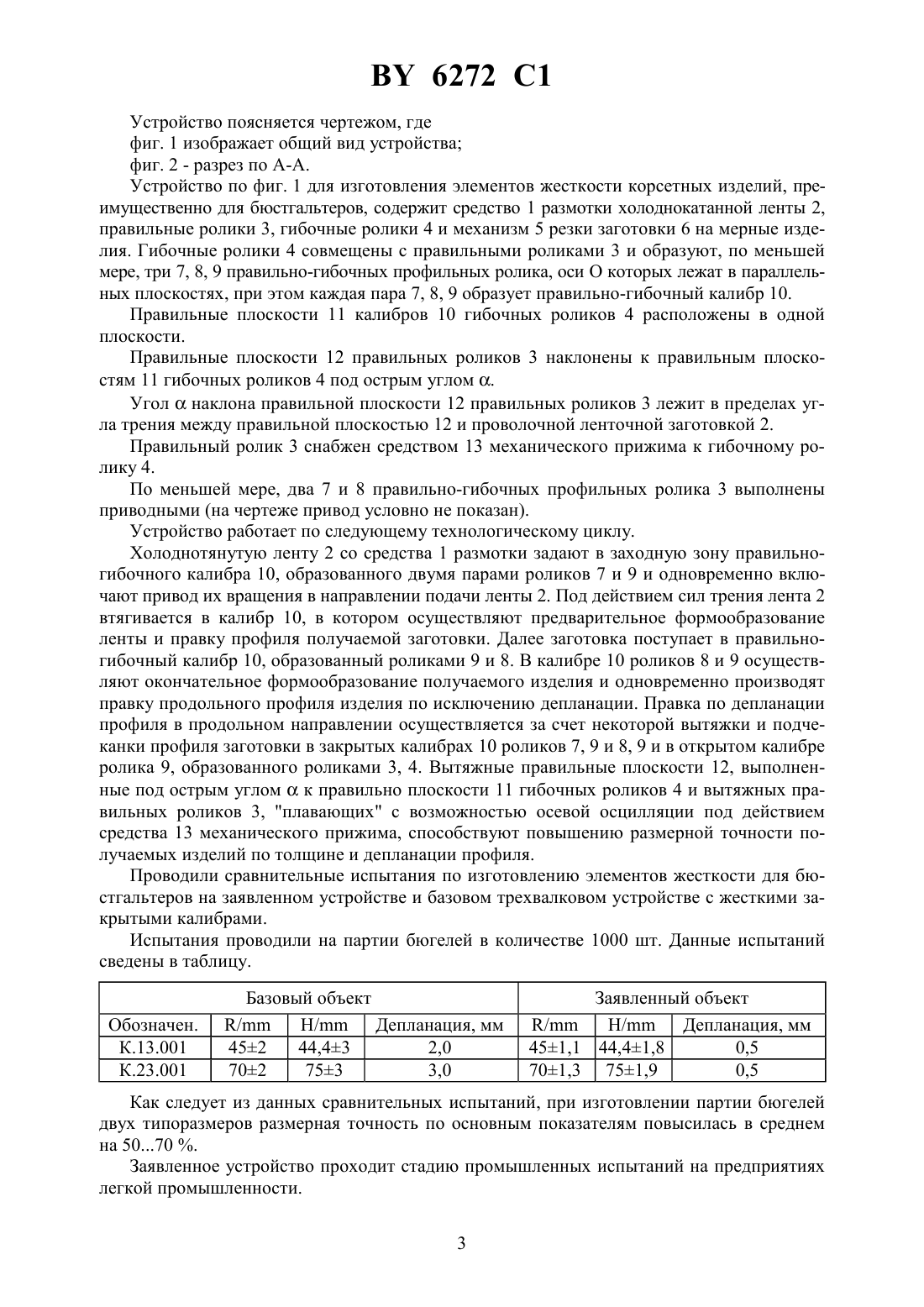
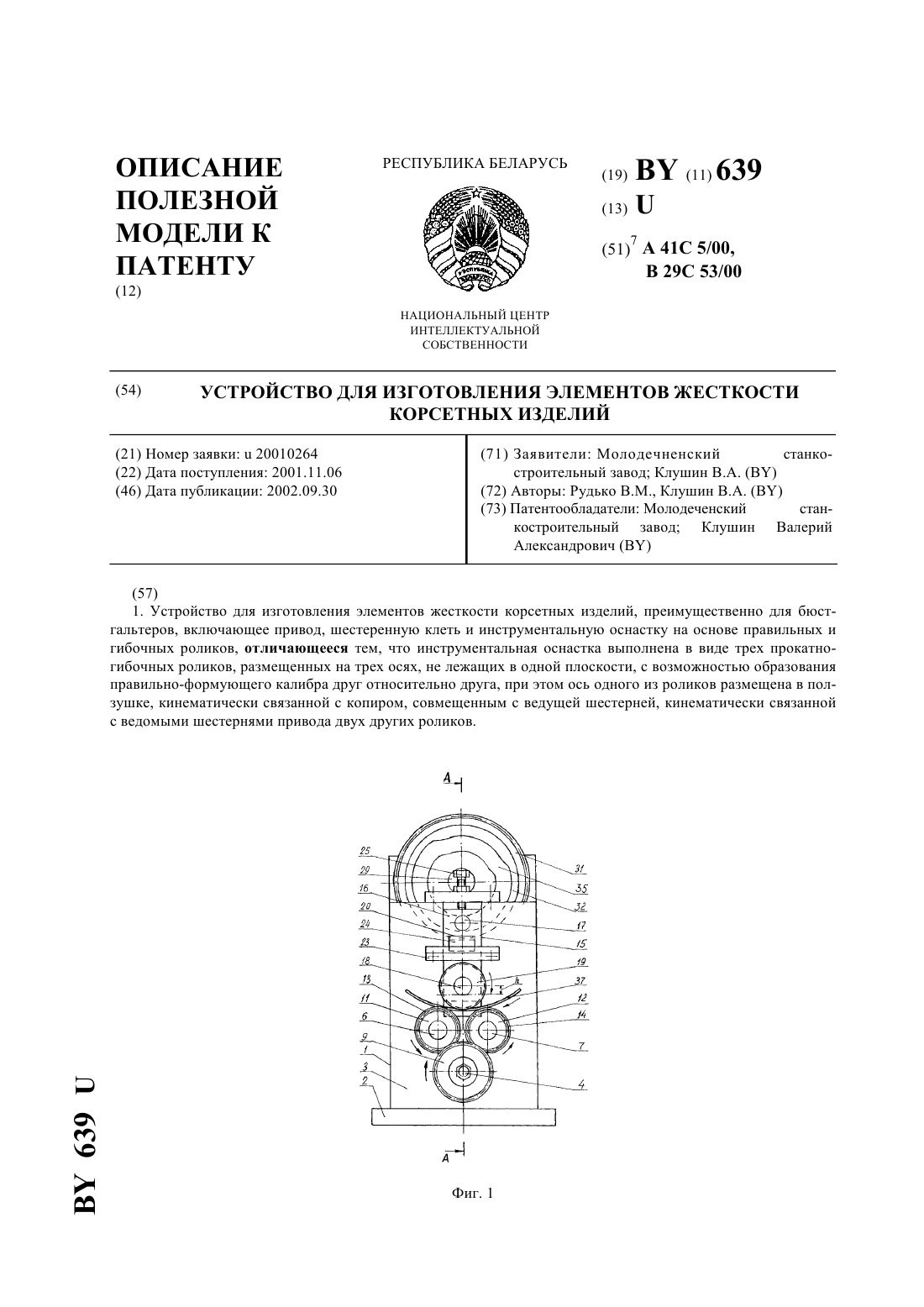
41 5/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ КОРСЕТНЫХ ИЗДЕЛИЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Петрулин Евгений Кузьмич Рудько Владимир Максимович Хлебцевич Всеволод Алексеевич Попок Зоя Михайловна Смоляк Вера Владимировна(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, включающее средство размотки холоднокатанной ленты, правильные ролики, гибочные ролики и механизм разрезки заготовки на мерные изделия,отличающееся тем, что гибочные ролики совмещены с правильными и образуют, по меньшей мере, три правильно-гибочных профильных ролика, оси которых лежат в параллельных плоскостях, при этом каждая пара образует правильно-гибочный калибр. 2. Устройство по п. 1, отличающееся тем, что правильные плоскости гибочных роликов расположены в одной плоскости. 3. Устройство по п. 1 или 2, отличающееся тем, что правильные плоскости правильных роликов наклонены к правильным плоскостям гибочных роликов под острым углом. 4. Устройство по п. 3, отличающееся тем, что угол наклона правильной плоскости правильных роликов лежит в пределах угла трения между правильной плоскостью и проволочной ленточной заготовкой. 6272 1 5. Устройство по любому из пп. 1-4, отличающееся тем, что правильный ролик снабжен средством механического прижима к гибочному ролику. 6. Устройство по любому из пп. 1-5, отличающееся тем, что, по меньшей мере, два правильно-гибочных профильных ролика выполнены приводными.(56)0416168 2, 1991.2028847 1, 1995.2103087 1, 1998.3195541, 1965. Изобретение относится к легкой промышленности, в частности к швейному производству нижнего женского белья, и может быть использовано для изготовления корсетов. Известно устройство для изготовления элементов жесткости - бюгеля для бюстгальтера(см. патент ЕР 82107602, 820819 МКИ А 41 С 5/00), содержащее загрузочный бункер,нагреватель, пресс-форму для получения бюгеля из искусственного полимерного материала. Известное устройство позволяет получить бюгель с конфигурацией в широком ассортименте, но обладает малой производительностью из-за одноместности пресс-формы и низкой циклической стойкости на изгиб-перегиб бюгеля. Прототипом является устройство для изготовления элементов жесткости корсетных изделий, преимущественно бюстгальтеров (см. ЕР 0416168 3, МКИ А 41 С 5/00, В 29 С 53/12 от 08.09.89 г.), содержащее средство смотки холоднотянутой проволочной заготовки, экструдер для нанесения на заготовку полимерной оболочки, правильные ролики, гибочные ролики, нагреватель, планшайбу, оправку для навивки спирали из проволочной заготовки и средство разрезки заготовки на изделия - бюгеля заданного типоразмера. Известное устройство позволяет получить бюгель с высокой производительностью и высокой чистотой поверхности. Однако известное устройство не решает задачи размерной точности изделий по допуску на диаметр вдоль длины изделия и не исключает депланации формы в плоскости продольного сечения бюгеля. В основу настоящего изобретения положена задача повышения качества изделия и точностных параметров профиля бюгеля. Поставленная задача достигается тем, что в устройстве для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, включающем средство размотки холоднокатанной ленты, правильные ролики, гибочные ролики и механизм разрезки заготовки на мерные изделия, согласно изобретению, гибочные ролики совмещены с правильными и образуют, по меньшей мере, три правильно-гибочных профильных ролика, оси которых лежат в параллельных плоскостях, при этом каждая пара образует правильно-гибочный калибр. В устройстве правильные плоскости гибочных роликов расположены в одной плоскости. В устройстве правильные плоскости правильных роликов наклонены к правильным плоскостям гибочных роликов под острым углом. В устройстве угол наклона правильной плоскости правильных роликов лежит в пределах угла трения между правильной плоскостью и проволочной ленточной заготовкой. В устройстве правильный ролик снабжен средством механического прижима к гибочному ролику. В устройстве, по меньшей мере, два правильно-гибочных профильных ролика выполнены приводными. 2 6272 1 Устройство поясняется чертежом, где фиг. 1 изображает общий вид устройства фиг. 2 - разрез по А-А. Устройство по фиг. 1 для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, содержит средство 1 размотки холоднокатанной ленты 2,правильные ролики 3, гибочные ролики 4 и механизм 5 резки заготовки 6 на мерные изделия. Гибочные ролики 4 совмещены с правильными роликами 3 и образуют, по меньшей мере, три 7, 8, 9 правильно-гибочных профильных ролика, оси О которых лежат в параллельных плоскостях, при этом каждая пара 7, 8, 9 образует правильно-гибочный калибр 10. Правильные плоскости 11 калибров 10 гибочных роликов 4 расположены в одной плоскости. Правильные плоскости 12 правильных роликов 3 наклонены к правильным плоскостям 11 гибочных роликов 4 под острым углом . Уголнаклона правильной плоскости 12 правильных роликов 3 лежит в пределах угла трения между правильной плоскостью 12 и проволочной ленточной заготовкой 2. Правильный ролик 3 снабжен средством 13 механического прижима к гибочному ролику 4. По меньшей мере, два 7 и 8 правильно-гибочных профильных ролика 3 выполнены приводными (на чертеже привод условно не показан). Устройство работает по следующему технологическому циклу. Холоднотянутую ленту 2 со средства 1 размотки задают в заходную зону правильногибочного калибра 10, образованного двумя парами роликов 7 и 9 и одновременно включают привод их вращения в направлении подачи ленты 2. Под действием сил трения лента 2 втягивается в калибр 10, в котором осуществляют предварительное формообразование ленты и правку профиля получаемой заготовки. Далее заготовка поступает в правильногибочный калибр 10, образованный роликами 9 и 8. В калибре 10 роликов 8 и 9 осуществляют окончательное формообразование получаемого изделия и одновременно производят правку продольного профиля изделия по исключению депланации. Правка по депланации профиля в продольном направлении осуществляется за счет некоторой вытяжки и подчеканки профиля заготовки в закрытых калибрах 10 роликов 7, 9 и 8, 9 и в открытом калибре ролика 9, образованного роликами 3, 4. Вытяжные правильные плоскости 12, выполненные под острым угломк правильно плоскости 11 гибочных роликов 4 и вытяжных правильных роликов 3, плавающих с возможностью осевой осцилляции под действием средства 13 механического прижима, способствуют повышению размерной точности получаемых изделий по толщине и депланации профиля. Проводили сравнительные испытания по изготовлению элементов жесткости для бюстгальтеров на заявленном устройстве и базовом трехвалковом устройстве с жесткими закрытыми калибрами. Испытания проводили на партии бюгелей в количестве 1000 шт. Данные испытаний сведены в таблицу. Обозначен. К.13.001 К.23.001 Как следует из данных сравнительных испытаний, при изготовлении партии бюгелей двух типоразмеров размерная точность по основным показателям повысилась в среднем на 5070 . Заявленное устройство проходит стадию промышленных испытаний на предприятиях легкой промышленности. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: A41C 5/00, B21F 45/00
Метки: устройство, корсетных, изготовления, элементов, изделий, жесткости
Код ссылки
<a href="https://by.patents.su/4-6272-ustrojjstvo-dlya-izgotovleniya-elementov-zhestkosti-korsetnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления элементов жесткости корсетных изделий</a>
Устройство для изготовления элементов жесткости корсетных изделий
Номер патента: U 639
Опубликовано: 30.09.2002
Авторы: Клушин Валерий Александрович, Рудько Владимир Максимович
МПК: B29C 53/00, A41C 5/00
Метки: элементов, корсетных, жесткости, устройство, изделий, изготовления
Текст:
...в ползушке 16 выполнено окно 20 с наклонной поверхностью 21, а на стенке 3 станины 1 закреплены передний 22 и задний 23 кронштейны, расположенные на одном уровне. На кронштейны 22 и 23 установлен клин 24, который входит в окно 20 ползушки 16, создавая клиновую пару с наклонной поверхностью 21 для регулировки исходного положения гибочного ролика 19. Исходное положение ползушки 16 с гибочным роликом 19 жестко фиксируется установочным винтом...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Исаевич Г. А., Степаненко А. В., Король В. А.
МПК: B21H 7/00
Метки: осуществления, изготовления, профилем, устройство, способ, заготовок, изделий, длине, переменным
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство для удаления окалины с поверхности проволочных изделий
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Щеклеин А. В., Бирюков Б. А., Рыбинский В. Н.
МПК: B21B 45/04
Метки: поверхности, изделий, удаления, устройство, проволочных, окалины
Текст:
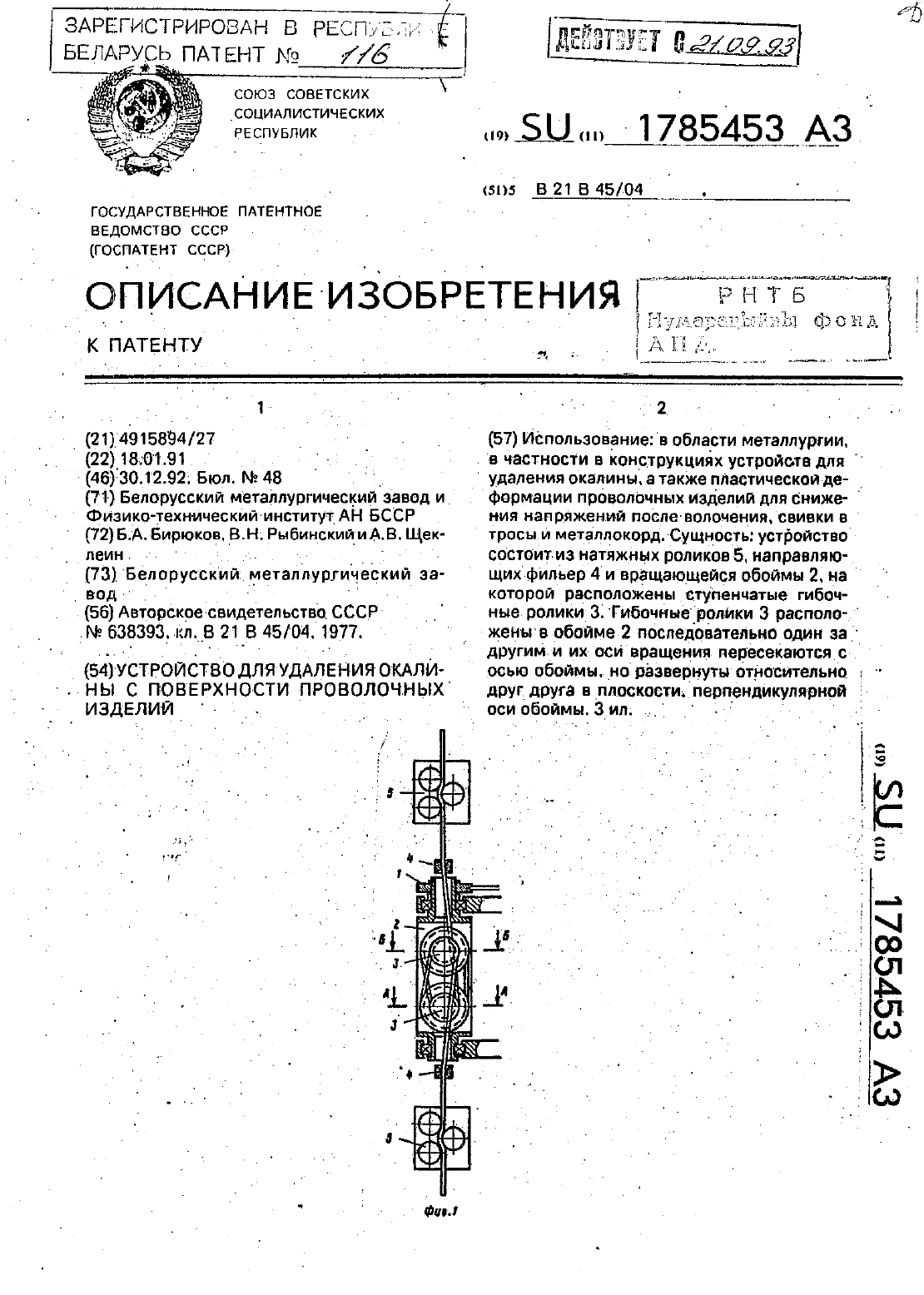
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Устройство для изготовления заготовок изделий с переменным по длине профилем

Номер патента: U 1411
Опубликовано: 30.06.2004
Авторы: Сидоренко Михаил Иванович, Герасимова Алина Георгиевна, Березнев Леонид Михайлович, Исаевич Леонид Александрович
МПК: B21H 7/00
Метки: заготовок, изделий, устройство, длине, профилем, переменным, изготовления
Текст:
...оправку, привод ее возвратно-поступательного перемещения, направляющие ролики с ребордами, прижимной механизм и регулируемый упор, в валках первой пары вь 1 полнены ручьи трапециевидной формы с шириной дна, равной ширине зоны прилипания заготовки, углом наклона боковых стенок больше угла трения, при этом валки первой парь 1 относительно оправки установлены с зазором, обеспечивающим обжатие боковых кромок исходной заготовки до конечной...
Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников
Номер патента: 2825
Опубликовано: 30.06.1999
Авторы: Дьяков Игорь Иванович, Зоткин Алексей Алексеевич, Дмитриев Олег Леонидович, Якимович Александр Максимович
МПК: B23P 15/26
Метки: токарному, станку, трубчатых, оребренных, изготовления, элементов, устройство, теплообменников
Текст:
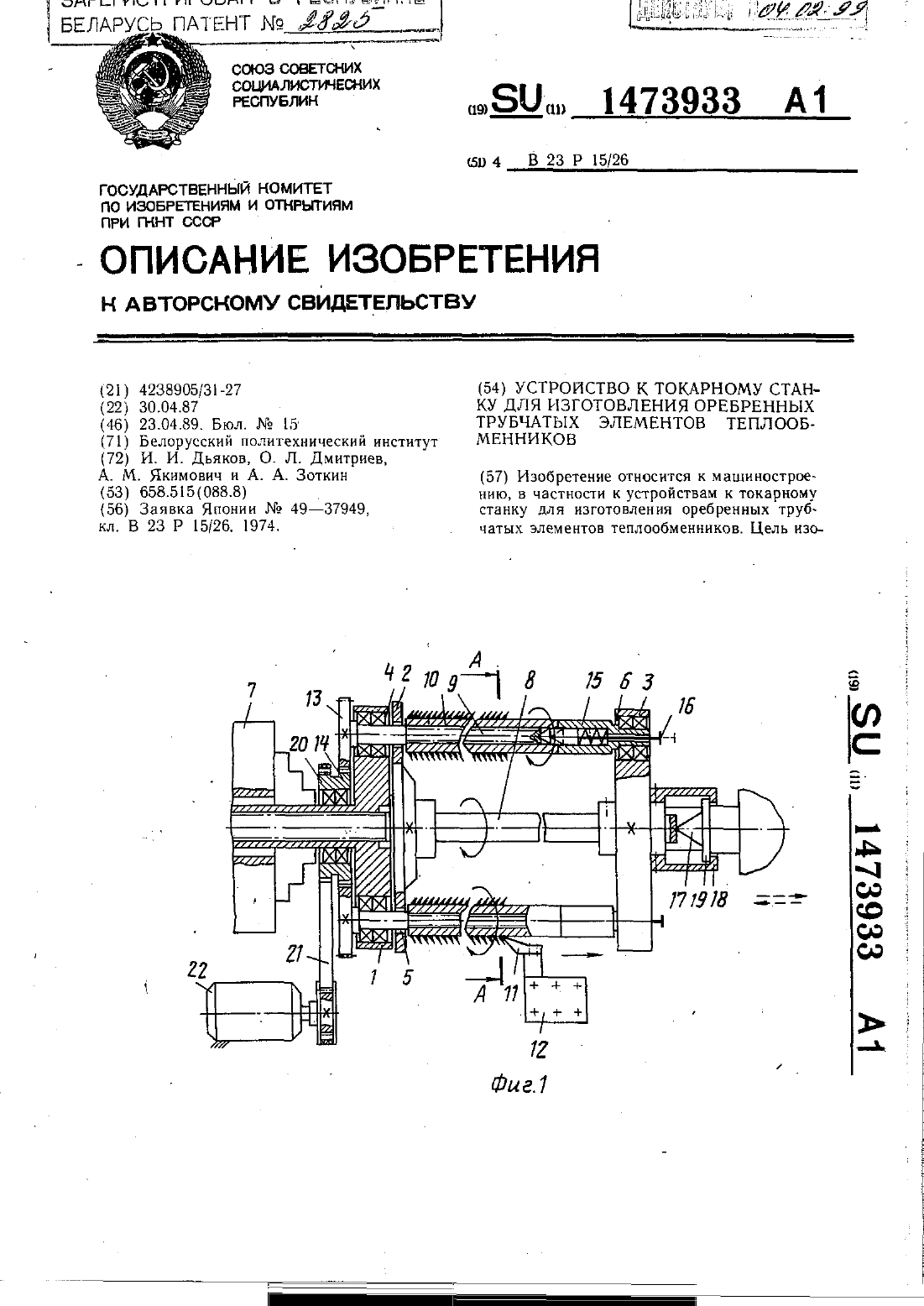
...передается на диск 1, шлицевой вал 8 и диски 2 и 3. Оправка получает вращение вокруг оси центров станка. Одновременно, обкатываясь вокруг оси центров, заготовки 10 подпучают вращение вокруг своих осей за счет взаимодействия шестерен 13 валов 9 с приводным колесом 14. Резец 11 подводится к заготовкам 10 и происходит врезание на некоторую глубину в направлении, перпендикулярном осям заготовок 10. Далее включается подача продольного суппорта 12...
Случайный патент: Устройство для эвакуации людей и грузов из глубины