Устройство для изготовления элементов жесткости корсетных изделий
Номер патента: U 639
Опубликовано: 30.09.2002
Авторы: Клушин Валерий Александрович, Рудько Владимир Максимович
Текст
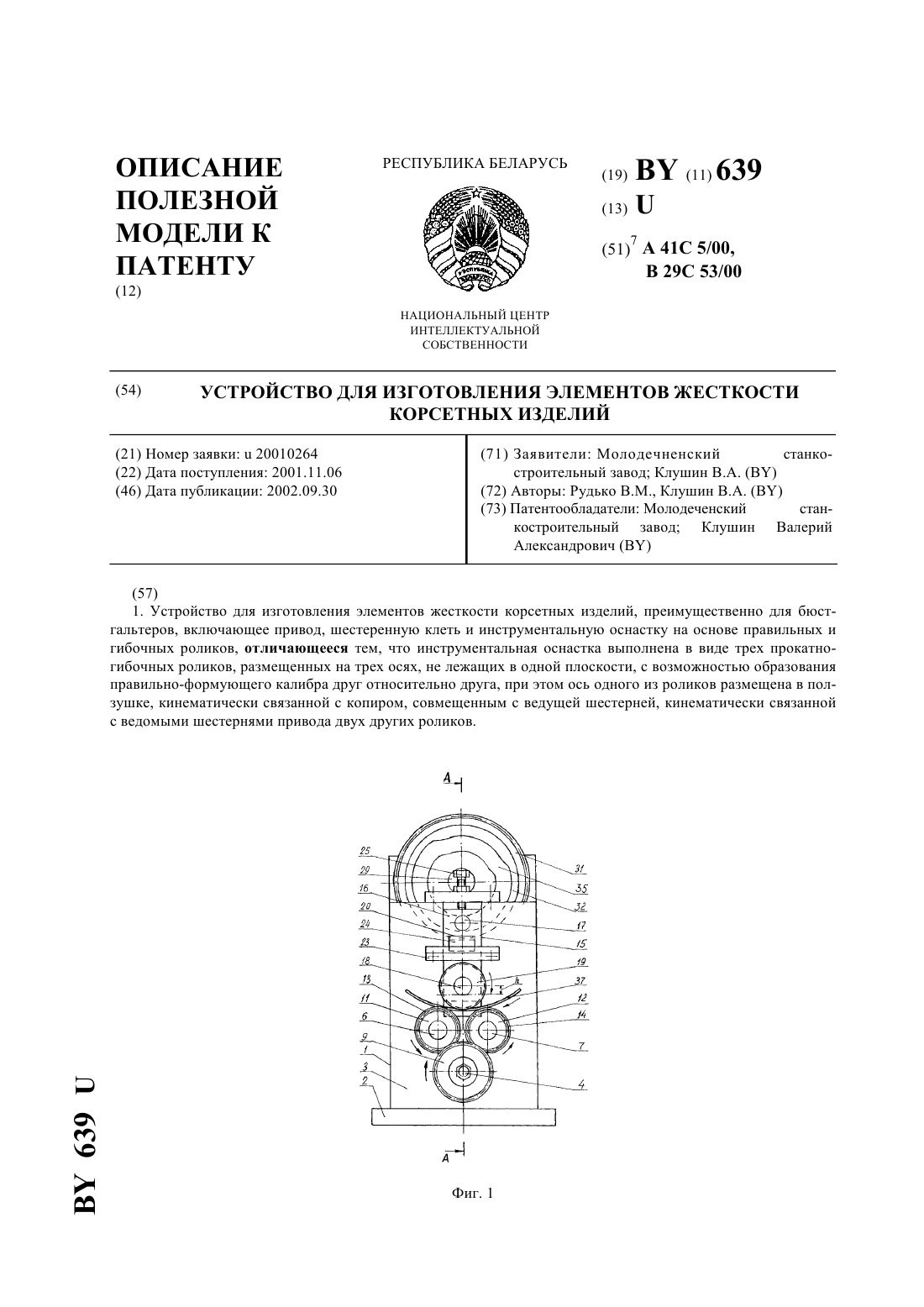
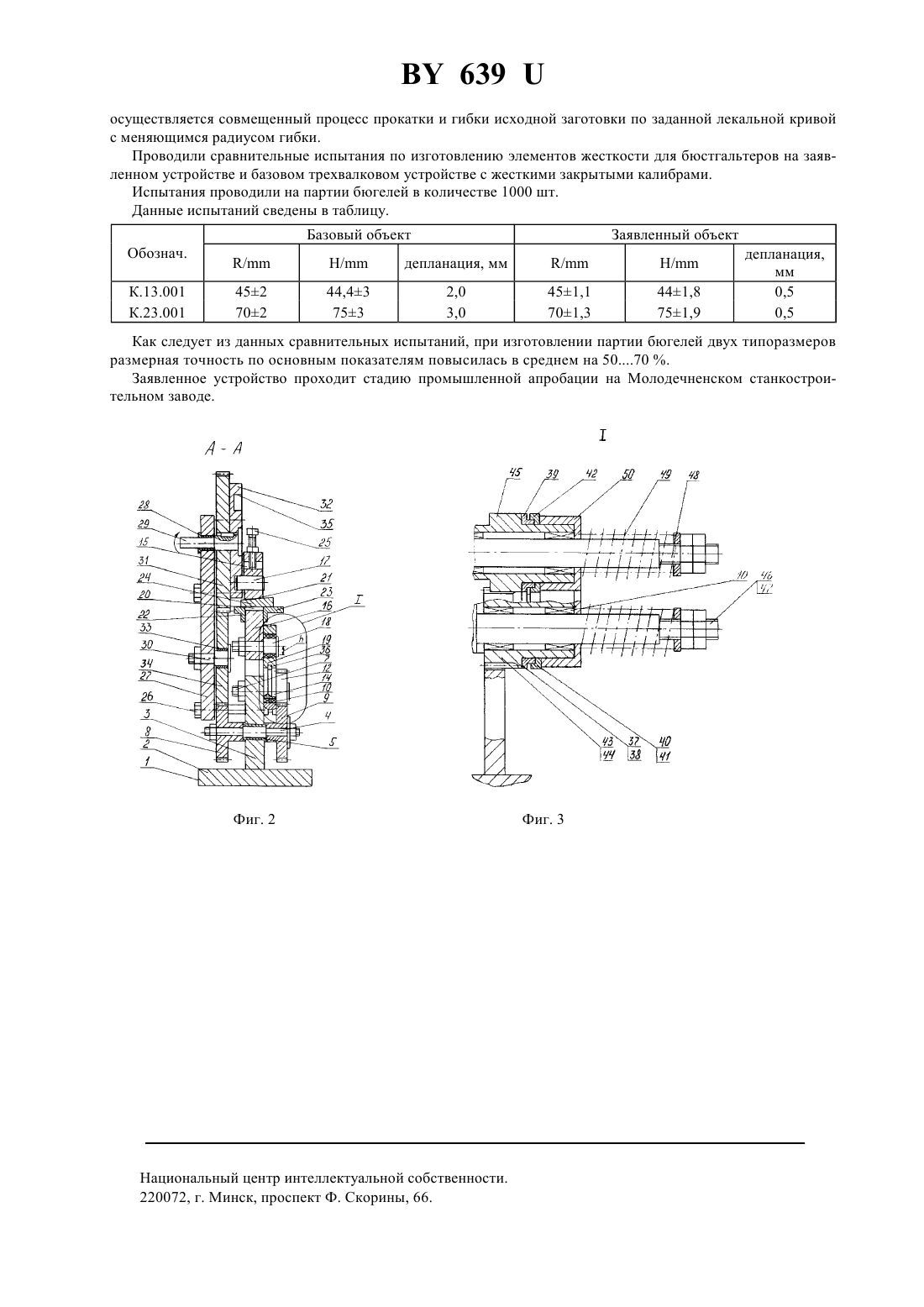
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ КОРСЕТНЫХ ИЗДЕЛИЙ(71) Заявители Молодечненский станкостроительный завод Клушин В.А.(73) Патентообладатели Молодеченский станкостроительный завод Клушин Валерий Александрович(57) 1. Устройство для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, включающее привод, шестеренную клеть и инструментальную оснастку на основе правильных и гибочных роликов, отличающееся тем, что инструментальная оснастка выполнена в виде трех прокатногибочных роликов, размещенных на трех осях, не лежащих в одной плоскости, с возможностью образования правильно-формующего калибра друг относительно друга, при этом ось одного из роликов размещена в ползушке, кинематически связанной с копиром, совмещенным с ведущей шестерней, кинематически связанной с ведомыми шестернями привода двух других роликов. 6392. Устройство по п. 1, отличающееся тем, что величина хода ползушки связана с радиусом гибки прокатно-гибочного калибра следующим соотношением 11( 42 ) / 2,где- величина хода ползушки,- коэффициент пружинения материала заготовки,- радиус гибки прокатно-гибочного калибра, А - межосевое расстояние между прокатно-гибочными приводными роликами,радиус гибочных роликов. 3. Устройство по любому из пп. 1-2, отличающееся тем, что каждый из трех прокатно-гибочных роликов выполнен в виде пары гибочных и правильных роликов, с возможностью образования подвижного правильно-формующего калибра в каждой паре. Полезная модель относится к легкой промышленности, в частности к швейному производству нижнего женского белья, и может быть использовано для изготовления корсетов, бюстгальтеров и т.п. Известно устройство для изготовления элементов жесткости - бюгеля для бюстгалтера, содержащее загрузочный бункер, нагреватель, прессформу для получения бюгеля из искусственного полимерного материала 1. Известное устройство позволяет получать бюгель с конфигурацией в широком ассортименте, но обладает малой производительностью из-за одноместности прессформы и низкой циклической стойкости на изгибперегиб бюгеля. Прототипом полезной модели является устройство для изготовления элементов жесткости корсетных изделий, преимущественно бюстгальтеров, содержащее средство смотки холоднотянутой проволочной заготовки, экструдер для нанесения на заготовку полимерной оболочки, правильные ролики, гибочные ролики,нагреватель, планшайбу, оправку для навивки спирали из проволочной заготовки и средство разрезки заготовки на изделия - бюгеля заданного типоразмера 2. Известное устройство позволяет получать бюгель с высокой производительностью и высокой чистотой поверхности. Однако известное устройство не решает задачи размерной точности изделий по допуску на диаметр вдоль длины изделия и не исключает депланации формы в плоскости продольного сечения бюгеля. В основу полезной модели положена задача повышения размерной точности лекальной кривой элемента жесткости - бюгеля по заданному геометрическому закону и повышения качества изделия. Поставленная задача достигается тем, что в устройстве для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, включающем привод, шестеренную клеть и инструментальную оснастку на основе правильных и гибочных роликов, согласно полезной модели, инструментальная оснастка выполнена в виде трех прокатно-гибочных роликов, размещенных на трех осях, не лежащих в одной плоскости, с возможностью образования правильно-формующего калибра друг относительно друга, при этом ось одного из роликов размещена в ползушке, кинематически связанной с копиром, совмещенным с ведущей шестерней, кинематически связанной с ведомыми шестернями привода двух других роликов. В устройстве величина хода ползушки связана с радиусом гибки прокатно-гибочного калибра следующим соотношением 11(2 )/2,4 где- величина хода ползушки,- коэффициент пружинения материала заготовки, - радиус гибки прокатно-гибочного калибра, А - межосевое расстояние между прокатно-гибочными приводными роликами,радиус гибочных роликов. В устройстве каждый из трех прокатно-гибочных роликов выполнен в виде пары гибочных и правильных роликов, с возможностью образования подвижного правильно-формующего калибра в каждой паре. Устройство поясняется чертежами, где фиг. 1 изображает общий вид устройства,фиг 2 - разрез по А-А,фиг. 3 - фрагмент А-А по . Устройство (фиг. 1, 2) состоит из станины 1 таврового профиля, включающего основание 2 и вертикальную стенку 3. На стенке 3 установлен вал 4 в подшипниках скольжения 5 и неподвижно закреплены оси 6 и 2 6397. На валу 4 неподвижно установлены шестерни 8 и 9, а на осях 6 и 7, соответственно, установлены в подшипниках качения 10 шестерни 11 и 12, жестко соединенные с гибочными роликами 13 и 14. В стенке 3 таврового профиля станины 1 выполнен паз 15, в котором установлена с возможностью вертикального поступательного перемещения ползушка 16, в которой неподвижно установлены штифт 17 и ось 18 с гибочным роликом 19. Гибочный ролик 19 установлен на оси 18, так же как и ролики 13, 14 в подшипниках качения 10. Кроме того, в ползушке 16 выполнено окно 20 с наклонной поверхностью 21, а на стенке 3 станины 1 закреплены передний 22 и задний 23 кронштейны, расположенные на одном уровне. На кронштейны 22 и 23 установлен клин 24, который входит в окно 20 ползушки 16, создавая клиновую пару с наклонной поверхностью 21 для регулировки исходного положения гибочного ролика 19. Исходное положение ползушки 16 с гибочным роликом 19 жестко фиксируется установочным винтом 25. К стенке 3 станины 1 болтами 26 жестко крепится плита 27, на которой в подшипниках 28 смонтирован ведущий вал 29 и неподвижно закреплена ось 30. На ведущем вале 29 неподвижно установлена ведущая шестерня 31 и копир 32, а на оси 30 в подшипнике 33 установлена промежуточная шестерня 34 для передачи вращения от ведущей шестерни 31 шестерни 8. Копир 32 выполнен в виде диска с кольцевым профильным пазом 35, обеспечивающим соединение копира 32 со штифтом 17. Гибочные ролики 13, 14 и 19 выполнены с калибрами 36 по профилю изгибаемой ленты. Привод ведущего вала 29 показан на фиг. 1 условно. С целью расширения технологических возможностей, за счет совмещения операций гибки и правки по депланации продольного профиля изделия, а также расширения номенклатуры формообразуемых изделий по толщине, прокатно-гибочные ролики выполнены составными гибочные ролики 37, 38, 39 и правильные ролики 40, 41, 42 (ролики 38 и 41 не вошли в плоскость разреза А-А фиг. 3, позиции показаны условно). Гибочные ролики 37, 38, 39 жестко установлены на ступицы шестерен 43, 44 и ступицу 45, соответственно, которые в свою очередь установлены в подшипниках качения 10 на осях 46, 47, 48. Правильные ролики 40, 41,42 установлены на ступицах 43, 44, 45 подвижно и с гибочными роликами 37, 38, 39 образуют подвижные в осевом направлении правильно-формующие калибры. Перемещение правильных роликов 40, 41, 42 в осевом направлении регулируется пружинами сжатия 49, воздействующими на правильные ролики через стаканы 50. Резюмируя вышеупомянутое устройство, существенные признаки полезной модели можно выразить в виде совокупности устройство для изготовления элементов жесткости корсетных изделий, преимущественно для бюстгальтеров, включает привод, на чертеже условно не показан, связанный с валом отбора мощности 29, шестеренную клеть, образованную шестернями 8, 9, 11, 12, 31, 34, и инструментальную оснастку на основе правильных роликов 40, 41, 42 и гибочных роликов 37, 38, 39, кроме того, инструментальная оснастка выполнена в виде трех прокатно-гибочных роликов 13, 14, 19, размещенных, соответственно, на трех осях 6, 7, 18, не лежащих в одной плоскости, с возможностью образования правильно-формующего калибра 36 друг относительно друга, при этом ось 18, одного из роликов 19, размещена в ползушке 16, кинематически связанной с копиром 32, совмещенным с ведущей шестерней 31, кинематически связанной с ведомыми шестернями 11, 12 и промежуточными шестернями 8, 9, 34 привода двух других роликов 13, 14. В устройстве величина ходаползушки 16 связана с радиусом- гибки прокатно-гибочного калибра 36 следующим экспериментально выведенным соотношением 11( 42 ) / 2,где- величина хода ползушки,- коэффициент пружинения материала заготовки, - радиус гибки прокатно-гибочного калибра, А - межосевое расстояние между прокатно-гибочными приводными роликами, радиус гибочных роликов. В устройстве каждый из трех прокатно-гибочных роликов 13, 14, 19 может быть выполнен в виде пары гибочных и правильных роликов 38 и 41 37 и 40 39 и 42, с возможностью образования подвижного правильно-формующего калибра каждой парой. Устройство для изготовления элементов жесткости корсетных изделий работает следующим образом. В соответствии с заданным для производства изделием устанавливают копир 32 с необходимым профилем и выставляют ползушку 16 в исходное положение, определяемое технологическими режимами формообразования, путем перемещения клина 24 по кронштейнам 22 и 23 в окне 20 ползушки 16. Штучная заготовка 37 из плющенной ленты требуемой длины задается в калибры 36 роликов 13 и 14 (механизм задачи штучных заготовок в устройство на фиг. 1, 2 не показан). После включения привода вращение от ведущей шестерни 31 через промежуточную шестерню 34, шестерни 8 и 9 передается на шестерни 11 и 12 и, следовательно, на гибочные ролики 13 и 14. Одновременно при вращении ведущей шестерни 31 вращается копир 32, жестко связанный с шестерней 31 и имеющий на своей торцевой поверхности профильный паз 35. В профильный паз 35 копира 32 вставлен штифт 17, посредством которого передается возвратно-поступательное перемещение ползушке 16 и, следовательно, гибочному ролику 19, что позволяет в начальный момент формообразования осуществить захват заготовки и ее прокатку. В дальнейшем при перемещении ползушки 16 вниз 639 осуществляется совмещенный процесс прокатки и гибки исходной заготовки по заданной лекальной кривой с меняющимся радиусом гибки. Проводили сравнительные испытания по изготовлению элементов жесткости для бюстгальтеров на заявленном устройстве и базовом трехвалковом устройстве с жесткими закрытыми калибрами. Испытания проводили на партии бюгелей в количестве 1000 шт. Данные испытаний сведены в таблицу. Базовый объект Обознач. К.13.001 К.23.001 Как следует из данных сравнительных испытаний, при изготовлении партии бюгелей двух типоразмеров размерная точность по основным показателям повысилась в среднем на 5070 . Заявленное устройство проходит стадию промышленной апробации на Молодечненском станкостроительном заводе. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: A41C 5/00, B29C 53/00
Метки: жесткости, корсетных, изготовления, устройство, элементов, изделий
Код ссылки
<a href="https://by.patents.su/4-u639-ustrojjstvo-dlya-izgotovleniya-elementov-zhestkosti-korsetnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления элементов жесткости корсетных изделий</a>
Устройство для удаления окалины с поверхности проволочных изделий
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Бирюков Б. А., Щеклеин А. В., Рыбинский В. Н.
МПК: B21B 45/04
Метки: проволочных, изделий, поверхности, удаления, окалины, устройство
Текст:
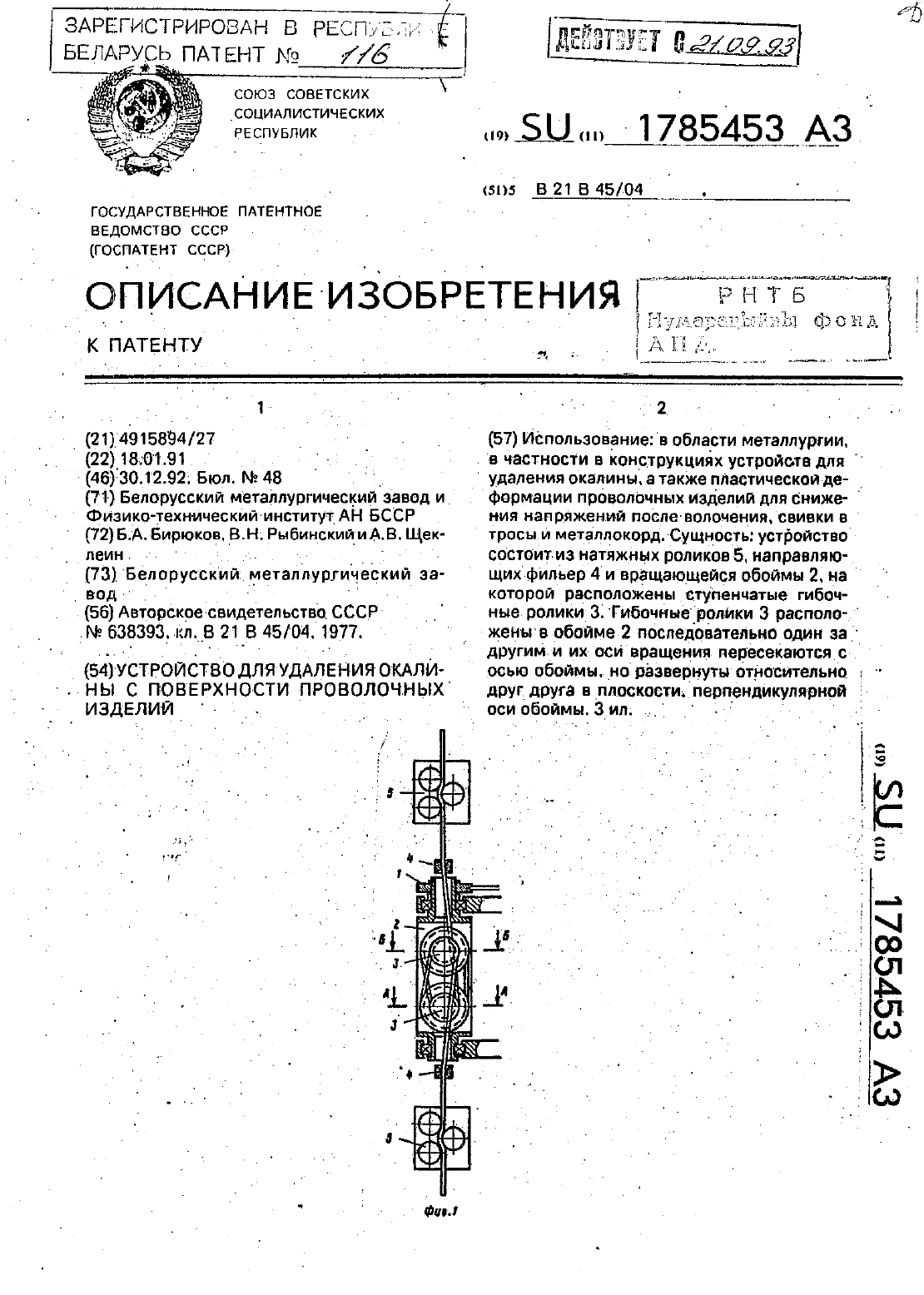
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Исаевич Г. А., Степаненко А. В., Король В. А.
МПК: B21H 7/00
Метки: заготовок, профилем, переменным, способ, осуществления, длине, устройство, изделий, изготовления
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников
Номер патента: 2825
Опубликовано: 30.06.1999
Авторы: Дмитриев Олег Леонидович, Зоткин Алексей Алексеевич, Дьяков Игорь Иванович, Якимович Александр Максимович
МПК: B23P 15/26
Метки: оребренных, теплообменников, изготовления, станку, токарному, элементов, трубчатых, устройство
Текст:
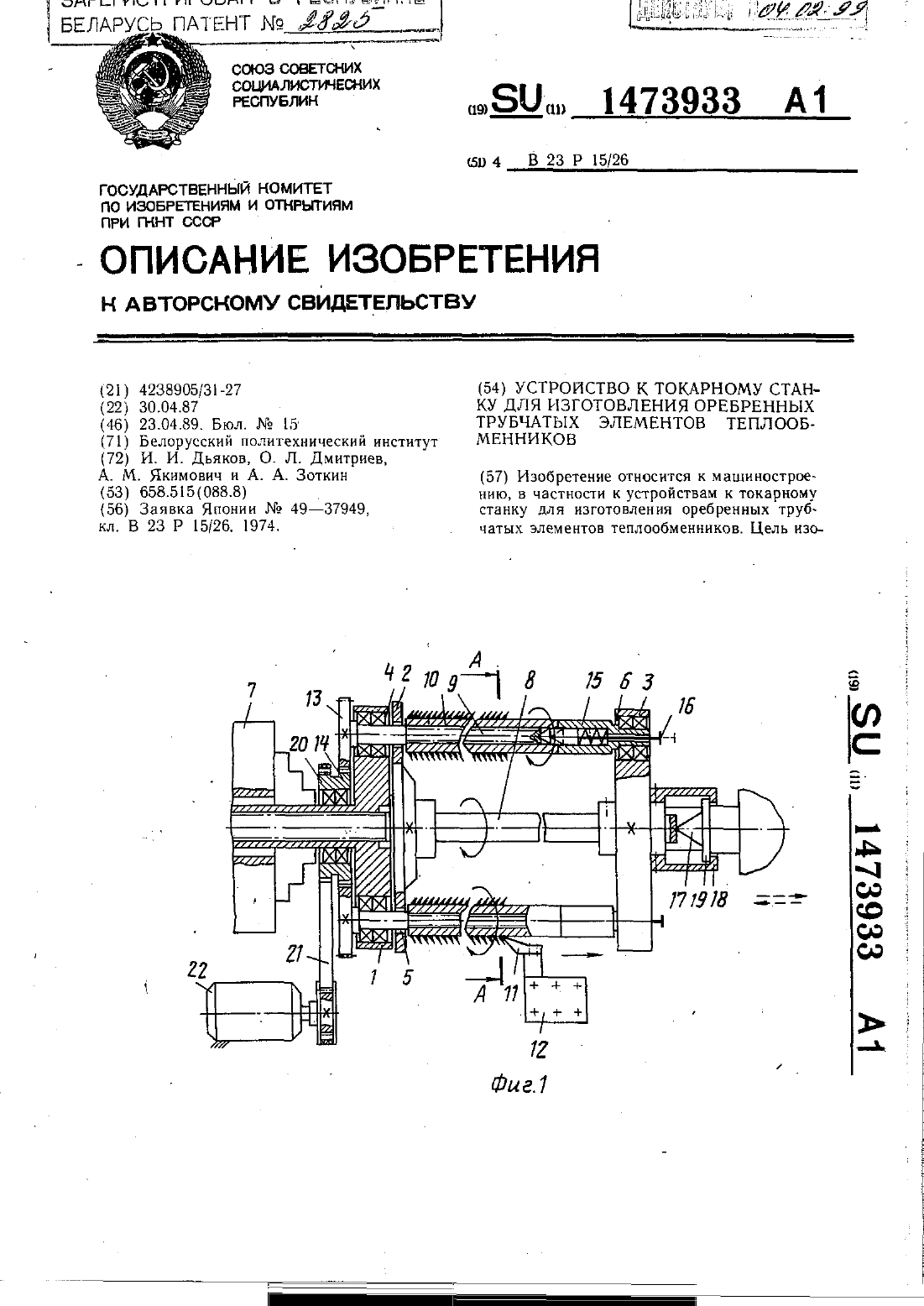
...передается на диск 1, шлицевой вал 8 и диски 2 и 3. Оправка получает вращение вокруг оси центров станка. Одновременно, обкатываясь вокруг оси центров, заготовки 10 подпучают вращение вокруг своих осей за счет взаимодействия шестерен 13 валов 9 с приводным колесом 14. Резец 11 подводится к заготовкам 10 и происходит врезание на некоторую глубину в направлении, перпендикулярном осям заготовок 10. Далее включается подача продольного суппорта 12...
Способ определения изгибной жесткости обуви и устройство для измерения изгибающего момента при определении изгибной жесткости обуви
Номер патента: 3414
Опубликовано: 30.06.2000
Авторы: Гарбачик Владимир Евгеньевич, Зыбин Аркадий Юрьевич
МПК: G01N 3/20
Метки: жесткости, измерения, определении, устройство, обуви, изгибной, момента, способ, изгибающего, определения
Текст:
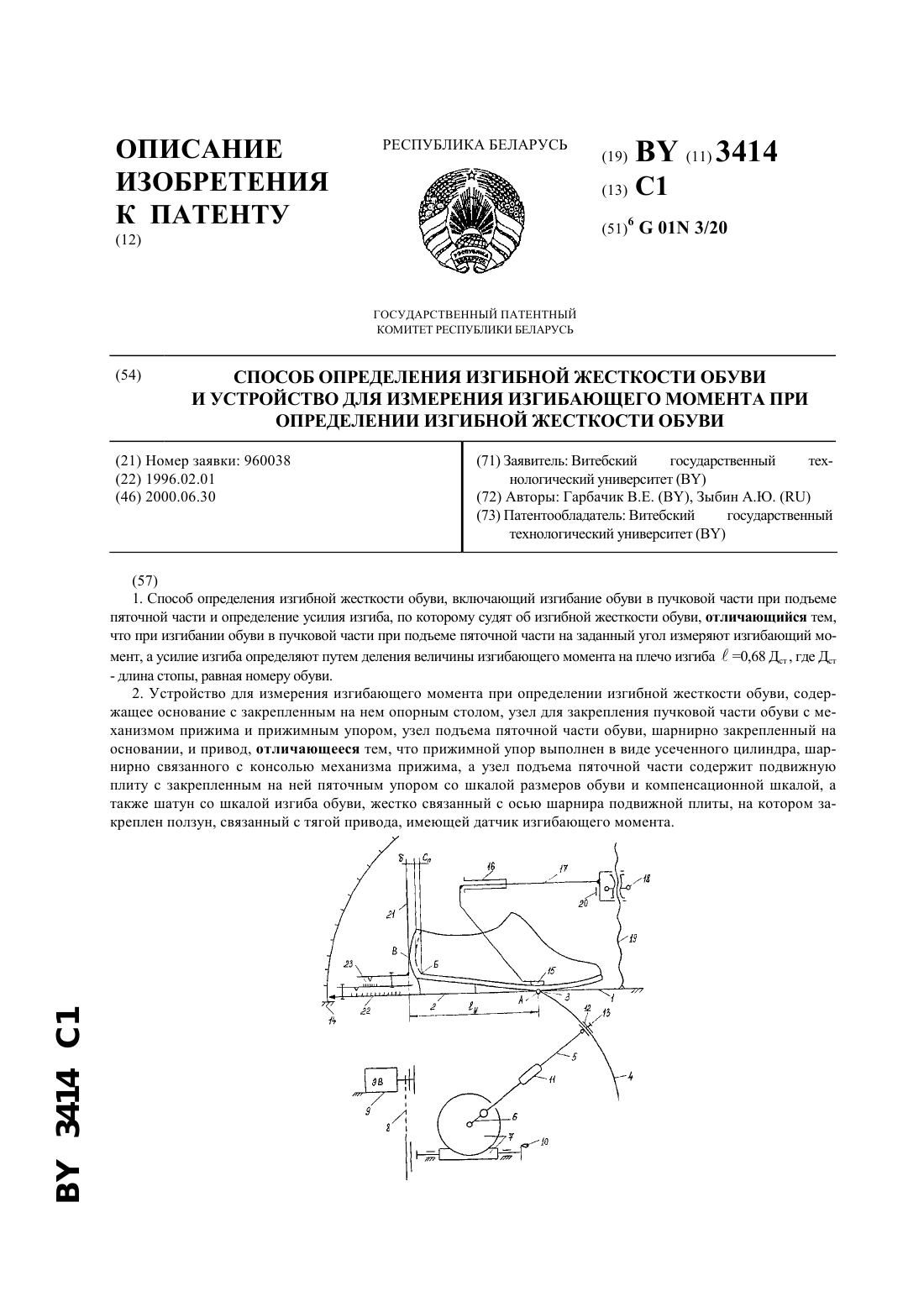
...определение места закрепления пяточной части обуви, т.е. места приложения усилия изгиба, и погрешности, связанные с этим. Вычисление усилия изгиба расчетным путем, т.е. делением измеренного изгибающего момента на заданное плечо изгиба, позволяет повысить объективность и точность результатов измерения за счет имитации реальной картины нагружения обуви при ходьбе, учета действительной величины плеча изгиба и исключения...
Устройство для изготовления щеточных изделий с расположенной пучками щетиной и способ изготовления щеточных изделий.
Номер патента: 2966
Опубликовано: 30.09.1999
Автор: Георг ВАЙРАУХ
МПК: A46D 3/04
Метки: изготовления, устройство, щетиной, расположенной, пучками, изделий, способ, щеточных
Текст:
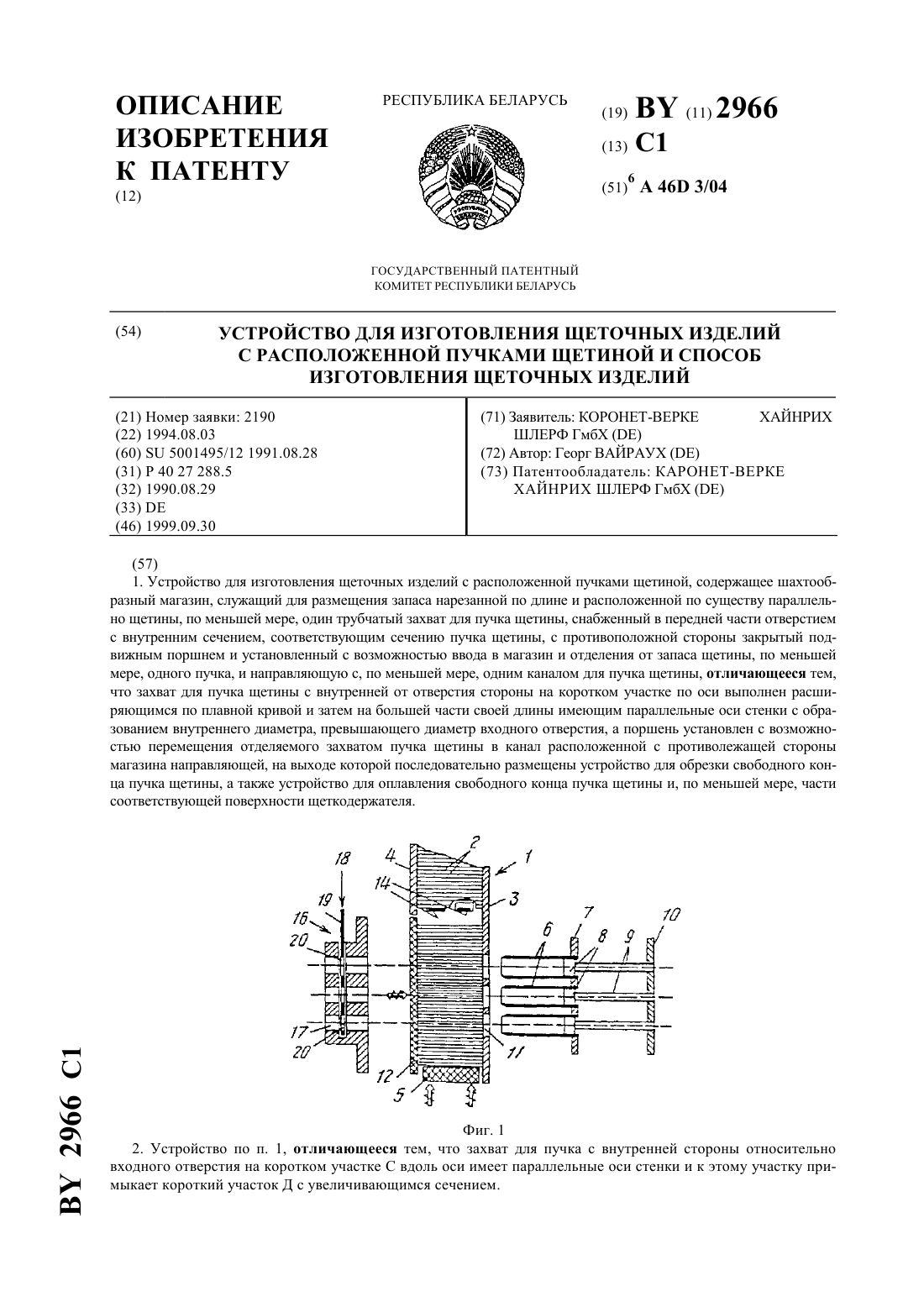
...не воздействует на соседнюю щетинку запаса. Далее должен быть создан способ, с помощью которого захваченные захватом пучки щетины можно безупречно соединить с носителем в щеточное изделие. Изобретение подробно пояснено с помощью нескольких эскизов, показывающих примеры исполнения фиг. 1 - схематичный вид сбоку устройства для формирования и передачи пучков щетины фиг. 2 - вид сверху изображенного на фиг. 1 фиг. 3 - осевой разрез формы...
Предыдущий патент: Замок для соединения пластин опалубки
Следующий патент: Устройство для преобразования вращательного движения в поступательное
Случайный патент: Режущий аппарат уборочной машины