Устройство для обработки изделий
Номер патента: 4310
Опубликовано: 30.03.2002
Авторы: Мозжухин Михаил Александрович, Чувашенков Сергей Сергеевич
Текст
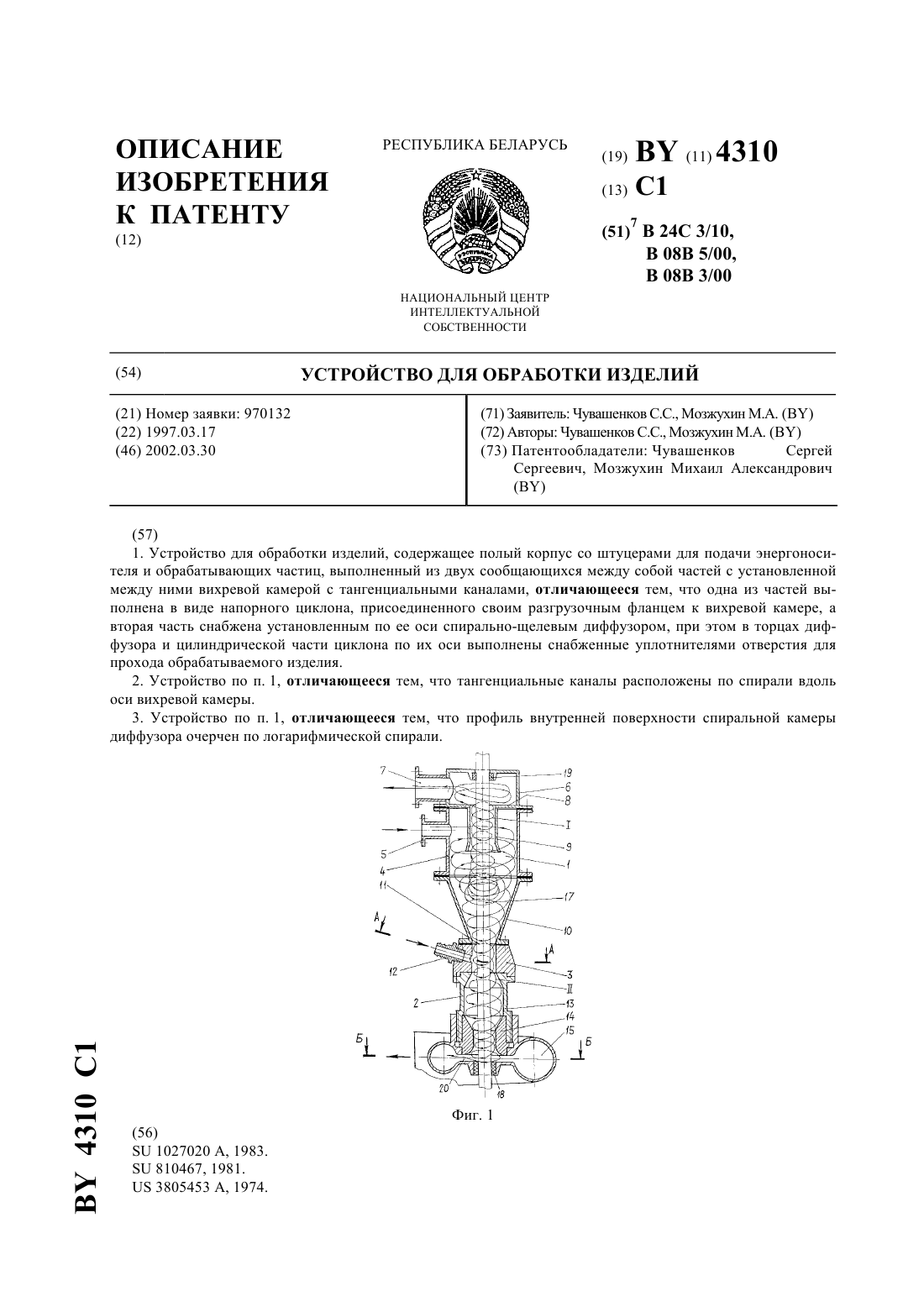
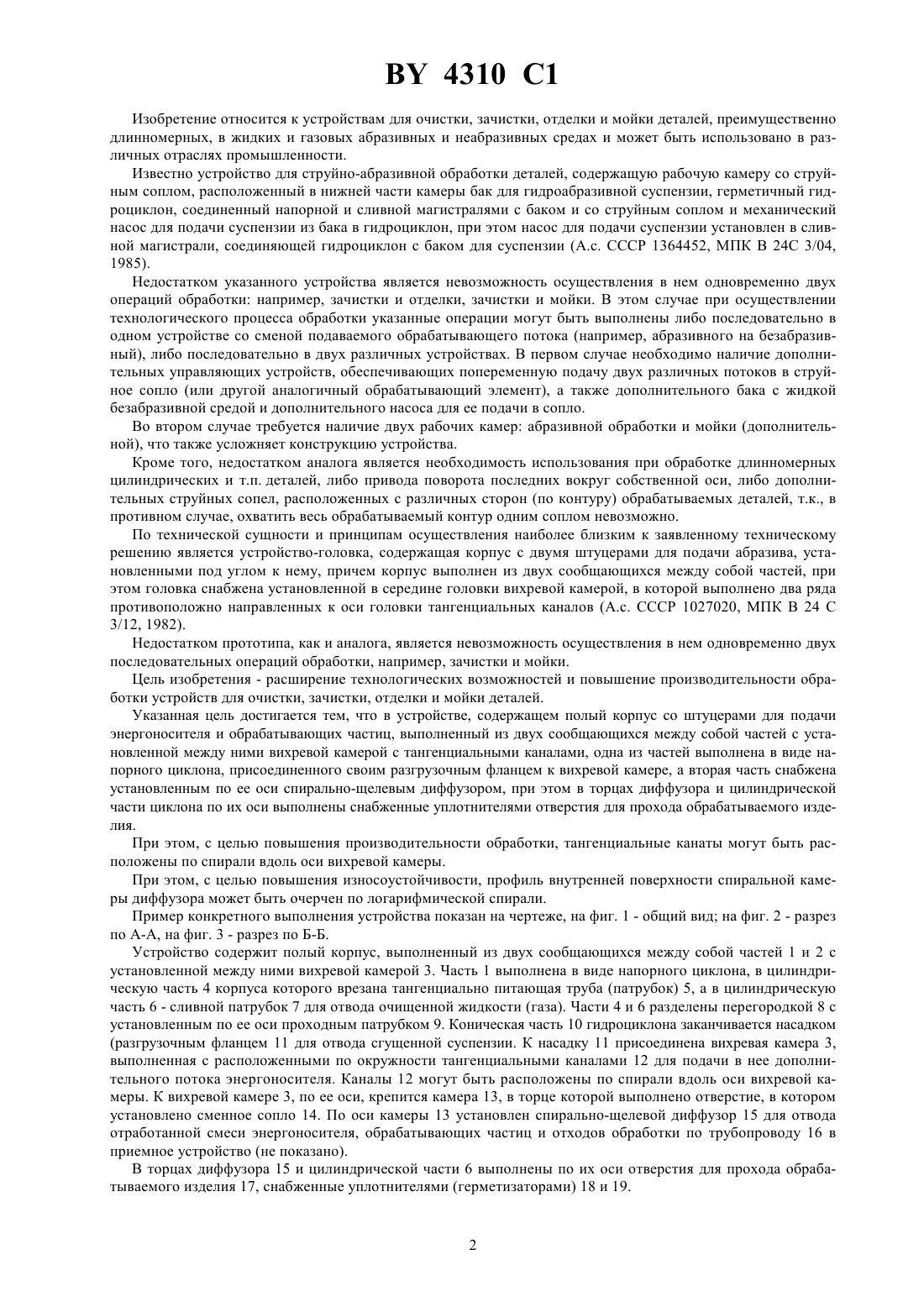
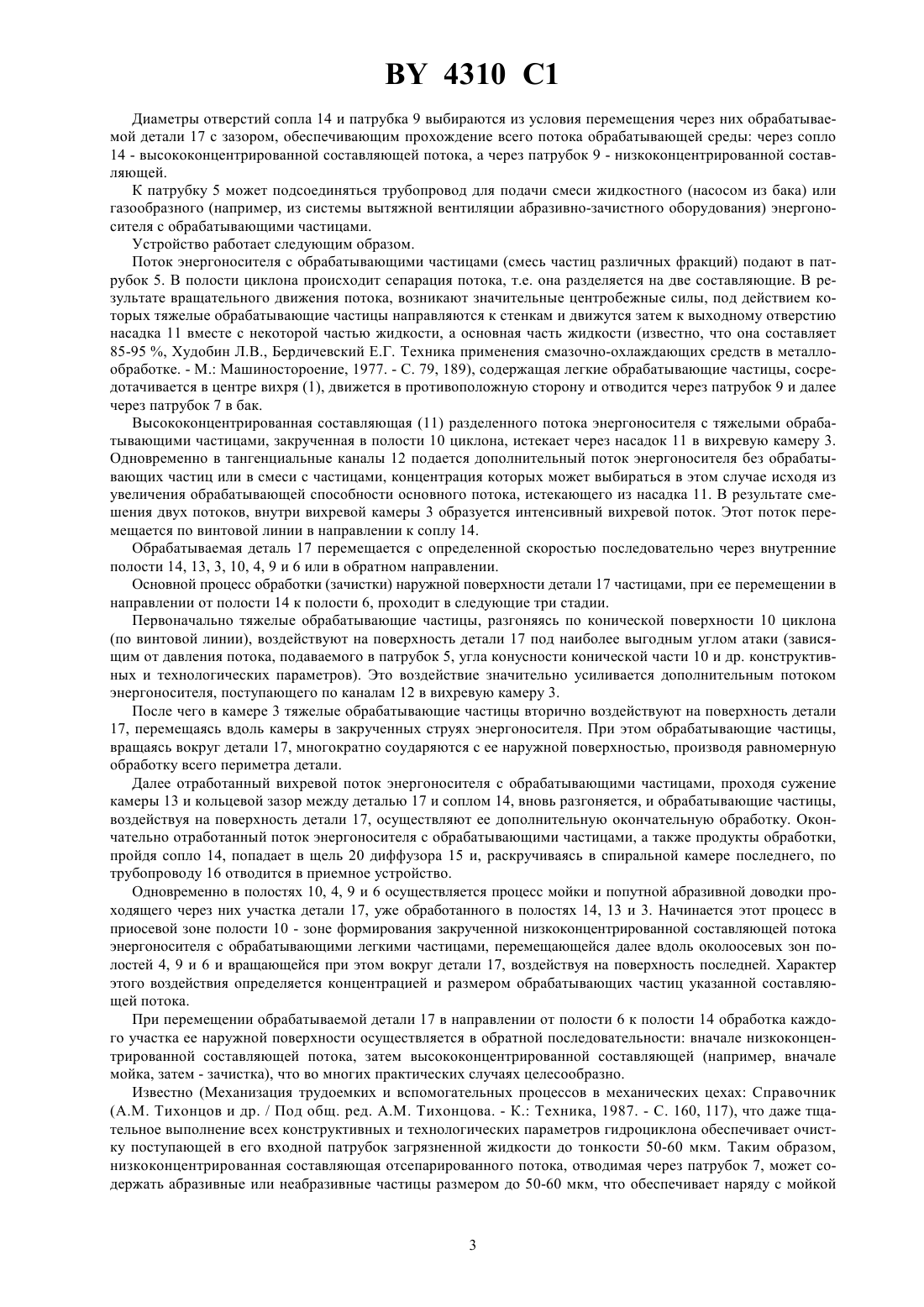
08 5/00, 08 3/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ(73) Патентообладатели Чувашенков Сергей Сергеевич, Мозжухин Михаил Александрович(57) 1. Устройство для обработки изделий, содержащее полый корпус со штуцерами для подачи энергоносителя и обрабатывающих частиц, выполненный из двух сообщающихся между собой частей с установленной между ними вихревой камерой с тангенциальными каналами, отличающееся тем, что одна из частей выполнена в виде напорного циклона, присоединенного своим разгрузочным фланцем к вихревой камере, а вторая часть снабжена установленным по ее оси спирально-щелевым диффузором, при этом в торцах диффузора и цилиндрической части циклона по их оси выполнены снабженные уплотнителями отверстия для прохода обрабатываемого изделия. 2. Устройство по п. 1, отличающееся тем, что тангенциальные каналы расположены по спирали вдоль оси вихревой камеры. 3. Устройство по п. 1, отличающееся тем, что профиль внутренней поверхности спиральной камеры диффузора очерчен по логарифмической спирали. 4310 1 Изобретение относится к устройствам для очистки, зачистки, отделки и мойки деталей, преимущественно длинномерных, в жидких и газовых абразивных и неабразивных средах и может быть использовано в различных отраслях промышленности. Известно устройство для струйно-абразивной обработки деталей, содержащую рабочую камеру со струйным соплом, расположенный в нижней части камеры бак для гидроабразивной суспензии, герметичный гидроциклон, соединенный напорной и сливной магистралями с баком и со струйным соплом и механический насос для подачи суспензии из бака в гидроциклон, при этом насос для подачи суспензии установлен в сливной магистрали, соединяющей гидроциклон с баком для суспензии (А.с. СССР 1364452, МПК В 24 С 3/04,1985). Недостатком указанного устройства является невозможность осуществления в нем одновременно двух операций обработки например, зачистки и отделки, зачистки и мойки. В этом случае при осуществлении технологического процесса обработки указанные операции могут быть выполнены либо последовательно в одном устройстве со сменой подаваемого обрабатывающего потока (например, абразивного на безабразивный), либо последовательно в двух различных устройствах. В первом случае необходимо наличие дополнительных управляющих устройств, обеспечивающих попеременную подачу двух различных потоков в струйное сопло (или другой аналогичный обрабатывающий элемент), а также дополнительного бака с жидкой безабразивной средой и дополнительного насоса для ее подачи в сопло. Во втором случае требуется наличие двух рабочих камер абразивной обработки и мойки (дополнительной), что также усложняет конструкцию устройства. Кроме того, недостатком аналога является необходимость использования при обработке длинномерных цилиндрических и т.п. деталей, либо привода поворота последних вокруг собственной оси, либо дополнительных струйных сопел, расположенных с различных сторон (по контуру) обрабатываемых деталей, т.к., в противном случае, охватить весь обрабатываемый контур одним соплом невозможно. По технической сущности и принципам осуществления наиболее близким к заявленному техническому решению является устройство-головка, содержащая корпус с двумя штуцерами для подачи абразива, установленными под углом к нему, причем корпус выполнен из двух сообщающихся между собой частей, при этом головка снабжена установленной в середине головки вихревой камерой, в которой выполнено два ряда противоположно направленных к оси головки тангенциальных каналов (А.с. СССР 1027020, МПК В 24 С 3/12, 1982). Недостатком прототипа, как и аналога, является невозможность осуществления в нем одновременно двух последовательных операций обработки, например, зачистки и мойки. Цель изобретения - расширение технологических возможностей и повышение производительности обработки устройств для очистки, зачистки, отделки и мойки деталей. Указанная цель достигается тем, что в устройстве, содержащем полый корпус со штуцерами для подачи энергоносителя и обрабатывающих частиц, выполненный из двух сообщающихся между собой частей с установленной между ними вихревой камерой с тангенциальными каналами, одна из частей выполнена в виде напорного циклона, присоединенного своим разгрузочным фланцем к вихревой камере, а вторая часть снабжена установленным по ее оси спирально-щелевым диффузором, при этом в торцах диффузора и цилиндрической части циклона по их оси выполнены снабженные уплотнителями отверстия для прохода обрабатываемого изделия. При этом, с целью повышения производительности обработки, тангенциальные канаты могут быть расположены по спирали вдоль оси вихревой камеры. При этом, с целью повышения износоустойчивости, профиль внутренней поверхности спиральной камеры диффузора может быть очерчен по логарифмической спирали. Пример конкретного выполнения устройства показан на чертеже, на фиг. 1 - общий вид на фиг. 2 - разрез по А-А, на фиг. 3 - разрез по Б-Б. Устройство содержит полый корпус, выполненный из двух сообщающихся между собой частей 1 и 2 с установленной между ними вихревой камерой 3. Часть 1 выполнена в виде напорного циклона, в цилиндрическую часть 4 корпуса которого врезана тангенциально питающая труба (патрубок) 5, а в цилиндрическую часть 6 - сливной патрубок 7 для отвода очищенной жидкости (газа). Части 4 и 6 разделены перегородкой 8 с установленным по ее оси проходным патрубком 9. Коническая часть 10 гидроциклона заканчивается насадком(разгрузочным фланцем 11 для отвода сгущенной суспензии. К насадку 11 присоединена вихревая камера 3,выполненная с расположенными по окружности тангенциальными каналами 12 для подачи в нее дополнительного потока энергоносителя. Каналы 12 могут быть расположены по спирали вдоль оси вихревой камеры. К вихревой камере 3, по ее оси, крепится камера 13, в торце которой выполнено отверстие, в котором установлено сменное сопло 14. По оси камеры 13 установлен спирально-щелевой диффузор 15 для отвода отработанной смеси энергоносителя, обрабатывающих частиц и отходов обработки по трубопроводу 16 в приемное устройство (не показано). В торцах диффузора 15 и цилиндрической части 6 выполнены по их оси отверстия для прохода обрабатываемого изделия 17, снабженные уплотнителями (герметизаторами) 18 и 19. 4310 1 Диаметры отверстий сопла 14 и патрубка 9 выбираются из условия перемещения через них обрабатываемой детали 17 с зазором, обеспечивающим прохождение всего потока обрабатывающей среды через сопло 14 - высококонцентрированной составляющей потока, а через патрубок 9 - низкоконцентрированной составляющей. К патрубку 5 может подсоединяться трубопровод для подачи смеси жидкостного (насосом из бака) или газообразного (например, из системы вытяжной вентиляции абразивно-зачистного оборудования) энергоносителя с обрабатывающими частицами. Устройство работает следующим образом. Поток энергоносителя с обрабатывающими частицами (смесь частиц различных фракций) подают в патрубок 5. В полости циклона происходит сепарация потока, т.е. она разделяется на две составляющие. В результате вращательного движения потока, возникают значительные центробежные силы, под действием которых тяжелые обрабатывающие частицы направляются к стенкам и движутся затем к выходному отверстию насадка 11 вместе с некоторой частью жидкости, а основная часть жидкости (известно, что она составляет 85-95 , Худобин Л.В., Бердичевский Е.Г. Техника применения смазочно-охлаждающих средств в металлообработке. - М. Машиностороение, 1977. - С. 79, 189), содержащая легкие обрабатывающие частицы, сосредотачивается в центре вихря (1), движется в противоположную сторону и отводится через патрубок 9 и далее через патрубок 7 в бак. Высококонцентрированная составляющая (11) разделенного потока энергоносителя с тяжелыми обрабатывающими частицами, закрученная в полости 10 циклона, истекает через насадок 11 в вихревую камеру 3. Одновременно в тангенциальные каналы 12 подается дополнительный поток энергоносителя без обрабатывающих частиц или в смеси с частицами, концентрация которых может выбираться в этом случае исходя из увеличения обрабатывающей способности основного потока, истекающего из насадка 11. В результате смешения двух потоков, внутри вихревой камеры 3 образуется интенсивный вихревой поток. Этот поток перемещается по винтовой линии в направлении к соплу 14. Обрабатываемая деталь 17 перемещается с определенной скоростью последовательно через внутренние полости 14, 13, 3, 10, 4, 9 и 6 или в обратном направлении. Основной процесс обработки (зачистки) наружной поверхности детали 17 частицами, при ее перемещении в направлении от полости 14 к полости 6, проходит в следующие три стадии. Первоначально тяжелые обрабатывающие частицы, разгоняясь по конической поверхности 10 циклона(по винтовой линии), воздействуют на поверхность детали 17 под наиболее выгодным углом атаки (зависящим от давления потока, подаваемого в патрубок 5, угла конусности конической части 10 и др. конструктивных и технологических параметров). Это воздействие значительно усиливается дополнительным потоком энергоносителя, поступающего по каналам 12 в вихревую камеру 3. После чего в камере 3 тяжелые обрабатывающие частицы вторично воздействуют на поверхность детали 17, перемещаясь вдоль камеры в закрученных струях энергоносителя. При этом обрабатывающие частицы,вращаясь вокруг детали 17, многократно соударяются с ее наружной поверхностью, производя равномерную обработку всего периметра детали. Далее отработанный вихревой поток энергоносителя с обрабатывающими частицами, проходя сужение камеры 13 и кольцевой зазор между деталью 17 и соплом 14, вновь разгоняется, и обрабатывающие частицы,воздействуя на поверхность детали 17, осуществляют ее дополнительную окончательную обработку. Окончательно отработанный поток энергоносителя с обрабатывающими частицами, а также продукты обработки,пройдя сопло 14, попадает в щель 20 диффузора 15 и, раскручиваясь в спиральной камере последнего, по трубопроводу 16 отводится в приемное устройство. Одновременно в полостях 10, 4, 9 и 6 осуществляется процесс мойки и попутной абразивной доводки проходящего через них участка детали 17, уже обработанного в полостях 14, 13 и 3. Начинается этот процесс в приосевой зоне полости 10 - зоне формирования закрученной низкоконцентрированной составляющей потока энергоносителя с обрабатывающими легкими частицами, перемещающейся далее вдоль околоосевых зон полостей 4, 9 и 6 и вращающейся при этом вокруг детали 17, воздействуя на поверхность последней. Характер этого воздействия определяется концентрацией и размером обрабатывающих частиц указанной составляющей потока. При перемещении обрабатываемой детали 17 в направлении от полости 6 к полости 14 обработка каждого участка ее наружной поверхности осуществляется в обратной последовательности вначале низкоконцентрированной составляющей потока, затем высококонцентрированной составляющей (например, вначале мойка, затем - зачистка), что во многих практических случаях целесообразно. Известно (Механизация трудоемких и вспомогательных процессов в механических цехах Справочник(А.М. Тихонцов и др. / Под общ. ред. А.М. Тихонцова. - К. Техника, 1987. - С. 160, 117), что даже тщательное выполнение всех конструктивных и технологических параметров гидроциклона обеспечивает очистку поступающей в его входной патрубок загрязненной жидкости до тонкости 50-60 мкм. Таким образом,низкоконцентрированная составляющая отсепарированного потока, отводимая через патрубок 7, может содержать абразивные или неабразивные частицы размером до 50-60 мкм, что обеспечивает наряду с мойкой 4310 1 тонкую абразивную или неабразивную доводку и полирование, или более грубые частицы, что дает возможным осуществление, например, одновременно мойки и тонкого шлифования (или более грубой доводки). В некоторых случаях - при использовании в качестве обрабатывающих частиц, подаваемых в патрубок 5,отходов черновой и получистовой абразивной обработки - размер этих частиц может достигать 150 мкм и более. В связи со значительным преобладанием при работе устройства гидро-, аэродинамических сил над массовыми, рабочее положение его может быть любым - и вертикальным, и горизонтальным, и наклонным. Расположение тангенциальных каналов 12 по спирали вдоль оси вихревой камеры 3 позволяет уменьшить трение закрученных абразивно-жидкостных струй о стенки камеры 3 и, тем самым, увеличить скорость истечения абразивных частиц, а следовательно, и скорость обработки (зачистки) детали 17. Для обеспечения более равномерного износа, т.е. увеличения срока службы внутренней поверхности С спиральной камеры диффузора 15, от прохождения по ней отработанного абразивно-жидкостного (-газового) потока, профиль этой поверхности может быть очерчен по логарифмической спирали. Положительный технико-экономический эффект от пользования предлагаемого устройства заключается в расширении технологических возможностей и повышении производительности устройств для очистки, зачистки, отделки и мойки преимущественно длинномерных деталей как в абразивных, так и в неабразивных, жидких и газовых рабочих средах. При этом появляется возможность осуществления в одном, подаваемом в устройство обрабатывающем жидкостном, газовом или газожидкостном потоке непрерывно следующих одна за другой двух различных технологических операций обработки без остановки устройства для смены вида и зернистости обрабатывающих частиц или для переналадки на выполнение последующей технологической операции. Отпадает необходимость в операции предварительного разделения (просева) всей массы обрабатывающих частиц,перед смешиванием с энергоносителем, на более грубую и более мелкую фракции (зернистости). Эта операция автоматически осуществляется предлагаемым устройством сразу же после ввода в него смеси энергоносителя и частиц (до начала обработки). Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B24C 3/10, B08B 5/00, B08B 3/00
Метки: обработки, изделий, устройство
Код ссылки
<a href="https://by.patents.su/4-4310-ustrojjstvo-dlya-obrabotki-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для обработки изделий</a>
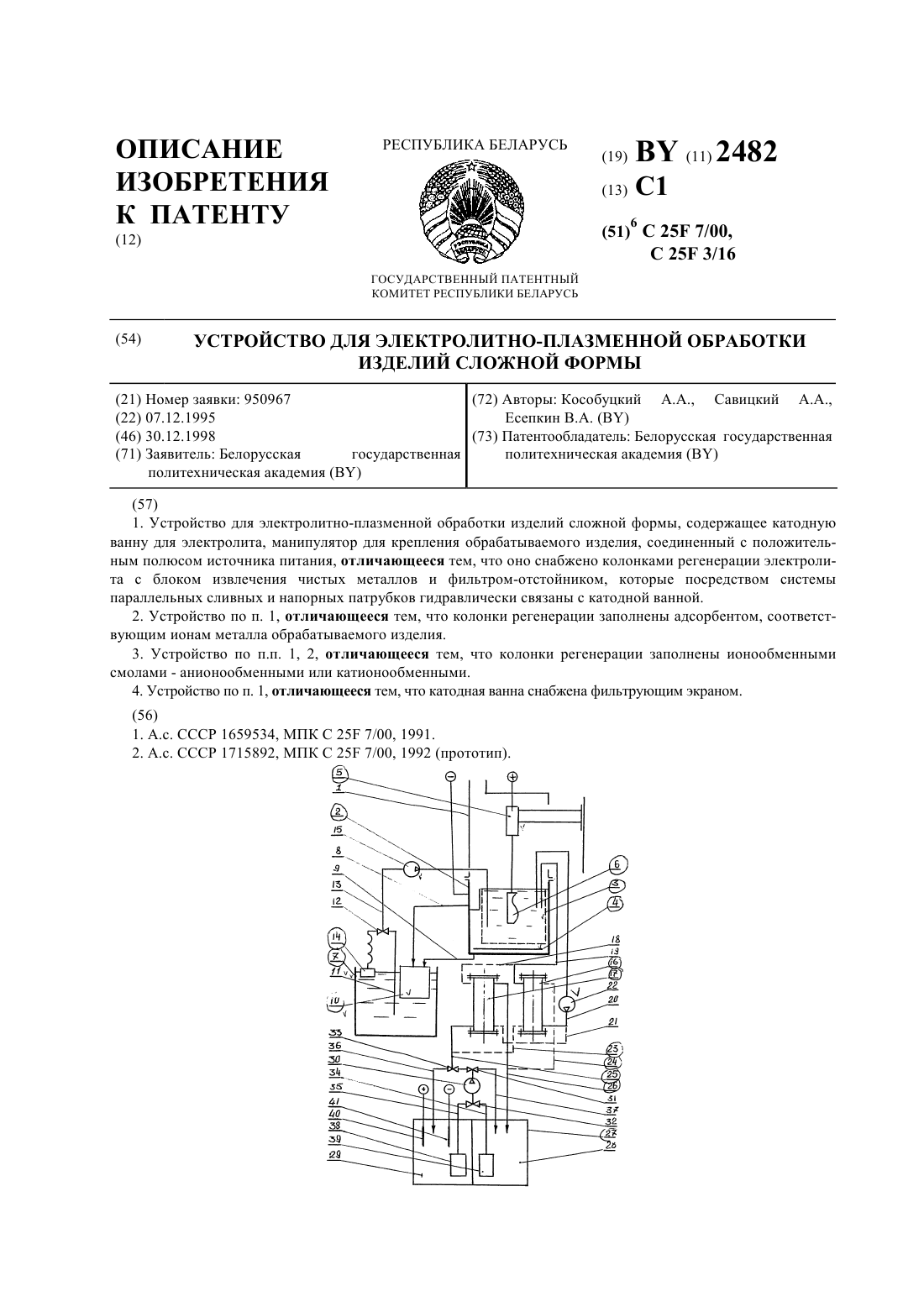
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Есепкин Владимир Александрович, Кособуцкий Александр Антонович, Савицкий Александр Александрович
Метки: обработки, устройство, изделий, формы, сложной, электролитно-плазменной
Текст:
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Устройство для локализованной химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 3952
Опубликовано: 30.06.2001
Авторы: Силенков Михаил Анатольевич, Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: тлеющем, атмосферном, давлении, обработки, разряде, металлических, устройство, химико-термической, локализованной, изделий
Текст:
...анода упрощает эту операцию за счет автоматического разъединения электродов при протекании тока. Для пояснения работы устройства приведены схемы фиг. 1 - принципиально необходимых модулей для работы устройства, фиг. 2 - пример взаимного расположения электродов, фиг. 3 -реализация устройства с функционально более широкими возможностями для обработки, фиг. 4 - изменение твердости после обработки образца из стали 38 ХМЮА. 3952 1...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Фридрих Прайсер, Пауль Хайльманн, Ральф Шустер
МПК: C21D 1/74
Метки: термической, обработки, способ, изделий
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Устройство для охлаждения изделий
Номер патента: 299
Опубликовано: 30.12.1994
Авторы: Двоскин Л. И., Шкляров И. Н., Степин А. Л., Рыскинд А. М., Огневский В. А., Дереченик Л. И., Островский Г. А.
МПК: C21D 1/62
Метки: изделий, охлаждения, устройство
Текст:
...охлаждення.перед очеред ной подачей жидкости на.закалку.центрального отверстия диафрагмы Иширины паза Ц 0,4 - 0,6 1 И 1,О,1-0,2 1 обеспечивает.пред 0 хРгНЕ Нние детали от первоначальных брызг воаникающнк при формировании ПТка, и равномерное распределение саМОГО ПОТОКЗ ВДОЛЬ ПОВЕРХНОСТЦ ДЕТЗповерхности изделия сложной формчивается необходиостью образовы 157821 ЗМнннмальнй диаметр СО,д 1) обусловлен необходимостью подачи достаточнаго...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: изделий, поверхности, обработки, способ, электрохимической, металлических
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Предыдущий патент: Способ получения обогащенного ильменитового концентрата
Следующий патент: Термовоздушная электростанция
Случайный патент: Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников