Устройство для электролитно-плазменной обработки токопроводящего изделия
Номер патента: 16063
Опубликовано: 30.06.2012
Авторы: Кревсун Эдуард Павлович, Нагула Петр Константинович, Куликов Иван Семенович
Текст
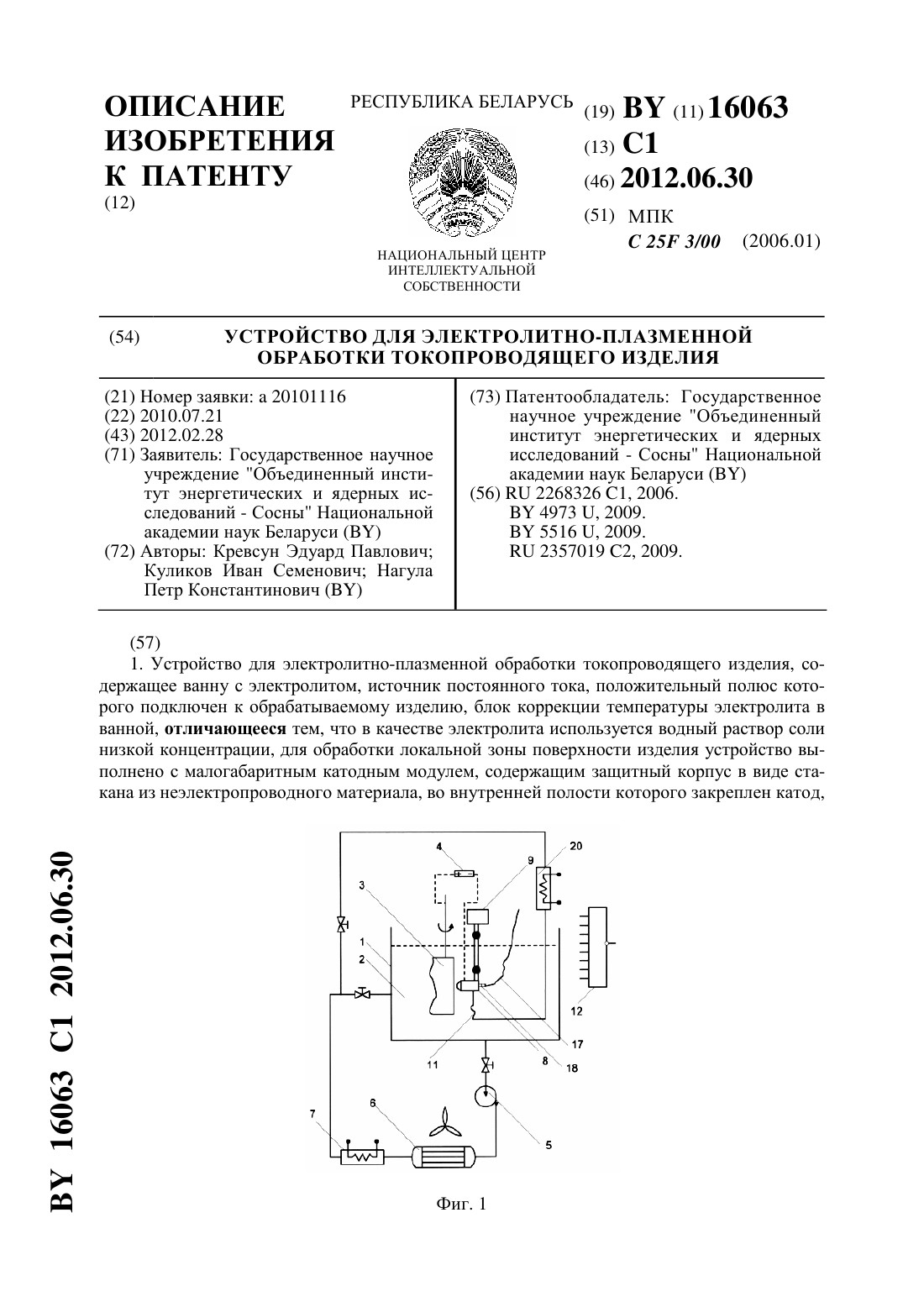
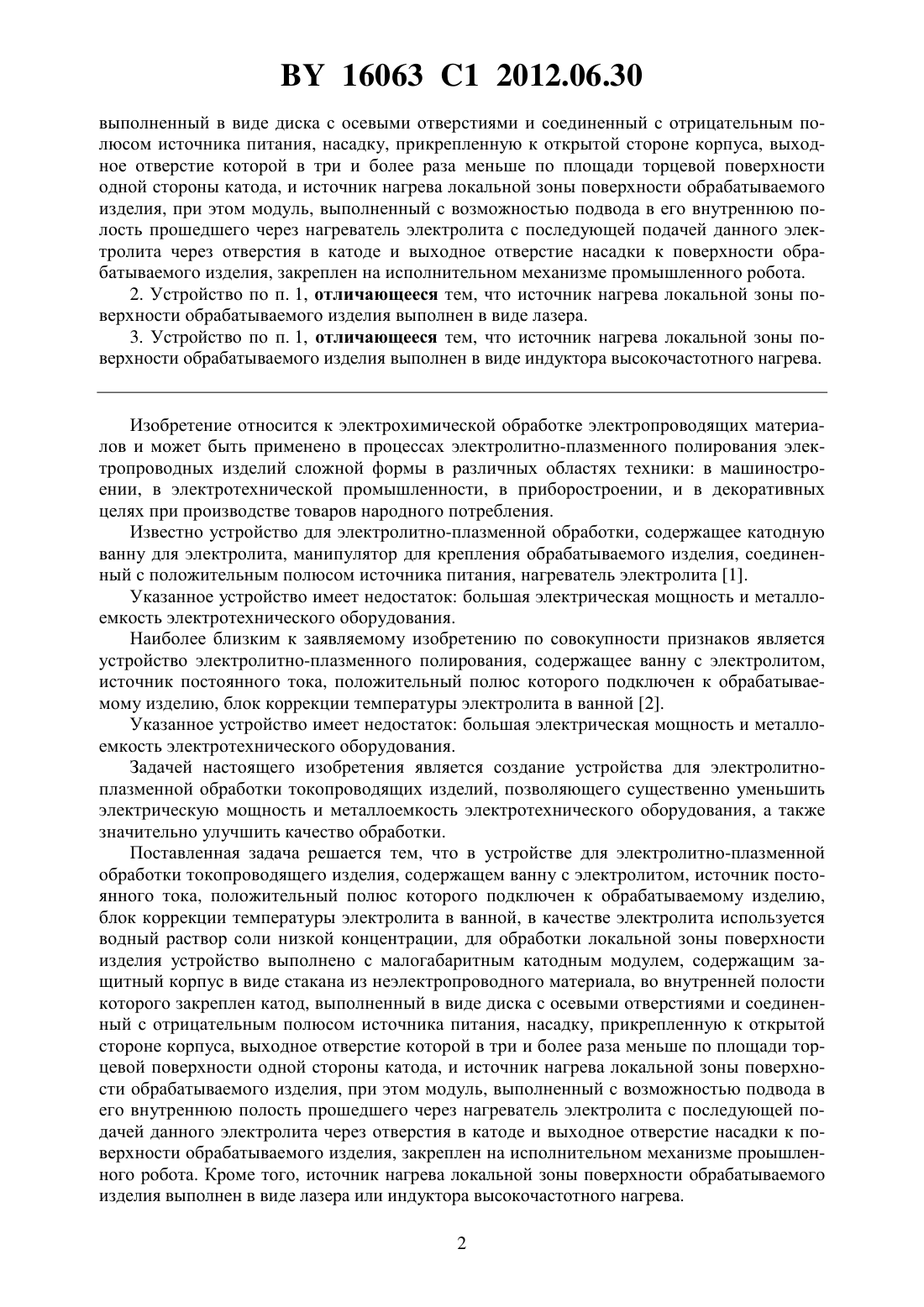
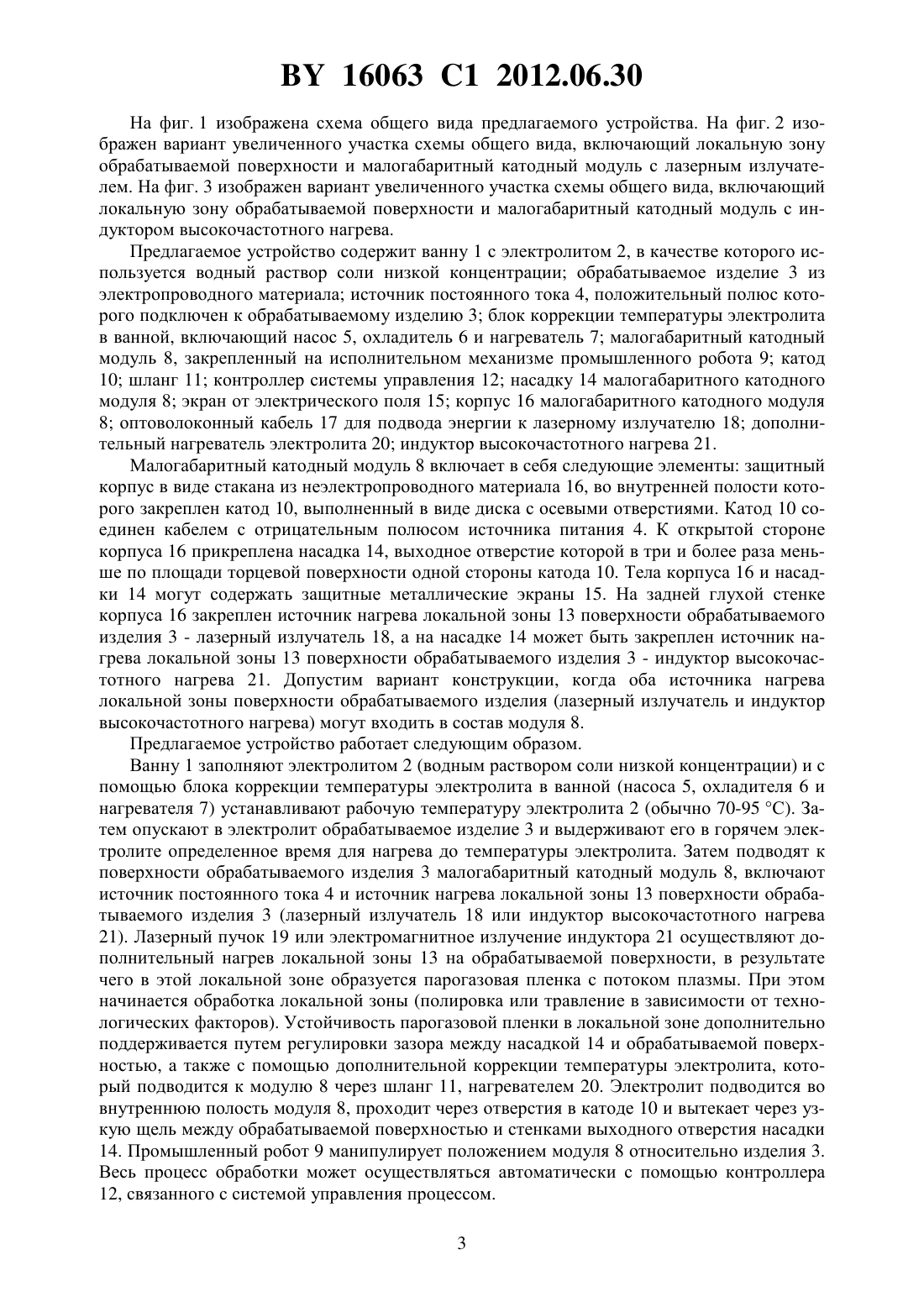
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Кревсун Эдуард Павлович Куликов Иван Семенович Нагула Петр Константинович(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) 1. Устройство для электролитно-плазменной обработки токопроводящего изделия, содержащее ванну с электролитом, источник постоянного тока, положительный полюс которого подключен к обрабатываемому изделию, блок коррекции температуры электролита в ванной, отличающееся тем, что в качестве электролита используется водный раствор соли низкой концентрации, для обработки локальной зоны поверхности изделия устройство выполнено с малогабаритным катодным модулем, содержащим защитный корпус в виде стакана из неэлектропроводного материала, во внутренней полости которого закреплен катод, Фиг. 1 16063 1 2012.06.30 выполненный в виде диска с осевыми отверстиями и соединенный с отрицательным полюсом источника питания, насадку, прикрепленную к открытой стороне корпуса, выходное отверстие которой в три и более раза меньше по площади торцевой поверхности одной стороны катода, и источник нагрева локальной зоны поверхности обрабатываемого изделия, при этом модуль, выполненный с возможностью подвода в его внутреннюю полость прошедшего через нагреватель электролита с последующей подачей данного электролита через отверстия в катоде и выходное отверстие насадки к поверхности обрабатываемого изделия, закреплен на исполнительном механизме промышленного робота. 2. Устройство по п. 1, отличающееся тем, что источник нагрева локальной зоны поверхности обрабатываемого изделия выполнен в виде лазера. 3. Устройство по п. 1, отличающееся тем, что источник нагрева локальной зоны поверхности обрабатываемого изделия выполнен в виде индуктора высокочастотного нагрева. Изобретение относится к электрохимической обработке электропроводящих материалов и может быть применено в процессах электролитно-плазменного полирования электропроводных изделий сложной формы в различных областях техники в машиностроении, в электротехнической промышленности, в приборостроении, и в декоративных целях при производстве товаров народного потребления. Известно устройство для электролитно-плазменной обработки, содержащее катодную ванну для электролита, манипулятор для крепления обрабатываемого изделия, соединенный с положительным полюсом источника питания, нагреватель электролита 1. Указанное устройство имеет недостаток большая электрическая мощность и металлоемкость электротехнического оборудования. Наиболее близким к заявляемому изобретению по совокупности признаков является устройство электролитно-плазменного полирования, содержащее ванну с электролитом,источник постоянного тока, положительный полюс которого подключен к обрабатываемому изделию, блок коррекции температуры электролита в ванной 2. Указанное устройство имеет недостаток большая электрическая мощность и металлоемкость электротехнического оборудования. Задачей настоящего изобретения является создание устройства для электролитноплазменной обработки токопроводящих изделий, позволяющего существенно уменьшить электрическую мощность и металлоемкость электротехнического оборудования, а также значительно улучшить качество обработки. Поставленная задача решается тем, что в устройстве для электролитно-плазменной обработки токопроводящего изделия, содержащем ванну с электролитом, источник постоянного тока, положительный полюс которого подключен к обрабатываемому изделию,блок коррекции температуры электролита в ванной, в качестве электролита используется водный раствор соли низкой концентрации, для обработки локальной зоны поверхности изделия устройство выполнено с малогабаритным катодным модулем, содержащим защитный корпус в виде стакана из неэлектропроводного материала, во внутренней полости которого закреплен катод, выполненный в виде диска с осевыми отверстиями и соединенный с отрицательным полюсом источника питания, насадку, прикрепленную к открытой стороне корпуса, выходное отверстие которой в три и более раза меньше по площади торцевой поверхности одной стороны катода, и источник нагрева локальной зоны поверхности обрабатываемого изделия, при этом модуль, выполненный с возможностью подвода в его внутреннюю полость прошедшего через нагреватель электролита с последующей подачей данного электролита через отверстия в катоде и выходное отверстие насадки к поверхности обрабатываемого изделия, закреплен на исполнительном механизме проышленного робота. Кроме того, источник нагрева локальной зоны поверхности обрабатываемого изделия выполнен в виде лазера или индуктора высокочастотного нагрева. 2 16063 1 2012.06.30 На фиг. 1 изображена схемаобщего вида предлагаемого устройства. На фиг. 2 изображен вариант увеличенного участка схемы общего вида, включающий локальную зону обрабатываемой поверхности и малогабаритный катодный модуль с лазерным излучателем. На фиг. 3 изображен вариант увеличенного участка схемы общего вида, включающий локальную зону обрабатываемой поверхности и малогабаритный катодный модуль с индуктором высокочастотного нагрева. Предлагаемое устройство содержит ванну 1 с электролитом 2, в качестве которого используется водный раствор соли низкой концентрации обрабатываемое изделие 3 из электропроводного материала источник постоянного тока 4, положительный полюс которого подключен к обрабатываемому изделию 3 блок коррекции температуры электролита в ванной, включающий насос 5, охладитель 6 и нагреватель 7 малогабаритный катодный модуль 8, закрепленный на исполнительном механизме промышленного робота 9 катод 10 шланг 11 контроллер системы управления 12 насадку 14 малогабаритного катодного модуля 8 экран от электрического поля 15 корпус 16 малогабаритного катодного модуля 8 оптоволоконный кабель 17 для подвода энергии к лазерному излучателю 18 дополнительный нагреватель электролита 20 индуктор высокочастотного нагрева 21. Малогабаритный катодный модуль 8 включает в себя следующие элементы защитный корпус в виде стакана из неэлектропроводного материала 16, во внутренней полости которого закреплен катод 10, выполненный в виде диска с осевыми отверстиями. Катод 10 соединен кабелем с отрицательным полюсом источника питания 4. К открытой стороне корпуса 16 прикреплена насадка 14, выходное отверстие которой в три и более раза меньше по площади торцевой поверхности одной стороны катода 10. Тела корпуса 16 и насадки 14 могут содержать защитные металлические экраны 15. На задней глухой стенке корпуса 16 закреплен источник нагрева локальной зоны 13 поверхности обрабатываемого изделия 3 - лазерный излучатель 18, а на насадке 14 может быть закреплен источник нагрева локальной зоны 13 поверхности обрабатываемого изделия 3 - индуктор высокочастотного нагрева 21. Допустим вариант конструкции, когда оба источника нагрева локальной зоны поверхности обрабатываемого изделия (лазерный излучатель и индуктор высокочастотного нагрева) могут входить в состав модуля 8. Предлагаемое устройство работает следующим образом. Ванну 1 заполняют электролитом 2 (водным раствором соли низкой концентрации) и с помощью блока коррекции температуры электролита в ванной (насоса 5, охладителя 6 и нагревателя 7) устанавливают рабочую температуру электролита 2 (обычно 70-95 С). Затем опускают в электролит обрабатываемое изделие 3 и выдерживают его в горячем электролите определенное время для нагрева до температуры электролита. Затем подводят к поверхности обрабатываемого изделия 3 малогабаритный катодный модуль 8, включают источник постоянного тока 4 и источник нагрева локальной зоны 13 поверхности обрабатываемого изделия 3 (лазерный излучатель 18 или индуктор высокочастотного нагрева 21). Лазерный пучок 19 или электромагнитное излучение индуктора 21 осуществляют дополнительный нагрев локальной зоны 13 на обрабатываемой поверхности, в результате чего в этой локальной зоне образуется парогазовая пленка с потоком плазмы. При этом начинается обработка локальной зоны (полировка или травление в зависимости от технологических факторов). Устойчивость парогазовой пленки в локальной зоне дополнительно поддерживается путем регулировки зазора между насадкой 14 и обрабатываемой поверхностью, а также с помощью дополнительной коррекции температуры электролита, который подводится к модулю 8 через шланг 11, нагревателем 20. Электролит подводится во внутреннюю полость модуля 8, проходит через отверстия в катоде 10 и вытекает через узкую щель между обрабатываемой поверхностью и стенками выходного отверстия насадки 14. Промышленный робот 9 манипулирует положением модуля 8 относительно изделия 3. Весь процесс обработки может осуществляться автоматически с помощью контроллера 12, связанного с системой управления процессом. 3 16063 1 2012.06.30 Изготовление предлагаемого устройства предполагает использование известных материалов, традиционных технологических процессов и оборудования, что свидетельствует о возможности промышленной реализации изобретения. Источники информации 1. Патент РФ 2168565, МПК 25 3/16, 2001. 2. Патент РФ 2268326, МПК 25 7/00, 2006 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/00
Метки: обработки, изделия, электролитно-плазменной, токопроводящего, устройство
Код ссылки
<a href="https://by.patents.su/4-16063-ustrojjstvo-dlya-elektrolitno-plazmennojj-obrabotki-tokoprovodyashhego-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Устройство для электролитно-плазменной обработки токопроводящего изделия</a>
Устройство для электролитно-плазменной обработки длинномерного изделия
Номер патента: 15881
Опубликовано: 30.06.2012
Авторы: Минченя Владимир Тимофеевич, Паршуто Александр Эрнстович, Алексеев Юрий Геннадьевич, Нисс Владимир Семенович, Бумай Юрий Александрович, Кособуцкий Александр Антонович, Королев Александр Юрьевич
Метки: устройство, электролитно-плазменной, обработки, изделия, длинномерного
Текст:
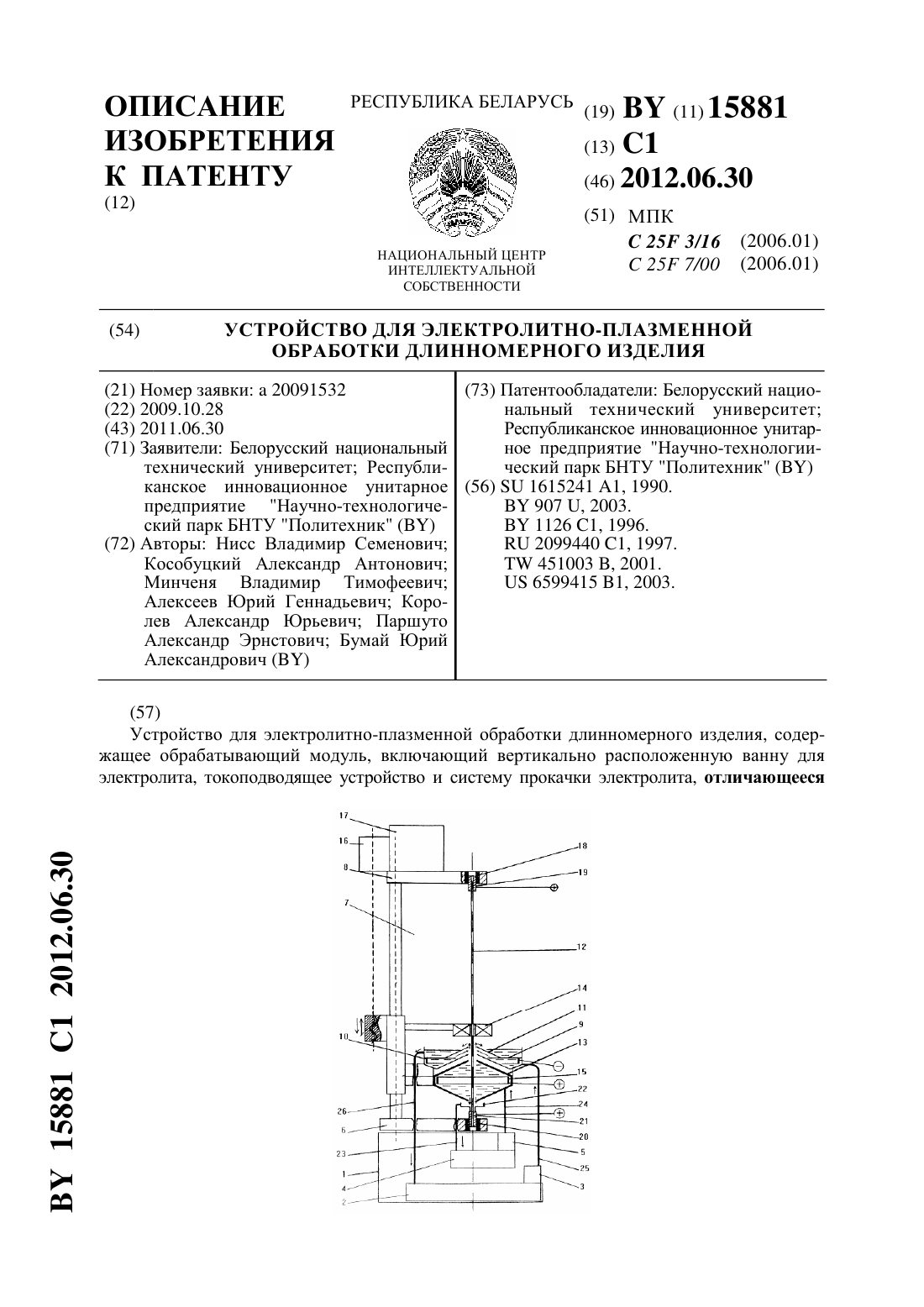
...вдоль обрабатываемого изделия сверху вниз блок контроля размеров обрабатываемого изделия, круговую форсунку с кольцевым электродом и коническим соплом,охватывающим обрабатываемое изделие по контуру, и контактную камеру с кольцевым 2 15881 1 2012.06.30 электродом внутри, выполненную из изолирующего материала в непосредственной близости от кольцевой зоны обработки круговой форсунки круговая форсунка гидравлически соединена с ванной...
Устройство для электролитно-плазменной обработки изделия сложной формы
Номер патента: 13648
Опубликовано: 30.10.2010
Авторы: Нисс Владимир Семенович, Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Гусяцкий Сергей Алексеевич, Кособуцкий Александр Антонович
Метки: обработки, изделия, сложной, формы, устройство, электролитно-плазменной
Текст:
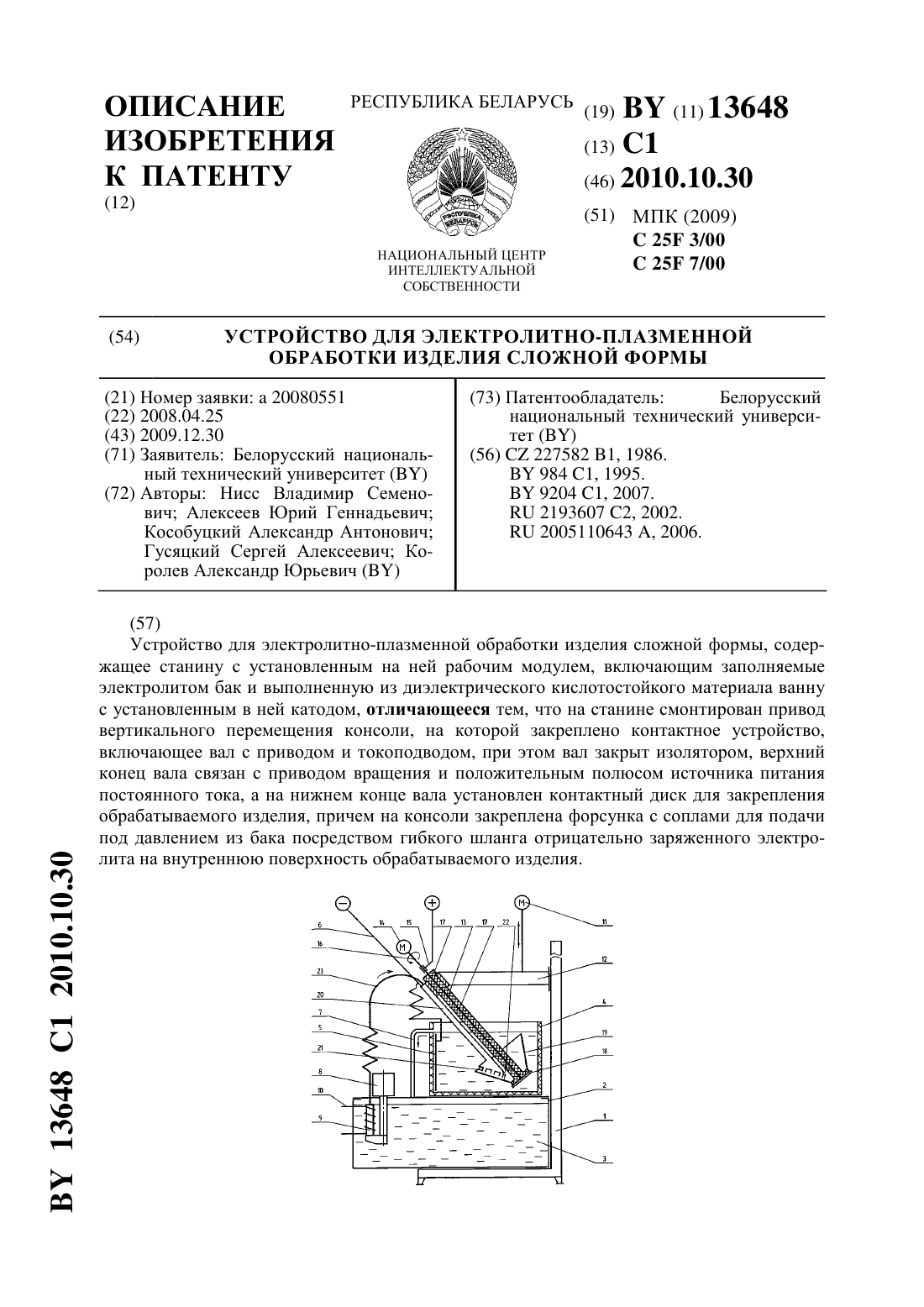
...в ней катодом, при этом на станине смонтирован привод вертикального перемещения консоли, на котором закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с...
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Куликов Иван Семенович, Ващенко Светлана Владимировна, Климова Людмила Александровна, Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич
МПК: C25F 7/00
Метки: внутренних, электролитно-плазменной, длинномерного, полого, отверстиями, устройство, поверхностей, обработки, изделия
Текст:
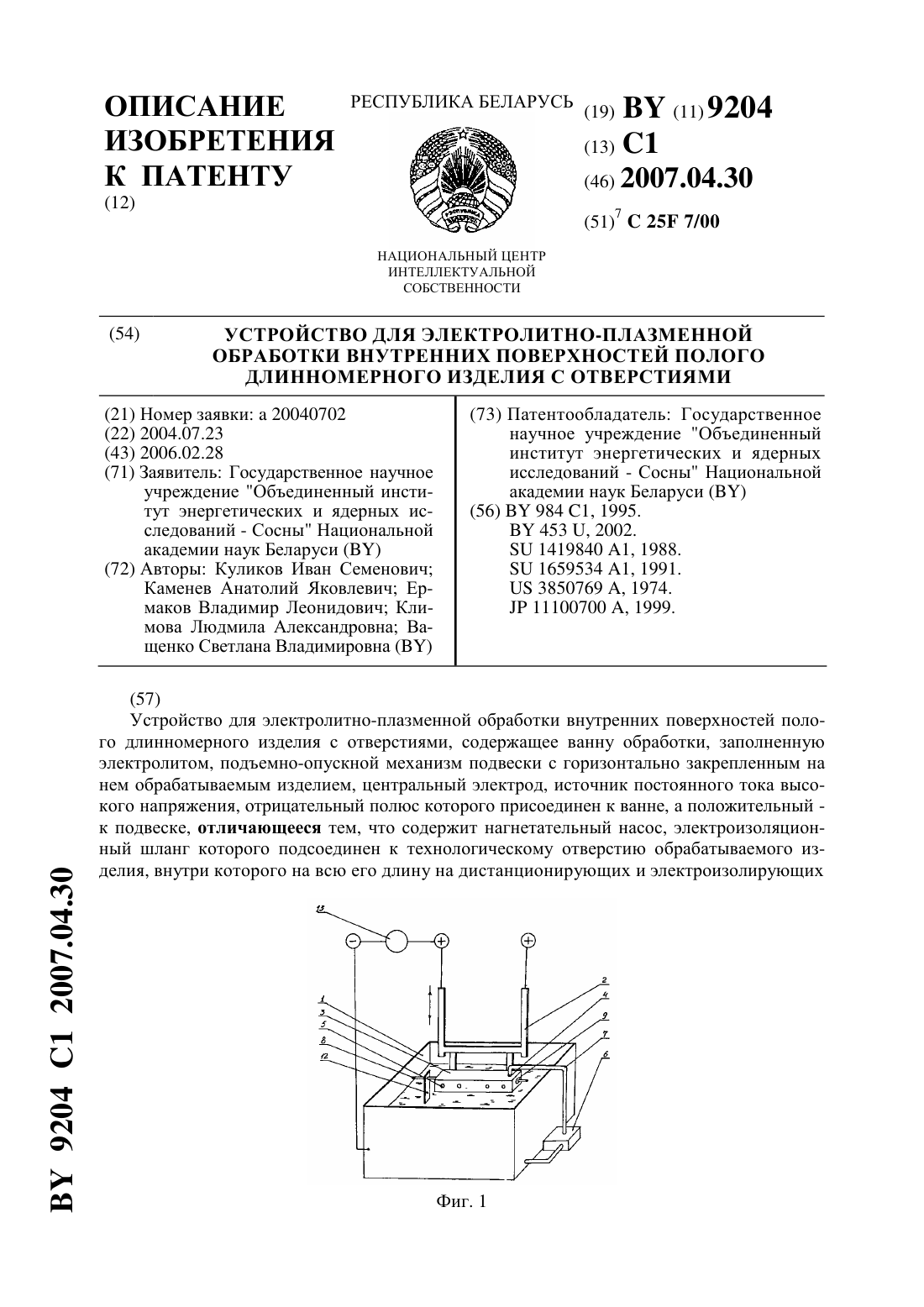
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
Способ электролитно-плазменной обработки длинномерного изделия
Номер патента: 15730
Опубликовано: 30.04.2012
Авторы: Алексеев Юрий Геннадьевич, Минченя Владимир Тимофеевич, Королев Александр Юрьевич, Кособуцкий Александр Антонович, Нисс Владимир Семенович
МПК: C25F 3/16
Метки: электролитно-плазменной, длинномерного, способ, обработки, изделия
Текст:
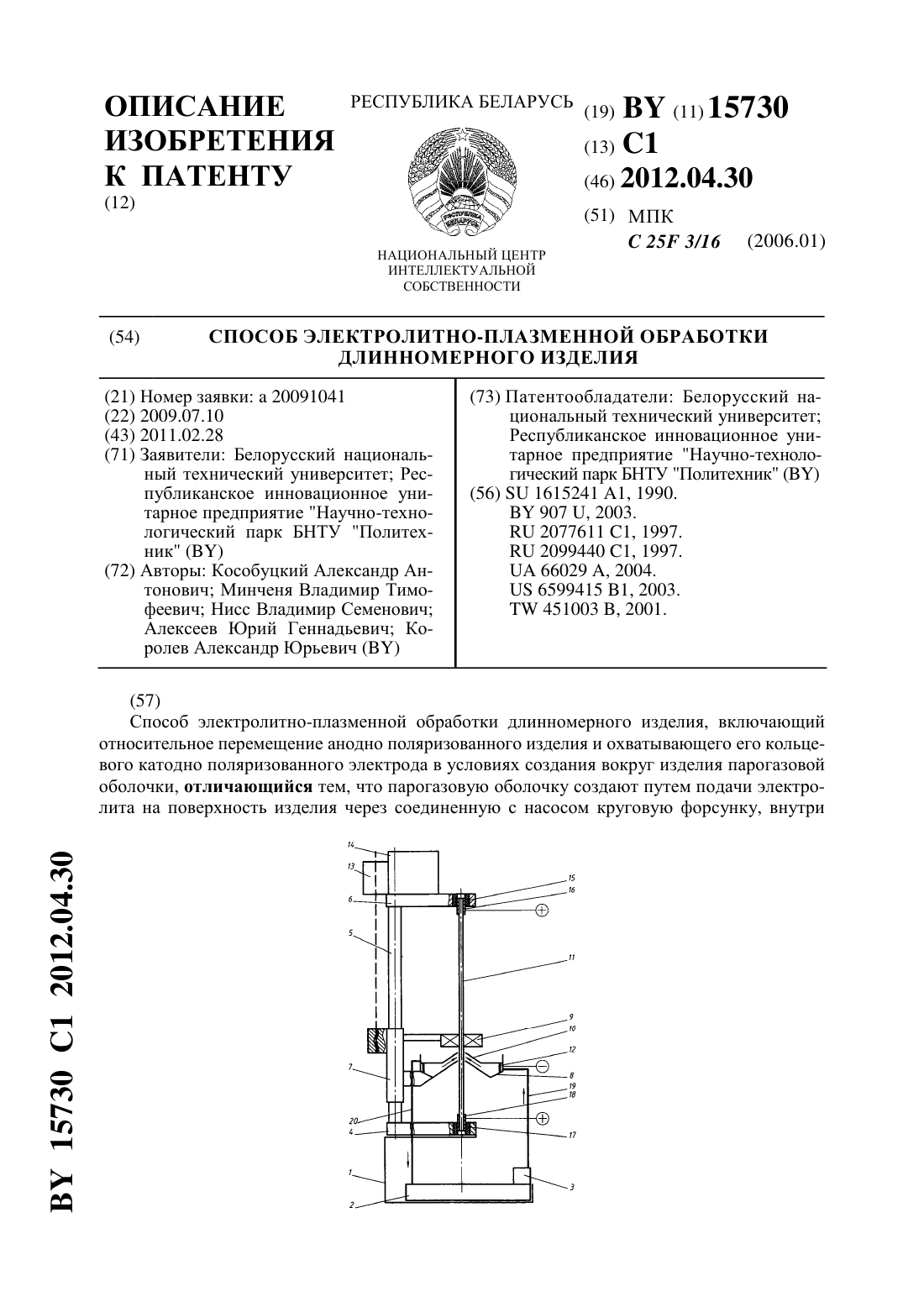
...формообразованием профиля длинномерного изделия. Задачей изобретения является повышение точности обработки и обеспечение возможности управления формообразованием сложнопрофильного длинномерного изделия. Поставленная задача решается тем, что в способе электролитно-плазменной обработки длинномерного изделия, включающем относительное перемещение анодно поляризованного изделия и охватывающего его кольцевого катодно поляризованного...
Устройство для электролитно-плазменной обработки изделий сложной формы
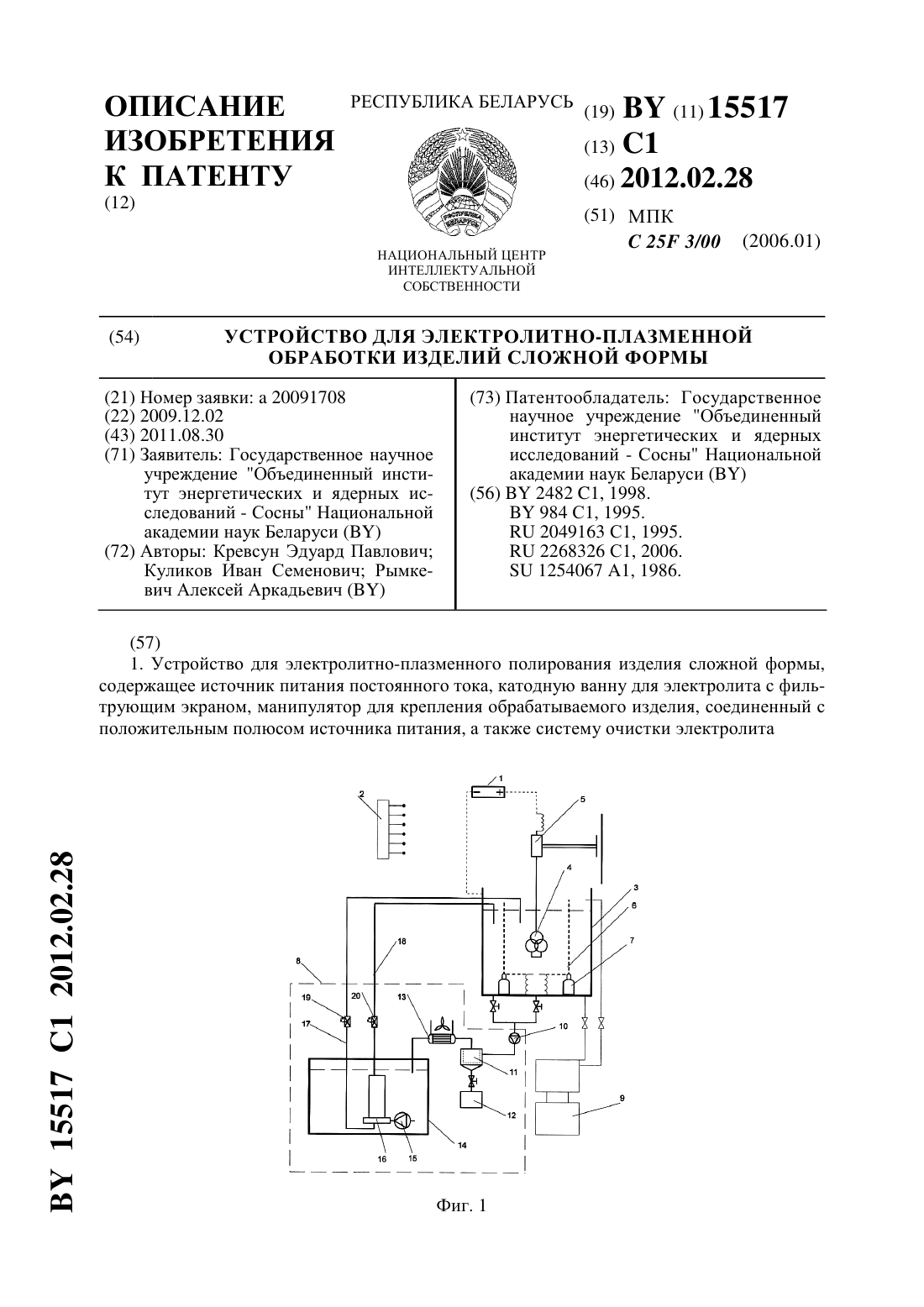
Номер патента: 15517
Опубликовано: 28.02.2012
Авторы: Куликов Иван Семенович, Рымкевич Алексей Аркадьевич, Кревсун Эдуард Павлович
МПК: C25F 3/00
Метки: формы, сложной, устройство, изделий, обработки, электролитно-плазменной
Текст:
...содержит трубопровод для подачи центрального потока из вихревой трубы, подведенный во внутреннюю полость фильтрующего экрана, и трубопровод для подачи периферийного потока, подведенный в зону между стенкой катодной ванны и фильтрующим экраном. На фиг. 1 изображена схема предлагаемого устройства, на фиг. 2 изображена схема вихревой трубы. Предлагаемое устройство содержит источник питания постоянного тока 1, контроллер 2, катодную ванну...
Предыдущий патент: Способ получения диетических низкобелковых макаронных изделий
Следующий патент: Фотодиод
Случайный патент: Устройство для гидравлической перфорации скважин