Способ электролитно-плазменной обработки длинномерного изделия
Номер патента: 16386
Опубликовано: 30.10.2012
Авторы: Королев Александр Юрьевич, Минченя Владимир Тимофеевич, Кособуцкий Александр Антонович, Бумай Юрий Александрович, Нисс Владимир Семенович, Алексеев Юрий Геннадьевич, Паршуто Александр Эрнстович
Текст
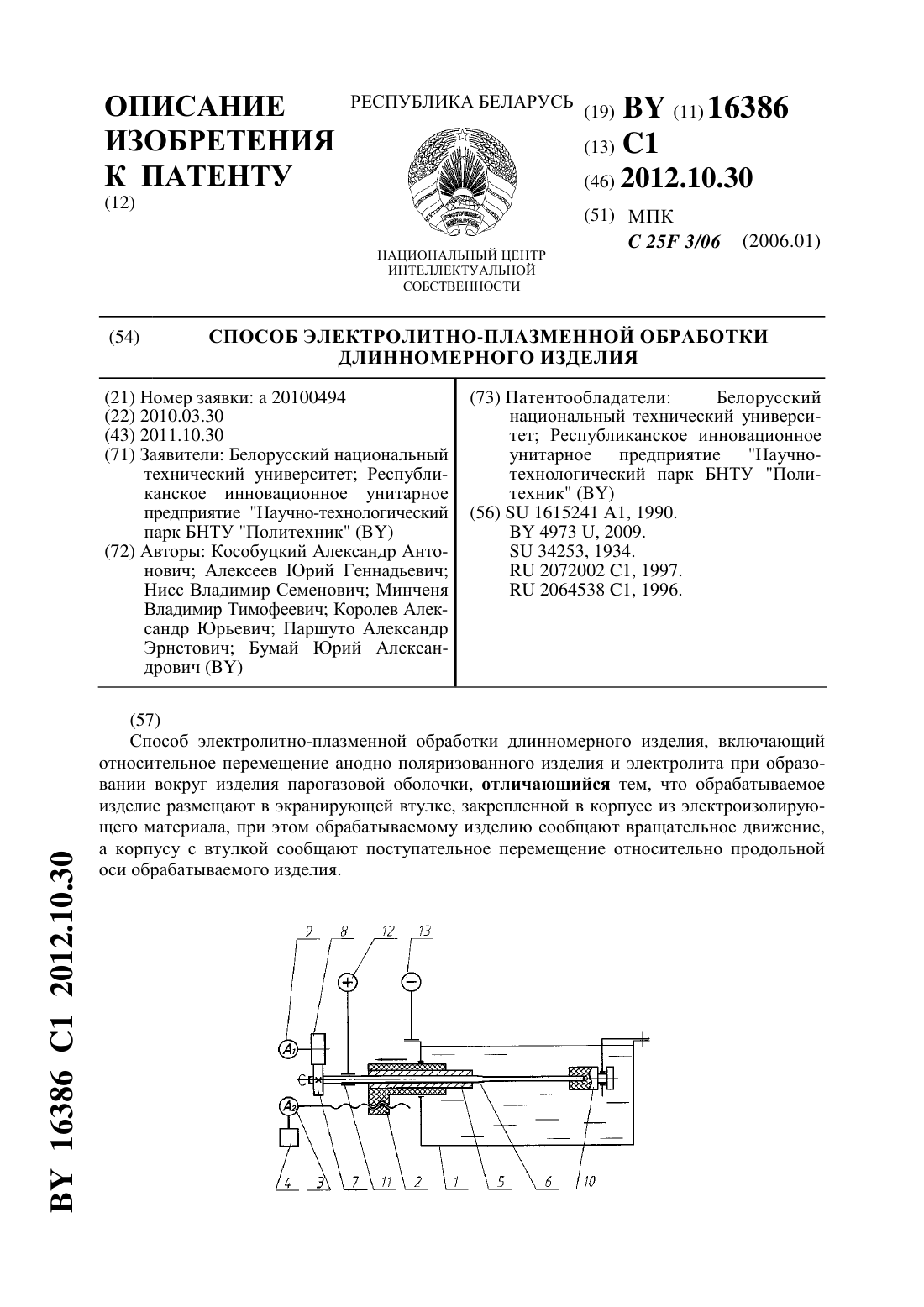
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Белорусский национальный технический университет Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(72) Авторы Кособуцкий Александр Антонович Алексеев Юрий Геннадьевич Нисс Владимир Семенович Минченя Владимир Тимофеевич Королев Александр Юрьевич Паршуто Александр Эрнстович Бумай Юрий Александрович(73) Патентообладатели Белорусский национальный технический университет Республиканское инновационное унитарное предприятие Научнотехнологический парк БНТУ Политехник(57) Способ электролитно-плазменной обработки длинномерного изделия, включающий относительное перемещение анодно поляризованного изделия и электролита при образовании вокруг изделия парогазовой оболочки, отличающийся тем, что обрабатываемое изделие размещают в экранирующей втулке, закрепленной в корпусе из электроизолирующего материала, при этом обрабатываемому изделию сообщают вращательное движение,а корпусу с втулкой сообщают поступательное перемещение относительно продольной оси обрабатываемого изделия. 16386 1 2012.10.30 Изобретение относится к прикладной электрохимии и может быть использовано при изготовлении сложнопрофильных ультразвуковых волноводов. Известен способ электролитно-плазменной обработки 1 наружных и внутренних поверхностей изделий сложной формы, включающий закрепление конического изделия на вращающемся контактном валу. Сопла форсунки, к которым подведен отрицательный потенциал, подводятся к внутренней конической поверхности изделия, связанного с положительным полюсом источника питания. На вращающуюся поверхность изделия под давлением подается электролит, образующий парогазовую оболочку, обеспечивающую интенсивный процесс полирования внутренней конической поверхности. Перемещение обрабатываемой поверхности относительно фиксированной зоны обработки обеспечивает одинаковые условия полирования для всех участков обрабатываемой поверхности, за счет чего достигается высокое качество обработки. Недостатком данного способа является невозможность обработки длинномерных изделий, поскольку форсунка с соплами в процессе обработки зафиксирована с одной стороны и не охватывает изделие по контуру. Известен способ электролитно-плазменной обработки длинномерных изделий 2(прототип), включающий протягивание анодно поляризованного изделия через катодно поляризованный электрод при образовании вокруг изделия парогазовой оболочки, при этом в процессе протягивания по длине изделия в зоне образования парогазовой оболочки образуют две или более зоны выпаров. Недостатком способа является отсутствие возможности управления формообразованием профиля длинномерного изделия. Задачей изобретения является обеспечение возможности управления формообразованием сложнопрофильного длинномерного изделия. Поставленная задача решается тем, что в способе электролитно-плазменной обработки длинномерного изделия, включающем относительное перемещение анодно поляризованного изделия и электролита при образовании вокруг изделия парогазовой оболочки, обрабатываемое изделие размещают в экранирующей втулке, закрепленной в корпусе из электроизолирующего материала, при этом обрабатываемому изделию сообщают вращательное движение, а корпусу с втулкой сообщают поступательное перемещение относительно продольной оси обрабатываемого изделия. Сущность изобретения поясняется фигурой, где изображена конструктивная схема устройства, реализующего предложенный способ. Устройство, реализующее способ, включает ванну 1 с электролитом, в которой установлен корпус 2, выполненный из электроизолирующего материала. Корпус 2 связан с приводом 3 продольного перемещения, управление которым производится с помощью управляющего блока 4. В корпусе 2 закреплена экранирующая втулка 5, в которой с возможностью продольного перемещения размещено обрабатываемое изделие 6. Экранирующая втулка 5 и изделие 6 изготовлены из стали одной марки, что обеспечивает их равномерное совместное стравливание. Изделие 6 одним концом зафиксировано в шестерне 7, связанной с шестерней 8 и приводом вращения 9. Вторым концом изделие 6 зафиксировано во вращающейся опоре 10, смонтированной на ванне 1. К изделию с помощью скользящего токоподвода 11 подведен положительный потенциал 12, к ванне 1 с электролитом - отрицательный 13. Способ реализуется следующим образом. Изделие 6 пропускают сквозь шестерню 7 привода 9, скользящий токоподвод 11,экранирующую втулку 5 и закрепляют во вращающейся опоре 10. Затем изделие 6 фиксируют в шестерне 7. На контакт 11 подают положительный потенциал, на ванну 1 с электролитом - отрицательный. Изделию 6 сообщают вращение, а корпусу 2 - продольное перемещение по программе, задаваемой управляющим блоком 4. Съем металла с открытой поверхности изделия 6 производится непрерывно, а зона изделия, закрытая направля 2 16386 1 2012.10.30 ющей втулкой 5, изолирована от обработки. При перемещении втулки 5 вместе с корпусом 2 по программе, задаваемой управляющим блоком 4, происходит постепенное обнажение закрытой поверхности изделия 6 и съем припуска с поверхности изделия происходит по мере ее обнажения. Задавая закономерность перемещения втулки 5, возможно формировать плавный переход между ступенями волновода. Предложенный способ позволяет формировать сложный профиль длинномерных изделий и может быть использован для изготовления ультразвуковых волноводов и других изделий медицинского назначения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C25F 3/06
Метки: изделия, способ, электролитно-плазменной, длинномерного, обработки
Код ссылки
<a href="https://by.patents.su/3-16386-sposob-elektrolitno-plazmennojj-obrabotki-dlinnomernogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменной обработки длинномерного изделия</a>
Способ электролитно-плазменной обработки длинномерного изделия
Номер патента: 15730
Опубликовано: 30.04.2012
Авторы: Нисс Владимир Семенович, Королев Александр Юрьевич, Минченя Владимир Тимофеевич, Алексеев Юрий Геннадьевич, Кособуцкий Александр Антонович
МПК: C25F 3/16
Метки: изделия, обработки, электролитно-плазменной, длинномерного, способ
Текст:
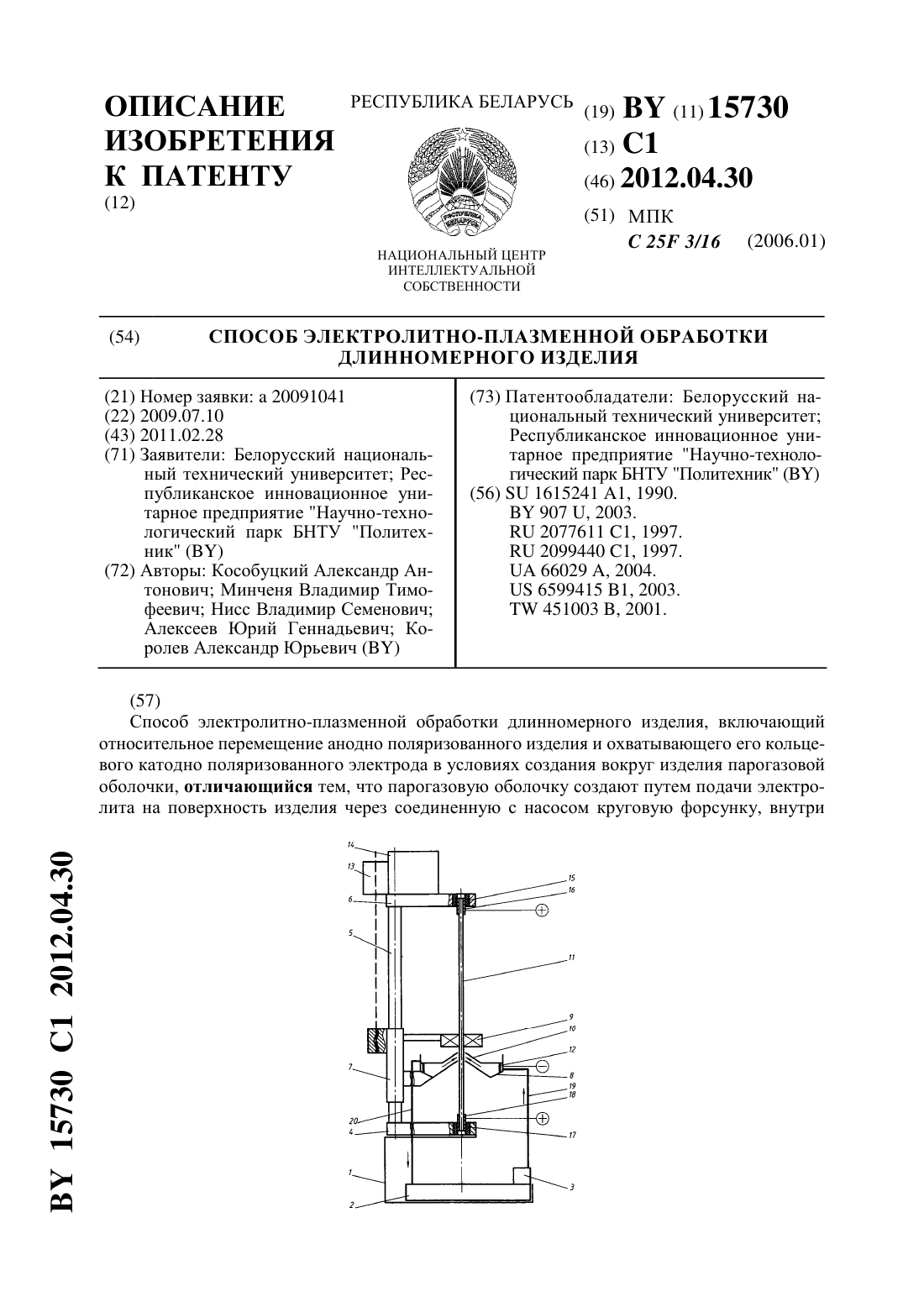
...формообразованием профиля длинномерного изделия. Задачей изобретения является повышение точности обработки и обеспечение возможности управления формообразованием сложнопрофильного длинномерного изделия. Поставленная задача решается тем, что в способе электролитно-плазменной обработки длинномерного изделия, включающем относительное перемещение анодно поляризованного изделия и охватывающего его кольцевого катодно поляризованного...
Устройство для электролитно-плазменной обработки длинномерного изделия
Номер патента: 15881
Опубликовано: 30.06.2012
Авторы: Королев Александр Юрьевич, Бумай Юрий Александрович, Паршуто Александр Эрнстович, Нисс Владимир Семенович, Кособуцкий Александр Антонович, Алексеев Юрий Геннадьевич, Минченя Владимир Тимофеевич
Метки: электролитно-плазменной, изделия, обработки, длинномерного, устройство
Текст:
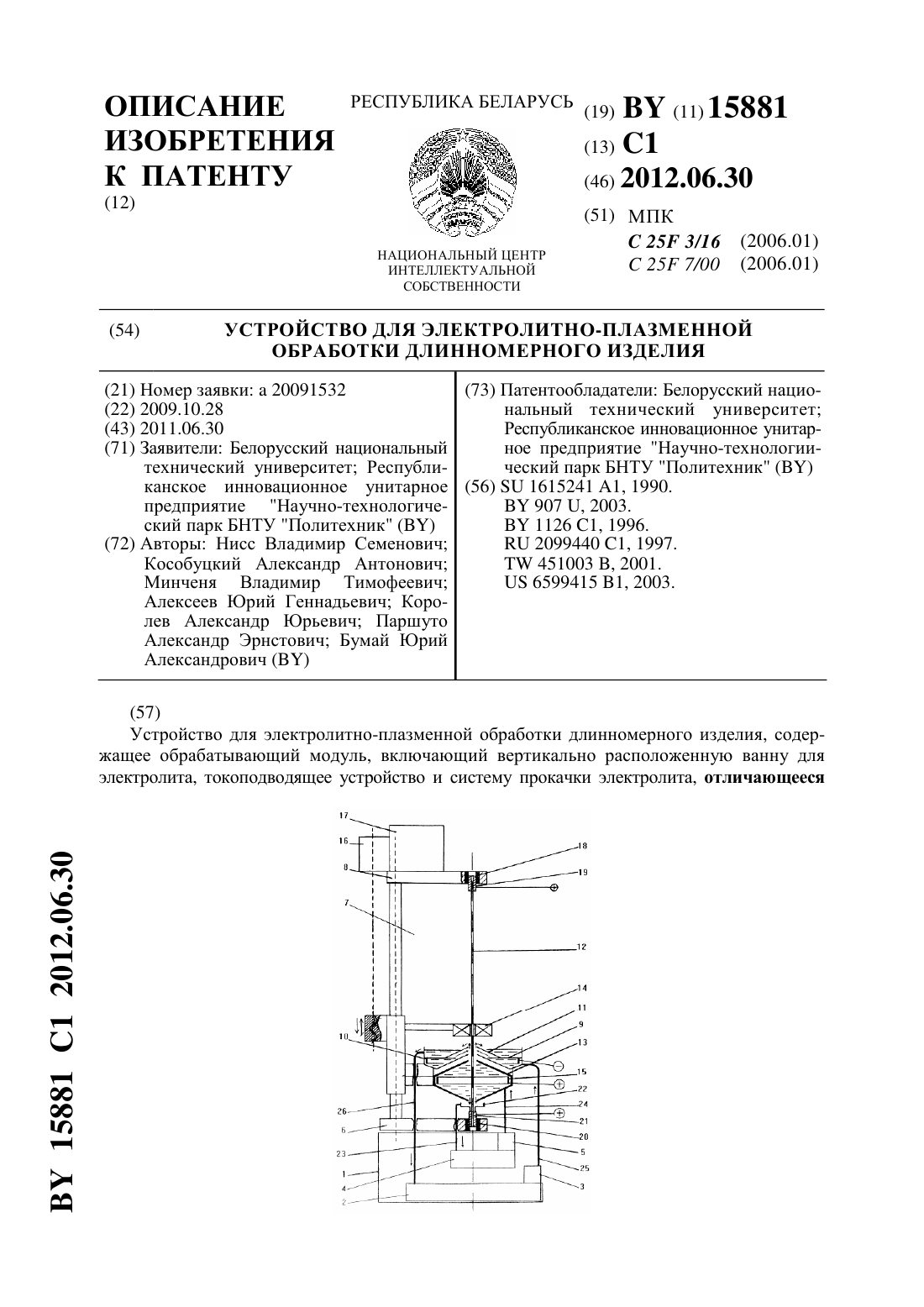
...вдоль обрабатываемого изделия сверху вниз блок контроля размеров обрабатываемого изделия, круговую форсунку с кольцевым электродом и коническим соплом,охватывающим обрабатываемое изделие по контуру, и контактную камеру с кольцевым 2 15881 1 2012.06.30 электродом внутри, выполненную из изолирующего материала в непосредственной близости от кольцевой зоны обработки круговой форсунки круговая форсунка гидравлически соединена с ванной...
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович, Климова Людмила Александровна, Куликов Иван Семенович, Ващенко Светлана Владимировна
МПК: C25F 7/00
Метки: внутренних, обработки, изделия, полого, отверстиями, электролитно-плазменной, устройство, длинномерного, поверхностей
Текст:
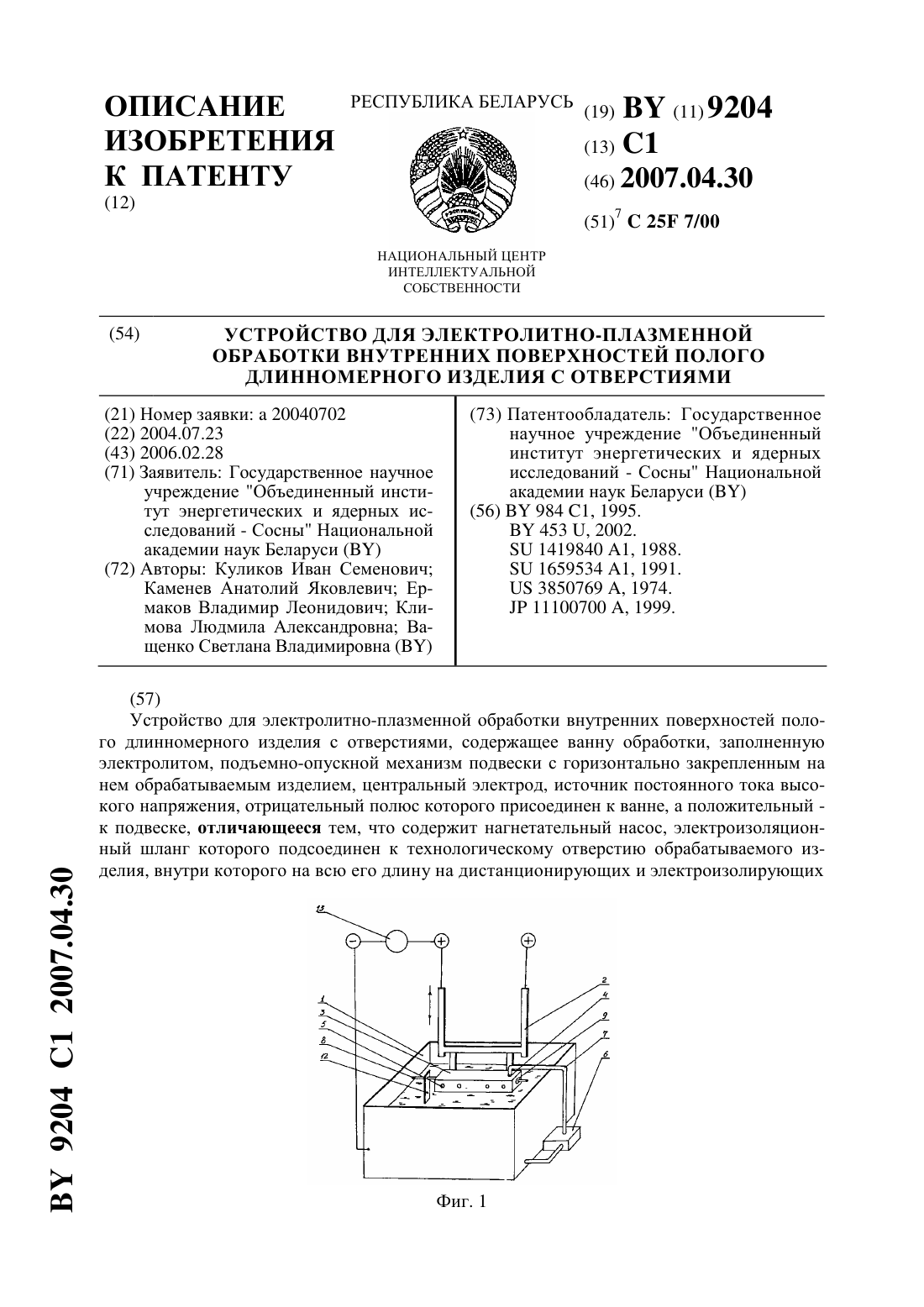
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
Устройство для электролитно-плазменной обработки изделия сложной формы
Номер патента: 13648
Опубликовано: 30.10.2010
Авторы: Нисс Владимир Семенович, Кособуцкий Александр Антонович, Гусяцкий Сергей Алексеевич, Алексеев Юрий Геннадьевич, Королев Александр Юрьевич
Метки: сложной, электролитно-плазменной, обработки, устройство, формы, изделия
Текст:
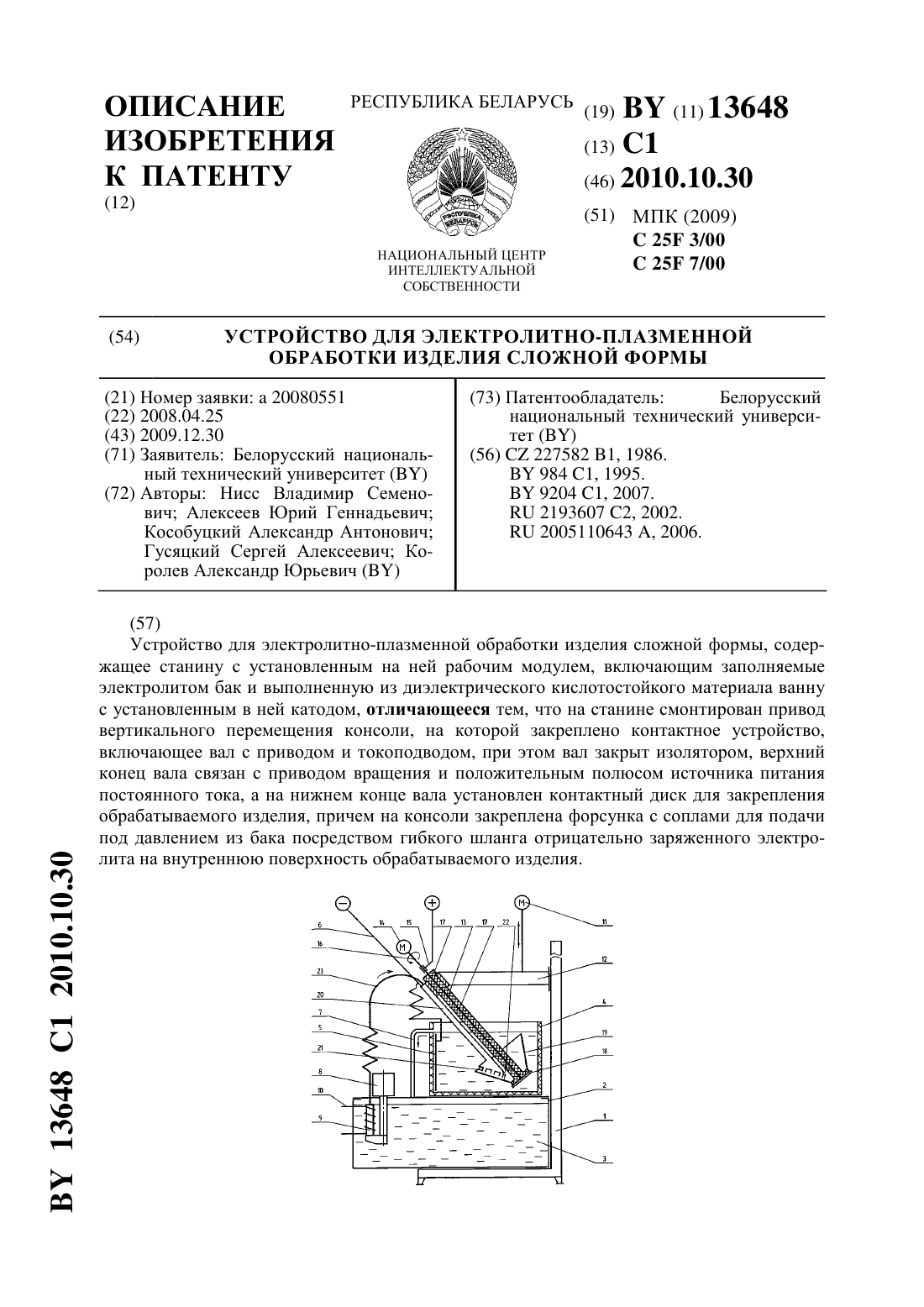
...в ней катодом, при этом на станине смонтирован привод вертикального перемещения консоли, на котором закреплено контактное устройство, включающее вал с приводом и токоподводом, при этом вал закрыт изолятором, верхний конец связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце вала установлен контактный диск для закрепления обрабатываемого изделия, причем на консоли закреплена форсунка с...
Устройство для электролитно-плазменной обработки токопроводящего изделия
Номер патента: 16063
Опубликовано: 30.06.2012
Авторы: Куликов Иван Семенович, Нагула Петр Константинович, Кревсун Эдуард Павлович
МПК: C25F 3/00
Метки: токопроводящего, обработки, изделия, электролитно-плазменной, устройство
Текст:
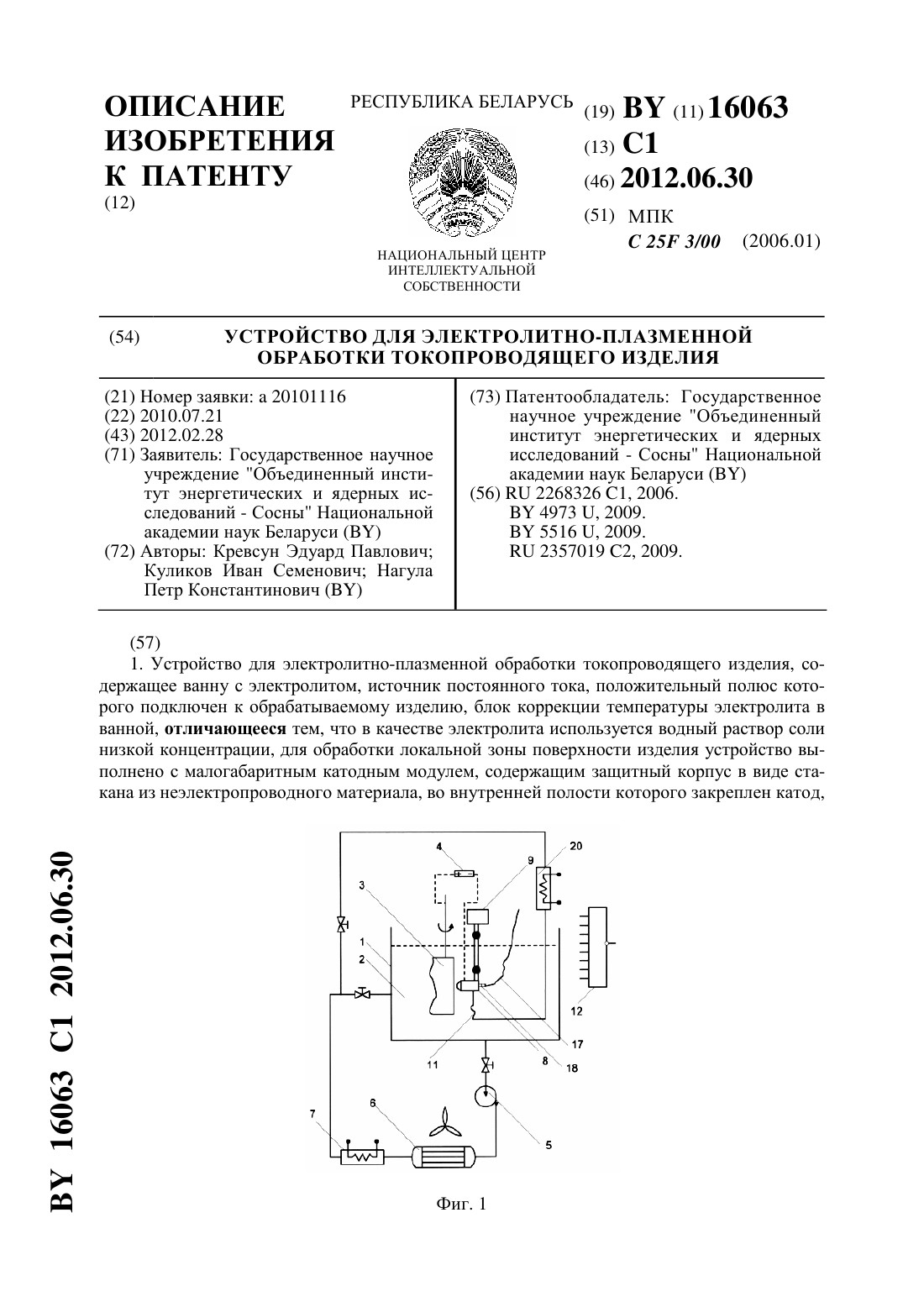
...полость прошедшего через нагреватель электролита с последующей подачей данного электролита через отверстия в катоде и выходное отверстие насадки к поверхности обрабатываемого изделия, закреплен на исполнительном механизме проышленного робота. Кроме того, источник нагрева локальной зоны поверхности обрабатываемого изделия выполнен в виде лазера или индуктора высокочастотного нагрева. 2 16063 1 2012.06.30 На фиг. 1 изображена схемаобщего...
Предыдущий патент: Стенд для испытания сельскохозяйственного подборщика
Следующий патент: Способ получения полугребенной хлопчатобумажной пряжи
Случайный патент: Ультразвуковой частотный способ измерения расхода