Устройство для электроимпульсного полирования поверхностей изделия из токопроводящего материала
Номер патента: 18112
Опубликовано: 30.04.2014
Авторы: Бирич Александр Владимирович, Бирич Владимир Владимирович, Синькевич Юрий Владимирович
Текст
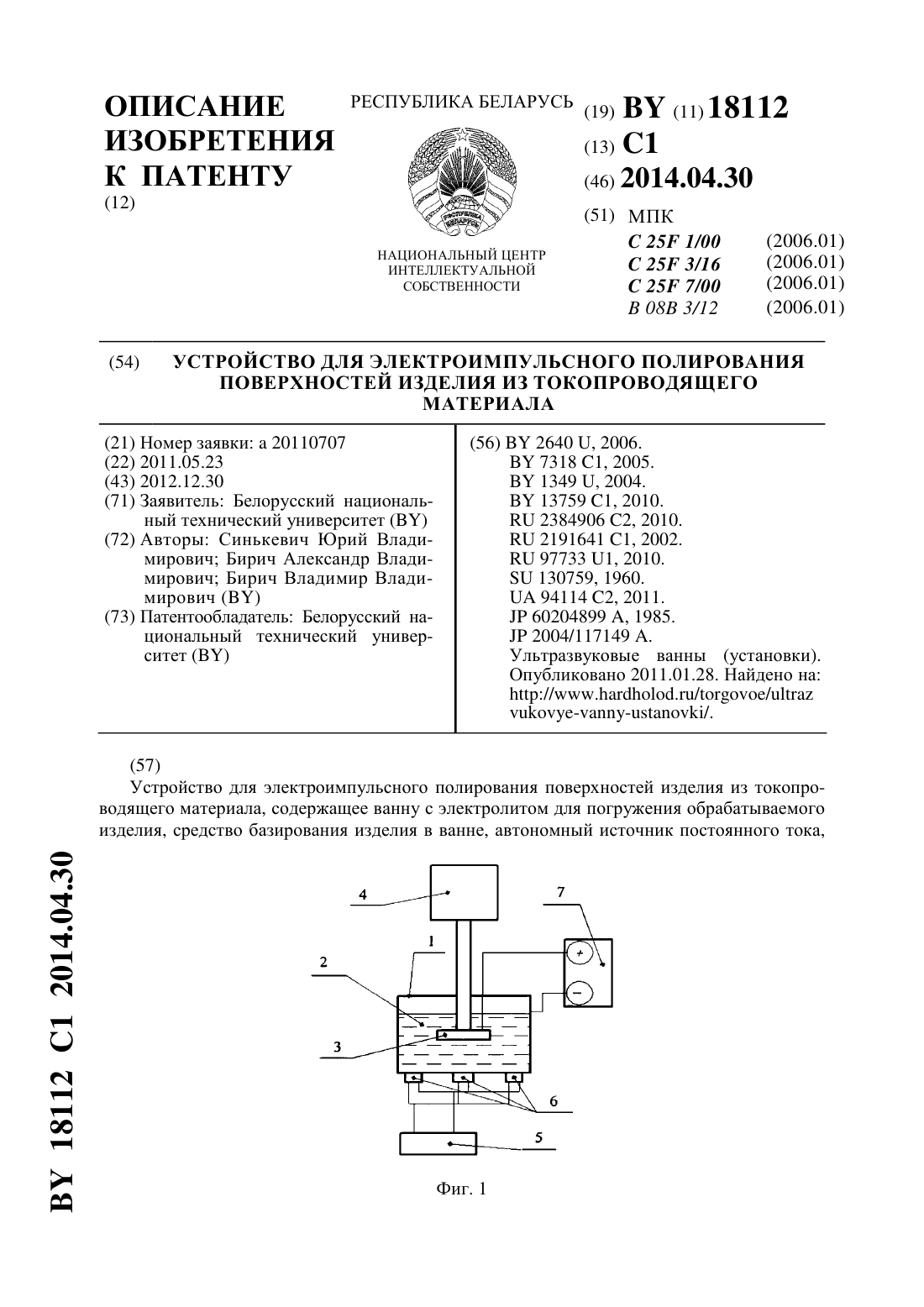
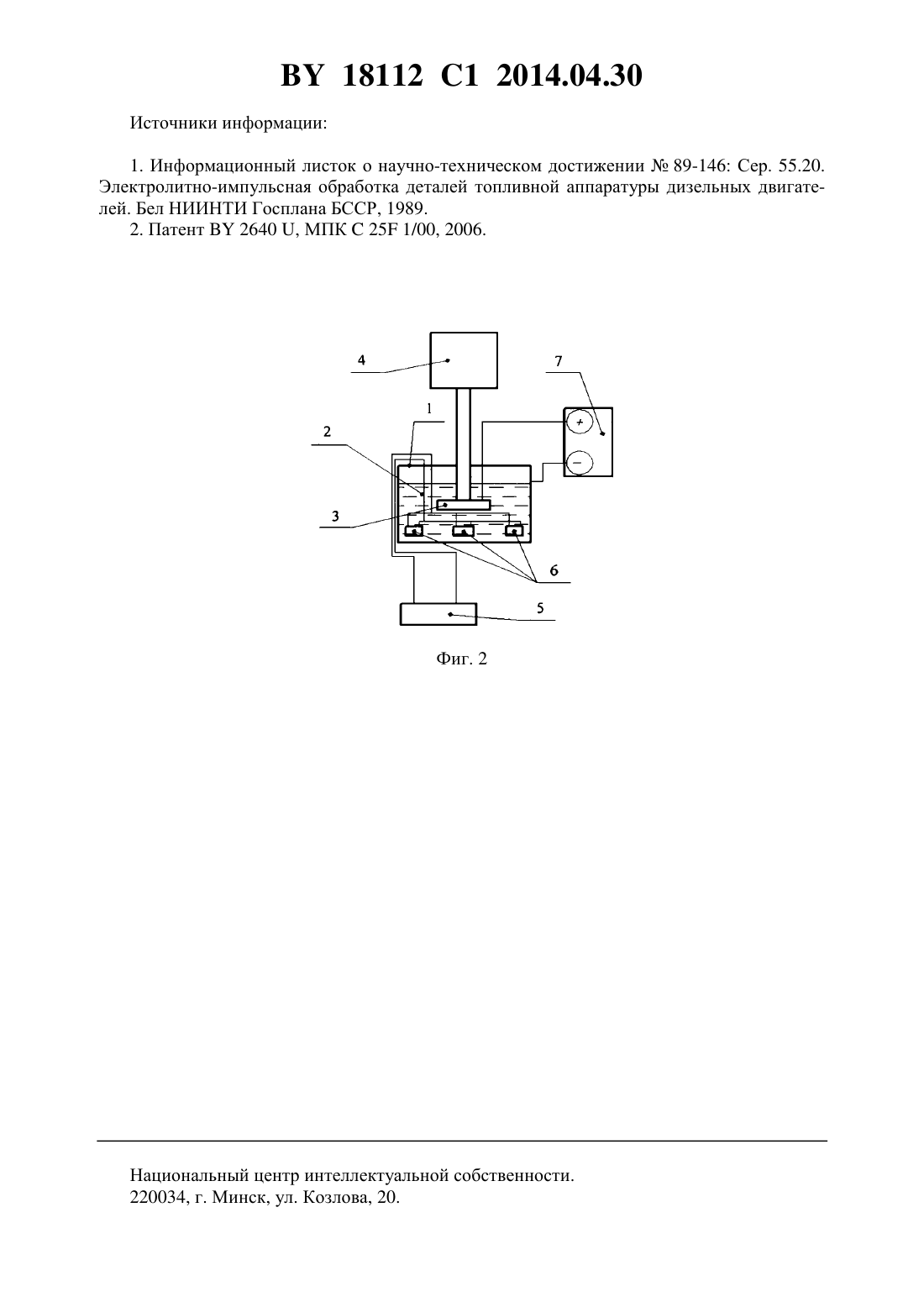
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЯ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА(71) Заявитель Белорусский национальный технический университет(72) Авторы Синькевич Юрий Владимирович Бирич Александр Владимирович Бирич Владимир Владимирович(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для электроимпульсного полирования поверхностей изделия из токопроводящего материала, содержащее ванну с электролитом для погружения обрабатываемого изделия, средство базирования изделия в ванне, автономный источник постоянного тока, Фиг. 1 18112 1 2014.04.30 положительный полюс которого соединен с обрабатываемым изделием, являющимся анодом, а отрицательный - с ванной, являющейся катодом, ультразвуковую колебательную систему, содержащую излучатели и генератор ультразвуковых колебаний, отличающееся тем, что излучатели ультразвуковой колебательной системы закреплены на корпусе ванны с электролитом, или погружены в электролит, или закреплены на корпусе ванны и погружены в электролит. Изобретение относится к электроимпульсному полированию поверхностей изделия и может быть использовано в технологических процессах очистки и полирования металлических изделий сложной геометрической формы. Известно устройство 1 для электролитно-импульсной обработки деталей топливной аппаратуры дизельных двигателей, содержащее источник питания постоянного тока, ванну обработки, технологический модуль и насосную станцию. Обрабатываемые детали располагаются в технологической таре, подключенной к положительному полюсу источника питания. Электролит подается под небольшим давлением в ванну-катод, откуда он сливается в технологический модуль. Недостатком этого устройства является высокая энергоемкость процесса обработки. Расход электроэнергии составляет порядка 0,05-0,15 кВтч/дм 2. Одновременно можно обрабатывать до 100 деталей, продолжительность технологической операции 0,5-2 мин. Таким образом, требуется очень мощный источник постоянного тока, потребляющий много электроэнергии. Кроме того, при одновременном погружении в электролит всех изделий возникает большая токовая нагрузка, что сужает технологические возможности в отношении производительности и отражается на стабильности качества обработки изделий. Наиболее близким по технологической сущности является устройство для электрофизической обработки поверхности изделия, содержащее ванну с электролитом на основе водных растворов нейтральных солей, причем ванна выполнена в виде катода, соединенного с отрицательным полюсом автономного источника питания, положительный полюс источника питания соединен с обрабатываемым изделием, являющимся анодом, средства базирования изделия в ванне, выполненного в виде волноводной излучающей системы,акустически связанной с источником ультразвуковых колебаний 2. Недостатком этого устройства является низкая технологическая гибкость. Для обработки определенной номенклатуры и количества изделий ультразвуковую волноводную излучающую систему необходимо рассчитывать и настраивать в резонанс, что сделать достаточно сложно и не всегда возможно. Таким образом, при изменении номенклатуры и количества обрабатываемых изделий условия возникновения резонанса в ультразвуковой системе изменяются. Необходимы изменения и волноводной излучающей системы, которая нуждается в переналадке. Ввиду этого снижается производительность и качество обработки, особенно для изделий сложной геометрической формы. Задачей предложенного изобретения является создание устройства, позволяющего повысить технологическую гибкость и производительность обработки металлических изделий сложной геометрической формы. Решение поставленной задачи достигается за счет того, что устройство для электроимпульсного полирования поверхностей изделия из токопроводящего материала, содержащее ванну с электролитом, выполненную в виде катода, соединенного с отрицательным полюсом автономного источника питания постоянного тока, положительный полюс автономного источника питания постоянного тока соединен с обрабатываемым изделием, являющимся анодом, ультразвуковую колебательную систему, состоящую из излучателей ультразвуковой колебательной системы и генератора ультразвуковых колебаний, средство базирования изделия в ванне, а излучатели ультразвуковой колебательной системы жестко 2 18112 1 2014.04.30 закреплены на корпусе ванны с электролитом, или погружены в электролит, или закреплены на корпусе ванны и погружены в электролит. Сущность предложенного изобретения поясняется фигурами, где на фиг. 1 представлен общий вид устройства для электроимпульсного полирования поверхностей изделия из токопроводящих материалов с жестким креплением излучателей ультразвуковой колебательной системы к корпусу ванны с электролитом. На фиг. 2 представлен общий вид устройства для электрофизической обработки поверхности изделий из токопроводящих материалов при погружении излучателей ультразвуковой колебательной системы в электролит. Устройство электроимпульсного полирования поверхностей изделия из токопроводящих материалов, включает ванну 1 с электролитом 2 для обработки изделий 3, средство базирования 5 изделия 3 в ванне 1, генератор ультразвуковых колебаний 6 и излучатели ультразвуковых колебаний 7, жестко закрепленные на корпусе ванны 1 или погруженные в электролит 2. При этом ванна 1 выполнена в виде катода, подключенного к отрицательному полюсу автономного источника питания постоянного тока 4, а положительный полюс автономного источника питания постоянного тока 4 подключен к обрабатываемому изделию 3, являющемуся анодом. Устройство работает следующим образом. Обрабатываемое изделие 3 закрепляется на устройстве базирования 5 и погружается в ванну 1 с электролитом 2. Средство базирования 5 подключено к положительному полюсу автономного источника питания постоянного тока 4, являющемуся анодом, а ванна 1 с электролитом 2 подключены к отрицательному полюсу источника автономного питания постоянного тока 4, являющемуся катодом. При погружении обрабатываемого изделия 3 в электролит 2 около поверхности изделия происходит местное вскипание электролита и образование парогазовой оболочки. Между поверхностью изделия 3 и электролитом 2 происходят многочисленные электрические разряды, что вызывает удаление металла с поверхности изделия 3. Одновременно с подачей напряжения от автономного источника питания постоянного тока 4 в электролит 2 от генератора ультразвуковых колебаний 6 через излучатели ультразвуковых колебаний 7 подается ультразвук, что приводит к высокочастотным колебаниям электролита 2. Наличие ультразвуковых колебаний приводит к уменьшению средней толщины парогазовой оболочки и увеличению плотности тока. Ультразвуковые колебания также вызывают вторичные эффекты в электролите, такие как кавитационные пузырьки на поверхность обрабатываемого изделия 3 и вихревые потоки в электролите 2. Данные явления интенсифицируют процесс электроимпульсного полирования поверхностей изделия 3. Подача ультразвука через излучатели ультразвуковых колебаний 7, закрепленных на корпусе ванны 1 или погруженных в электролит 2, позволяет легко настроить ванну 1 с электролитом 2 в режим резонанса, и не требуется перенастройка ультразвуковой колебательной системы при обработке изделий сложной геометрической формы, что позволяет повысить технологическую гибкость и производительность обработки металлических изделий. Пример. Осуществляли обработку плоских образцов размером 40403 мм из коррозионностойкой стали 121810 в электролите - 5 -ном водном растворе сульфата аммония при температуре 70-95 С, напряжении постоянного тока 300 В и частоте ультразвуковых колебаний 44 Гц в течении 180 с. Излучатели ультразвуковых колебаний были жестко закреплены на дне ванны с электролитом. Использование ультразвуковых колебаний электролита позволило увеличить съем металла с поверхности образцов на 39 . Предложенное устройство может быть использовано для обработки изделий сложной геометрической формы без переналадки системы ультразвуковых колебаний электролита,когда ультразвук подается в электролит, а не на обрабатываемое изделие. 3 18112 1 2014.04.30 Источники информации 1. Информационный листок о научно-техническом достижении 89-146 Сер. 55.20. Электролитно-импульсная обработка деталей топливной аппаратуры дизельных двигателей. Бел НИИНТИ Госплана БССР, 1989. 2. Патент 2640 , МПК 25 1/00, 2006. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/16, C25F 1/00, C25F 7/00, B08B 3/12
Метки: токопроводящего, электроимпульсного, материала, полирования, поверхностей, устройство, изделия
Код ссылки
<a href="https://by.patents.su/4-18112-ustrojjstvo-dlya-elektroimpulsnogo-polirovaniya-poverhnostejj-izdeliya-iz-tokoprovodyashhego-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для электроимпульсного полирования поверхностей изделия из токопроводящего материала</a>
Устройство для электрофизической обработки изделия из токопроводящего материала

Номер патента: U 8010
Опубликовано: 28.02.2012
Авторы: Бирич Александр Владимирович, Бирич Владимир Владимирович, Синькевич Юрий Владимирович
МПК: C25F 1/100
Метки: токопроводящего, материала, обработки, устройство, электрофизической, изделия
Текст:
...изделия из токопроводящего материала, содержащее ванну с электролитом, выполненную в виде катода, соединенного с отрицательным полюсом автономного источника питания постоянного тока, положительный полюс которого соединен с обрабатываемым изделием, являющимся анодом, ультразвуковую колебательную систему, состоящую из излучателей и генератора ультразвуковых колебаний, средство базирования изделия в ванне, а излучатели ультразвуковой...
Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала
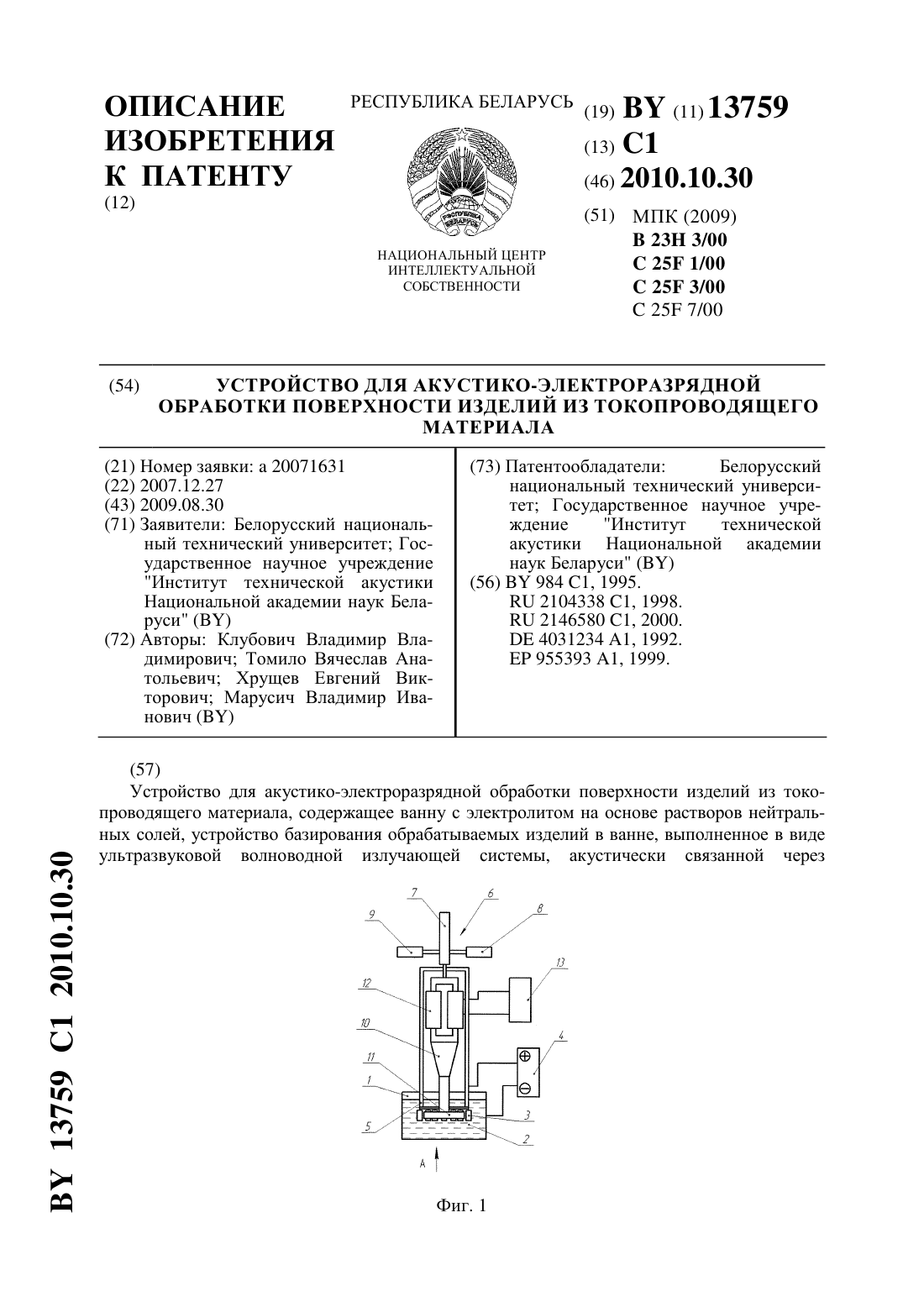
Номер патента: 13759
Опубликовано: 30.10.2010
Авторы: Хрущев Евгений Викторович, Томило Вячеслав Анатольевич, Марусич Владимир Иванович, Клубович Владимир Владимирович
МПК: C25F 1/00, C25F 3/00, B23H 3/00...
Метки: акустико-электроразрядной, изделий, материала, обработки, токопроводящего, устройство, поверхности
Текст:
...устройстве для акустикоэлектроразрядной обработки поверхности изделий из токопроводящего материала, содержащем ванну с электролитом на основе растворов нейтральных солей, устройство базирования обрабатываемых изделий в ванне, выполненное в виде ультразвуковой волноводной излучающей системы, акустически связанной через ультразвуковой преобразователь с источником ультразвуковых колебаний, с возможностью пространственного трехмерного...
Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала
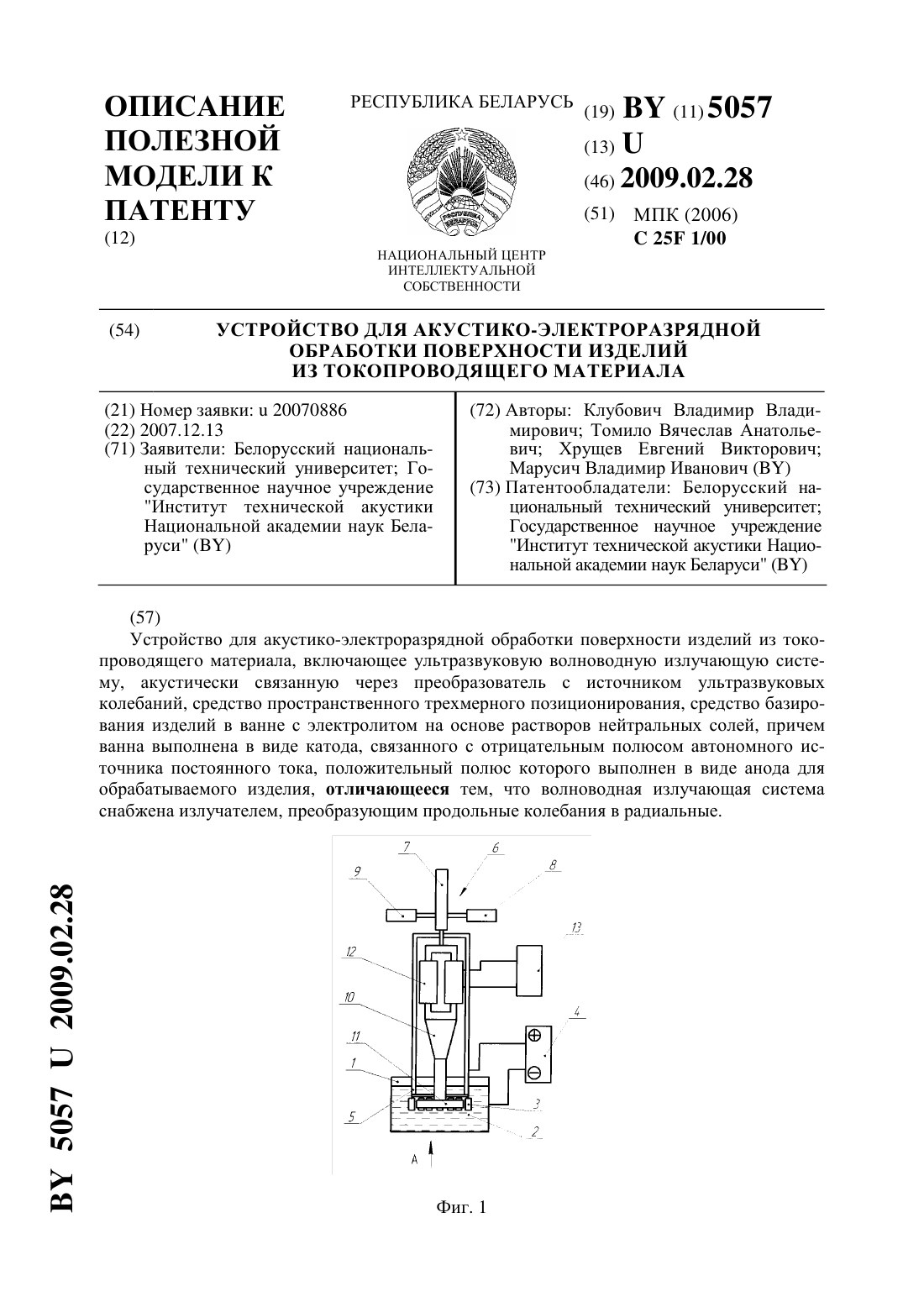
Номер патента: U 5057
Опубликовано: 28.02.2009
Авторы: Томило Вячеслав Анатольевич, Хрущев Евгений Викторович, Клубович Владимир Владимирович, Марусич Владимир Иванович
МПК: C25F 1/00
Метки: устройство, токопроводящего, обработки, поверхности, акустико-электроразрядной, изделий, материала
Текст:
...является повышение технологической гибкости, производительности и создание устройства, позволяющего эффективно очищать и полировать металлические изделия сложной геометрической формы. Решение поставленной задачи достигается за счет того, что в устройстве для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала,включающее ультразвуковую волноводную излучающую систему, акустически связанную через...
Устройство для электролитно-плазменного полирования металлического изделия
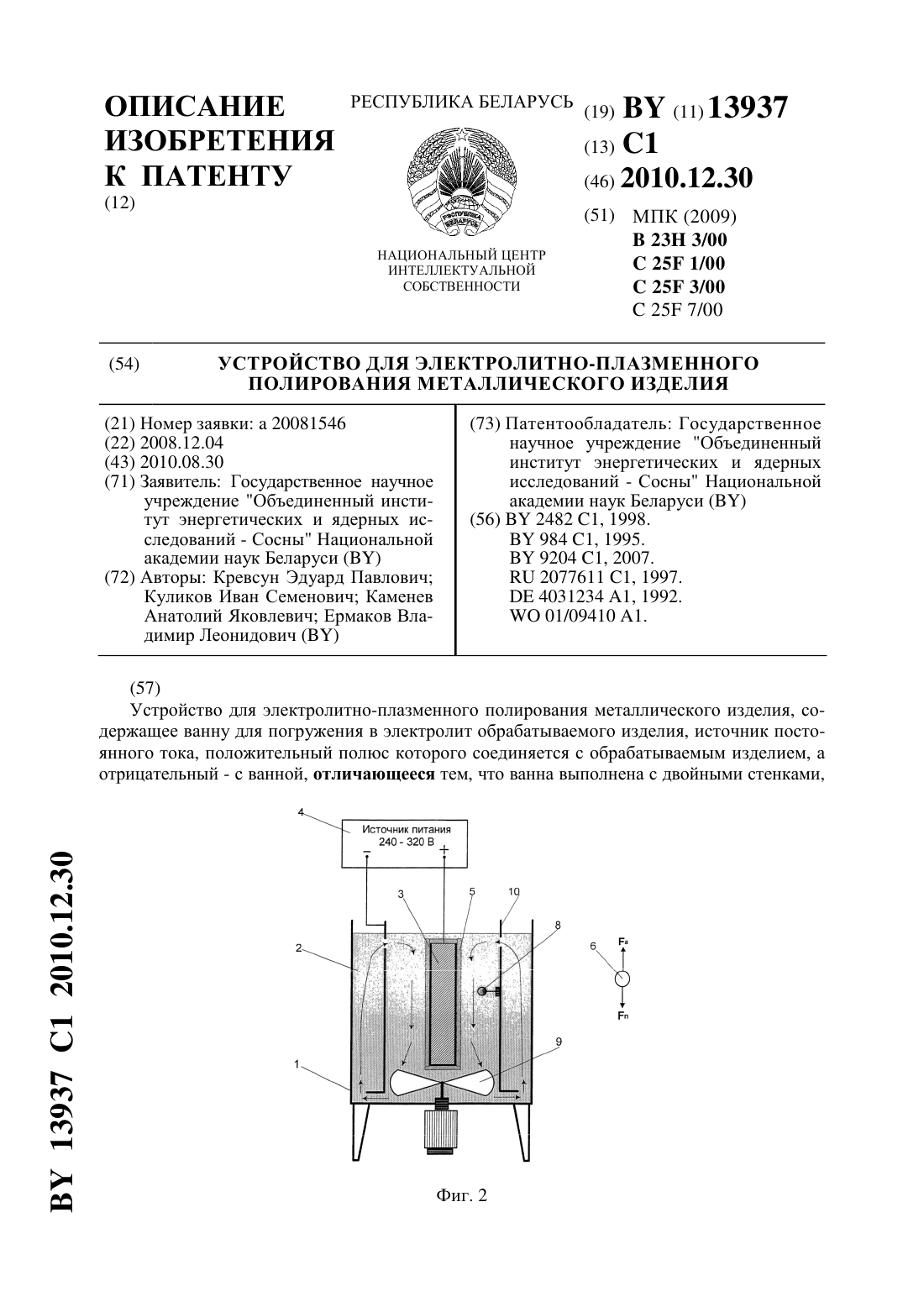
Номер патента: 13937
Опубликовано: 30.12.2010
Авторы: Каменев Анатолий Яковлевич, Куликов Иван Семенович, Кревсун Эдуард Павлович, Ермаков Владимир Леонидович
МПК: C25F 1/00, B23H 3/00, C25F 3/00...
Метки: полирования, изделия, устройство, металлического, электролитно-плазменного
Текст:
...изобретения является создание устройства для электролитноплазменного полирования металлических изделий, которое обеспечило бы условия для равномерного съема металла по всей поверхности обрабатываемого изделия. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования металлического изделия, содержащем ванну для погружения в электролит 2 13937 1 2010.12.30 обрабатываемого изделия, источник постоянного...
Устройство для электрофизической обработки поверхности изделий из токопроводящего материала
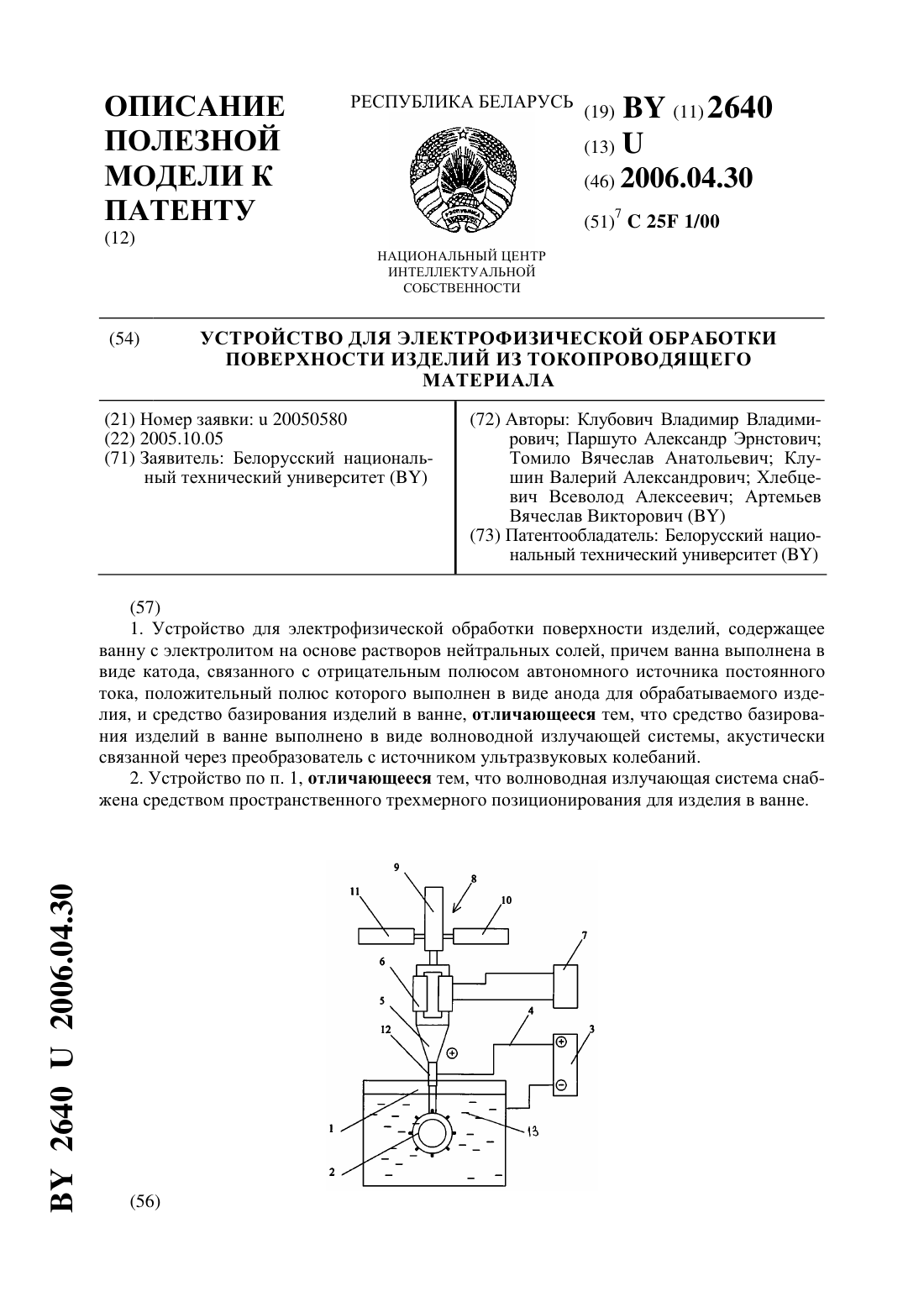
Номер патента: U 2640
Опубликовано: 30.04.2006
Авторы: Томило Вячеслав Анатольевич, Артемьев Вячеслав Викторович, Клубович Владимир Владимирович, Клушин Валерий Александрович, Хлебцевич Всеволод Алексеевич, Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: токопроводящего, электрофизической, поверхности, изделий, материала, обработки, устройство
Текст:
...обеспечивало бы пространственное трехмерное позиционирование изделия в ванне и относительное перемещение электролита и обрабатываемых изделий, что позволило бы повысить качество обработки изделий. Поставленная задача решается тем, что в устройстве для электрохимической обработки поверхности изделий, содержащем ванну с электролитом на основе растворов нейтральных солей, которая выполнена в виде катода, связанного с отрицательным полюсом...