Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала
Номер патента: 13759
Опубликовано: 30.10.2010
Авторы: Хрущев Евгений Викторович, Марусич Владимир Иванович, Клубович Владимир Владимирович, Томило Вячеслав Анатольевич
Текст
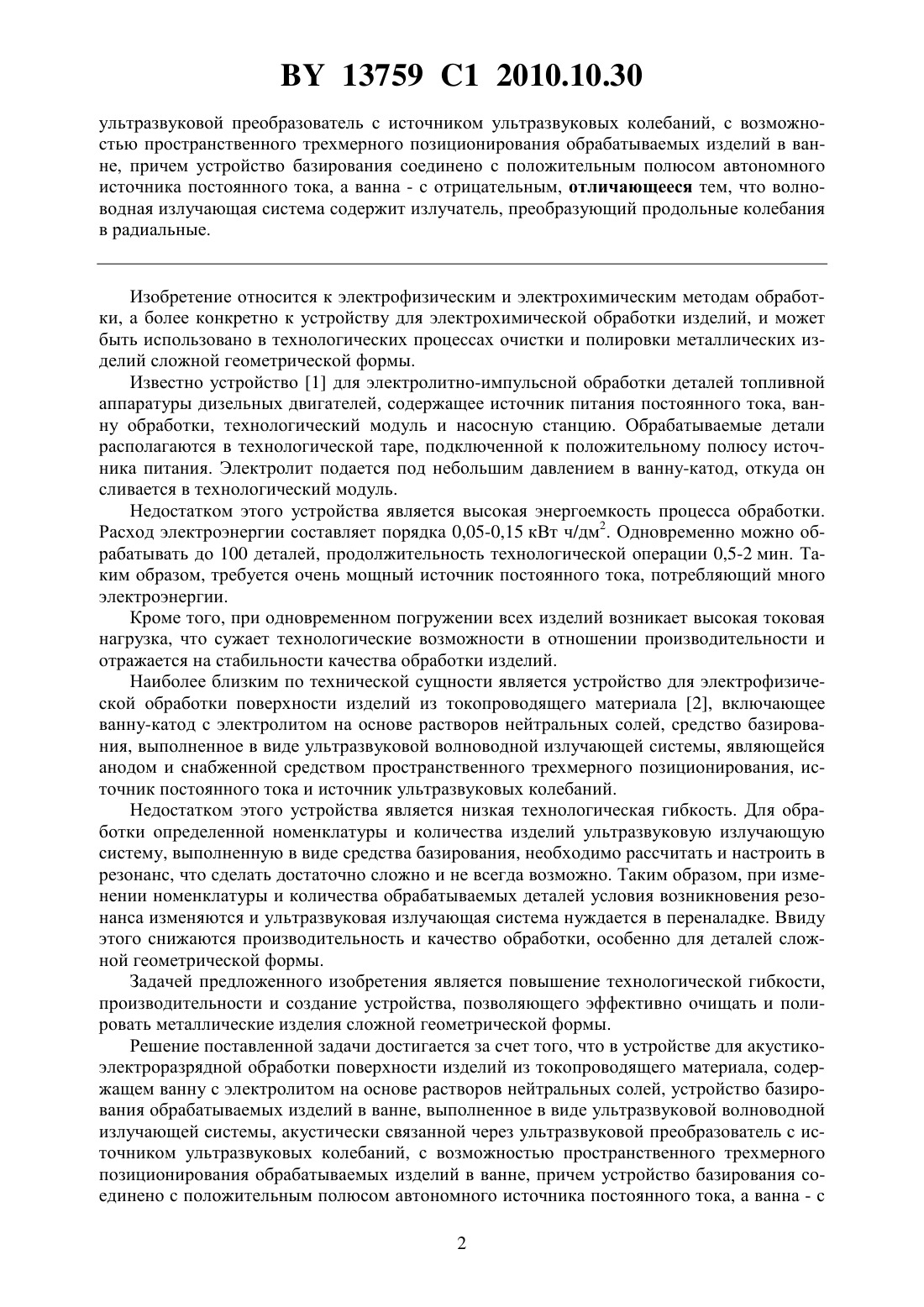
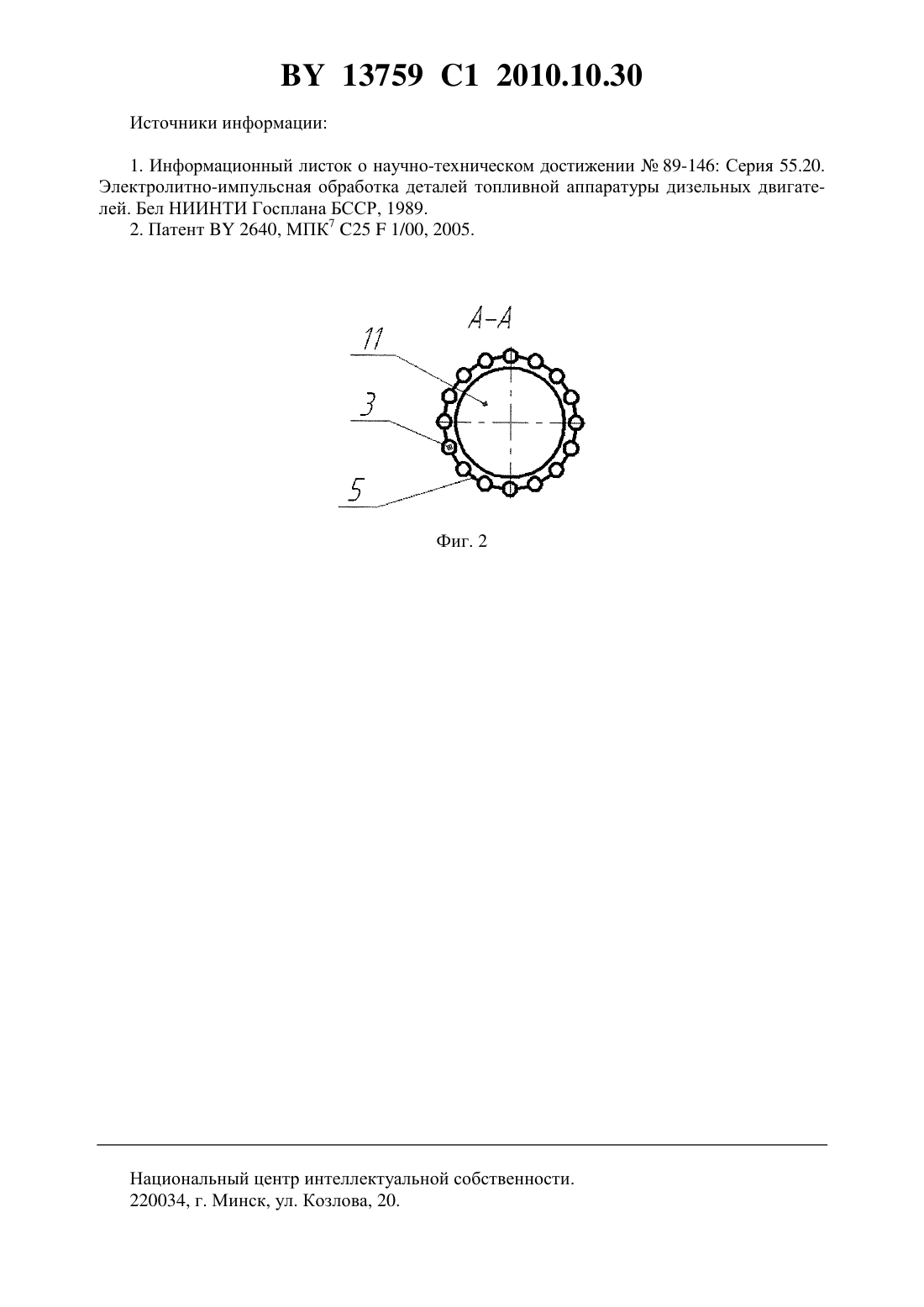
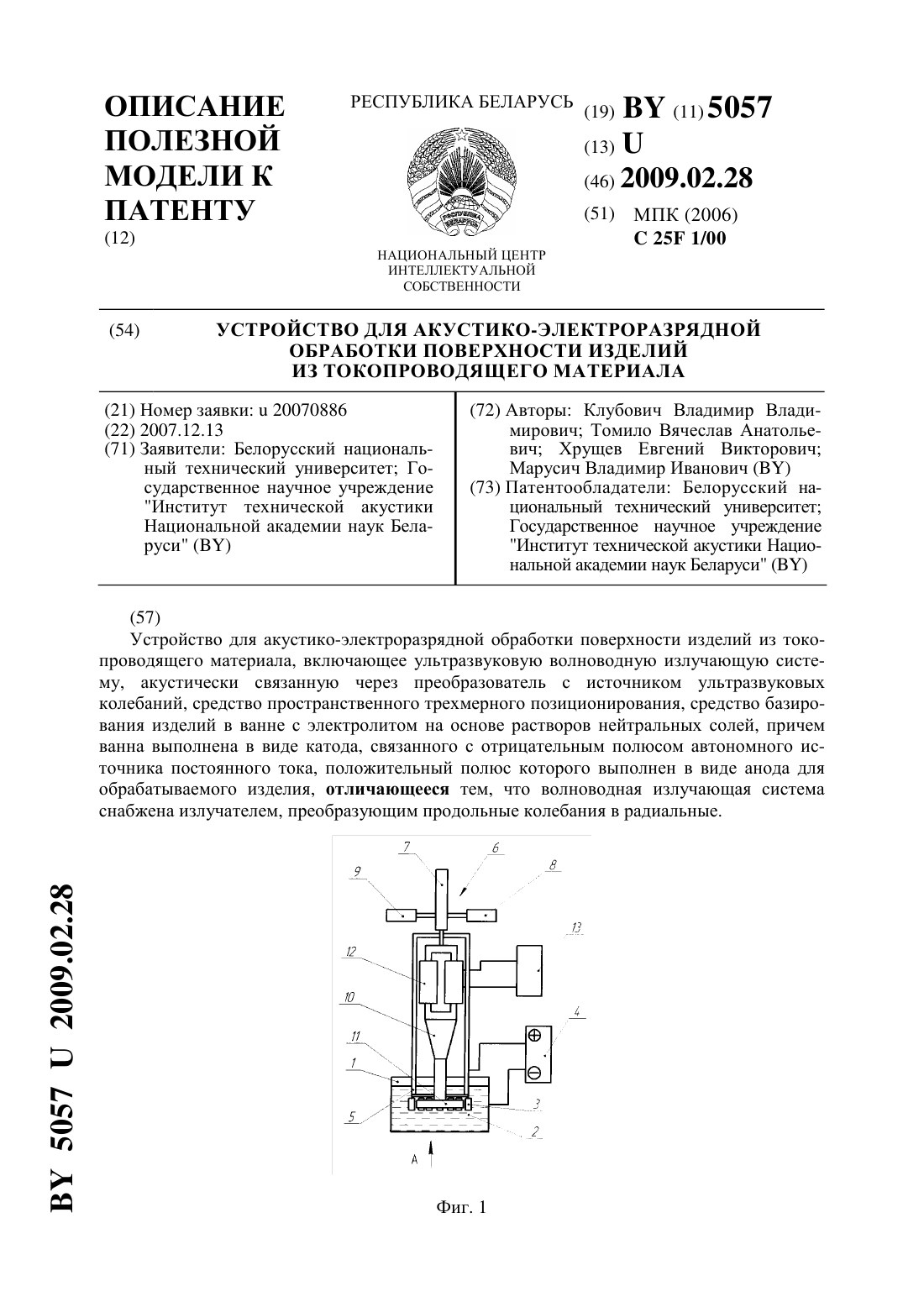
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ АКУСТИКО-ЭЛЕКТРОРАЗРЯДНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА(71) Заявители Белорусский национальный технический университет Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(72) Авторы Клубович Владимир Владимирович Томило Вячеслав Анатольевич Хрущев Евгений Викторович Марусич Владимир Иванович(73) Патентообладатели Белорусский национальный технический университет Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(57) Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала, содержащее ванну с электролитом на основе растворов нейтральных солей, устройство базирования обрабатываемых изделий в ванне, выполненное в виде ультразвуковой волноводной излучающей системы, акустически связанной через 13759 1 2010.10.30 ультразвуковой преобразователь с источником ультразвуковых колебаний, с возможностью пространственного трехмерного позиционирования обрабатываемых изделий в ванне, причем устройство базирования соединено с положительным полюсом автономного источника постоянного тока, а ванна - с отрицательным, отличающееся тем, что волноводная излучающая система содержит излучатель, преобразующий продольные колебания в радиальные. Изобретение относится к электрофизическим и электрохимическим методам обработки, а более конкретно к устройству для электрохимической обработки изделий, и может быть использовано в технологических процессах очистки и полировки металлических изделий сложной геометрической формы. Известно устройство 1 для электролитно-импульсной обработки деталей топливной аппаратуры дизельных двигателей, содержащее источник питания постоянного тока, ванну обработки, технологический модуль и насосную станцию. Обрабатываемые детали располагаются в технологической таре, подключенной к положительному полюсу источника питания. Электролит подается под небольшим давлением в ванну-катод, откуда он сливается в технологический модуль. Недостатком этого устройства является высокая энергоемкость процесса обработки. Расход электроэнергии составляет порядка 0,05-0,15 кВт ч/дм 2. Одновременно можно обрабатывать до 100 деталей, продолжительность технологической операции 0,5-2 мин. Таким образом, требуется очень мощный источник постоянного тока, потребляющий много электроэнергии. Кроме того, при одновременном погружении всех изделий возникает высокая токовая нагрузка, что сужает технологические возможности в отношении производительности и отражается на стабильности качества обработки изделий. Наиболее близким по технической сущности является устройство для электрофизической обработки поверхности изделий из токопроводящего материала 2, включающее ванну-катод с электролитом на основе растворов нейтральных солей, средство базирования, выполненное в виде ультразвуковой волноводной излучающей системы, являющейся анодом и снабженной средством пространственного трехмерного позиционирования, источник постоянного тока и источник ультразвуковых колебаний. Недостатком этого устройства является низкая технологическая гибкость. Для обработки определенной номенклатуры и количества изделий ультразвуковую излучающую систему, выполненную в виде средства базирования, необходимо рассчитать и настроить в резонанс, что сделать достаточно сложно и не всегда возможно. Таким образом, при изменении номенклатуры и количества обрабатываемых деталей условия возникновения резонанса изменяются и ультразвуковая излучающая система нуждается в переналадке. Ввиду этого снижаются производительность и качество обработки, особенно для деталей сложной геометрической формы. Задачей предложенного изобретения является повышение технологической гибкости,производительности и создание устройства, позволяющего эффективно очищать и полировать металлические изделия сложной геометрической формы. Решение поставленной задачи достигается за счет того, что в устройстве для акустикоэлектроразрядной обработки поверхности изделий из токопроводящего материала, содержащем ванну с электролитом на основе растворов нейтральных солей, устройство базирования обрабатываемых изделий в ванне, выполненное в виде ультразвуковой волноводной излучающей системы, акустически связанной через ультразвуковой преобразователь с источником ультразвуковых колебаний, с возможностью пространственного трехмерного позиционирования обрабатываемых изделий в ванне, причем устройство базирования соединено с положительным полюсом автономного источника постоянного тока, а ванна - с 2 13759 1 2010.10.30 отрицательным, волноводная излучающая система содержит излучатель, преобразующий продольные колебания в радиальные. Сущность предложенного изобретения поясняется чертежом, где на фиг. 1 изображен общий вид устройства для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала, а на фиг. 2 изображен вид устройства снизу, на котором показаны излучатель, средство базирования и обрабатываемые изделия. Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала включает ванну 1 с электролитом 2 для обработки изделий 3. Ванна 1 выполнена в виде катода, связанного с отрицательным полюсом автономного источника 4 постоянного тока, положительный полюс которого присоединен к аноду, выполненному в виде средства 5 базирования деталей 3. Средство 5 базирования снабжено устройством 6 трехмерного пространственного позиционирования изделий 3 в ванне 1. Устройство 6 трехмерного пространственного позиционирования оборудовано приводом 7 вертикального перемещения, приводом 8 поперечного перемещения и приводом 9 продольного перемещения. Волноводная излучающая система 10 состоит из излучателя 11,преобразующего продольные колебания, возбуждаемые преобразователем 12, питаемого от генератора 13 ультразвуковых колебаний в радиальные. Устройство работает следующим образом. Обрабатываемые детали 3 закрепляются на средстве 5 базирования. Средство 5 базирования снабжено устройством 6 трехмерного пространственного позиционирования изделий 3 в ванне 1. Устройство 6 трехмерного пространственного позиционирования оборудовано приводом 7 вертикального перемещения, приводом 8 поперечного перемещения и приводом 9 продольного перемещения, что позволяет размещать обрабатываемые детали 3 в любом месте ванны 1 с электролитом 2. Средство 5 базирования является анодом и соединено с положительным полюсом автономного источника 4 постоянного тока, а ванна 1 с электролитом 2 соединена с отрицательным полюсом автономного источника 4 постоянного тока и является катодом. При погружении обрабатываемых деталей 3 в электролит 2 происходит местное вскипание электролита 2 у поверхности деталей 3 и образование парогазовой оболочки толщиной 50-100 мкм. Между поверхностью деталей 3 и электролитом 2 происходят электрические микродуговые и искровые разряды, которые производят съем металла с поверхности деталей 3. Посредством волноводной излучающей системы 10 можно влиять на этот процесс. Излучатель 11, возбуждаемый преобразователем 12, питаемым от генератора 13 ультразвуковых колебаний, преобразует продольные ультразвуковые колебания в радиальные колебания ультразвуковой частоты. Колебания вызывают вторичные эффекты в жидкости, такие как кавитация и вихревые потоки, что способствует перемешиванию и обновлению электролита 2 в очаге обработки. Пример. Осуществляли обработку стоматологических зеркал, изготовленных из нержавеющей стали. Частота ультразвуковых колебаний 22 кГц. Температура электролита 82-95 С. Рабочее напряжение более 100 В. Введение ультразвуковых колебаний заявленным способом позволило сократить время обработки в 1,5 раза, повысить стабильность и качество полировки на 30-40 . Предложенное изобретение может быть с успехом использовано для обработки изделий различного профиля (прутков, проволоки, ножовочных полотен, изделий сложнофасонного профиля), а также для полирования поверхностей изделий сложной геометрической формы (стоматологических зеркал, столовых приборов, ножей электробритв и пр.) 13759 1 2010.10.30 Источники информации 1. Информационный листок о научно-техническом достижении 89-146 Серия 55.20. Электролитно-импульсная обработка деталей топливной аппаратуры дизельных двигателей. Бел НИИНТИ Госплана БССР, 1989. 2. Патент 2640, МПК 7 251/00, 2005. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/00, C25F 1/00, B23H 3/00, C25F 7/00
Метки: изделий, токопроводящего, акустико-электроразрядной, устройство, материала, поверхности, обработки
Код ссылки
<a href="https://by.patents.su/4-13759-ustrojjstvo-dlya-akustiko-elektrorazryadnojj-obrabotki-poverhnosti-izdelijj-iz-tokoprovodyashhego-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала</a>
Устройство для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала
Номер патента: U 5057
Опубликовано: 28.02.2009
Авторы: Хрущев Евгений Викторович, Томило Вячеслав Анатольевич, Марусич Владимир Иванович, Клубович Владимир Владимирович
МПК: C25F 1/00
Метки: устройство, токопроводящего, материала, акустико-электроразрядной, обработки, поверхности, изделий
Текст:
...является повышение технологической гибкости, производительности и создание устройства, позволяющего эффективно очищать и полировать металлические изделия сложной геометрической формы. Решение поставленной задачи достигается за счет того, что в устройстве для акустико-электроразрядной обработки поверхности изделий из токопроводящего материала,включающее ультразвуковую волноводную излучающую систему, акустически связанную через...
Устройство для электрофизической обработки поверхности изделий из токопроводящего материала
Номер патента: U 2640
Опубликовано: 30.04.2006
Авторы: Паршуто Александр Эрнстович, Хлебцевич Всеволод Алексеевич, Клубович Владимир Владимирович, Клушин Валерий Александрович, Артемьев Вячеслав Викторович, Томило Вячеслав Анатольевич
МПК: C25F 1/00
Метки: обработки, поверхности, электрофизической, устройство, материала, изделий, токопроводящего
Текст:
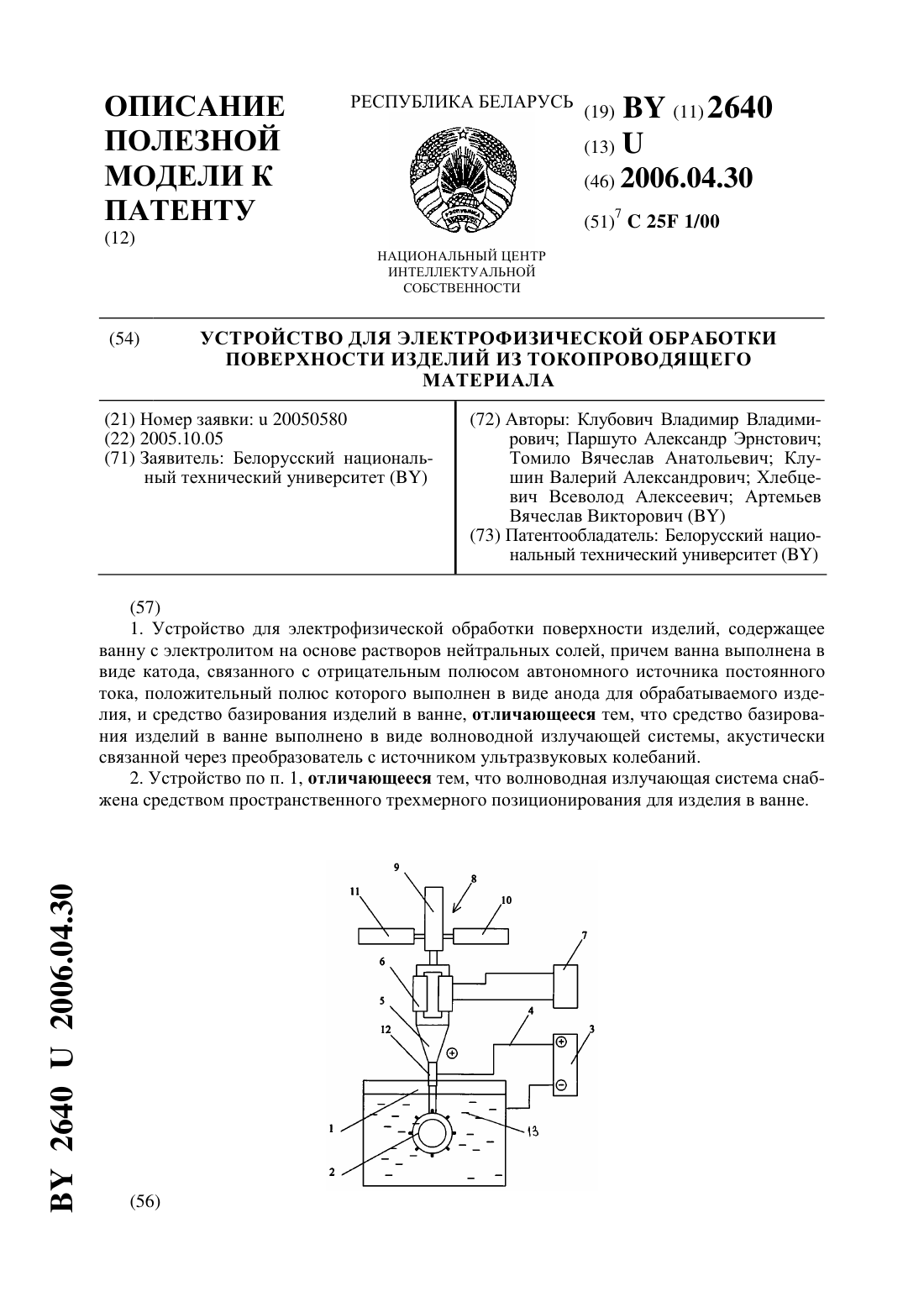
...обеспечивало бы пространственное трехмерное позиционирование изделия в ванне и относительное перемещение электролита и обрабатываемых изделий, что позволило бы повысить качество обработки изделий. Поставленная задача решается тем, что в устройстве для электрохимической обработки поверхности изделий, содержащем ванну с электролитом на основе растворов нейтральных солей, которая выполнена в виде катода, связанного с отрицательным полюсом...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: изделий, поверхности, электрохимической, металлических, способ, обработки
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Устройство для химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 6220
Опубликовано: 30.06.2004
Автор: Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: разряде, устройство, обработки, химико-термической, давлении, изделий, атмосферном, металлических, тлеющем
Текст:
...цель достигается тем, что в предложенном устройстве, содержащем источник питания постоянного тока, анод, держатель для крепления изделия, подключенный к отрицательному полюсу источника питания, анод размещен в ванне с рабочим веществом, способным к расплавлению и обладающим электропроводностью в расплавленном состоянии, и выполнен выступающим над поверхностью рабочего вещества, а ванна снабжена нагревателем. Рабочим веществом является...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: U 4973
Опубликовано: 28.02.2009
Авторы: Кособуцкий Александр Антонович, Королев Александр Юрьевич, Гусяцкий Сергей Алексеевич, Нисс Владимир Семенович, Алексеев Юрий Геннадьевич
Метки: обработки, сложной, изделий, устройство, формы, электролитно-плазменной
Текст:
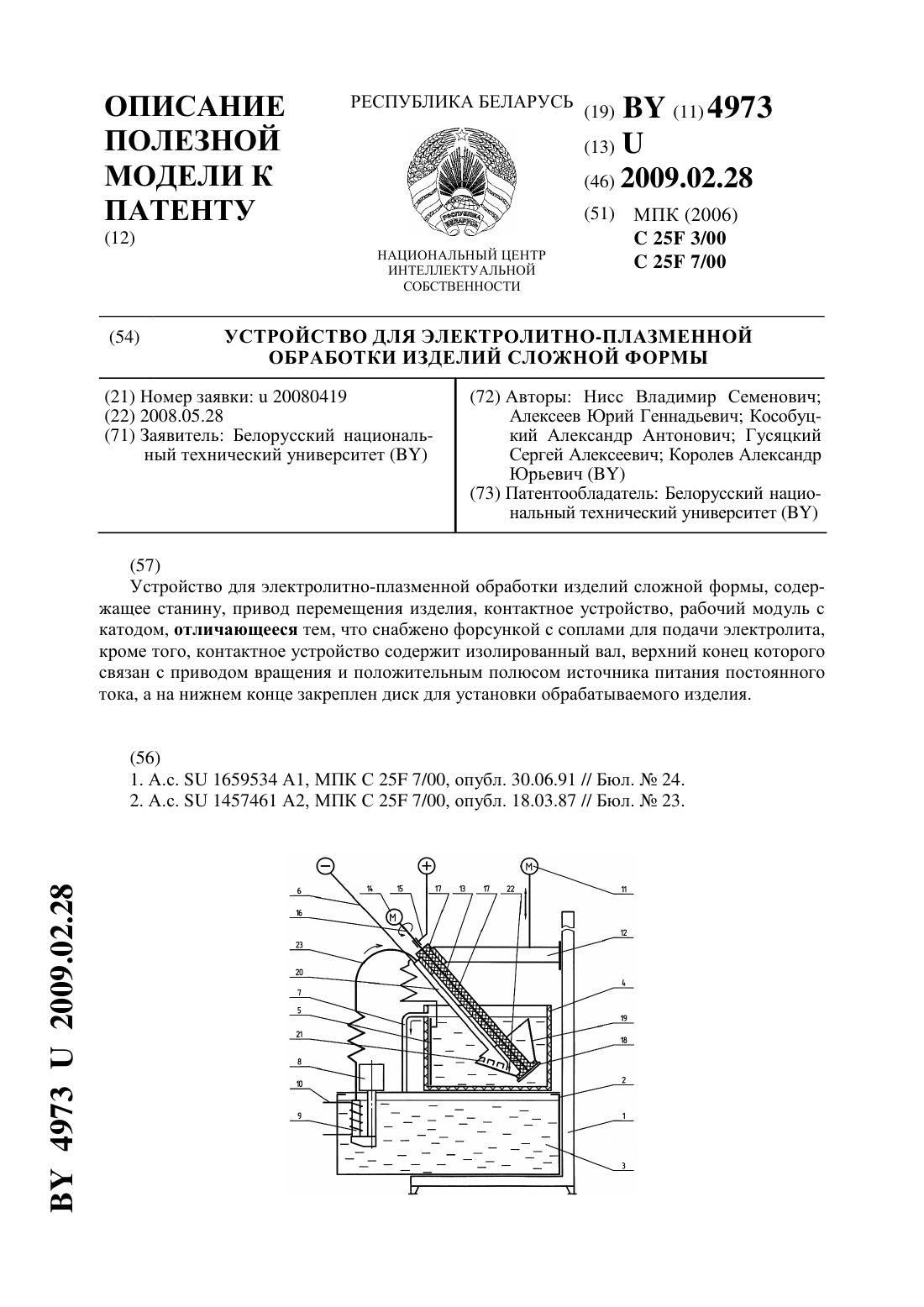
...с соплами для подачи электролита, кроме того, контактное устройство содержит изолированный вал,верхний конец которого связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце закреплен диск для установки обрабатываемого изделия. Сущность полезной модели поясняется чертежом. Устройство состоит из станины 1, на которой установлен рабочий модуль 2, который включает бак 3 и ванну 4, выполненную из...
Предыдущий патент: Способ определения линейного перемещения объекта и устройство для его осуществления
Следующий патент: Погрузчик-транспортировщик рулонов
Случайный патент: Стабилизатор термоокислительной деструкции полиэтилена