Порошковая смесь для газопламенного напыления покрытий
Номер патента: 18050
Опубликовано: 28.02.2014
Авторы: Онащенко Филипп Евгеньевич, Манойло Евгений Данилович
Текст
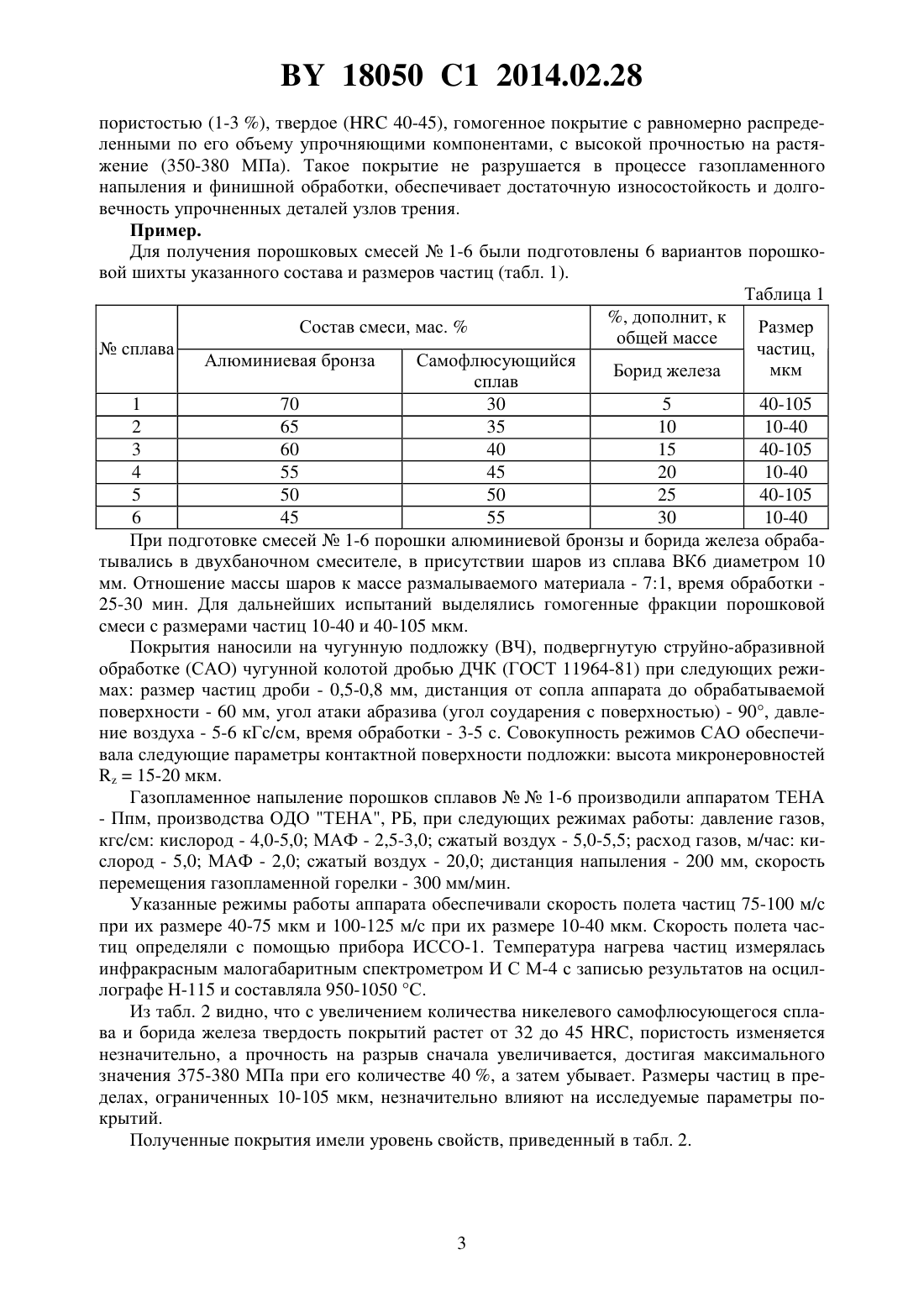
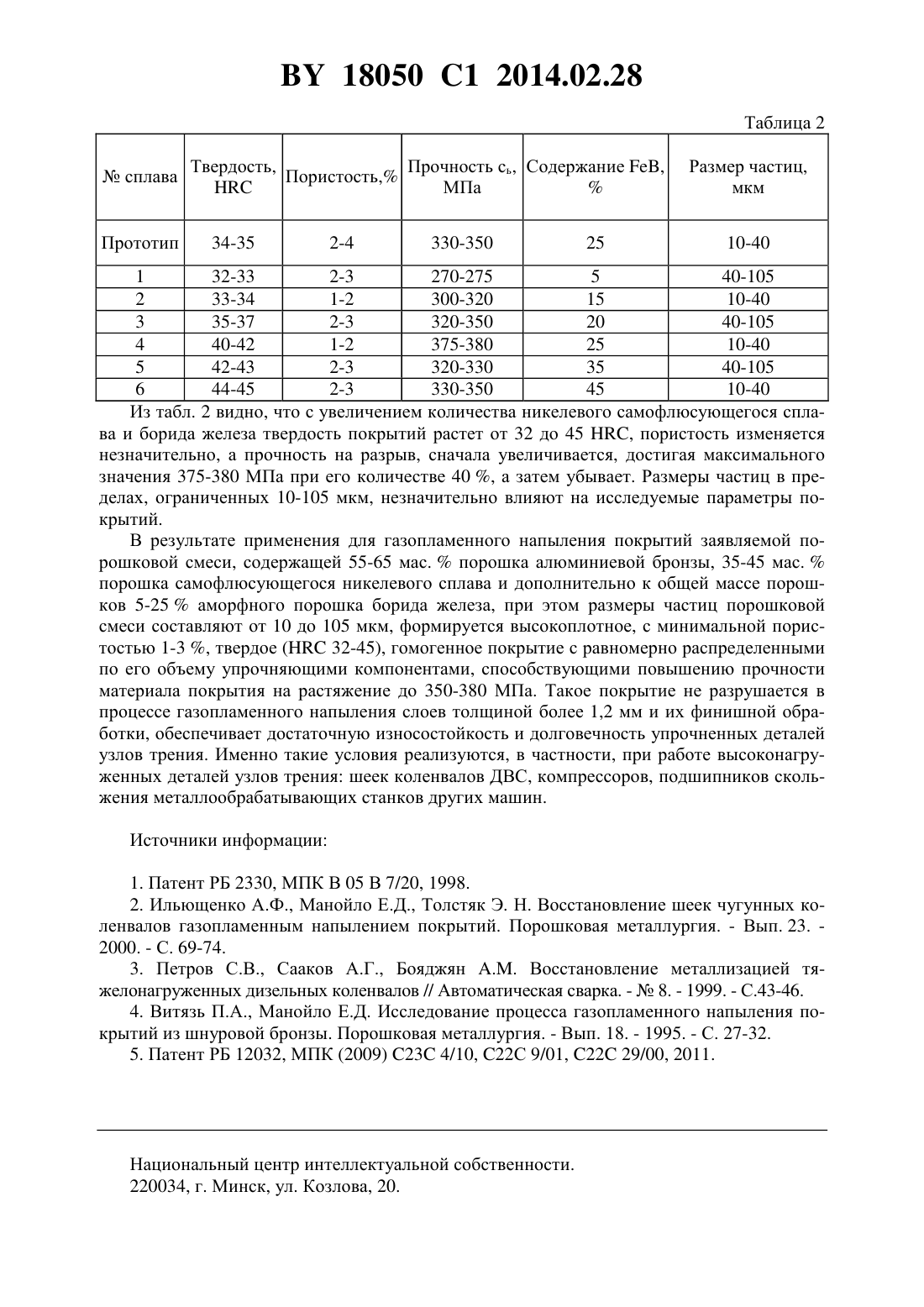
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПОРОШКОВАЯ СМЕСЬ ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Манойло Евгений Данилович Онащенко Филипп Евгеньевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Порошковая смесь для газопламенного напыления покрытия, содержащая 55-65 мас.порошка алюминиевой бронзы, 35-45 мас.порошка самофлюсующегося никелевого сплава и дополнительно к общей массе порошков 5-25 аморфного порошка борида железа, при этом размеры частиц порошковой смеси составляют от 10 до 105 мкм. Изобретение относится к области порошковой металлургии, в частности к составам порошков, применяемых для получения износостойких покрытий методом газопламенного напыления. Известен порошок алюминиевой бронзы (БрАЖНФ), предназначенный для газотермического нанесения покрытий, содержащий (мас. ) алюминий 512, железо 14, никель 612, фосфор 0,25, остальное - медь 1. Он получен путем распыления расплава потоком сжатого газа (азота). Для газопламенного напыления покрытий, как правило, используются частицы с размерами до 100 мкм. Данный порошок, например, используется для газопламенного напыления покрытий при восстановлении и упрочнении высоконагруженных деталей узлов трения - шеек стальных и чугунных коленчатых валов, на которые в процессе эксплуатации одновременно воздействуют высокие знакопеременные нагрузки, относительные скорости скольжения и вибрации. Как правило, толщина наносимого слоя покрытия при восстановлении шеек находится в пределах 0,61,2 мм. Основными параметрами, определяющими ресурс работы покрытий высоконагруженных деталей узлов трения при прочих равных условиях,являются прочность на разрыв и пористость. Прочность на разрыв газопламенного покрытия из порошка алюминиевой бронзы составляет около 170 МПа, твердость - 235 НВ и пористость - 4,06,32. Срок службы коленчатых валов с восстановленными таким образом шейками составляет 30-40 от нового. Для повышения срока службы валов с восстановленными напылением шейками рекомендуется обеспечить твердость покрытия не менее 42 при пористости 233. 18050 1 2014.02.28 Известна также порошковая смесь, применяемая для напыления износостойких покрытий методом газопламенного напыления, состоящая из 60 алюминиевой бронзы и 40 композита (32-)25. Анализ микроструктуры такого покрытия показал, что твердофазные включения в нем распределены равномерно, при этом между частицами практически отсутствуют границы. Это свидетельствует о прочных связях между ними. Твердость покрытия составила 22 3, пористость - 6-8 , прочность на разрыв 160-170 МШ 4. Однако в связи с повышенной пористостью и недостаточной прочностью на разрыв нанесенное методом газопламенного напыления покрытие из данной механической смеси в процессе трения в условиях действия интенсивных нагрузок разрушается из-за выкрашивания микрообъемов композита, и, как следствие, наступает преждевременный износ деталей узла трения. Наиболее близкой из известных порошковых смесей для газопламенного напыления покрытий к заявляемой по составу компонентов является смесь, состоящая из порошков алюминиевой бронзы и аморфного борида железа, при следующем соотношении компонентов (мас. ) алюминиевая бронза - 95-55, аморфный борид железа - 5-45. При этом частицы порошков алюминиевой бронзы и борида железа имеют размеры 10-75 мкм 5. В результате газопламенного напыления данной порошковой смеси на основе алюминиевой бронзы и аморфного порошка борида железа формируется высокоплотное, с минимальной пористостью 2-4 , твердое ( 30-35), гомогенное покрытие с прочностью на растяжение до 330-350 МПа. Однако такое покрытие склонно к разрушению при нанесении слоев толщиной более 1,2 мм и в процессе шлифования до требуемого размера, а также не обеспечивает достаточной износостойкости и долговечности, особенно восстановленных и упрочненных чугунных деталей узлов трения, работающих в условиях знакопеременных нагрузок. Задачей изобретения является создание порошковой смеси для газопламенного напыления покрытий повышенной толщины, не разрушающихся в процессе нанесения и финишной обработки, обеспечивающих достаточную износостойкость и долговечность упрочненных деталей узлов трения. Технический результат, получаемый при осуществлении изобретения, заключается в создании порошковой смеси для газопламенного напыления высокопрочных твердых покрытий с минимальной пористостью. Сущность предлагаемого изобретения заключается в том, что порошковая смесь для газопламенного напыления покрытий содержит 55-65 мас.порошка алюминиевой бронзы, 35-45 мас.порошка самофлюсующегося никелевого сплава и дополнительно к общей массе порошков 5-25 аморфного порошка борида железа, при этом размеры частиц порошковой смеси составляют от 10 до 105 мкм. Предлагаемый состав порошковой смесиблагодаря хорошей химической совместимости, близкому интервалу температур плавления его компонентов (950-1150 С), высокой твердости самофлюсующегося никелевого сплава (40-60 ), нахождению борида железа в аморфном состоянии, размерам частиц - в пределах 10-105 мкм, при оптимальных режимах газопламенного напыления (скорость соударения частиц с основой 75-125 м/с),обеспечивает формирование высокоплотного, прочного и твердого покрытия значительной толщины (более 2,0 мм). Благодаря хорошей совместимости частиц в порошковой смеси и высокой скорости их полета в процессе газопламенного напыления частицы компонентов равномерно распределяется по объему покрытия. Так как частицы самофлюсующегося никелевого сплава и аморфного борида железа имеют высокую прочность, твердость до 60 и температуру плавления, близкую к температуре плавления алюминиевой бронзы, около 1000 С. Цельсия, то в процессе формирования покрытия на подложке они прочно связываются между собой и с подложкой. При этом формируется высокоплотное, с минимальной остаточной 2 18050 1 2014.02.28 пористостью (1-3 ), твердое ( 40-45), гомогенное покрытие с равномерно распределенными по его объему упрочняющими компонентами, с высокой прочностью на растяжение (350-380 МПа). Такое покрытие не разрушается в процессе газопламенного напыления и финишной обработки, обеспечивает достаточную износостойкость и долговечность упрочненных деталей узлов трения. Пример. Для получения порошковых смесей 1-6 были подготовлены 6 вариантов порошковой шихты указанного состава и размеров частиц (табл. 1). Таблица 1, дополнит, к Состав смеси, мас.Размер общей массесплава частиц,Алюминиевая бронза Самофлюсующийся мкм Борид железа сплав 1 70 30 5 40-105 2 65 35 10 10-40 3 60 40 15 40-105 4 55 45 20 10-40 5 50 50 25 40-105 6 45 55 30 10-40 При подготовке смесей 1-6 порошки алюминиевой бронзы и борида железа обрабатывались в двухбаночном смесителе, в присутствии шаров из сплава ВК 6 диаметром 10 мм. Отношение массы шаров к массе размалываемого материала - 71, время обработки 25-30 мин. Для дальнейших испытаний выделялись гомогенные фракции порошковой смеси с размерами частиц 10-40 и 40-105 мкм. Покрытия наносили на чугунную подложку (ВЧ), подвергнутую струйно-абразивной обработке (САО) чугунной колотой дробью ДЧК (ГОСТ 11964-81) при следующих режимах размер частиц дроби - 0,5-0,8 мм, дистанция от сопла аппарата до обрабатываемой поверхности - 60 мм, угол атаки абразива (угол соударения с поверхностью) - 90, давление воздуха - 5-6 кГс/см, время обработки - 3-5 с. Совокупность режимов САО обеспечивала следующие параметры контактной поверхности подложки высота микронеровностей 15-20 мкм. Газопламенное напыление порошков сплавов 1-6 производили аппаратом ТЕНА- Ппм, производства ОДО ТЕНА, РБ, при следующих режимах работы давление газов,кгс/см кислород - 4,0-5,0 МАФ - 2,5-3,0 сжатый воздух - 5,0-5,5 расход газов, м/час кислород - 5,0 МАФ - 2,0 сжатый воздух - 20,0 дистанция напыления - 200 мм, скорость перемещения газопламенной горелки - 300 мм/мин. Указанные режимы работы аппарата обеспечивали скорость полета частиц 75-100 м/с при их размере 40-75 мкм и 100-125 м/с при их размере 10-40 мкм. Скорость полета частиц определяли с помощью прибора ИССО-1. Температура нагрева частиц измерялась инфракрасным малогабаритным спектрометром И С М-4 с записью результатов на осциллографе Н-115 и составляла 950-1050 С. Из табл. 2 видно, что с увеличением количества никелевого самофлюсующегося сплава и борида железа твердость покрытий растет от 32 до 45 , пористость изменяется незначительно, а прочность на разрыв сначала увеличивается, достигая максимального значения 375-380 МПа при его количестве 40 , а затем убывает. Размеры частиц в пределах, ограниченных 10-105 мкм, незначительно влияют на исследуемые параметры покрытий. Полученные покрытия имели уровень свойств, приведенный в табл. 2. 1 32-33 2-3 270-275 5 40-105 2 33-34 1-2 300-320 15 10-40 3 35-37 2-3 320-350 20 40-105 4 40-42 1-2 375-380 25 10-40 5 42-43 2-3 320-330 35 40-105 6 44-45 2-3 330-350 45 10-40 Из табл. 2 видно, что с увеличением количества никелевого самофлюсующегося сплава и борида железа твердость покрытий растет от 32 до 45 , пористость изменяется незначительно, а прочность на разрыв, сначала увеличивается, достигая максимального значения 375-380 МПа при его количестве 40 , а затем убывает. Размеры частиц в пределах, ограниченных 10-105 мкм, незначительно влияют на исследуемые параметры покрытий. В результате применения для газопламенного напыления покрытий заявляемой порошковой смеси, содержащей 55-65 мас.порошка алюминиевой бронзы, 35-45 мас.порошка самофлюсующегося никелевого сплава и дополнительно к общей массе порошков 5-25 аморфного порошка борида железа, при этом размеры частиц порошковой смеси составляют от 10 до 105 мкм, формируется высокоплотное, с минимальной пористостью 1-3 , твердое ( 32-45), гомогенное покрытие с равномерно распределенными по его объему упрочняющими компонентами, способствующими повышению прочности материала покрытия на растяжение до 350-380 МПа. Такое покрытие не разрушается в процессе газопламенного напыления слоев толщиной более 1,2 мм и их финишной обработки, обеспечивает достаточную износостойкость и долговечность упрочненных деталей узлов трения. Именно такие условия реализуются, в частности, при работе высоконагруженных деталей узлов трения шеек коленвалов ДВС, компрессоров, подшипников скольжения металлообрабатывающих станков других машин. Источники информации 1. Патент РБ 2330, МПК В 05 В 7/20, 1998. 2. Ильющенко А.Ф., Манойло Е.Д., Толстяк Э. Н. Восстановление шеек чугунных коленвалов газопламенным напылением покрытий. Порошковая металлургия. - Вып. 23. 2000. - С. 69-74. 3. Петров С.В., Сааков А.Г., Бояджян Восстановление металлизацией тяжелонагруженных дизельных коленвалов // Автоматическая сварка. -8. - 1999. - С.43-46. 4. Витязь П.А., Манойло Е.Д. Исследование процесса газопламенного напыления покрытий из шнуровой бронзы. Порошковая металлургия. - Вып. 18. - 1995. - С. 27-32. 5. Патент РБ 12032, МПК (2009) 23 4/10, 22 С 9/01, 22 29/00, 2011. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 4/04
Метки: покрытий, смесь, напыления, порошковая, газопламенного
Код ссылки
<a href="https://by.patents.su/4-18050-poroshkovaya-smes-dlya-gazoplamennogo-napyleniya-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Порошковая смесь для газопламенного напыления покрытий</a>
Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий
Номер патента: 12032
Опубликовано: 30.06.2009
Авторы: Солоневич Анатолий Николаевич, Солоневич Николай Николаевич, Онащенко Филипп Евгеньевич, Манойло Евгений Данилович
МПК: C23C 4/10, C22C 9/00, C22C 29/00...
Метки: газопламенного, покрытий, порошковая, высокоскоростного, напыления, бронзы, основе, смесь, алюминиевой
Текст:
...между собой в порошковой смеси и высокой скорости полета частиц в процессе высокоскоростного газопламенного напыления, находясь в аморфном состоянии частицы борида железа равномерно распределяется по объему покрытия. Так как аморфные частицы борида железа имеют высокую прочность, твердость до 60 и температуру плавления, близкую к температуре плавления алюминиевой бронзы, около 1000 С, то в процессе формирования покрытия на подложке они...
Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий
Номер патента: 11957
Опубликовано: 30.06.2009
Авторы: Солоневич Николай Николаевич, Манойло Евгений Данилович, Солоневич Анатолий Николаевич, Онащенко Филипп Евгеньевич
Метки: высокоскоростного, бронзы, алюминиевой, газопламенного, напыления, основе, смесь, порошковая, покрытий
Текст:
...и твердого покрытия значительной толщины (до 3,0 мм). В процессе высокоскоростного газопламенного напыления в связи с высокой температурой плавления карбида вольфрама - 2785-2795 С и теплоемкостью - 8,53 кал/(мольград) частицы сплава -Со получают от высокотемпературной струи значительный запас тепловой энергии. К моменту контакта с подложкой, Со, температура плавления которого равна 1495 С, находится в высокопластичном или жидком состоянии....
Порошок для высокоскоростного газопламенного напыления покрытий
Номер патента: 14178
Опубликовано: 30.04.2011
Авторы: Онащенко Филипп Евгеньевич, Манойло Евгений Данилович, Корженевский Александр Павлович
Метки: покрытий, порошок, высокоскоростного, газопламенного, напыления
Текст:
...а частицы ультрадисперсных алмазов в связи с высокой теплоемкостью получают от высокотемпературной струи значительный запас тепловой энергии. В момент контакта с подложкой частицы алюминиевой бронзы хорошо растекаются, а частицы ультрадисперсных алмазов, благодаря своим малым размерам кристаллов 4-6 нм и высокой удельной поверхности 300 м 2/г, активно взаимодействуют с алюминиевой бронзой, образуя множество центров кристаллизации. Так как...
Способ получения композиционного порошка оксидная керамика-полимер для газопламенного напыления покрытий
Номер патента: 14836
Опубликовано: 30.10.2011
Авторы: Онащенко Филипп Евгеньевич, Манойло Евгений Данилович
МПК: C23C 4/04, B01J 2/10, B05D 1/08...
Метки: порошка, напыления, получения, оксидная, способ, композиционного, керамика-полимер, покрытий, газопламенного
Текст:
...получаемый при осуществлении изобретения, заключается в создании способа получения композиционного порошка оксидная керамика-полимер для газопламенного напыления покрытий, в котором слой из частиц оксида алюминия позволит защитить в процессе напыления полимерное ядро от окисления, а находящийся в расплавленном состоянии при столкновении КП с подложкой полимер обеспечит хорошее смачивание и связь частиц оксида алюминия с подложкой и между...
Композиционный порошкообразный материал для газопламенного напыления покрытий
Номер патента: 14389
Опубликовано: 30.06.2011
Авторы: Онащенко Филипп Евгеньевич, Манойло Евгений Данилович
МПК: C23C 4/04
Метки: напыления, материал, газопламенного, покрытий, композиционный, порошкообразный
Текст:
...мас.полиамида и дополнительно к общей массе порошков содержит частицы ультрадисперсных алмазов в количестве 0,020,5 , при этом размер частиц порошка оксида алюминия составляет 10-20 мкм, полиамида - 20-100 мкм, ультрадисперсных алмазов - 4-6 нм. Предлагаемый состав порошка при оптимальных режимах газопламенного напыления(скорость соударения частиц с подложкой 80-120 м/с) обеспечивает формирование твердого, высокопрочного, плотного покрытия...
Предыдущий патент: Способ формирования пленки силицида титана для производства интегральных микросхем
Следующий патент: Гепатопротекторное средство
Случайный патент: Способ обнаружения личинок и яиц гельминтов, ооцист и цист простейших в молочных продуктах