Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий
Номер патента: 12032
Опубликовано: 30.06.2009
Авторы: Манойло Евгений Данилович, Солоневич Николай Николаевич, Солоневич Анатолий Николаевич, Онащенко Филипп Евгеньевич
Текст
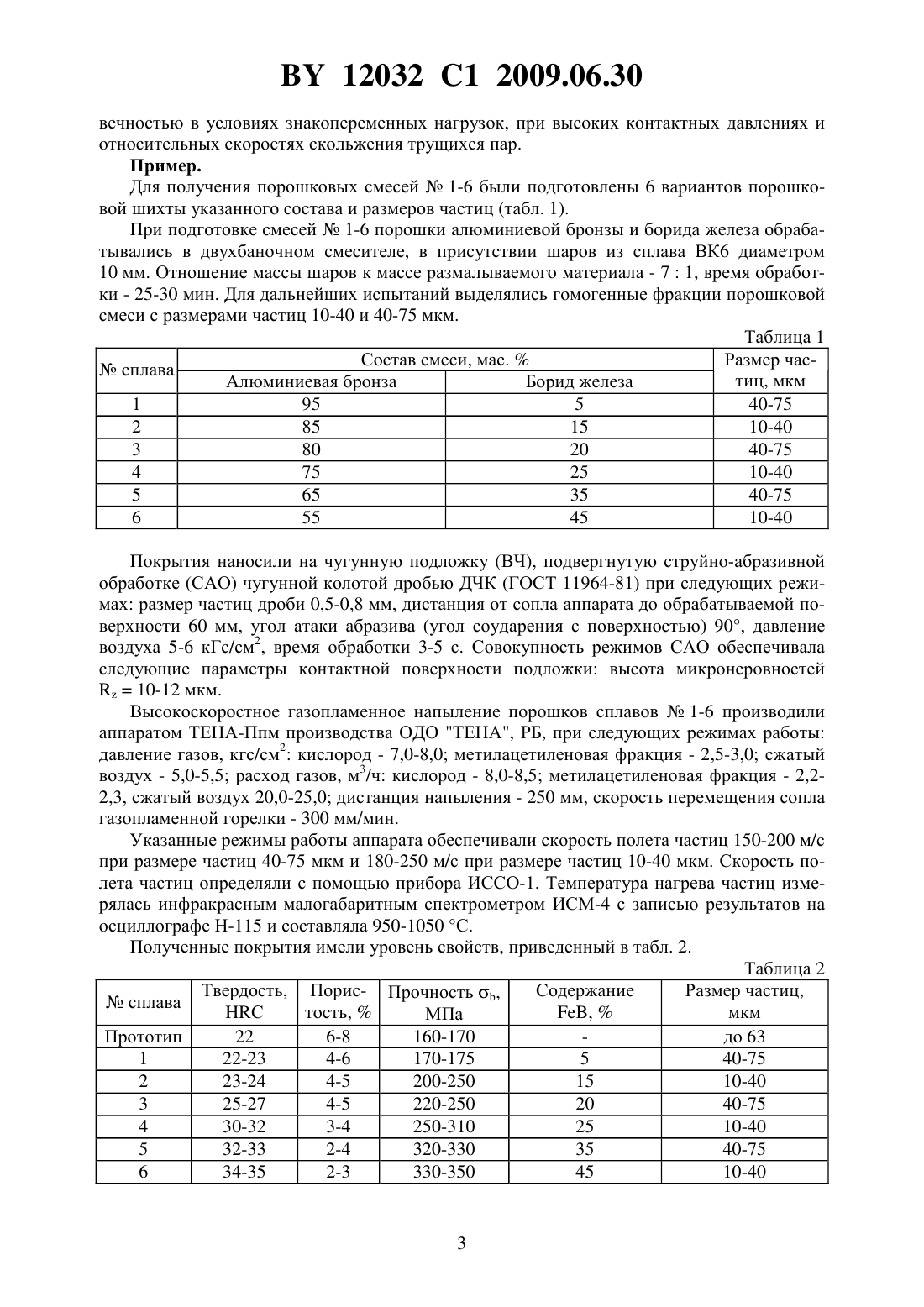
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПОРОШКОВАЯ СМЕСЬ НА ОСНОВЕ АЛЮМИНИЕВОЙ БРОНЗЫ ДЛЯ ВЫСОКОСКОРОСТНОГО ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Манойло Евгений Данилович Онащенко Филипп Евгеньевич Солоневич Анатолий Николаевич Солоневич Николай Николаевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) ВИТЯЗЬ П.А. и др. Порошковая металлургия. Республиканский межведомственный сборник научных трудов. Вып. 18. - Мн. Кибер, 1995. - . 27-32.2276199 С 2, 2006.10-148102 , 1998.1504278 1, 1989.2136777 1, 1999.2330 2, 1998.2094522 1, 1997.2258758 1, 2005.2201994 1, 2003.(57) Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий, отличающаяся тем, что дополнительно содержит аморфный порошок борида железа при следующем соотношении компонентов, мас.порошок алюминиевой бронзы 55-95 аморфный порошок борида железа 5-45,при этом размеры частиц смеси составляют 10-75 мкм. Изобретение относится к области порошковой металлургии, в частности к составам порошков, применяемым для получения износостойких покрытий методом высокоскоростного газопламенного напыления. Известен порошок алюминиевой бронзы (БрАЖНФ), предназначенный для газотермического нанесения покрытий, содержащий (мас. ) алюминий 512, железо 14, никель 612, фосфор 0,25, остальное - медь 1. Он получен путем распыления расплава потоком сжатого газа (азота). Для газопламенного напыления покрытий, как правило, используются частицы с размерами до 100 мкм. Данный порошок, например, используется для газопламенного напыления при восстановлении и упрочнении высоконагруженных деталей узлов - шеек стальных коленчатых валов, на которые в процессе эксплуатации одновременно воздействуют высокие знакопеременные нагрузки, относительные скорости скольжения и вибрации. Как правило, наносимый слой покрытия на шейки находится в пределах 0,61,2 мм. Основными параметрами, определяющими ресурс работы покрытий высоконагруженных деталей узлов трения, при прочих равных условиях, являются прочность на разрыв и пористость. 12032 1 2009.06.30 Прочность на разрыв газопламенного покрытия из порошка указанной алюминиевой бронзы составляет около 170 МПа, твердость - 235 НВ и пористость - 4,06,32. Срок службы шеек стальных коленчатых валов с таким покрытием составил 30-40 от нового,что не соответствует рекомендациям, в которых значение пористости покрытия для коленчатого вала должно составлять 233. Наиболее близкой к заявляемой порошковой смеси из известных, применяемых для получения износостойких покрытий методом высокоскоростного газопламенного напыления, по составу компонентов является порошковая смесь, состоящая из 60 алюминиевой бронзы и 40 композита (С 3 С 2 - ТС)25. Анализ микроструктуры такого покрытия показал, что твердофазные включения в нем распределены равномерно, при этом между частицами практически отсутствуют границы. Это свидетельствует о прочных связях между ними. Твердость покрытия составила 22 НСЭ, пористость - 6-8 , прочность на разрыв - 160-170 МПа 4. Однако, в связи с повышенной пористостью и недостаточной прочностью на разрыв,нанесенное методом высокоскоростного газопламенного напыления покрытие из данной механической смеси, в процессе трения в условиях действия интенсивных нагрузок, разрушается из-за выкрашивания микрообъемов композита и, как следствие, наступает преждевременный износ деталей узла трения. Задачей изобретения является создание порошковой смеси на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий, которые обладали бы высокой прочностью и стойкостью в условиях воздействия интенсивных знакопеременных нагрузок и пульсаций. Технический результат, получаемый при осуществлении изобретения, заключается в получении порошка на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий с высокой прочностью на разрыв, твердостью и минимальной пористостью. Сущность предлагаемого изобретения заключается в том, что порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий, для получения вышеуказанного технического результата, дополнительно содержит аморфный порошок борида железа при следующем соотношении компонентов (мас. ) алюминиевая бронза 95-55, аморфный порошок борида железа 5-45. При этом размер частиц порошка составляет 10-75 мкм. Предлагаемый состав порошковой смеси, нахождение борида железа в аморфном состоянии, размеров частиц - в пределах 10-75 мкм и механическая связь частиц алюминиевой бронзы и борида железа, при оптимальных режимах высокоскоростного газопламенного напыления (скорость соударения частиц с основой 150-250 м/с), обеспечивают формирование высокоплотного, прочного и твердого покрытия, значительной толщины (до 2,0 мм). Благодаря механической связи частиц между собой в порошковой смеси и высокой скорости полета частиц в процессе высокоскоростного газопламенного напыления, находясь в аморфном состоянии частицы борида железа равномерно распределяется по объему покрытия. Так как аморфные частицы борида железа имеют высокую прочность, твердость до 60 и температуру плавления, близкую к температуре плавления алюминиевой бронзы, около 1000 С, то в процессе формирования покрытия на подложке они прочно связываются с частицами алюминиевой бронзы. В процессе высокоскоростного газопламенного напыления порошковой смеси на основе алюминиевой бронзы и аморфных частиц борида железа формируется высокоплотное, с минимальной остаточной пористостью(2-4 ), твердое ( 30-35), гомогенное покрытие с равномерно распределенным по его объему упрочняющим компонентом, способствующим повышению прочности материала покрытия на растяжение до 330-350 МПа. Такое покрытие обладает повышенной долго 2 12032 1 2009.06.30 вечностью в условиях знакопеременных нагрузок, при высоких контактных давлениях и относительных скоростях скольжения трущихся пар. Пример. Для получения порошковых смесей 1-6 были подготовлены 6 вариантов порошковой шихты указанного состава и размеров частиц (табл. 1). При подготовке смесей 1-6 порошки алюминиевой бронзы и борида железа обрабатывались в двухбаночном смесителе, в присутствии шаров из сплава ВК 6 диаметром 10 мм. Отношение массы шаров к массе размалываемого материала - 71, время обработки - 25-30 мин. Для дальнейших испытаний выделялись гомогенные фракции порошковой смеси с размерами частиц 10-40 и 40-75 мкм. Таблица 1 Состав смеси, мас.Размер час сплава тиц, мкм Алюминиевая бронза Борид железа 1 95 5 40-75 2 85 15 10-40 3 80 20 40-75 4 75 25 10-40 5 65 35 40-75 6 55 45 10-40 Покрытия наносили на чугунную подложку (ВЧ), подвергнутую струйно-абразивной обработке (САО) чугунной колотой дробью ДЧК (ГОСТ 11964-81) при следующих режимах размер частиц дроби 0,5-0,8 мм, дистанция от сопла аппарата до обрабатываемой поверхности 60 мм, угол атаки абразива (угол соударения с поверхностью) 90, давление воздуха 5-6 кГс/см 2, время обработки 3-5 с. Совокупность режимов САО обеспечивала следующие параметры контактной поверхности подложки высота микронеровностей 10-12 мкм. Высокоскоростное газопламенное напыление порошков сплавов 1-6 производили аппаратом ТЕНА-Ппм производства ОДО ТЕНА, РБ, при следующих режимах работы давление газов, кгс/см 2 кислород - 7,0-8,0 метилацетиленовая фракция - 2,5-3,0 сжатый воздух - 5,0-5,5 расход газов, м 3/ч кислород - 8,0-8,5 метилацетиленовая фракция - 2,22,3, сжатый воздух 20,0-25,0 дистанция напыления - 250 мм, скорость перемещения сопла газопламенной горелки - 300 мм/мин. Указанные режимы работы аппарата обеспечивали скорость полета частиц 150-200 м/с при размере частиц 40-75 мкм и 180-250 м/с при размере частиц 10-40 мкм. Скорость полета частиц определяли с помощью прибора ИССО-1. Температура нагрева частиц измерялась инфракрасным малогабаритным спектрометром ИСМ-4 с записью результатов на осциллографе Н-115 и составляла 950-1050 С. Полученные покрытия имели уровень свойств, приведенный в табл. 2. Таблица 2 Твердость, Порис- Прочность ,Содержание Размер частиц, сплава С тость,,мкм МПа Прототип 22 6-8 160-170 до 63 1 22-23 4-6 170-175 5 40-75 2 23-24 4-5 200-250 15 10-40 3 25-27 4-5 220-250 20 40-75 4 30-32 3-4 250-310 25 10-40 5 32-33 2-4 320-330 35 40-75 6 34-35 2-3 330-350 45 10-40 12032 1 2009.06.30 Из табл. 2 видно, что основные свойства покрытий растут при введении в известный порошок борида железа и практически не зависят от размеров частиц в пределах, ограниченных 10-75 мкм. В результате применения для высокоскоростного газопламенного напыления покрытий заявляемой порошковой смеси на основе алюминиевой бронзы и аморфного порошка борида железа при следующем соотношении компонентов (мас. ) алюминиевая бронза 95-55, аморфный порошок борида железа 5-45, в которой борид железа находится в аморфном состоянии, частицы алюминиевой бронзы и борида железа механически связаны между собой, а размеры частиц порошка составляют 10-75 мкм, формируется высокоплотное, с минимальной пористостью (2-4 ), твердое ( 30-35), гомогенное покрытие с равномерно распределенным по его объему упрочняющим компонентом, способствующим повышению прочности материала покрытия на растяжение до 330-350 МПа. Такое покрытие обладает повышенной износостойкостью и долговечностью в условиях знакопеременных нагрузок, при высоких контактных давлениях и относительных скоростях скольжения трущихся пар. Именно такие условия реализуются, в частности, при работе высоконагруженных деталей узлов трения шеек коленвалов ДВС, компрессоров, подшипников скольжения металлообрабатывающих станков других машин. Источники информации 1. Патент РБ 2330, МПК В 05 В 7/20, 1998. 2. Ильющенко А.Ф., Манойло Е.Д., Толстяк Э.Н. Восстановление шеек чугунных коленвалов газопламенным напылением покрытий. Порошковая металлургия. Вып. 23, 2000. С. 69-74. 3. Петров С.В., Саков А.Г., Бояджян А.М. Восстановление металлизацией тяжелонагруженных дизельных коленвалов // Автоматическая сварка. -8. - 1999. - С. 43-46. 4. Витязь П.А, Манойло Е.Д. Исследование процесса газопламенного напыления покрытий из шнуровой бронзы. Порошковая металлургия. Вып. 18, 1995. - С. 27-32. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C22C 9/00, C23C 4/10, C22C 29/00
Метки: высокоскоростного, покрытий, газопламенного, порошковая, основе, бронзы, алюминиевой, напыления, смесь
Код ссылки
<a href="https://by.patents.su/4-12032-poroshkovaya-smes-na-osnove-alyuminievojj-bronzy-dlya-vysokoskorostnogo-gazoplamennogo-napyleniya-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Порошковая смесь на основе алюминиевой бронзы для высокоскоростного газопламенного напыления покрытий</a>
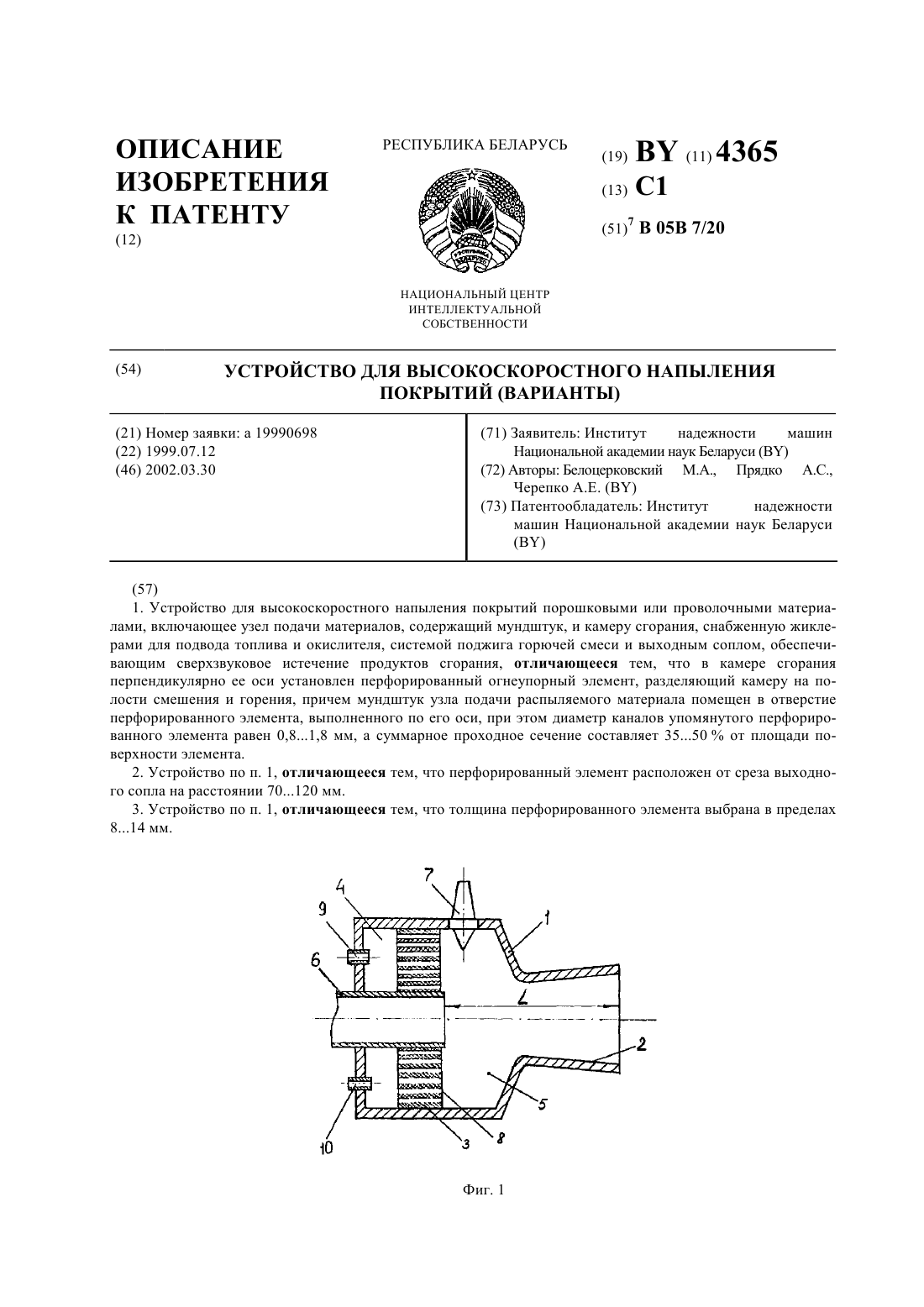
Устройство для высокоскоростного напыления покрытий (варианты)
Номер патента: 4365
Опубликовано: 30.03.2002
Авторы: Белоцерковский Марат Артемович, Прядко Александр Сергеевич, Черепко Александр Евгеньевич
МПК: B05B 7/20
Метки: варианты, напыления, высокоскоростного, покрытий, устройство
Текст:
...поверхности элемента, разделяющий ее на полость смешения и полость сжигания рабочей смеси. Перфорированный элемент расположен от среза выходного сопла на расстоянии 70120 мм. Расстояние от перфорированного элемента до среза сопла зависит от производительности процесса, теплофизических характеристик напыляемого материала, величины плотности теплового потока факела и может быть определено следующей зависимостью, полученной эмпирическим путем,Ф...
Способ газопламенного напыления покрытий
Номер патента: 10711
Опубликовано: 30.06.2008
Авторы: Чекулаев Андрей Васильевич, Белоцерковский Марат Артемович
МПК: B05D 1/08
Метки: напыления, способ, газопламенного, покрытий
Текст:
...теплового воздействия высокотемпературной струи, образованной при сжигании газовоздушной смеси, в сечении экструдата образуются слои (термические зоны),отличающиеся температурой и фазовым состоянием. На поверхности формируется слой расплавленного полимера, удерживающийся до тех пор, пока силы поверхностного натяжения больше напора струи факела. В тот момент, когда сила воздействия струи превысит силу поверхностного натяжения, от...
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 4731
Опубликовано: 30.09.2002
Авторы: Белоцерковский Марат Артемович, Белоцерковский Алексей Маратович, Полупан Юрий Владимирович
МПК: B05B 7/20
Метки: способ, газопламенного, проволочных, покрытий, материалов, напыления
Текст:
...факел термораспылителя лежит составление уравнения теплового баланса в системе проволока-факел с учетом теплопередачи, зависящей от условий на границе раздела пламени с металлом. Основными параметрами процесса нагрева металла посредством вынужденного конвективного теплообмена являются температура пламени и коэффициент теплопередачи от пламени к металлу, которые зависят от состава исходной горючей смеси и условий ее сжигания. Тепловой поток,...
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 5768
Опубликовано: 30.12.2003
Авторы: Витязь Петр Александрович, Сухоцкий Павел Геннадьевич, Полупан Юрий Владимирович, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: газопламенного, покрытий, материалов, напыления, способ, проволочных
Текст:
...экспериментальных данных, полученных с помощью установки проволочной термораспылительной модели ТЕРКО позволила установить, что минимально допустимые значения Тд определяются из следующего выражения ТдФ/,где - коэффициент, численно равный 6,510-3 м 3 град/Дж Ф - максимальная плотность теплового потока факела пламени, Вт/м 2- скорость полета частиц наполнителя, м/с. Откуда следует условие сохранения структуры и свойств материала...
Порошковый сплав на основе меди для газотермического напыления покрытий
Номер патента: 2330
Опубликовано: 30.09.1998
Авторы: Безверхий Виктор Иванович, Шалай Александр Николаевич, Ивашко Виктор Сергеевич, Попко Сергей Васильевич, Куприянов Игорь Львович, Манойло Евгений Данилович, Богуш Владимир Николаевич
Метки: меди, порошковый, газотермического, покрытий, основе, напыления, сплав
Текст:
...0,01 мм. Цикл испытаний - 3 мин (3,5-10 циклов). База испытаний 107 циклов. Среда дистиллированная вода с температурой 25 С.Испытания на износостойкость покрытий проводились на стенде, изготовленном на базе сверлильного станка. Покрытия наносились на поверхность образцов диаметром 30,0 мм и толщиной 5 мм, затем шлифовались на плоскошлифовальном станке. Образцы устанавливались на штифтах в емкости с маслом.Контртело из чугуна СЧ 2 д-48, въг...
Предыдущий патент: Резистивный материал
Следующий патент: Магнитоэлектрический материал
Случайный патент: Копровая установка