Способ получения нетканых иглопрокалываемых материалов из термопластических волокон
Номер патента: 1805
Опубликовано: 30.12.1997
Авторы: Карл Мюлбергхубер, Хайнрих Шнайдер, Хайнц Боксрукер
Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК(71) Полюфепьт Геаельшафт МбХ (АП(56) Патент ФРГ Мг 3009116. кл. В 04 Н 3/10. 1981.учения иглопрокалываемьлх нетканых материалов. при котором состоящий из уложенных комплексных нитей прочес(холст) перед иглопрокалыванием термически скрепляют только на поверхности прочеса (холста) и смешивают с замаспивателемЗадача изобретения заключается в избежании описанных недостатков и прежде всего в разработке способа. с помощью которого при высокой производственной скорости можно получать равномерный прочес с хорошими механическими свойствами. Решение задачи. как найдено состоит атом. что идущий от прядильной установки прочес термически скрепляется только на поверхностях. Предметом изобретения. соответственно этому, является способ получения иглопрокальсваемьлх нетканых материалов из термопластичных волокон (нитей), который(54) СПОСОБ ПОЛУЧЕНИЯ НЕТКАНЫХ ИГЛОПРОКАЛЬЛВАЕМЬЕХ МАТЕРИАЛОВ ИЗ ТЕРМОПЛАСТИЧНЬЕХ ВОЛОКОН(57) Способ получения иглопрокалываемых нетканых материалов из термопластичных В 0 ПОКОН.ПрИ КОТОПОМ ИДШЦИЙ ИЗ ПВЯДИЛЫ ной установки прочес перед иглопрокалываНЪ 1 еВдТЭ)д 1 И 1 ЕС 1 И съдегчлзчнотлча П(3 ВЕ 3 ХЬ 1 ОСГТЯХ и смешивают с замасливатепем. 5 з.п. ф-лы.отличается тем. что идущие от прядильной установки. вытянутые и сложенные в прочес нитиа на обеих поверхностях прочеса термически скрепляются.в) упрочняются за счет иглопрокалывания. причем также спекание на точках перекрещивания нитей а сцепленных поверхностях прочеса снова разрыхляются.С ПОМОЩЬЮ способа можно транспортировать только поверхностно слегка сцепленный прочес без разрушения его структуры и смешивать его с замасливателем. При этом замвсливатель проникает че 1363 сцепленные поверхности прочеса в прочес и вызывает хорошее и пригодное для последующего иглопрокальхвания, также,при высоких производственных скоростях. импрегнирование. Согласно способу, можно получать нетканый гиатериал с хорошей ОДНОСТОРОННОСТЬЮ веса одной квадратнойотдельных случаях также с более высокимипроизводственными скоростями. по сравнению с известными способами. Согласно изобретению. в зависимости от веса прочеса достигаются скорости вплоть до примерно 40 м/мин. в отдельных случаях вплоть до примерно 60 м/мин. В случае обычных способов получения ислопрокальяваемых нетканых материалов производственные скорости составляют максимально примерно 20 м/мин. Высокие. согласно изобретепроизводственные скорости возможны в особенности на основании замены лимитирующей стадии способа предварительного иглопрокалывания. соответственно авивирования на сетчатом бара бане с помощью пониженного давления. значительно более-быстрой стадией способа термически сцеплением. Благодаря термическому сцеплению поверхностей прочеса лежащие наловерхности нити вТОЧКЭК ПВРЕКПЕЩИВЭНИЯ друг С ДРУГОМ СЛЕГ ка спекаются друг с другом, однако. без приваривания нитей друг кдругу. Поверхности этих. лежащих на поверхности прочеса волокон при этом размягчаются. без плавления. причем достигается (особый) вид спекающего действия Д на точках перекрещивания волокон (нитей). Соединение нитей за счет сцепления обратимо и при иглопрокалывании снова разрыхляется. так что. наконец. в виде целевого продукта имеется прочес. который упрочен исключительно за счет иглопрокалывания. и не за счет термического приваривания.Благодаря предлагаемому согласно изобретению термическому скреплению прочесов только на их поверхности. причем зоны сердцевин прочесов остаются непрочесанными. возникают достаточно способные к переносу, способные - к транспортировке и к авивированию нитяные копны. структура которых не разру гЩЭБТСЯ ВО ВРЕМЯ НЭНЭСЕНИЯ ЗЗМЭСЛИВЗТЗЛЯ.при КОТОРОМ СКРЕПЛВННЫЕ ПОВЕРХНОСТНЫЕслои снова раарыхляются. получают однородный прочес. Однородность прочесов указана В примерах. благодаря вариационным коэффициентам согласно ДИН 53854.Предпочтительно обе поверхности прочеса скрепляются только вплоть до глубины максимально 0.2 мм.Термическое скрепление можно осуществлять. например, с помощью обогреваемых валиков. ленточных конвейеров.няют обогреваемые валики. особенно пред ПОЧТИТЕЛЬНО прочес ПООПУСКЭЮТ ЧЕРЕЗ ЩЭПЬ второго вала каландара, Температура вали ков и температура поверхности прочеса наНИЖЕ ТОЧКИ ПЛВВЛВНИЯ используемых термопластических нитей(волокон). В случае. например. полипропиленового прочеса т.пл. 165 С валики каланДВВЭ ПОЕДПОЧТИТЕЛЬНО НЗГРВВЭЮТСЯ 120-140 С. Преимущество применения каландра при этом заключается в том. что спекающее действие в случае РЭЗМЯГЧВННЫХ. НЕРЭСППЭВЛЕННЫХ ВОЛОКОН В точках перекрещивания усиливается давле 15 нием валиков. Как величина щели валиков.так и также давление валиков могут оптимально приспосабливаться к соответствующим весам прочеса. линейной плотности нити. темперотуре. используемым термо 20 ппастинньнм нитям (волокнам). а также про изводственной скорости.пригоден для получения прочесов из всех. пригодных для техники нетканых материа 25 лов гермопластов. Предпочтительно он ис ПОЛЬЗУЕТСЙ ДЛЯ ПОЛУЧЕНИЯ НЕТКЭНЫХ материалов из попиолефиновьлх нитей (вол локон). как например. из полиэтиленовых ИЛИ ППОПИЛЭНОВЫХ ВОЛОКОН, ПОЛИЭМИДНЫХ33 волокон или полиэфирных волокон. Преиму щественно применяются полипропиленовые волокна. причем возможны как нити(волокна) из гомополимеров полипропилена. так и также из сополимеров пропилена с35 этиленом. Вес одной квадратной единицыполученного. прочеса составляет примеоно 30-2500 Г/М предпочтительно примерно 100-2000 г/м .В качестве замаспивателя можно при 40 менять как воду. так и также обычные втекстильной промышленности авивирующие средства. которые например, опьтсаны в патенте ФРГ 30 09 116. Замасливатель можно наносить обычными способамижак45 например, путем опрыскивания или с по мощью импрегнирующих валиков. Последующее иглопрокалывание осуществляется на известных иглопробивных машинах. например. как описано в патенте50. ФРГ 30 09 116. где за один раз или ступен чато осуществляется упрочнение вплоть до ЖЕПЗТЭПЬНОГСТСПНИ ПЛГПОППОКЗПЫЕЭНИЯ.П р и м е р 1. Пропилен с МР 1 индекс текучести при 2 ЗОС и 2.15 кг нагрузки со 55 гласно ДИН 53735. равный 17-21, и молеку ля рно- массовым распределением 2.3-2.7 сплавляют в экструдере при 230-2 б 0 С. щириной 1 мопытной птрядипьной установке с помощью фильер прядут до волокон. протягивают через аэродинамическую выпускнуюсистемщвытягивают до линейной плотности (толщины) 8-12 деците кс и укладывают в осадительной ванне в неупорядоченную структуру нити. При скорости ленточного конвейера 25 м/мин получают прочес с весом одной квадратной единицы материала ПО г/мг. Еще неупроченное текстильное полотно затем пропускают через питающую ленту в двухвалковом каландра. При температуре поверхности т 125-130 С обогреваемых маслом валков каландра и прилагаемом линейном давлении 30-35 Н/мм рыхлая структура прочеса обратимо упрочняется. причем только находящиеся. смотря по обстоятельствам. на поверхностях прочвса вопокна охватываются влиянием температуры и размягчаются. а также опрессовываются благодаря давлению валиков. причем в точкак перекрашивания волокон достигается вид спекающего действия.При этом возникают достаточно способные к переносу. однако. снова разрыхляющиеся при более позднем процессе. поверхностные слои на наружной и внут ренней сторонах прочеса. причем толщинаслоя составляет величину менее. чем 0. мм. Область сердцевины прочеса. здесь по меньшей мере 80 волокон. остается неупроченной. .Этот предварительный прочес затемна плюсовке увлажняют замасливателем. Затем сцепленный и авивироваъаньей прочее подвергают двухступенчатому иглопрокалыванию (смотря по обстоятельствам 80 проколов иглой. причем скрепленная поверхность прочеса полностью разрыхляется. .Полученный прочес имеет следующие свойства г вес одной квадратной единицы материала (дин 53354 понг/мсоднородность веса одной квадратной единицы материала с (ДИН 53854 8.прочность полосы на растяжение (ДИН 53857/2) - тво н/то см, прочность на продавливание штампа хЩИН 54-307) - 1320 Н.П р и м е р 2. Аналогично примеру 1. при скорости ленточного конвейера З м/мин получают пронес весом одной квадратной единицы 1000 г/м 2 тПри этом осуществляютпредварительное упрочнение при температуре поверхностей вали-кос 120-125 С и линейно-м давлении 35-40 Н/мм.Свойства прочеса вес одной квадратной5 одной квадратной единицы материала 4растяжение 5200 Н/1 О см прочность на продавли 10 вание штампа 6800 Н.П р и м е р 3. Аналогично примеру 1, при скорости ленточного конвейера 35 м/мин получают с весом одной квадратной единицы материала 70 г/м 2.15 При этом осуществляют предварительное упрочнение при 130-135 С. температуре поверхности вал икоа и линейном давлении 20-30 Н/мм. Толщина скрепленного поверхностного- ной квадратной единицы материала 9 прочность полосы на35 280-300 С прядут олокна толщиной 2-8 децитек-с и при производственной скорости 27 м/мин получают прочес с есом одной квадратной единицы 100 г/м 2. Предварительное упрочнение на каландре осуществляют при.4 О температуре поверхности велико 180-45 однородность веса - одной квадратной единицьдматериала 8 прочность полосы на растяжение у 680 НЛО см-ПРИ 300310 С ПРЯдут волокна толщиной 6-8 55 деЦИТекс и при производственной скорости 10 м/минполучают прочее весом одной квадратНОЙ ЕДИНИЦЫ 250 г/мз. Предварительное упрочнение на каландра осуществляют при температуре поверхности валиков 190-200 СиСвойства прочеса вес одной квадратнойодной квадратной еди ницы материала 65прочность на продав ливание штампа 2800 Н.П р и м е р 6. Аналогично примеру 1. из полиэтилена (полиэтилен высокого давления) с МР 1(190 С/2.16 кг). равным 12-14, при 210240 С прядут волокно толщиной 8-12 децитекс и при производственной скорости 25 м/мин получают прочее ствесом одной квадратной единицы материала 11 г/м .Предварительное упрочнение на каландре осуществляют при температуре поверхностей валиков 901 О 0 С и линейном давлении 25-30 Н/мм.на растяжение 550 Н/ЕО см прочность на продав- лФормула изобретения 1. Способ получения нетканых игпопроКЭПЫВЭЕМЬПХ материалов ИЗ ТЕПМОПНЗСТИЧ Составитель Н.Ларина Техред М. Моргенталных ВОЛОКОН. ЗЭКЛЮЧЭЮЩРЙСЯ в упрочнении игпопрокалываниемпредварительно обраь ОТЗННОГО полотна прочеса, полученного ИЗ соединенных нитей, вытянутых из прядильНЫХ УСТЭНОВОК. О-Т П И Ч а Ю щ И й с я тем,что. предварительную обработку полотна прочеса осуществляют путем термического сцепления прочеса на обеих поверхностях полотна и последующего смешивания нитей прочеса с замасливателем. при этомтермообработку И упрочнение игпопрокалыванием прочеса осуществляют так. что СПВКШИЭСЯ В точках перекрашивания НИТЕЙ прочеса на сцепленных термообработанных поверхностях полотна снова разрыхпяются.2. Способпоп. Ъотличающийся тем, что обе поверхности прочеса сцепляют максимально вплоть до глубины 0.2 мм.3. Способ попп. 1 и 2.отличаюЩИй с я тем. что поверхности прочеса сцепляют с помощью обогреваемых валиков.4. Способпо п.3.отличающийся тем. что поверхности прочеса сцепляют с. помощью обогреваемых капандровых валиков. . 5. Способ по пп.14 отличающи й с я тем. что термопластичн ые волокна состоят из попиолефиновых волокон. полиамидных волокон или полиэфирных волокон. б.Способпо п.5.отпичающийся тем. что термопластичные волокна состоят из пропилена.ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
МПК / Метки
МПК: D04H 1/46
Метки: термопластических, получения, иглопрокалываемых, способ, нетканых, волокон, материалов
Код ссылки
<a href="https://by.patents.su/4-1805-sposob-polucheniya-netkanyh-igloprokalyvaemyh-materialov-iz-termoplasticheskih-volokon.html" rel="bookmark" title="База патентов Беларуси">Способ получения нетканых иглопрокалываемых материалов из термопластических волокон</a>
Устройство для изготовления волокнистых нетканых материалов
Номер патента: 1592
Опубликовано: 30.03.1997
Авторы: Пинчук Леонид Семенович, Макаревич Анна Владимировна, Гольдаде Виктор Антонович
МПК: B29C 41/08, D04H 1/56
Метки: устройство, материалов, изготовления, нетканых, волокнистых
Текст:
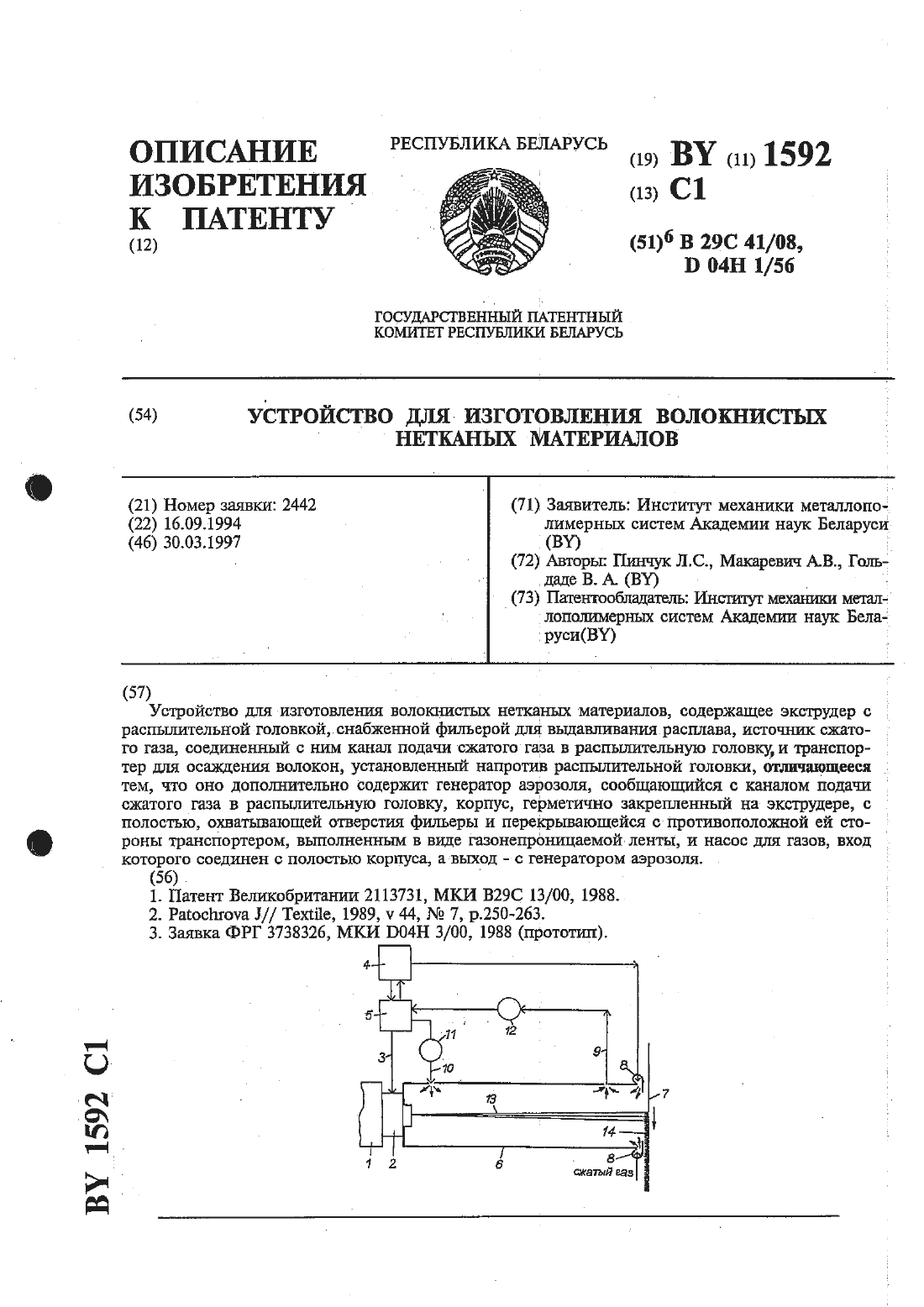
...газа в распылительную головку, и транспортер для осаждения волокон, установленный напротив распылительной головки, дополнено следующими конструктивными элементами. Устройство дополнительно содержит генератор аэрозоля, сообщающийся с каналом подачи сжатого газа в распылительную головку, корпус,герметично закрепленный на экструдере, с полостью, охватывающей отверстия фильеры и перекрьгвающейся с противоположной ей стороны транспортером,...
Способ получения волокнистого матнриала
Номер патента: 1768
Опубликовано: 30.09.1997
Авторы: Хайнрих Шнайдер, Йоханн Хаммершмидт
МПК: D04H 3/10
Метки: получения, матнриала, волокнистого, способ
Текст:
...29 поперечное 102П р и м е р 4. прошитый прочее из филаментъшх нитей из полипропилена. нмеюдшн следующие параметрывставляется без продольной вьттяжин в натяншую раму. при температуре 13556 непрерывно удлиняется в поперечномнаправлении на 80. После выхода из печи с горячим воздухом прочес выплыв ЭТСЯ ИЗ раСТЯНП-Ойц РВМЫ И непрерывнопении на 10, Затем вьггягивают в по- 30 наматывается. Он имеет следующие Па перечнш направлении при -Ъ 13 ОС...
Способ получения фильтрующих материалов
Номер патента: 1481
Опубликовано: 16.12.1996
Авторы: Вертячих Игорь Михайлович, Плевачук Владимир Григорьевич, Паркалова Екатерина Ивановна, Громыко Юрий Владимирович, Макаревич Анна Владимировна, Ухорцева Ирина Юрьевна, Пинчук Леонид Семенович
МПК: B01D 39/16, B29C 41/08
Метки: способ, фильтрующих, материалов, получения
Текст:
...и образующей коштлексные соединения с ионами тяжелых металлов.В качестве вариантов способа заявляется использование в качестве модификаторов аэрозолей трибутилфосфата, являющегося комплексоном ионов тяжелых металлов - типичных загряз 10нителей сточных вод раствора дитизона (комплексон) в четыреххлористом углероде (растворитель многих термопластов) раствора бензойной кислоты (антисептик) в вазелиновом масле (растворитель полиолефинов).Сущность...
Способ получения наполненных волокнисто-пористых материалов
Номер патента: 1425
Опубликовано: 16.12.1996
Авторы: Чернорубашкин Александр Иванович, Свириденок Анатолий Иванович, Сиканевич Александр Васильевич, Наумович Владимир Леонидович, Шустов Виктор Панкратович
МПК: D04H 1/56, B29C 41/08
Метки: наполненных, материалов, волокнисто-пористых, способ, получения
Текст:
...расположенного между ними слоя(слоев) с частицами наполнителя (П) толщиной не менее 10 мм. Слой 1 формировали по режиму 1 пщ 15 об/мин, Рв 0,4 ати,п 540 об/мин. Получали волокнисто-пористый материал, размер пор в котором не превышал 20 мкм, а диаметр волокон - 35 мкм.Слой П т.наз. волокнистую матрицу получали по режиму П пш 20 об/мин, Р 0,20 ати, п 560 об/ мин.Размер пор при этом не превышал 250 мкм,а диаметр волокон-100120 мкм.Рассмотрим...
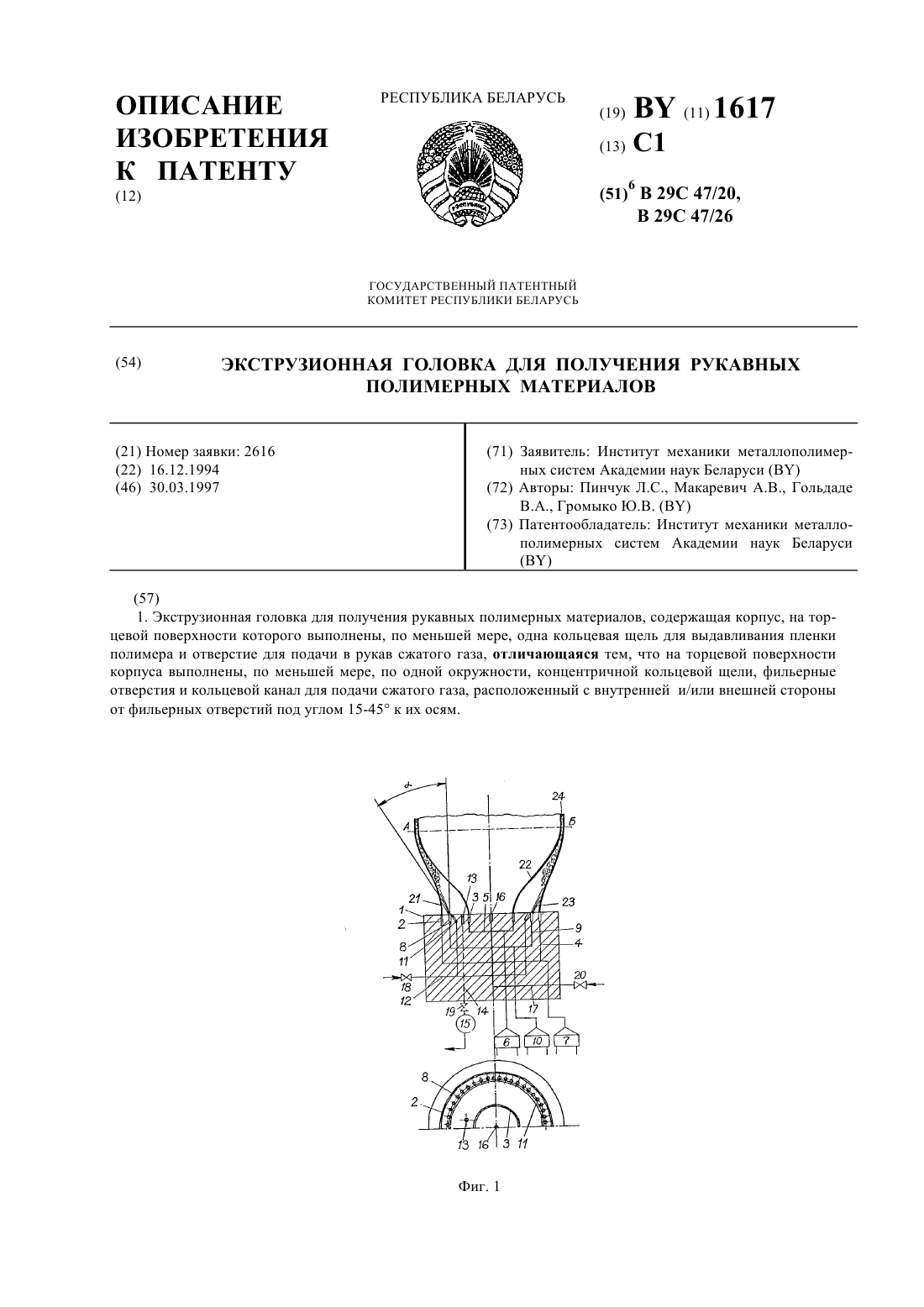
Экструзионная головка для получения рукавных полимерных материалов
Номер патента: 1617
Опубликовано: 30.03.1997
Авторы: Пинчук Леонид Семенович, Гольдаде Виктор Антонович, Громыко Юрий Владимирович, Макаревич Анна Владимировна
МПК: B29C 47/20, B29C 47/26
Метки: рукавных, экструзионная, головка, полимерных, получения, материалов
Текст:
...охлаждением рукава приводит к образованию адгезионных соединений между компонентами материала. С помощью вентиля 19 регулируют давление в полости между пленками, откачивая избыток газа насосом 15 через отверстие 13 и канал 14. При раздуве рукава осажденный между пленками слой волокнистой массы деформируется в пористую прокладку 24. Получается листовой материал, состоящий из полимерных пленок 21 и 22, адгезионно связанных с волокнисто-пористым...