Экструзионная головка для получения рукавных полимерных материалов
Номер патента: 1617
Опубликовано: 30.03.1997
Авторы: Макаревич Анна Владимировна, Гольдаде Виктор Антонович, Громыко Юрий Владимирович, Пинчук Леонид Семенович
Текст
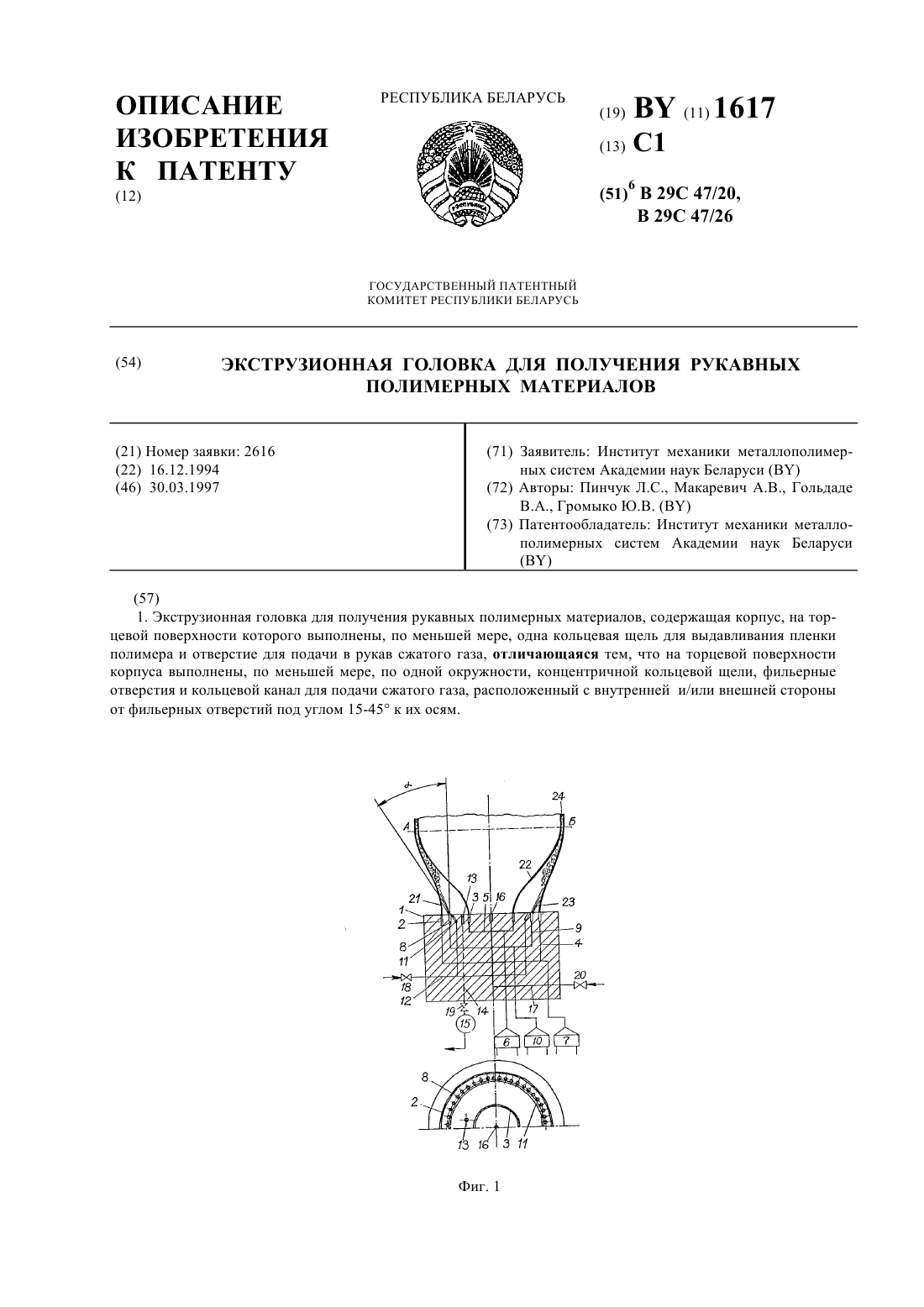
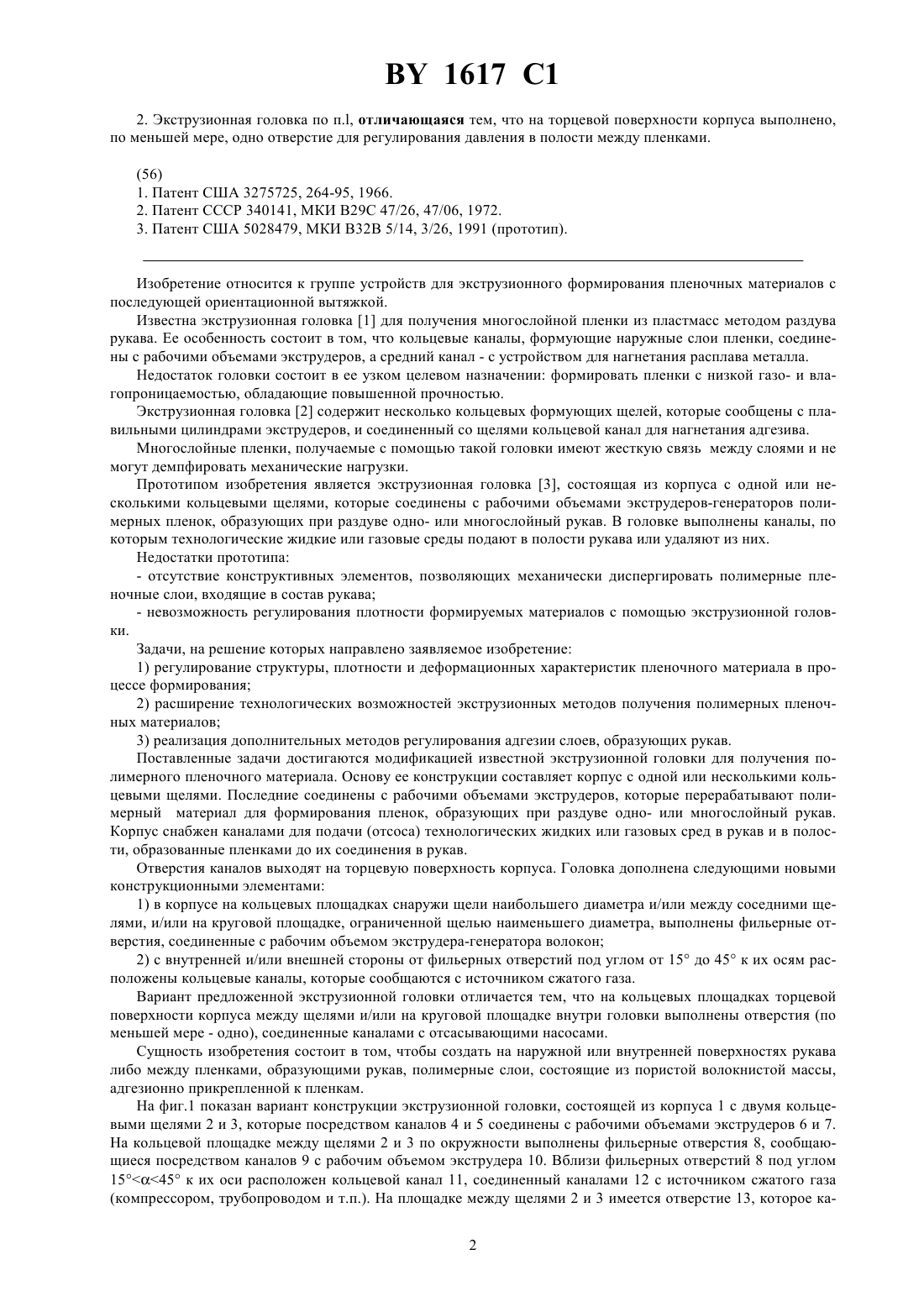
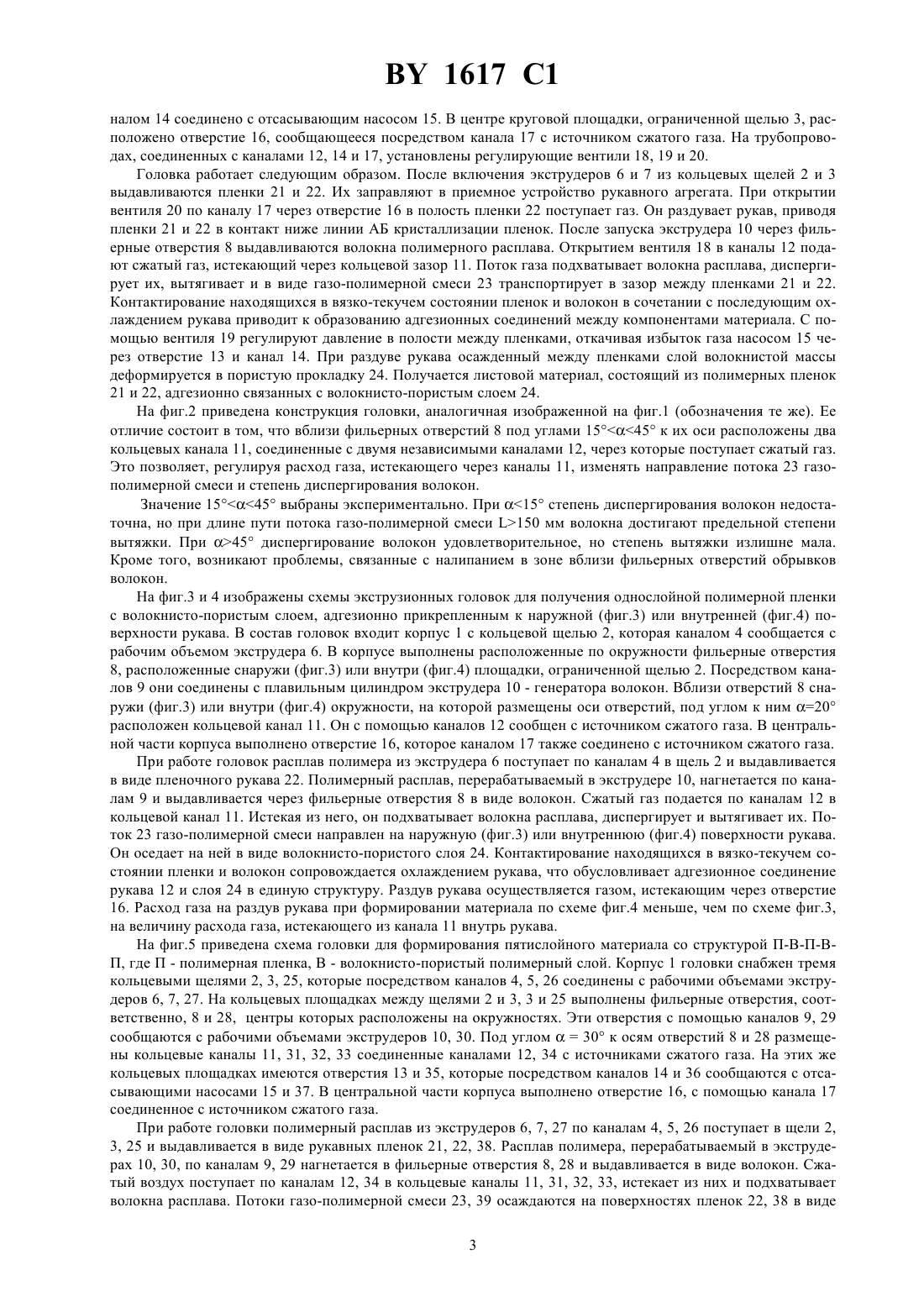
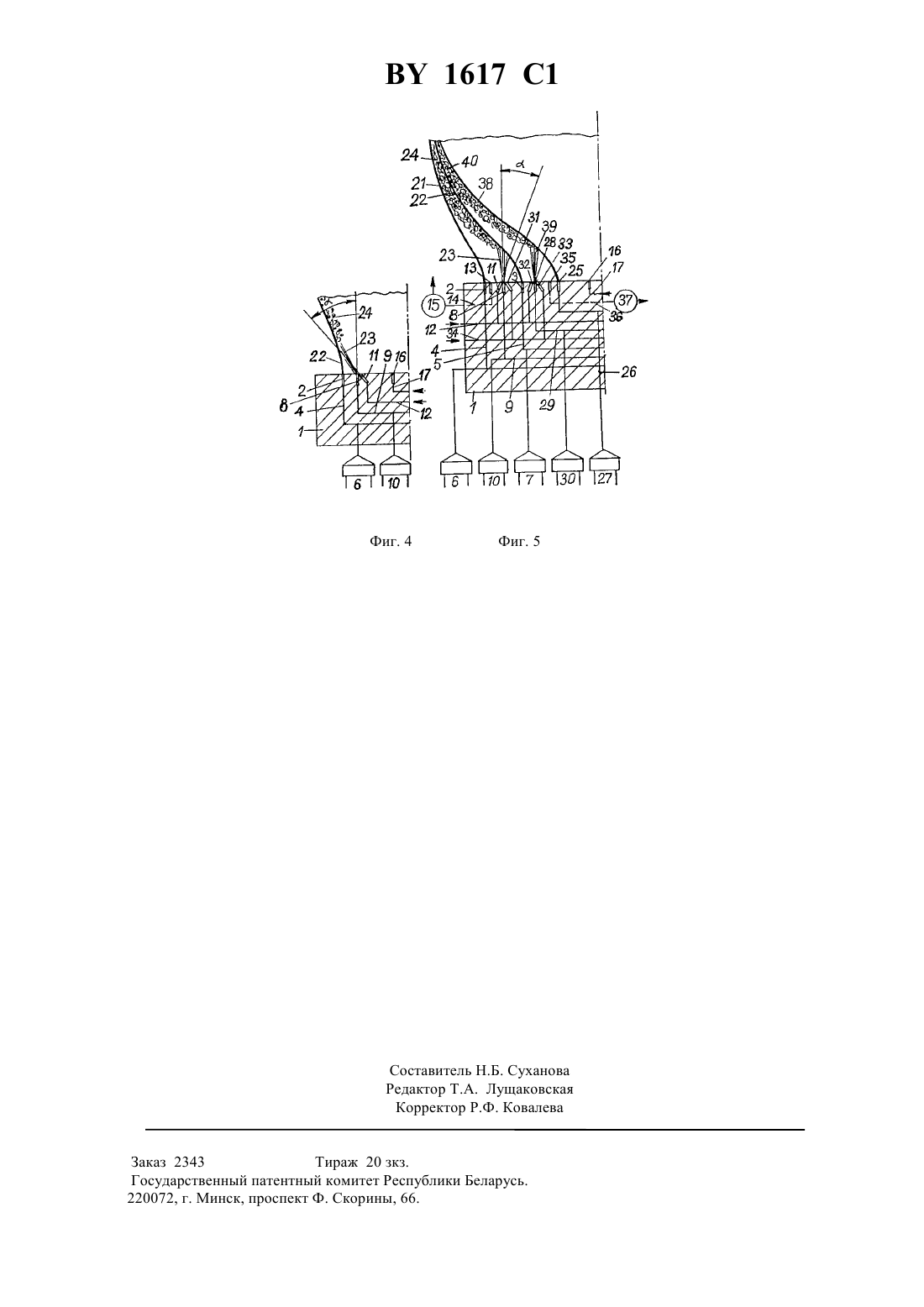
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛУЧЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(71) Заявитель Институт механики металлополимерных систем Академии наук Беларуси(73) Патентообладатель Институт механики металлополимерных систем Академии наук Беларуси(57) 1. Эктрузионная головка для получения рукавных полимерных материалов, содержащая корпус, на торцевой поверхности которого выполнены, по меньшей мере, одна кольцевая щель для выдавливания пленки полимера и отверстие для подачи в рукав сжатого газа, отличающаяся тем, что на торцевой поверхности корпуса выполнены, по меньшей мере, по одной окружности, концентричной кольцевой щели, фильерные отверстия и кольцевой канал для подачи сжатого газа, расположенный с внутренней и/или внешней стороны от фильерных отверстий под углом 15-45 к их осям. 1617 1 2. Экструзионная головка по п., отличающаяся тем, что на торцевой поверхности корпуса выполнено,по меньшей мере, одно отверстие для регулирования давления в полости между пленками.(56) 1. Патент США 3275725, 264-95, 1966. 2. Патент СССР 340141, МКИ В 29 С 47/26, 47/06, 1972. 3. Патент США 5028479, МКИ В 32 В 5/14, 3/26, 1991 (прототип). Изобретение относится к группе устройств для экструзионного формирования пленочных материалов с последующей ориентационной вытяжкой. Известна экструзионная головка 1 для получения многослойной пленки из пластмасс методом раздува рукава. Ее особенность состоит в том, что кольцевые каналы, формующие наружные слои пленки, соединены с рабочими объемами экструдеров, а средний канал - с устройством для нагнетания расплава металла. Недостаток головки состоит в ее узком целевом назначении формировать пленки с низкой газо- и влагопроницаемостью, обладающие повышенной прочностью. Экструзионная головка 2 содержит несколько кольцевых формующих щелей, которые сообщены с плавильными цилиндрами экструдеров, и соединенный со щелями кольцевой канал для нагнетания адгезива. Многослойные пленки, получаемые с помощью такой головки имеют жесткую связь между слоями и не могут демпфировать механические нагрузки. Прототипом изобретения является экструзионная головка 3, состоящая из корпуса с одной или несколькими кольцевыми щелями, которые соединены с рабочими объемами экструдеров-генераторов полимерных пленок, образующих при раздуве одно- или многослойный рукав. В головке выполнены каналы, по которым технологические жидкие или газовые среды подают в полости рукава или удаляют из них. Недостатки прототипа- отсутствие конструктивных элементов, позволяющих механически диспергировать полимерные пленочные слои, входящие в состав рукава- невозможность регулирования плотности формируемых материалов с помощью экструзионной головки. Задачи, на решение которых направлено заявляемое изобретение 1) регулирование структуры, плотности и деформационных характеристик пленочного материала в процессе формирования 2) расширение технологических возможностей экструзионных методов получения полимерных пленочных материалов 3) реализация дополнительных методов регулирования адгезии слоев, образующих рукав. Поставленные задачи достигаются модификацией известной экструзионной головки для получения полимерного пленочного материала. Основу ее конструкции составляет корпус с одной или несколькими кольцевыми щелями. Последние соединены с рабочими объемами экструдеров, которые перерабатывают полимерный материал для формирования пленок, образующих при раздуве одно- или многослойный рукав. Корпус снабжен каналами для подачи (отсоса) технологических жидких или газовых сред в рукав и в полости, образованные пленками до их соединения в рукав. Отверстия каналов выходят на торцевую поверхность корпуса. Головка дополнена следующими новыми конструкционными элементами 1) в корпусе на кольцевых площадках снаружи щели наибольшего диаметра и/или между соседними щелями, и/или на круговой площадке, ограниченной щелью наименьшего диаметра, выполнены фильерные отверстия, соединенные с рабочим объемом экструдера-генератора волокон 2) с внутренней и/или внешней стороны от фильерных отверстий под углом от 15 до 45 к их осям расположены кольцевые каналы, которые сообщаются с источником сжатого газа. Вариант предложенной экструзионной головки отличается тем, что на кольцевых площадках торцевой поверхности корпуса между щелями и/или на круговой площадке внутри головки выполнены отверстия (по меньшей мере - одно), соединенные каналами с отсасывающими насосами. Сущность изобретения состоит в том, чтобы создать на наружной или внутренней поверхностях рукава либо между пленками, образующими рукав, полимерные слои, состоящие из пористой волокнистой массы,адгезионно прикрепленной к пленкам. На фиг.1 показан вариант конструкции экструзионной головки, состоящей из корпуса 1 с двумя кольцевыми щелями 2 и 3, которые посредством каналов 4 и 5 соединены с рабочими объемами экструдеров 6 и 7. На кольцевой площадке между щелями 2 и 3 по окружности выполнены фильерные отверстия 8, сообщающиеся посредством каналов 9 с рабочим объемом экструдера 10. Вблизи фильерных отверстий 8 под углом 1545 к их оси расположен кольцевой канал 11, соединенный каналами 12 с источником сжатого газа(компрессором, трубопроводом и т.п.). На площадке между щелями 2 и 3 имеется отверстие 13, которое ка 2 1617 1 налом 14 соединено с отсасывающим насосом 15. В центре круговой площадки, ограниченной щелью 3, расположено отверстие 16, сообщающееся посредством канала 17 с источником сжатого газа. На трубопроводах, соединенных с каналами 12, 14 и 17, установлены регулирующие вентили 18, 19 и 20. Головка работает следующим образом. После включения экструдеров 6 и 7 из кольцевых щелей 2 и 3 выдавливаются пленки 21 и 22. Их заправляют в приемное устройство рукавного агрегата. При открытии вентиля 20 по каналу 17 через отверстие 16 в полость пленки 22 поступает газ. Он раздувает рукав, приводя пленки 21 и 22 в контакт ниже линии АБ кристаллизации пленок. После запуска экструдера 10 через фильерные отверстия 8 выдавливаются волокна полимерного расплава. Открытием вентиля 18 в каналы 12 подают сжатый газ, истекающий через кольцевой зазор 11. Поток газа подхватывает волокна расплава, диспергирует их, вытягивает и в виде газо-полимерной смеси 23 транспортирует в зазор между пленками 21 и 22. Контактирование находящихся в вязко-текучем состоянии пленок и волокон в сочетании с последующим охлаждением рукава приводит к образованию адгезионных соединений между компонентами материала. С помощью вентиля 19 регулируют давление в полости между пленками, откачивая избыток газа насосом 15 через отверстие 13 и канал 14. При раздуве рукава осажденный между пленками слой волокнистой массы деформируется в пористую прокладку 24. Получается листовой материал, состоящий из полимерных пленок 21 и 22, адгезионно связанных с волокнисто-пористым слоем 24. На фиг.2 приведена конструкция головки, аналогичная изображенной на фиг.1 (обозначения те же). Ее отличие состоит в том, что вблизи фильерных отверстий 8 под углами 1545 к их оси расположены два кольцевых канала 11, соединенные с двумя независимыми каналами 12, через которые поступает сжатый газ. Это позволяет, регулируя расход газа, истекающего через каналы 11, изменять направление потока 23 газополимерной смеси и степень диспергирования волокон. Значение 1545 выбраны экспериментально. При 15 степень диспергирования волокон недостаточна, но при длине пути потока газо-полимерной смеси 150 мм волокна достигают предельной степени вытяжки. При 45 диспергирование волокон удовлетворительное, но степень вытяжки излишне мала. Кроме того, возникают проблемы, связанные с налипанием в зоне вблизи фильерных отверстий обрывков волокон. На фиг.3 и 4 изображены схемы экструзионных головок для получения однослойной полимерной пленки с волокнисто-пористым слоем, адгезионно прикрепленным к наружной (фиг.3) или внутренней (фиг.4) поверхности рукава. В состав головок входит корпус 1 с кольцевой щелью 2, которая каналом 4 сообщается с рабочим объемом экструдера 6. В корпусе выполнены расположенные по окружности фильерные отверстия 8, расположенные снаружи (фиг.3) или внутри (фиг.4) площадки, ограниченной щелью 2. Посредством каналов 9 они соединены с плавильным цилиндром экструдера 10 - генератора волокон. Вблизи отверстий 8 снаружи (фиг.3) или внутри (фиг.4) окружности, на которой размещены оси отверстий, под углом к ним 20 расположен кольцевой канал 11. Он с помощью каналов 12 сообщен с источником сжатого газа. В центральной части корпуса выполнено отверстие 16, которое каналом 17 также соединено с источником сжатого газа. При работе головок расплав полимера из экструдера 6 поступает по каналам 4 в щель 2 и выдавливается в виде пленочного рукава 22. Полимерный расплав, перерабатываемый в экструдере 10, нагнетается по каналам 9 и выдавливается через фильерные отверстия 8 в виде волокон. Сжатый газ подается по каналам 12 в кольцевой канал 11. Истекая из него, он подхватывает волокна расплава, диспергирует и вытягивает их. Поток 23 газо-полимерной смеси направлен на наружную (фиг.3) или внутреннюю (фиг.4) поверхности рукава. Он оседает на ней в виде волокнисто-пористого слоя 24. Контактирование находящихся в вязко-текучем состоянии пленки и волокон сопровождается охлаждением рукава, что обусловливает адгезионное соединение рукава 12 и слоя 24 в единую структуру. Раздув рукава осуществляется газом, истекающим через отверстие 16. Расход газа на раздув рукава при формировании материала по схеме фиг.4 меньше, чем по схеме фиг.3,на величину расхода газа, истекающего из канала 11 внутрь рукава. На фиг.5 приведена схема головки для формирования пятислойного материала со структурой П-В-П-ВП, где П - полимерная пленка, В - волокнисто-пористый полимерный слой. Корпус 1 головки снабжен тремя кольцевыми щелями 2, 3, 25, которые посредством каналов 4, 5, 26 соединены с рабочими объемами экструдеров 6, 7, 27. На кольцевых площадках между щелями 2 и 3, 3 и 25 выполнены фильерные отверстия, соответственно, 8 и 28, центры которых расположены на окружностях. Эти отверстия с помощью каналов 9, 29 сообщаются с рабочими объемами экструдеров 10, 30. Под углом 30 к осям отверстий 8 и 28 размещены кольцевые каналы 11, 31, 32, 33 соединенные каналами 12, 34 с источниками сжатого газа. На этих же кольцевых площадках имеются отверстия 13 и 35, которые посредством каналов 14 и 36 сообщаются с отсасывающими насосами 15 и 37. В центральной части корпуса выполнено отверстие 16, с помощью канала 17 соединенное с источником сжатого газа. При работе головки полимерный расплав из экструдеров 6, 7, 27 по каналам 4, 5, 26 поступает в щели 2,3, 25 и выдавливается в виде рукавных пленок 21, 22, 38. Расплав полимера, перерабатываемый в экструдерах 10, 30, по каналам 9, 29 нагнетается в фильерные отверстия 8, 28 и выдавливается в виде волокон. Сжатый воздух поступает по каналам 12, 34 в кольцевые каналы 11, 31, 32, 33, истекает из них и подхватывает волокна расплава. Потоки газо-полимерной смеси 23, 39 осаждаются на поверхностях пленок 22, 38 в виде 3 1617 1 волокнистой массы. Под давлением истекающего из отверстия 16 газа, который поступает по каналу 17, рукав раздувается. Свободная поверхность волокнистой массы, находящейся в вязко-текучем состоянии, приводится в контакт с обращенными к оси рукава поверхностями пленок 21 и 22. При охлаждении рукава образуются адгезионные соединения пленок 21, 22, 38 с волокнисто-пористыми прокладками 24, 40. Структуру, плотность и деформационные характеристики многослойного материала можно регулировать, изменяя- соотношение производительности экструдеров 10, 30 - генераторов волокон и 6, 7, 27 - генераторов пленок- расход и температуру распылительного газа, истекающего из кольцевых каналов 11, 31, 32, 33- давление и температуру газа, поступающего из отверстия 16 для раздува рукава- длину пути потоков 23, 39 газо-полимерной смеси от фильерных отверстий 8, 28 до поверхности пленок 22,38 путем изменения соотношения расхода газа, подаваемого по каналам 12, 34. Заявленная головка позволяет расширить технологические возможности экструзионных методов формирования листовых и пленочных материалов на основе полимеров. С ее помощью можно, не изменяя состав экструдируемых пластмасс, а лишь варьируя технологическими режимами, в широких пределах регулировать деформационные, звукоизоляционные, теплофизические и другие характеристики получаемых материалов. С помощью предложенной экструзионной головки можно дополнительно реализовать следующие технологические методы увеличения адгезии слоев, образующих рукав- снижение вязкости расплава, напыляемого на поверхность пленок- увеличение давления потока газо-полимерной смеси на поверхность пленки- повышение температуры на локальных участках контакта пленка - волокно за счет более высокой степени нагрева волокон при оптимальной температуре рукава по критерию раздува- регулирование времени нахождения контактирующих слоев в вязко-текучем состоянии путем изменения положения линии АБ кристаллизации рукава (фиг.1). оставитель Н.Б. Суханова Редактор Т.А. Лущаковская Корректор Р.Ф. Ковалева Заказ 2343 Тираж 20 зкз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B29C 47/20, B29C 47/26
Метки: рукавных, материалов, экструзионная, получения, головка, полимерных
Код ссылки
<a href="https://by.patents.su/5-1617-ekstruzionnaya-golovka-dlya-polucheniya-rukavnyh-polimernyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Экструзионная головка для получения рукавных полимерных материалов</a>
Экструзионная головка
Номер патента: 1602
Опубликовано: 30.03.1997
Авторы: Гольдаде Виктор Антонович, Громыко Юрий Владимирович, Марков Евгений Михайлович, Семенюк Михаил Савич, Пинчук Леонид Семенович
МПК: B29C 47/30
Метки: головка, экструзионная
Текст:
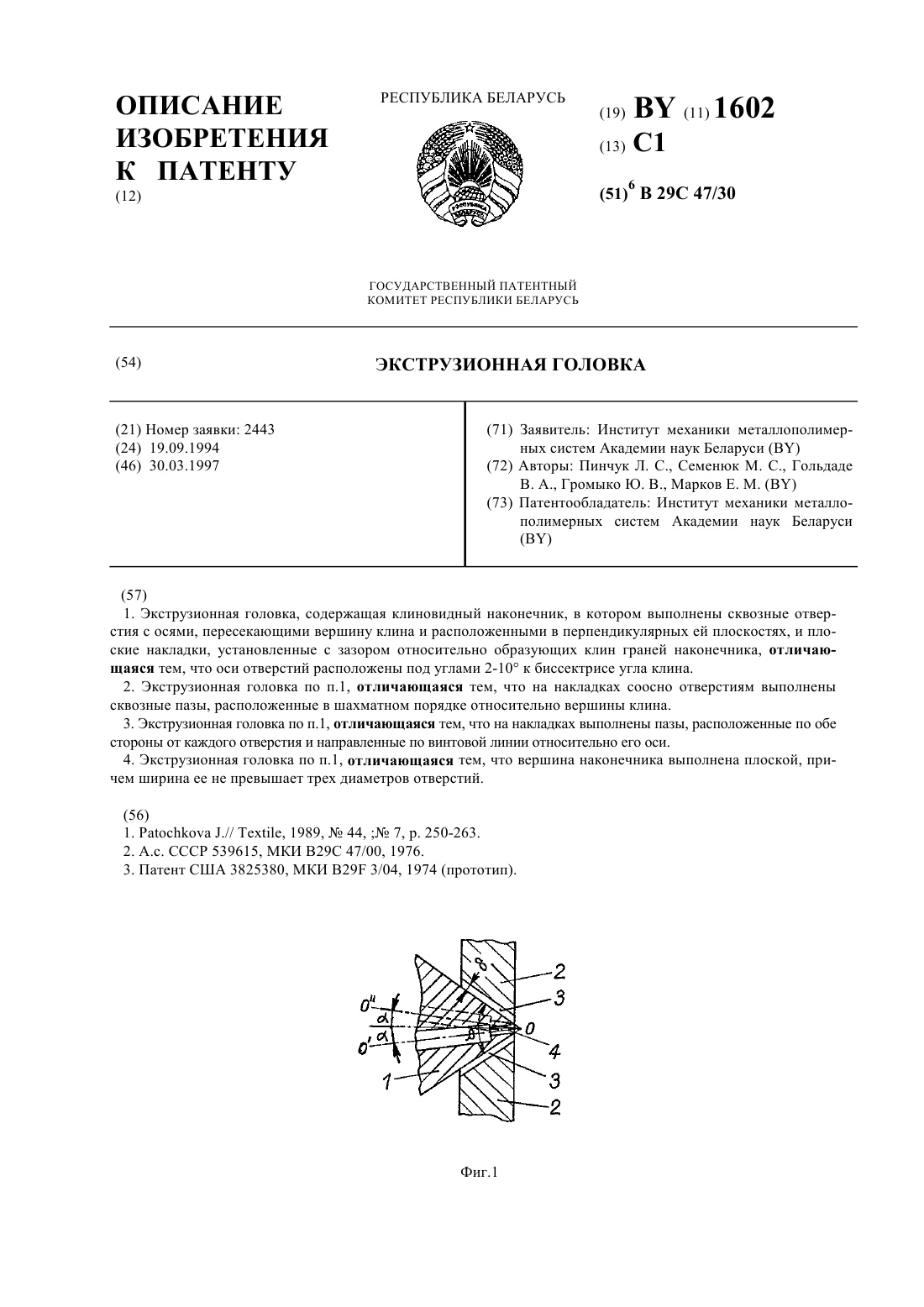
...спиралеобразного движения волокон на пути от головки к формообразующей подложке-технологическом упрощении конструкции гловки путем выполнения на стром конце клина плоской площадки, в которую выходят отверстия. На фиг. 1 изображен вариант конструкции головки. Клиновидный наконечник 1 сопряжен с плоскими накладками 2 , установленными с зазорами 3 относительно образующих клин плоскостей наконечника. В наконечнике выполнены сквозные...
Способ получения фильтрующих материалов
Номер патента: 1481
Опубликовано: 16.12.1996
Авторы: Плевачук Владимир Григорьевич, Макаревич Анна Владимировна, Ухорцева Ирина Юрьевна, Пинчук Леонид Семенович, Громыко Юрий Владимирович, Вертячих Игорь Михайлович, Паркалова Екатерина Ивановна
МПК: B01D 39/16, B29C 41/08
Метки: способ, фильтрующих, получения, материалов
Текст:
...и образующей коштлексные соединения с ионами тяжелых металлов.В качестве вариантов способа заявляется использование в качестве модификаторов аэрозолей трибутилфосфата, являющегося комплексоном ионов тяжелых металлов - типичных загряз 10нителей сточных вод раствора дитизона (комплексон) в четыреххлористом углероде (растворитель многих термопластов) раствора бензойной кислоты (антисептик) в вазелиновом масле (растворитель полиолефинов).Сущность...
Лазерная обрабатывающая головка
Номер патента: 736
Опубликовано: 30.06.1995
Авторы: Шершнев Е. Б., Танасейчук А. С.
МПК: B23K 26/14
Метки: обрабатывающая, лазерная, головка
Текст:
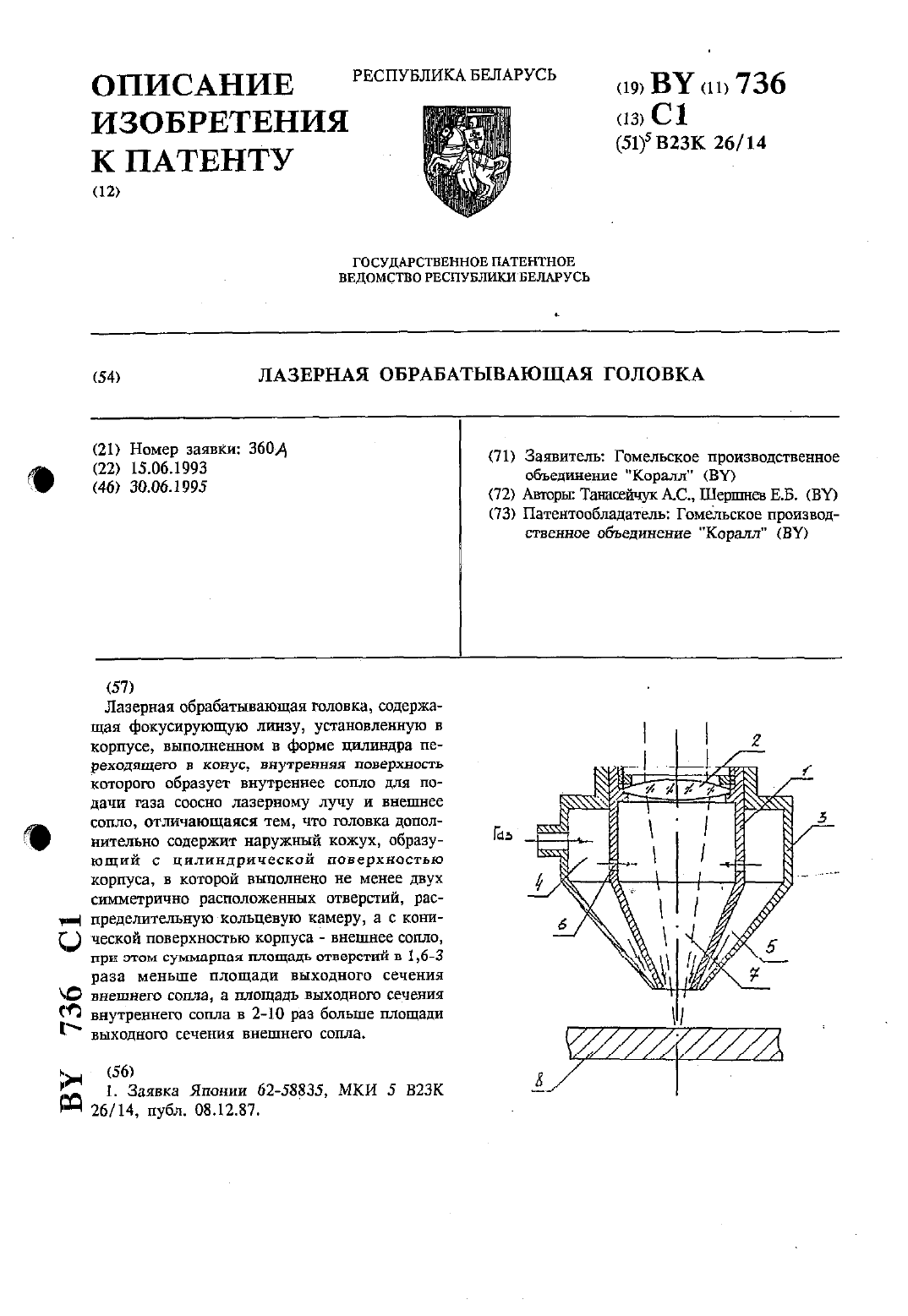
...поверхность которою образует внутреннее сопло для подачи газа соосно лазерному лучу и внешнее сопло, согласно изобретению,дополнительно содержит наружный кожух, образующий с цилиндрической поверхностью корпуса, в которой выполнено не менее двух симметрично расположенных отверстий, распределительную кольцевую камеру, а с конической поверхностью корпуса - внешнее сопло,при этом суммарная площадь отверстий в 16-3 раза меньше площади выходного...
Cпособ получения древесно-полимерных полотен и устройство для его осуществления
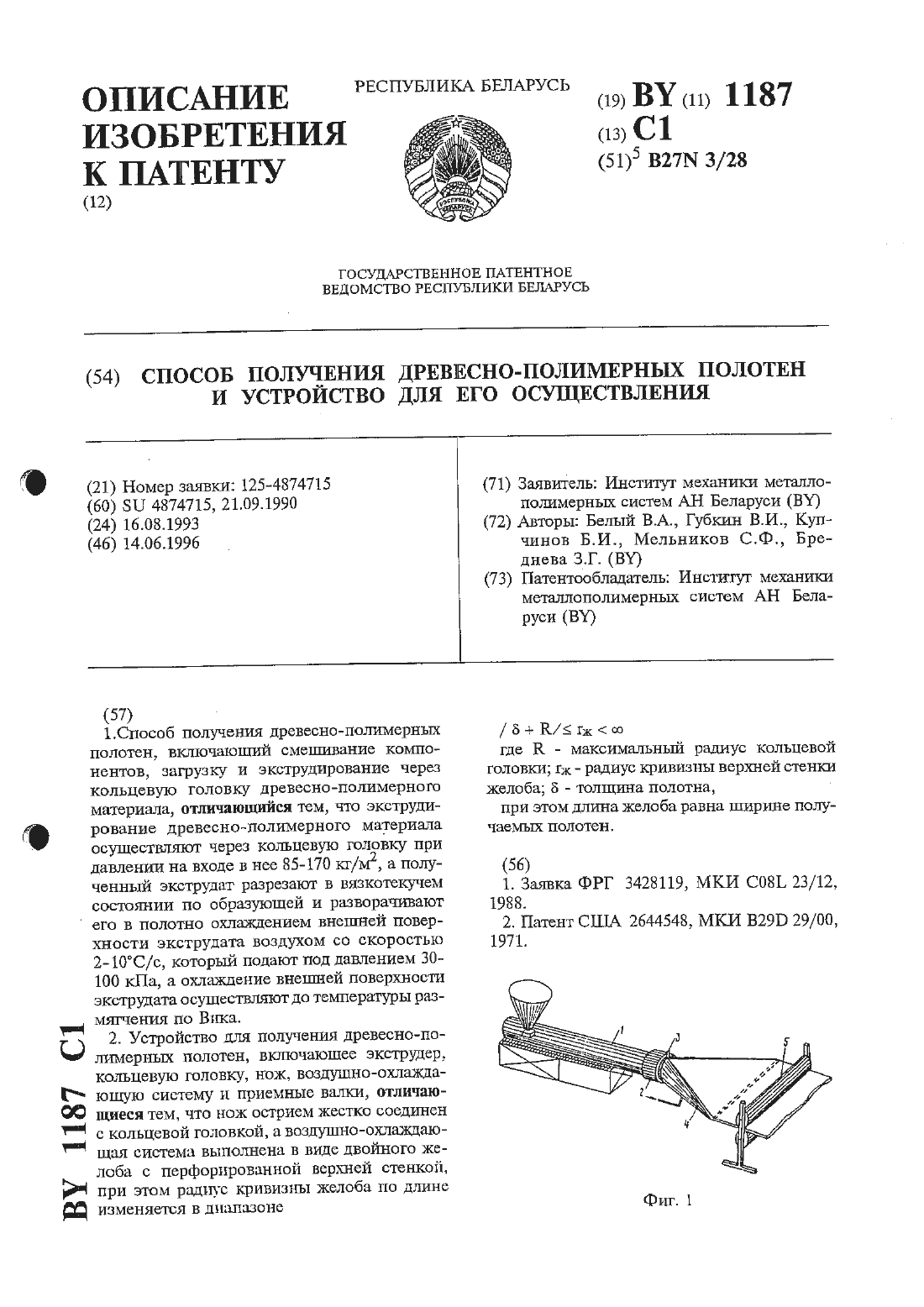
Номер патента: 1187
Опубликовано: 14.06.1996
Авторы: Губкин Виктор Иванович, Мельников Сергей Федорович, Белый С. А., Бреднева Зинаида Григорьевна, Купчинов Борис Иванович
МПК: B27N 3/28
Метки: получения, устройство, cпособ, древесно-полимерных, осуществления, полотен
Текст:
...происходит с помощью протяжных валков 5, основное назначение которых состоит в отборе получаемых полотен и подаче их для формирования из них деталей сложной конфшурацшт.Физико-тиеханичесюае свойства древеснополимерных полотен оценивали на образцах,вырезанных из полотен по соответствующим ГОСТам. Индекс разнотолщттштости (1) оценивали по формулеИзмерение толщины полотна производили с помощью микрометра по ншрине полотна.Для оценки свойств...
Ножевая головка куттера
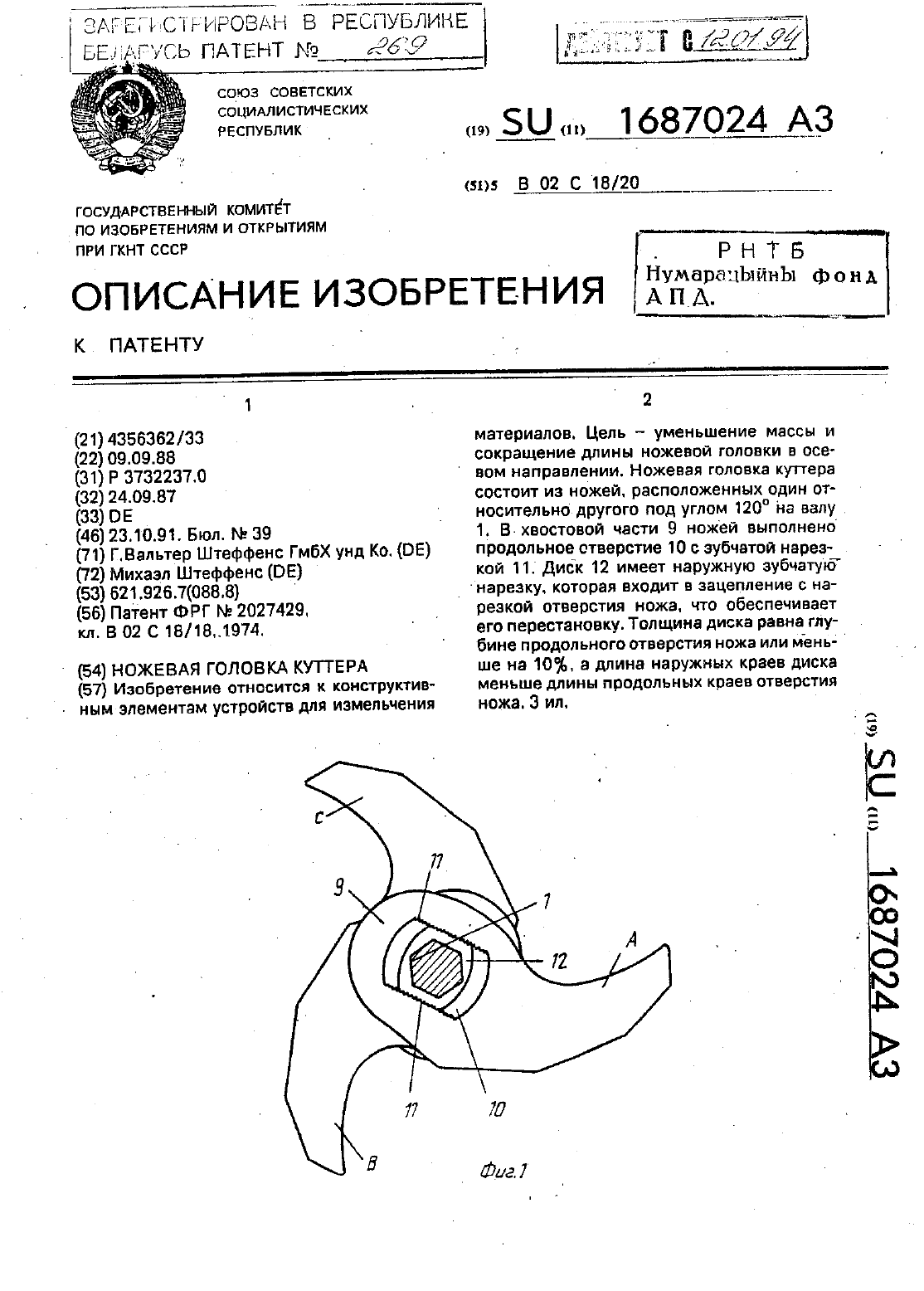
Номер патента: 269
Опубликовано: 30.12.1994
Автор: Михаэл Штеффенс
МПК: B02C 18/20
Метки: головка, куттера, ножевая
Текст:
...13 дляразмещения в нем соответствующего шестигранного ведущего вала 1 имеет на противоположных параллельных наружных продольных краях наружную зубчатую нарезку 14. которая входит в зацепление с внутренней зубчатой нарезкой 11 на продольных краях продольного отверстия 10. благодаря чему нож 4 можно переставлять в радиальном направпении ОТНОСИТЕЛЬНО центрального ОТВЕР стия диска 12 и тем самым относительнодлина диска 12 для приема вала...
Предыдущий патент: Люминесцентная жидкость для капиллярной дефектоскопии
Следующий патент: Способ очистки поверхности изделий из ферромагнитных материалов
Случайный патент: Состав для приготовления сдобного печенья "Южное"