Способ изготовления антифрикционного изделия на основе железа
Номер патента: 14006
Опубликовано: 28.02.2011
Авторы: Дьячкова Лариса Николаевна, Горохов Валерий Михайлович, Исупов Михаил Александрович, Шелехина Виктория Михайловна
Текст
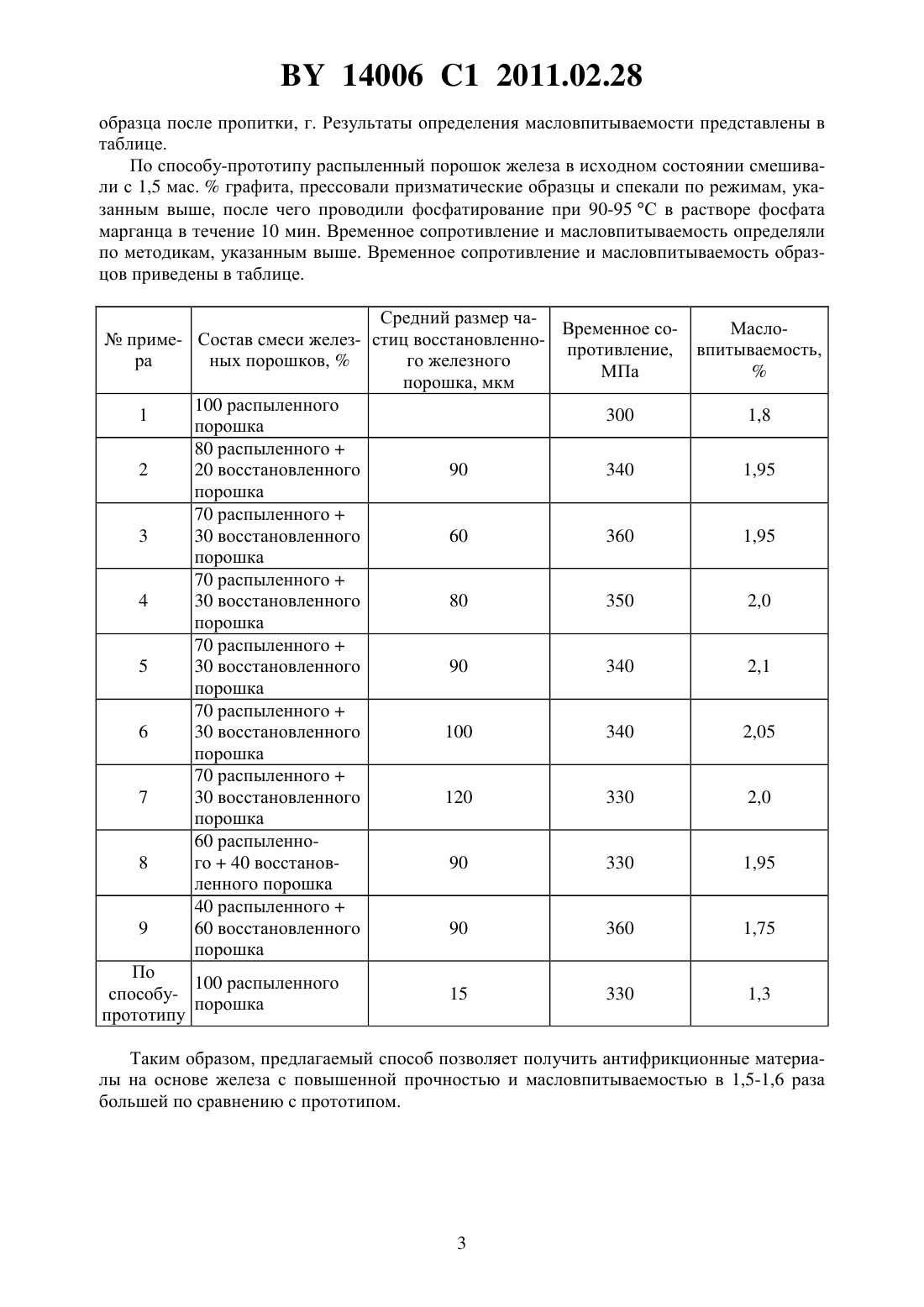
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННОГО ИЗДЕЛИЯ НА ОСНОВЕ ЖЕЛЕЗА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Дьячкова Лариса Николаевна Шелехина Виктория Михайловна Исупов Михаил Александрович Горохов Валерий Михайлович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления антифрикционного изделия на основе железа, включающий смешивание порошков исходных компонентов, прессование заготовки, ее спекание и пропитку маслом, отличающийся тем, что смешивают 60-80 мас.распыленного порошка железа в исходном состоянии и 20-40 мас.восстановленного порошка железа со средним размером частиц 80-100 мкм. Изобретение относится к области порошковой металлургии, в частности к способам изготовления антифрикционных деталей из порошковых материалов, например самосмазывающихся деталей узлов трения автомобилей, бытовой техники. Известен способ изготовления антифрикционных порошковых изделий, включающий смешивание порошков основы, твердой (дисульфид молибдена, фтористый кальций и др.) и жидкой (бензин, спирт и др.) смазок, прессование заготовок, спекание, пропитку маслом 1. Однако введение жидкой смазки приводит к появлению дополнительной пористости при спекании, а твердой смазки - к снижению прочности материала. Известен способ получения антифрикционных изделий на основе железа, в котором порошок распыленного железа с насыпной плотностью 2,4-2,8 г/см 3 смешивают с 5-10 восстановленного железного порошка с насыпной плотностью 1,5-2,1 г/см 3, что обеспечивает повышение прочности материала на 30 МПа 2. Известен способ получения антифрикционных самосмазывающихся изделий, включающий смешивание порошков исходных компонентов, прессование заготовок, спекание,пропитку маслом, при этом порошки основных металлов размером 5-20 мкм 3. Однако применение порошков такого размера затрудняет процесс пропитки маслом, так как поры в прессовках малого диаметра, что снижает масловпитываемость. Также затруднен процесс прессования и получения плотных прессовок, так как порошки такого размера имеют 14006 1 2011.02.28 низкую текучесть, насыпную плотность и уплотняемость, в результате прочность изделий невысокая из-за высокой пористости. В качестве прототипа выбран способ изготовления спеченных антифрикционных материалов на железной основе, включающий приготовление шихты, прессование, спекание,химико-термическую обработку путем фосфатирования в растворе фосфата марганца при 90-95 С, вакуумирование и пропитку маслом 4. Однако проведение фосфатирования перед пропиткой приводит к образованию фосфатов и оксидов, уменьшающих размер поровых каналов и общую пористость в целом, что снижает масловпитываемость и ухудшает триботехнические свойства изделий. А проведение предварительного вакуумирования требует специального оборудования, повышает энергоемкость технологии и удорожает процесс пропитки. Задача, которую решает предлагаемое изобретение, заключается в повышении масловпитываемости антифрикционных изделий, определяющей триботехнические характеристики изделий, при сохранении прочности материала. Поставленная задача достигается тем, что в способе изготовления антифрикционного изделия на основе железа, включающем смешивание порошков исходных компонентов,прессование заготовки, ее спекание и пропитку маслом, смешивают 60-80 мас.распыленного порошка железа в исходном состоянии и 20-40 мас.восстановленного порошка железа со средним размером частиц 80-100 мкм. Экспериментально установлено, что при добавлении к исходному распыленному порошку железа восстановленного порошка железа в количестве 20-40 мас.повышается прочность изделий, а использование восстановленного железного порошка со средним размером частиц 80-100 мкм обеспечивает максимальную масловпитываемость. Введение в распыленный железный порошок восстановленного железного порошка позволяет повысить прочность изделий за счет более развитой поверхности восстановленного порошка и образования большого количества прочных межчастичных контактов. Введение восстановленного порошка железа в количестве большем чем 40 понижает масловпитываемость за счет увеличения потерь на трение при заполнении маслом пор из-за развитой поверхности порошков, а в количестве, меньшем 20 , снижает прочность изделий. Использование восстановленного железного порошка со средним размером частиц менее 80 мкм приводит к образованию мелких пор, препятствующих проникновению масла в поры, а более 100 мкм снижает прочность изделий за счет уменьшения количества межчастичных контактов. Сущность предлагаемого изобретения поясняется в примерах 1-9. Примеры 1-9 Восстановленный порошок железа подвергали просеву для получения среднего размера частиц 60, 80, 90, 100, 120 мкм. Железные порошки, состоящие из смеси исходного распыленного порошка в количестве 100, 80, 70, 60, 40 мас.и восстановленного порошка 0, 20, 30, 40, 60 мас.со средним размером частиц 60, 80, 90, 100, 120 мкм смешивают с 1,5 мас. , порошка графита в лопастном смесителе в течение 0,5 ч. Из полученной шихты прессовали призматические образцы размером 101055 мм до плотности 80 в стальной пресс-форме и спекали в среде эндогаза при температуре 1100 С в конвейерной печи. Образцы после спекания механически обрабатывали для получения образцов для определения временного сопротивления по ГОСТ 1497-84. Испытания на растяжение проводили на испытательной машине при скорости нагружения 2 мм/мин. Результаты испытаний представлены в таблице. Для определения масловпитываемости спеченные образцы пропитывали в индустриальном масле марки И 20 при температуре 70 С в течение 1 ч. Масловпитываемость опрем м деляли по формуле М 2 1 100 , где м 1 - масса образца до пропитки, г м 2 - масса м 2 14006 1 2011.02.28 образца после пропитки, г. Результаты определения масловпитываемости представлены в таблице. По способу-прототипу распыленный порошок железа в исходном состоянии смешивали с 1,5 мас.графита, прессовали призматические образцы и спекали по режимам, указанным выше, после чего проводили фосфатирование при 90-95 С в растворе фосфата марганца в течение 10 мин. Временное сопротивление и масловпитываемость определяли по методикам, указанным выше. Временное сопротивление и масловпитываемость образцов приведены в таблице. Средний размер чаВременное соМасло приме- Состав смеси желез- стиц восстановленнопротивление, впитываемость,ра ных порошков,го железного МПа порошка, мкм 100 распыленного 1 300 1,8 порошка 80 распыленного 2 20 восстановленного 90 340 1,95 порошка 70 распыленного 3 30 восстановленного 60 360 1,95 порошка 70 распыленного 4 30 восстановленного 80 350 2,0 порошка 70 распыленного 5 30 восстановленного 90 340 2,1 порошка 70 распыленного 6 30 восстановленного 100 340 2,05 порошка 70 распыленного 7 30 восстановленного 120 330 2,0 порошка 60 распыленно 8 го 40 восстанов 90 330 1,95 ленного порошка 40 распыленного 9 60 восстановленного 90 360 1,75 порошка По 100 распыленного способу 15 330 1,3 порошка прототипу Таким образом, предлагаемый способ позволяет получить антифрикционные материалы на основе железа с повышенной прочностью и масловпитываемостью в 1,5-1,6 раза большей по сравнению с прототипом. 14006 1 2011.02.28 Источники информации 1. Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. - . Металлургия, 1991. С. 275-279. 2. Арсентьева И.П., Губенко Б.В., Гуляев И.А., Секачев М.А. Исследование влияния добавок восстановленного порошка железа ПЖВ 2.160.15 на технологические и механические свойства водораспыленного порошка ПЖР 3.200.28 после прессования и спекания / Состояние, проблемы и перспективы развития металлургии и обработки металлов давлением сб. трудов Московского государственного вечернего металлургического института,вып. 5. - . Изд-во МГВМИ, 2005. - С. 82-86. 3.2093308, МПК 22 3/26, 1997. 4.931294, МПК 22 3/24, 3/36, 3/16, 1982 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22F 3/12
Метки: изделия, антифрикционного, способ, изготовления, основе, железа
Код ссылки
<a href="https://by.patents.su/4-14006-sposob-izgotovleniya-antifrikcionnogo-izdeliya-na-osnove-zheleza.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления антифрикционного изделия на основе железа</a>
Способ получения изделия из композиционного материала на основе карбида кремния и железа
Номер патента: 12847
Опубликовано: 28.02.2010
Авторы: Григорьев Сергей Владимирович, Ковалевская Анна Викторовна, Витязь Петр Александрович, Фомихина Ирина Викторовна, Ковалевский Виктор Николаевич, Жук Андрей Евгеньевич
МПК: C04B 35/65, C04B 35/626, C04B 35/565...
Метки: кремния, материала, получения, изделия, карбида, способ, композиционного, основе, железа
Текст:
...заготовку и подвергают ее реакционному спеканию в форме из материала с низким коэффициентом линейного термического расширения. Авторами установлено, что изготовление изделий из композиционных материалов,представляющих собой абразивные и железные порошки с покрытием кремнием и углеродом возможно за счет реакционного спекания в покрытии и уплотнение их в процессе температурного расширения частиц железного порошка при нагреве. В предлагаемом...
Способ парооксидирования изделия из порошковых материалов на основе железа
Номер патента: 10758
Опубликовано: 30.06.2008
Авторы: Дьячкова Лариса Николаевна, Сыроежко Геннадий Сергеевич, Пащук Сергей Евгеньевич
Метки: железа, порошковых, материалов, парооксидирования, способ, изделия, основе
Текст:
...масло, находящееся на поверхности изделий, сгорает, образуя слой сажи. Наличие сажи на поверхности при окислении в процессе парооксидирования приводит к созданию в поверхностном оксидном слое большого количества рыхлого оксида 23, снижающего триботехнические характеристики и коррозионную стойкость порошковых изделий. Известно 5, что углерод растворяется (вернее, окисляется и сгорает) в расплавленной натриевой или калиевой селитре....
Способ изготовления слоистого композиционного антифрикционного изделия
Номер патента: 12118
Опубликовано: 30.08.2009
Авторы: Борисов Евгений Павлович, Дьячкова Лариса Николаевна, Волчек Анатолий Яковлевич, Глуховский Игорь Анатольевич, Сериков Юрий Викторович
Метки: слоистого, антифрикционного, изготовления, способ, композиционного, изделия
Текст:
...прокаткой и последующим спеканием 3. Однако данный способ является длительным, энергоемким, кроме того, при прокатке возможно образование неоднородности по составу, что ведет к снижению адгезионной прочности и повышенному износу. Техническая задача - повышение адгезионной прочности и износостойкости антифрикционного слоя слоистого композиционного материала при снижении энергоемкости его изготовления. Поставленная техническая задача...
Способ изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди
Номер патента: 6587
Опубликовано: 30.12.2004
Авторы: Кезик Виталий Яковлевич, Калиниченко Александр Сергеевич
МПК: B22D 25/06, C22C 32/00
Метки: сплавов, способ, железа, основе, изготовления, меди, трибокомпозитов
Текст:
...кинетики 4). Следовательно, возможно отклонение от необходимого процесса образования заданной структуры композита. С тем, чтобы избежать этого, в цикл изготовления трибокомпозита вводится операция изотермической выдержки,которая обеспечивает перераспределение компонентов при их диффузионном движении в твердых фазах. Температуры изотермической выдержки должны быть ниже температур кристаллизации матриц на основе меди, но выше...
Порошковый материал на основе моноалюминида железа и способ его получения
Номер патента: 6545
Опубликовано: 30.09.2004
Авторы: Беляев Андрей Васильевич, Ильющенко Александр Федорович, Лецко Андрей Иванович, Талако Татьяна Леонидовна
Метки: способ, основе, получения, моноалюминида, железа, порошковый, материал
Текст:
...дисперсные включения алюминидов железа,формирующиеся непосредственно в процессе получения при содержании алюминия в реакционной смеси 38-48 мас. . Материал дополнительно легирован хромом и/или углеродом. Для этого готовят смесь порошков алюминия, железа и/или железосодержащего компонента при содержании алюминия 38-48 мас. , подвергают ее предварительной обработке в высокоэнергетической мельнице в течение 0,2-4 часов, уплотняют и/или...
Предыдущий патент: Способ выделения парафинов из асфальтосмолопарафиновых отложений
Следующий патент: Способ повышения устойчивости растений томата, выращиваемых в закрытом грунте, к фузариозному увяданию
Случайный патент: Тренажёрный комплекс для обучения авиадиспетчеров