Состав для получения покрытия электрода
Номер патента: 15988
Опубликовано: 30.06.2012
Авторы: Игнатович Зоя Владимировна, Олешкевич Дмитрий Анатольевич, Никитина Алла Сергеевна, Астрейко Людмила Александровна
Текст
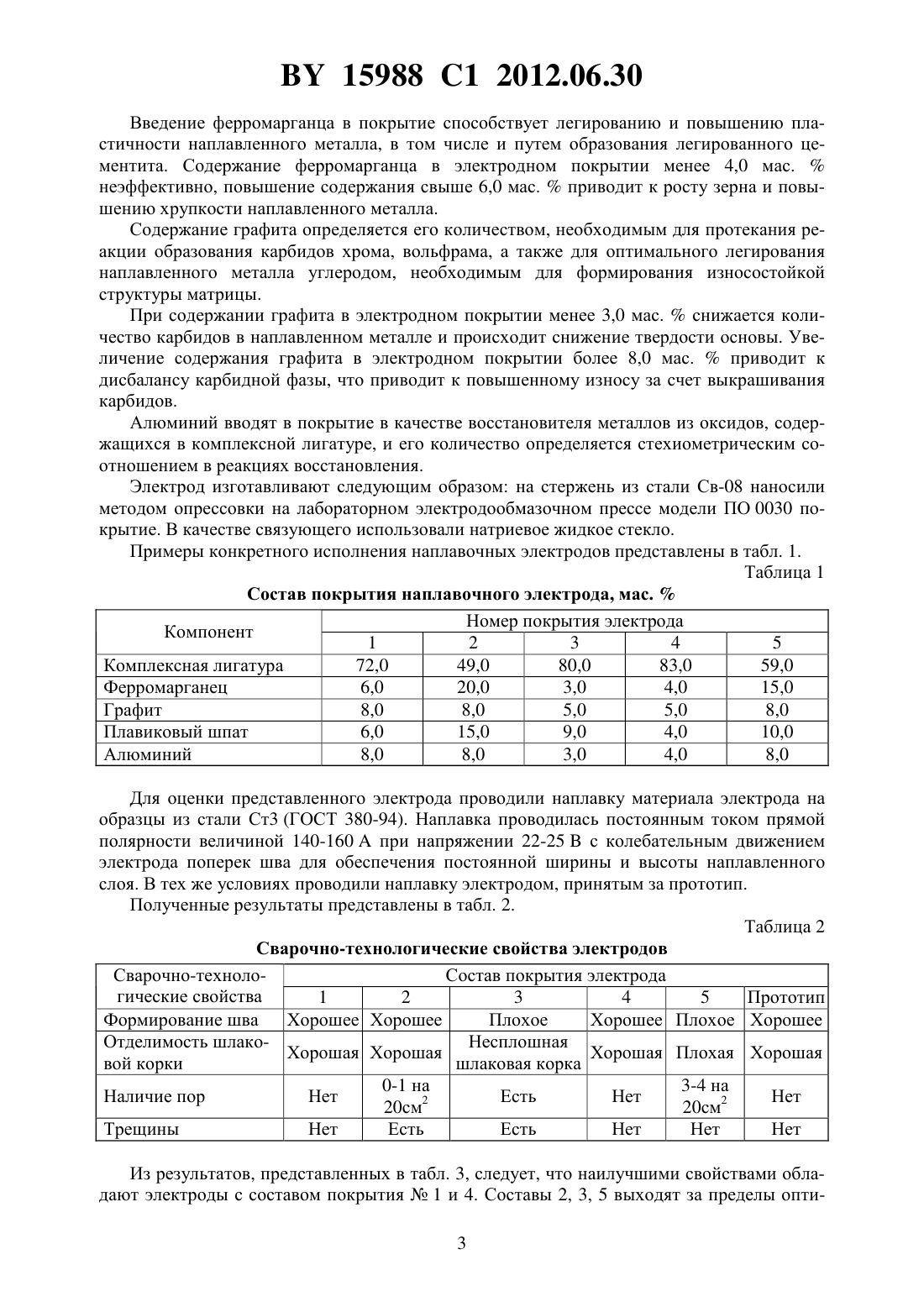
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ ЭЛЕКТРОДА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Игнатович Зоя Владимировна Астрейко Людмила Александровна Никитина Алла Сергеевна Олешкевич Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Состав для получения покрытия электрода, содержащий плавиковый шпат, ферромарганец и графит, отличающийся тем, что дополнительно содержит порошок алюминия и комплексную лигатуру при следующем соотношении ингредиентов, мас.плавиковый шпат 4,0-6,0 ферромарганец 4,0-6,0 графит 5,0-8,0 порошок алюминия 4,0-8,0 комплексная лигатура 72,0-83,0,при этом комплексная лигатура представляет собой композицию, состоящую из трех частей высокохромистого износостойкого чугуна и одной части борированных отходов инструментальной быстрорежущей стали типа Р 6 М 5. Изобретение относится к области ручной дуговой наплавки, в частности к электродам для дуговой наплавки легированного износостойкого материала, работающего в условиях преимущественно абразивного изнашивания с умеренными ударными нагрузками. Для наплавки материалов, работающих в условиях абразивного изнашивания при умеренных ударных нагрузках, применяются электроды, которые обеспечивают получение наплавленного материала, содержащего в структуре карбидную и карбоборидную фазу 1. Недостатком таких электродов является то, что наплавленный металл при работе в абразивной среде в сочетании с ударными нагрузками обладает неудовлетворительной стойкостью. Кроме того, в своем составе они содержат порошки ферросплавов и чистых элементов, что удорожает стоимость электродов. Порошок хрома, легирующие компоненты из группы молибдена, соединения редкоземельных металлов являются дорогими и дефицитными материалами, что делает стоимость электрода значительной. Из известных наиболее близким по технической сущности, принятым за прототип, является электрод с покрытием 2, содержащим (мас. ) 15988 1 2012.06.30 порошок быстрорежущей стали марки 10 Р 6 М 5 42,8-55,7 ферромолибден 9,1-12,3 молибденовая пыль 9,0-11,7 хром металлический 7,0-8,5 ферромарганец 0,7-1,0 ферросилиций 0,7-1,0 графит 1,8-2,0 мрамор 10,0-14,3 плавиковый шпат 1,5-2,5 сода 0,7-0,9 фтористый иттрий 0,6-0,7 слюда 2,5-3,5. Главным недостатком электрода с известным покрытием является то, что при наплавке происходит образование аэрозоля, твердая составляющая которого содержит хром вещество 1 класса опасности (канцероген, способный вызывать аллергические заболевания в производственных условиях). Крупным недостатком электрода является то, что кроме порошка хрома в покрытии используется фтористый иттрий, т.е. материалы, которые являются дорогими и дефицитными, что существенно удорожает известный электрод. Техническая задача, решаемая изобретением, состоит в повышении эксплуатационной стойкости наплавленных деталей, работающих в условиях ударно-абразивного воздействия, и снижении стоимости электрода. Технический результат достигается тем, что в покрытие электрода, содержащее плавиковый шпат, ферромарганец и графит, дополнительно вводят комплексную лигатуру и порошок алюминия при следующем соотношении ингредиентов (мас. ) комплексная лигатура 72,0-83,0 ферромарганец 4,0-6,0 графит 5,0-8,0 плавиковый шпат 4,0-6,0 порошок алюминия 4,0-8,0,при этом комплексная лигатура представляет собой композицию, состоящую из трех частей высокохромистого износостойкого чугуна и одной части борированных отходов инструментальной быстрорежущей стали типа Р 6 М 5. Плавиковый шпат вводится в количестве от 4 мас.до 6,0 мас.для снижения пористости металла шва. Введение в состав покрытия большого количества фторсодержащих компонентов приводит к заметному ухудшению стабильности горения дуги. При снижении количества плавикового шпата в покрытии ниже рекомендованного в наплавленном металле появляются поры. Комплексная лигатура содержит в своем составе вольфрам и хром в виде карбидов различного стехиометрического состава и получена из вторичных материалов, что позволяет снизить ее стоимость. Хром и вольфрам являются карбидообразующими элементами в предложенном электродном покрытии и вводятся через комплексную лигатуру, которая обеспечивает в наплавленном металле содержание хрома, оптимальное для образования карбидов хрома, а также для образования смешанных вольфрам-хромовых карбидов. Уменьшение содержания хрома в наплавленном металле приводит к снижению стойкости в условиях абразивного износа. Увеличение содержания хрома, вольфрама приводит к изменению их соотношения в слое и ухудшению его износостойкости. Борирование лигатуры обеспечивает флюсующее действие при наплавке и упрочнение наплавленного металла за счет образования избыточных боридных фаз и легирования твердого раствора. 2 15988 1 2012.06.30 Введение ферромарганца в покрытие способствует легированию и повышению пластичности наплавленного металла, в том числе и путем образования легированного цементита. Содержание ферромарганца в электродном покрытии менее 4,0 мас.неэффективно, повышение содержания свыше 6,0 мас.приводит к росту зерна и повышению хрупкости наплавленного металла. Содержание графита определяется его количеством, необходимым для протекания реакции образования карбидов хрома, вольфрама, а также для оптимального легирования наплавленного металла углеродом, необходимым для формирования износостойкой структуры матрицы. При содержании графита в электродном покрытии менее 3,0 мас.снижается количество карбидов в наплавленном металле и происходит снижение твердости основы. Увеличение содержания графита в электродном покрытии более 8,0 мас.приводит к дисбалансу карбидной фазы, что приводит к повышенному износу за счет выкрашивания карбидов. Алюминий вводят в покрытие в качестве восстановителя металлов из оксидов, содержащихся в комплексной лигатуре, и его количество определяется стехиометрическим соотношением в реакциях восстановления. Электрод изготавливают следующим образом на стержень из стали Св-08 наносили методом опрессовки на лабораторном электродообмазочном прессе модели ПО 0030 покрытие. В качестве связующего использовали натриевое жидкое стекло. Примеры конкретного исполнения наплавочных электродов представлены в табл. 1. Таблица 1 Состав покрытия наплавочного электрода, мас.Номер покрытия электрода Компонент 1 2 3 4 5 Комплексная лигатура 72,0 49,0 80,0 83,0 59,0 Ферромарганец 6,0 20,0 3,0 4,0 15,0 Графит 8,0 8,0 5,0 5,0 8,0 Плавиковый шпат 6,0 15,0 9,0 4,0 10,0 Алюминий 8,0 8,0 3,0 4,0 8,0 Для оценки представленного электрода проводили наплавку материала электрода на образцы из стали Ст 3 (ГОСТ 380-94). Наплавка проводилась постоянным током прямой полярности величиной 140-160 при напряжении 22-25 с колебательным движением электрода поперек шва для обеспечения постоянной ширины и высоты наплавленного слоя. В тех же условиях проводили наплавку электродом, принятым за прототип. Полученные результаты представлены в табл. 2. Таблица 2 Сварочно-технологические свойства электродов Сварочно-технолоСостав покрытия электрода гические свойства 1 2 3 4 5 Прототип Формирование шва Хорошее Хорошее Плохое Хорошее Плохое Хорошее Отделимость шлакоНесплошная Хорошая Хорошая Хорошая Плохая Хорошая вой корки шлаковая корка 0-1 на 3-4 на Наличие пор Нет Есть Нет Нет 2 20 см 20 см 2 Трещины Нет Есть Есть Нет Нет Нет Из результатов, представленных в табл. 3, следует, что наилучшими свойствами обладают электроды с составом покрытия 1 и 4. Составы 2, 3, 5 выходят за пределы опти 3 15988 1 2012.06.30 мальных соотношений компонентов, что приводит к появлению в наплавленном металле пор, ухудшению отделимости шлаковой корки, появлению трещин в зоне термического влияния. Поскольку покрытие наплавочного электрода на 72-85 состоит из вторичных материалов и не содержит дорогих и дефицитных порошков хрома и иттрия, стоимость материалов электродного покрытия снижается до 60 . Источники информации 1. Лившиц Л.С., Гринберг Н.А., Куркумелли Э.Г. Основы легирования наплавленного металла. - М. Машиностроение, 1969. - С. 103. 2. А.с. СССР 1798094, МПК 23 35/365 // Бюл.8. - 1993. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/365
Метки: состав, электрода, получения, покрытия
Код ссылки
<a href="https://by.patents.su/4-15988-sostav-dlya-polucheniya-pokrytiya-elektroda.html" rel="bookmark" title="База патентов Беларуси">Состав для получения покрытия электрода</a>
Состав для получения покрытия электрода
Номер патента: 13468
Опубликовано: 30.08.2010
Авторы: Никитина Алла Сергеевна, Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Клюшня Олег Владимирович, Игнатович Зоя Владимировна
МПК: B23K 35/365
Метки: электрода, получения, покрытия, состав
Текст:
...шпат вводится в количестве от 3,5 мас.до 5,0 мас.для снижения пористости металла шва. Поскольку фтор имеет высокое сродство к электронам, то введение в состав покрытия большого количества фторсодержащих компонентов приводит к заметному ухудшению стабильности горения дуги. При снижении количества плавикового шпата в покрытии ниже рекомендованного в наплавленном металле появляются поры. Оптимальное сочетание шлакообразующих и газообразующих...
Состав покрытия электрода
Номер патента: 13609
Опубликовано: 30.10.2010
Авторы: Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Игнатович Зоя Владимировна, Никитина Алла Сергеевна
МПК: B23K 35/365
Метки: состав, покрытия, электрода
Текст:
...шлакообразующим элементом. Содержание кварцевого песка в покрытии менее 2,0 мас.является недостаточным для улучшения прессуемости покрытия и не обеспечивает необходимого количества шлаковой фазы. Содержание кварцевого песка более 8,0 мас.не влияет на улучшение процесса опрессовки и ухудшает процесс шлакообразования. Содержание шлакообразующих компонентов (плавикового шпата, мрамора) покрытия выбрано в пределах, обеспечивающих минимальную...
Состав покрытия электрода
Номер патента: 13610
Опубликовано: 30.10.2010
Авторы: Астрейко Людмила Александровна, Игнатович Зоя Владимировна, Олешкевич Дмитрий Анатольевич, Никитина Алла Сергеевна
МПК: B23K 35/365
Метки: электрода, покрытия, состав
Текст:
...металла сварного шва. Содержание мрамора более 60,0 мас.способствует чрезмерному газообразованию, ухудшает сварочно-технологические свойства. Содержание других шлакообразующих компонентов (плавикового шпата, кварцевого песка) покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту при сварке и наплавке. Изменение 2 13610 1 2010.10.30 содержания указанных компонентов вне...
Состав электродного покрытия
Номер патента: 11374
Опубликовано: 30.12.2008
Авторы: Игнатович Зоя Владимировна, Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Клюшня Олег Владимирович, Бетанова Вера Николаевна, Михович Анна Ивановна, Каравый Павел Владимирович
МПК: B23K 35/365
Метки: электродного, покрытия, состав
Текст:
...в условиях абразивного износа. Увеличение содержания хрома, вольфрама или титана приводит к изменению их соотношения в слое и ухудшению его износостойкости. Введение ферромарганца в покрытие способствует легированию и повышению пластичности наплавленного металла, в том числе и путем образования легированного цементита. Содержание ферромарганца в электродном покрытии менее 10,0 мас.неэффективно,повышение содержания свыше 15,0 мас.приводит к...
Покрытие электрода
Номер патента: 10658
Опубликовано: 30.06.2008
Авторы: Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Астрейко Людмила Александровна, Игнатович Зоя Владимировна
МПК: B23K 35/365
Текст:
...мас. , приводит к уменьшению износостойкости наплавленных деталей. Ферросилиций вводится в покрытие электрода для раскисления и легирования. При содержании ферросилиция в покрытии менее 3,0 мас.он выступает только как раскислитель. Содержание ферросилиция более 5,0 мас.делает наплавленный материал хрупким. 2 10658 1 2008.06.30 Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Переход...
Предыдущий патент: Упор перегружателя пиломатериалов
Следующий патент: Электрическая машина
Случайный патент: Способ вакуумного нанесения металлического покрытия на частицы порошка абразивного материала