Инструмент для упрочняющей обработки плоских поверхностей
Номер патента: 14014
Опубликовано: 28.02.2011
Авторы: Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович, Рыжанков Дмитрий Михайлович
Текст
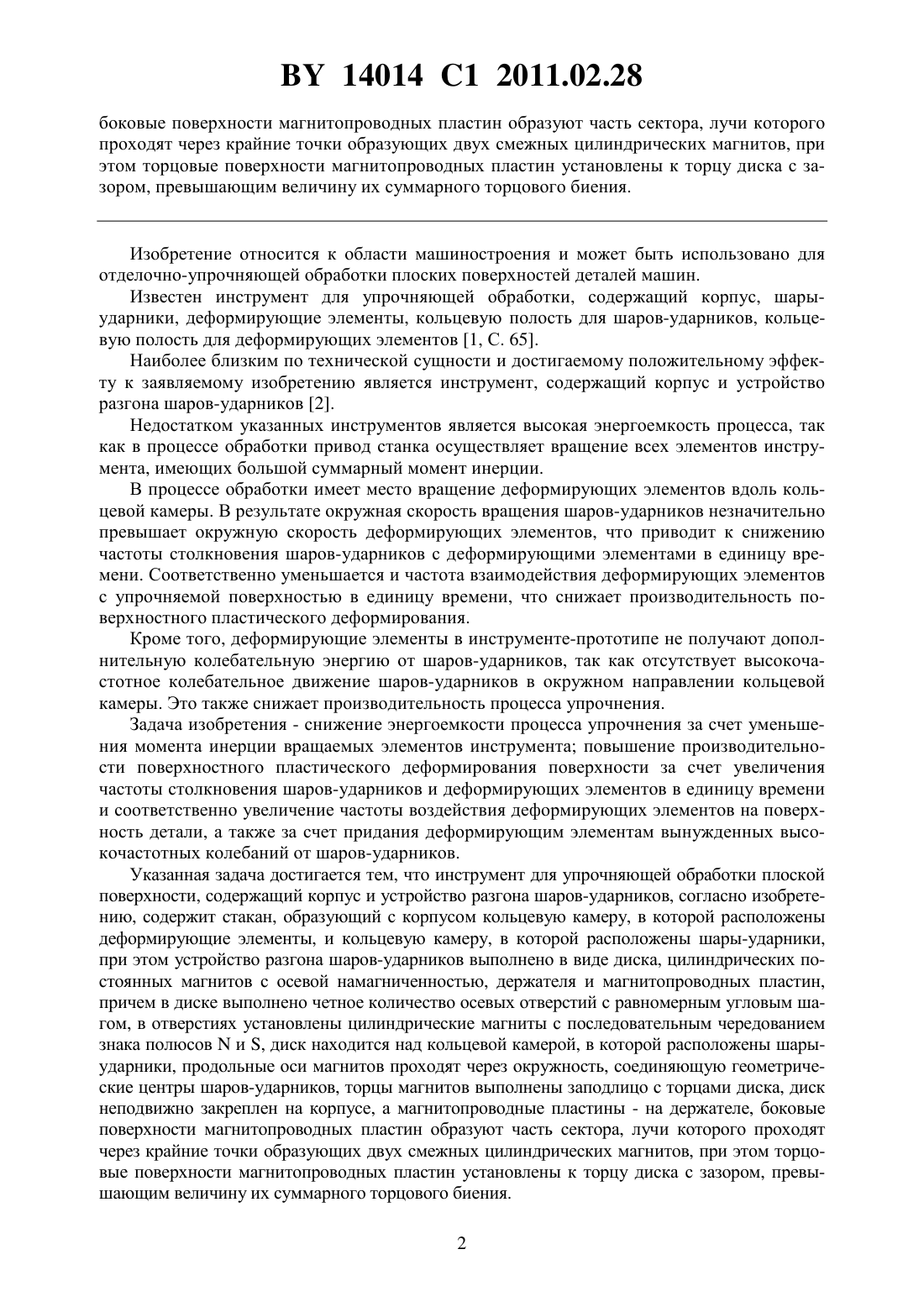
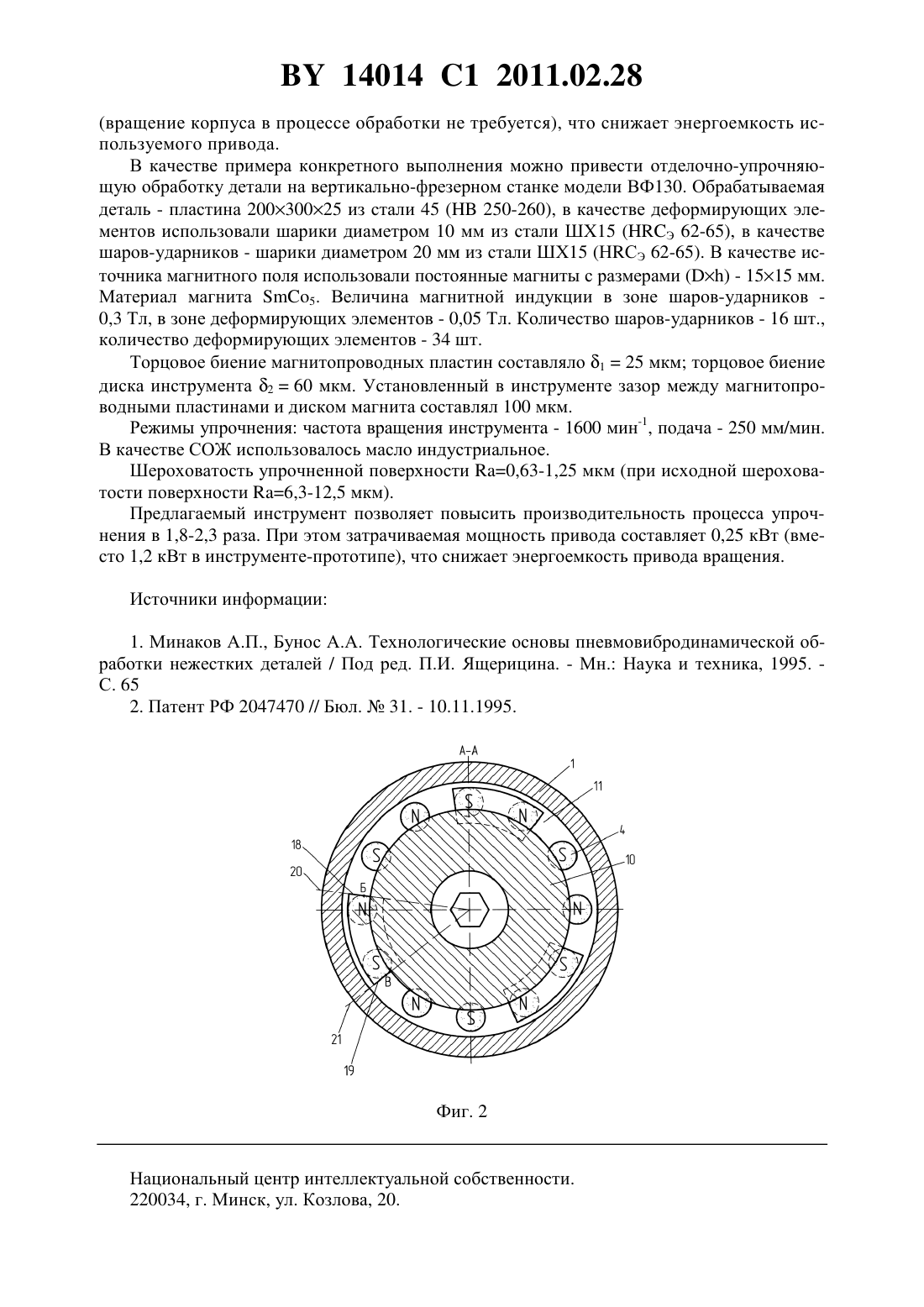
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Довгалев Александр Михайлович Сухоцкий Сергей Александрович Свирепа Дмитрий Михайлович Рыжанков Дмитрий Михайлович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Инструмент для упрочняющей обработки плоской поверхности, содержащий корпус и устройство разгона шаров-ударников, отличающийся тем, что содержит стакан, образующий с корпусом кольцевую камеру, в которой расположены деформирующие элементы,и кольцевую камеру, в которой расположены шары-ударники, при этом устройство разгона шаров-ударников выполнено в виде диска, цилиндрических постоянных магнитов с осевой намагниченностью, держателя и магнитопроводных пластин, причем в диске выполнено четное количество осевых отверстий с равномерным угловым шагом, в отверстиях установлены цилиндрические магниты с последовательным чередованием знака полюсови , диск находится над кольцевой камерой, в которой расположены шарыударники, продольные оси магнитов проходят через окружность, соединяющую геометрические центры шаров-ударников, торцы магнитов выполнены заподлицо с торцами диска, диск неподвижно закреплен на корпусе, а магнитопроводные пластины - на держателе, Фиг. 1 14014 1 2011.02.28 боковые поверхности магнитопроводных пластин образуют часть сектора, лучи которого проходят через крайние точки образующих двух смежных цилиндрических магнитов, при этом торцовые поверхности магнитопроводных пластин установлены к торцу диска с зазором, превышающим величину их суммарного торцового биения. Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки плоских поверхностей деталей машин. Известен инструмент для упрочняющей обработки, содержащий корпус, шарыударники, деформирующие элементы, кольцевую полость для шаров-ударников, кольцевую полость для деформирующих элементов 1, С. 65. Наиболее близким по технической сущности и достигаемому положительному эффекту к заявляемому изобретению является инструмент, содержащий корпус и устройство разгона шаров-ударников 2. Недостатком указанных инструментов является высокая энергоемкость процесса, так как в процессе обработки привод станка осуществляет вращение всех элементов инструмента, имеющих большой суммарный момент инерции. В процессе обработки имеет место вращение деформирующих элементов вдоль кольцевой камеры. В результате окружная скорость вращения шаров-ударников незначительно превышает окружную скорость деформирующих элементов, что приводит к снижению частоты столкновения шаров-ударников с деформирующими элементами в единицу времени. Соответственно уменьшается и частота взаимодействия деформирующих элементов с упрочняемой поверхностью в единицу времени, что снижает производительность поверхностного пластического деформирования. Кроме того, деформирующие элементы в инструменте-прототипе не получают дополнительную колебательную энергию от шаров-ударников, так как отсутствует высокочастотное колебательное движение шаров-ударников в окружном направлении кольцевой камеры. Это также снижает производительность процесса упрочнения. Задача изобретения - снижение энергоемкости процесса упрочнения за счет уменьшения момента инерции вращаемых элементов инструмента повышение производительности поверхностного пластического деформирования поверхности за счет увеличения частоты столкновения шаров-ударников и деформирующих элементов в единицу времени и соответственно увеличение частоты воздействия деформирующих элементов на поверхность детали, а также за счет придания деформирующим элементам вынужденных высокочастотных колебаний от шаров-ударников. Указанная задача достигается тем, что инструмент для упрочняющей обработки плоской поверхности, содержащий корпус и устройство разгона шаров-ударников, согласно изобретению, содержит стакан, образующий с корпусом кольцевую камеру, в которой расположены деформирующие элементы, и кольцевую камеру, в которой расположены шары-ударники,при этом устройство разгона шаров-ударников выполнено в виде диска, цилиндрических постоянных магнитов с осевой намагниченностью, держателя и магнитопроводных пластин,причем в диске выполнено четное количество осевых отверстий с равномерным угловым шагом, в отверстиях установлены цилиндрические магниты с последовательным чередованием знака полюсови , диск находится над кольцевой камерой, в которой расположены шарыударники, продольные оси магнитов проходят через окружность, соединяющую геометрические центры шаров-ударников, торцы магнитов выполнены заподлицо с торцами диска, диск неподвижно закреплен на корпусе, а магнитопроводные пластины - на держателе, боковые поверхности магнитопроводных пластин образуют часть сектора, лучи которого проходят через крайние точки образующих двух смежных цилиндрических магнитов, при этом торцовые поверхности магнитопроводных пластин установлены к торцу диска с зазором, превышающим величину их суммарного торцового биения. 2 14014 1 2011.02.28 Такое выполнение инструмента обеспечивает уменьшение момента инерции вращающихся частей инструмента, что снижает энергоемкость процесса упрочнения повышение производительности поверхностного пластического деформирования за счет увеличения частоты воздействия деформирующих элементов на поверхность детали в единицу времени и придания деформирующим элементам дополнительных высокочастотных колебаний посредством шаров-ударников. Изобретение поясняется фигурами. На фиг. 1, 2 показан инструмент для упрочняющей обработки плоской поверхности. Инструмент содержит корпус 1, стакан 2. Корпус 1 и стакан 2 образуют кольцевые камеры 3, 4, в которых расположены соответственно деформирующие элементы 5 и шарыударники 6. Устройство разгона шаров-ударников выполнено в виде диска 7, цилиндрических постоянных магнитов 8 с осевой намагниченностью, держателя 9 и магнитопроводных пластин 10. В диске 7 выполнено четное количество осевых отверстий 11 (в противном случае не обеспечивается последовательное расположение полюсов магнитаи ) с равномерным угловым шагом. В отверстиях 11 установлены цилиндрические магниты 8 с последовательным чередованием знака полюсови . Диск 7 находится над кольцевой камерой 4 с шарами-ударниками 6. Продольные оси 12 магнитов 8 проходят через окружность 13, соединяющую геометрические центры шаров-ударников 6, что обеспечивает максимальное магнитное воздействие на шары-ударники. Торцы 14, 15 магнитов 8 выполнены заподлицо с торцами 16, 17 диска 7. Диск 7 неподвижно закреплен на корпусе 1, а магнитопроводные пластины - на держателе 9 инструмента (фиг. 1). Боковые поверхности 18, 19 магнитопроводных пластин 10 образуют часть сектора, лучи 20, 21 которого проходят через крайние точки Б и В двух смежных цилиндрических магнитов 8(фиг. 2). Торцовые поверхности 22 магнитопроводных пластин 10 установлены к торцу 16 диска 7 с зазором, превышающим величину их суммарного торцового биения. Инструмент работает следующим образом. Деталь базируют на столе станка. Корпус 1 инструмента жестко соединяют с неподвижной бабкой 23. Держатель 9 закрепляют в шпинделе 24. Шпинделю 24 сообщают вращение, а детали - движение продольной подачи. Шпиндель 24 вращает держатель 9 с магнитопроводными пластинами 10. Пластины 10 производят последовательное замыкание полюсовисмежных магнитов. В кольцевой камере 6 с шарами-ударниками 8 образуются периодически чередующиеся области магнитного поля с максимальной и минимальной напряженностью, смещающиеся в направлении вращения пластин 10. В результате шары-ударники 6, периодически попадая в зоны перемещаемого в окружном направлении магнитного поля с максимальной и минимальной напряженностью, получают высокочастотные колебательные движения вдоль кольцевой камеры 4 инструмента. В процессе окружного перемещения шаров-ударников 6 вдоль кольцевой камеры 4 происходит периодическое их столкновение с деформирующими элементами 5. Деформирующие элементы 5 воспринимают энергию высокочастотных колебаний шаров-ударников 6 и передают ее упрочняемой поверхности. Дополнительное наложение высокочастотных колебаний на деформирующие элементы 5 со стороны шаров-ударников 6 приводит к интенсификации процесса поверхностного пластического деформирования и повышению производительности обработки. В процессе упрочнения (в отличие от прототипа) деформирующие элементы 5 имеют незначительную окружную скорость перемещения вдоль кольцевой камеры 3 (так как корпус 1 инструмента не вращается и не увлекает за собой деформирующие элементы 5). Это приводит к увеличению разности окружных скоростей шаров-ударников 6 и деформирующих элементов 5. Соответственно возрастает частота столкновения шаровударников 6 с деформирующими элементами 5 в единицу времени, что также повышает производительность упрочняющей обработки. В процессе упрочняющей обработки вращение от шпинделя 24 получает только держатель с магнитопроводными пластинами 10, имеющий малый момент инерции 3(вращение корпуса в процессе обработки не требуется), что снижает энергоемкость используемого привода. В качестве примера конкретного выполнения можно привести отделочно-упрочняющую обработку детали на вертикально-фрезерном станке модели ВФ 130. Обрабатываемая деталь - пластина 20030025 из стали 45 ( 250-260), в качестве деформирующих элементов использовали шарики диаметром 10 мм из стали ШХ 15 (Э 62-65), в качестве шаров-ударников - шарики диаметром 20 мм из стали ШХ 15 (НСЭ 62-65). В качестве источника магнитного поля использовали постоянные магниты с размерами- 1515 мм. Материал магнита 5. Величина магнитной индукции в зоне шаров-ударников 0,3 Тл, в зоне деформирующих элементов - 0,05 Тл. Количество шаров-ударников - 16 шт.,количество деформирующих элементов - 34 шт. Торцовое биение магнитопроводных пластин составляло 125 мкм торцовое биение диска инструмента 260 мкм. Установленный в инструменте зазор между магнитопроводными пластинами и диском магнита составлял 100 мкм. Режимы упрочнения частота вращения инструмента - 1600 мин-1, подача - 250 мм/мин. В качестве СОЖ использовалось масло индустриальное. Шероховатость упрочненной поверхности 0,63-1,25 мкм (при исходной шероховатости поверхности 6,3-12,5 мкм). Предлагаемый инструмент позволяет повысить производительность процесса упрочнения в 1,8-2,3 раза. При этом затрачиваемая мощность привода составляет 0,25 кВт (вместо 1,2 кВт в инструменте-прототипе), что снижает энергоемкость привода вращения. Источники информации 1. Минаков А.П., Бунос А.А. Технологические основы пневмовибродинамической обработки нежестких деталей / Под ред. П.И. Ящерицина. - Мн. Наука и техника, 1995. С. 65 2. Патент РФ 2047470 // Бюл.31. - 10.11.1995. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 39/00
Метки: обработки, поверхностей, плоских, инструмент, упрочняющей
Код ссылки
<a href="https://by.patents.su/4-14014-instrument-dlya-uprochnyayushhejj-obrabotki-ploskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для упрочняющей обработки плоских поверхностей</a>
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 4596
Опубликовано: 30.08.2008
Авторы: Минаков Анатолий Петрович, Зайцев Денис Леонидович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/00
Метки: плоских, обработки, пневмовибродинамической, инструмент, поверхностей
Текст:
...экрана 3. В рассматриваемом инструменте траектория движения приводящих шаров является окружностью, а траектория движения деформирующих шаров отлична от окружности за счет усложненного профиля диска, по которому они перемещаются вне зоны обработки. Это предопределяет повышенную трудоемкость его изготовления, что нетехнологично. Задачей настоящей полезной модели является улучшение технологичности и повышение надежности инструмента за счет...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Камчицкая Ирина Дмитриевна, Ящук Олег Викторович, Минаков Анатолий Петрович
МПК: B24B 39/06
Метки: плоских, инструмент, обработки, пневмовибродинамической, поверхностей
Текст:
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 1373
Опубликовано: 30.06.2004
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/06
Метки: обработки, инструмент, плоских, пневмовибродинамической, поверхностей
Текст:
...и деформирующих элементов 2. В рассматриваемом инструменте центры деформирующих элементов расположены на окружности, но их малая скорость также обусловлена преимущественно соударениями с приводящими элементами, что уменьшает, к тому же, скорость последних и приводит к снижению производительности обработки. Задачей настоящей полезной модели является повышение производительности обработки за счет повышения скорости деформирующих элементов....
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 158
Опубликовано: 30.09.2000
Авторы: Минаков Анатолий Петрович, Меренков Владимир Владимирович, Ящук Олег Викторович
МПК: B24B 39/06
Метки: поверхностей, обработки, инструмент, плоских, пневмовибродинамической
Текст:
...элементы расходуют на соударения с деформирующими элементами вне зоны обработки, что увеличивает, к тому же, их износ. В связи с этим, относительно низкая скорость приводящих элементов не позволяет им развить значительную центробежную силу и, соответственно, увеличить силу и частоту их ударов по деформирующим элементам. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного...
Устройство для отделочной и упрочняющей обработки плоских поверхностей

Номер патента: U 1032
Опубликовано: 30.09.2003
Авторы: Пашкевич Виктор Михайлович, Пашкевич Михаил Федорович, Варанец Ангелина Александровна
МПК: B24B 39/00
Метки: отделочной, устройство, плоских, поверхностей, обработки, упрочняющей
Текст:
...обработки плоских поверхностей большим количеством одновременно работающих шариков 3, содержащий корпус, упруго соединенный с оправкой и хвостовиком, сепаратор с шариками,служащий для удержания последних от выпадания и свободно вращающийся на оправке. Здесь беговая дорожка образована коническими поверхностями двух колец, концентрично расположенных в корпусе. В таком устройстве 2 отсутствует скольжение шаров, т.е. отсутствует выглаживание...
Предыдущий патент: Гидросистема погрузчика
Следующий патент: Способ замещения грудины после ее обширной резекции
Случайный патент: Шихта связки алмазоабразивного инструмента