Способ изготовления пилы
Номер патента: 11926
Опубликовано: 30.06.2009
Авторы: Матвейко Александр Петрович, Макарчук Дмитрий Владимирович, Карпович Семен Иванович, Карпович Сергей Семенович
Текст
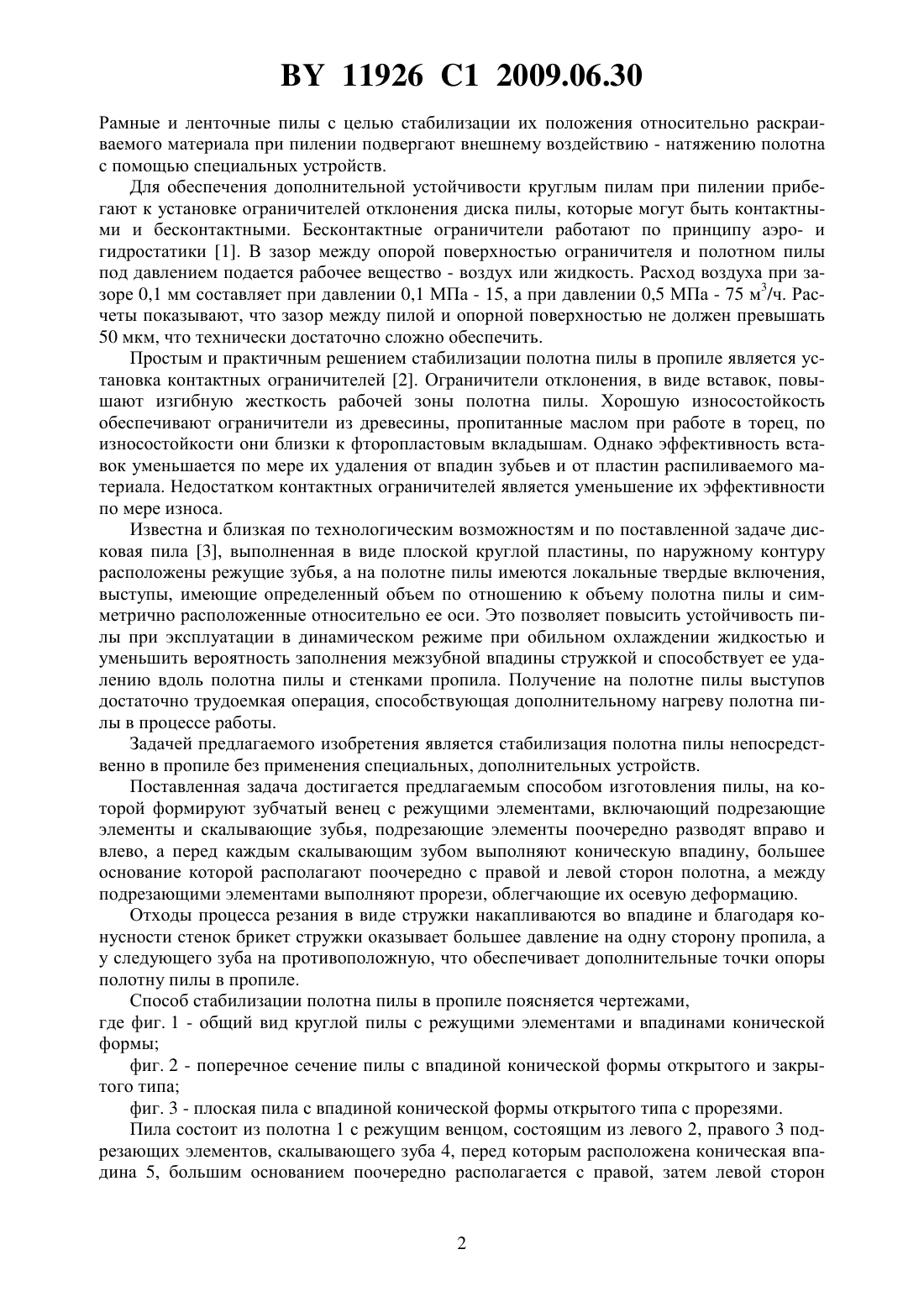
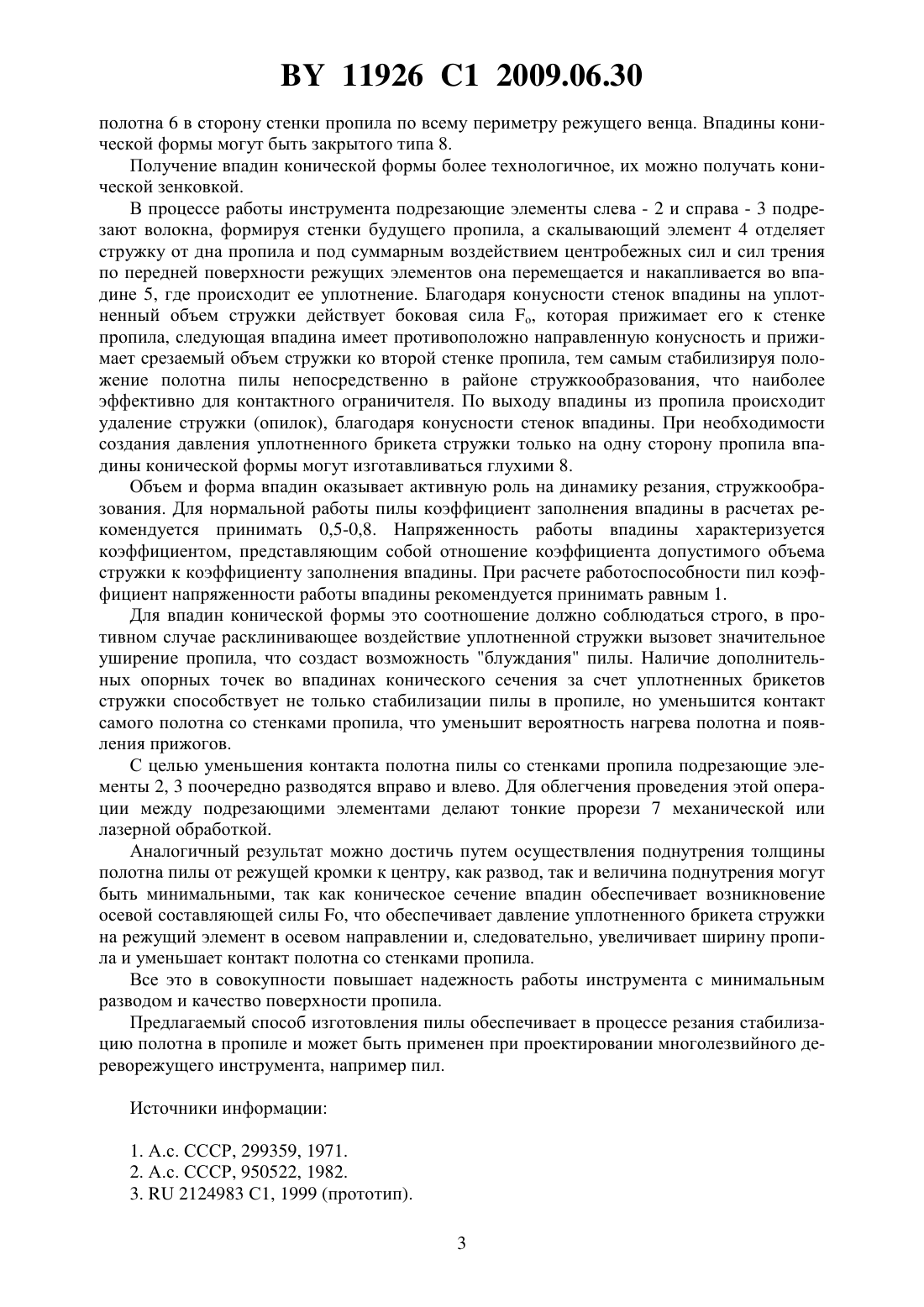
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Карпович Сергей Семенович Матвейко Александр Петрович Макарчук Дмитрий Владимирович Карпович Семен Иванович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Способ изготовления пилы, при котором изготавливают полотно пилы, на котором формируют зубчатый венец с режущими элементами, включающий подрезающие элементы и скалывающие зубья, отличающийся тем, что подрезающие элементы поочередно разводят вправо и влево, а перед каждым скалывающим зубом выполняют коническую впадину, большее основание которой располагают поочередно с правой и левой сторон полотна. 2. Способ по п. 1, отличающийся тем, что между подрезающими элементами выполняют прорези, облегчающие их осевую деформацию. Фиг. 3 Изобретение относится к лесопильной и мебельной промышленности и может быть использовано при проектировании и изготовлении пил. Качество пиления определяется динамической устойчивостью полотна многолезвийного инструмента, такого как рамные, ленточные, круглые пилы. Устойчивость круглых пил определяется толщиной и состоянием полотна пилы, величиной и знаком напряжений в ее рабочей части, силовыми параметрами резания, степенью влияния центробежных сил. 11926 1 2009.06.30 Рамные и ленточные пилы с целью стабилизации их положения относительно раскраиваемого материала при пилении подвергают внешнему воздействию - натяжению полотна с помощью специальных устройств. Для обеспечения дополнительной устойчивости круглым пилам при пилении прибегают к установке ограничителей отклонения диска пилы, которые могут быть контактными и бесконтактными. Бесконтактные ограничители работают по принципу аэро- и гидростатики 1. В зазор между опорой поверхностью ограничителя и полотном пилы под давлением подается рабочее вещество - воздух или жидкость. Расход воздуха при зазоре 0,1 мм составляет при давлении 0,1 МПа - 15, а при давлении 0,5 МПа - 75 м 3/ч. Расчеты показывают, что зазор между пилой и опорной поверхностью не должен превышать 50 мкм, что технически достаточно сложно обеспечить. Простым и практичным решением стабилизации полотна пилы в пропиле является установка контактных ограничителей 2. Ограничители отклонения, в виде вставок, повышают изгибную жесткость рабочей зоны полотна пилы. Хорошую износостойкость обеспечивают ограничители из древесины, пропитанные маслом при работе в торец, по износостойкости они близки к фторопластовым вкладышам. Однако эффективность вставок уменьшается по мере их удаления от впадин зубьев и от пластин распиливаемого материала. Недостатком контактных ограничителей является уменьшение их эффективности по мере износа. Известна и близкая по технологическим возможностям и по поставленной задаче дисковая пила 3, выполненная в виде плоской круглой пластины, по наружному контуру расположены режущие зубья, а на полотне пилы имеются локальные твердые включения,выступы, имеющие определенный объем по отношению к объему полотна пилы и симметрично расположенные относительно ее оси. Это позволяет повысить устойчивость пилы при эксплуатации в динамическом режиме при обильном охлаждении жидкостью и уменьшить вероятность заполнения межзубной впадины стружкой и способствует ее удалению вдоль полотна пилы и стенками пропила. Получение на полотне пилы выступов достаточно трудоемкая операция, способствующая дополнительному нагреву полотна пилы в процессе работы. Задачей предлагаемого изобретения является стабилизация полотна пилы непосредственно в пропиле без применения специальных, дополнительных устройств. Поставленная задача достигается предлагаемым способом изготовления пилы, на которой формируют зубчатый венец с режущими элементами, включающий подрезающие элементы и скалывающие зубья, подрезающие элементы поочередно разводят вправо и влево, а перед каждым скалывающим зубом выполняют коническую впадину, большее основание которой располагают поочередно с правой и левой сторон полотна, а между подрезающими элементами выполняют прорези, облегчающие их осевую деформацию. Отходы процесса резания в виде стружки накапливаются во впадине и благодаря конусности стенок брикет стружки оказывает большее давление на одну сторону пропила, а у следующего зуба на противоположную, что обеспечивает дополнительные точки опоры полотну пилы в пропиле. Способ стабилизации полотна пилы в пропиле поясняется чертежами,где фиг. 1 - общий вид круглой пилы с режущими элементами и впадинами конической формы фиг. 2 - поперечное сечение пилы с впадиной конической формы открытого и закрытого типа фиг. 3 - плоская пила с впадиной конической формы открытого типа с прорезями. Пила состоит из полотна 1 с режущим венцом, состоящим из левого 2, правого 3 подрезающих элементов, скалывающего зуба 4, перед которым расположена коническая впадина 5, большим основанием поочередно располагается с правой, затем левой сторон 11926 1 2009.06.30 полотна 6 в сторону стенки пропила по всему периметру режущего венца. Впадины конической формы могут быть закрытого типа 8. Получение впадин конической формы более технологичное, их можно получать конической зенковкой. В процессе работы инструмента подрезающие элементы слева - 2 и справа - 3 подрезают волокна, формируя стенки будущего пропила, а скалывающий элемент 4 отделяет стружку от дна пропила и под суммарным воздействием центробежных сил и сил трения по передней поверхности режущих элементов она перемещается и накапливается во впадине 5, где происходит ее уплотнение. Благодаря конусности стенок впадины на уплотненный объем стружки действует боковая сила , которая прижимает его к стенке пропила, следующая впадина имеет противоположно направленную конусность и прижимает срезаемый объем стружки ко второй стенке пропила, тем самым стабилизируя положение полотна пилы непосредственно в районе стружкообразования, что наиболее эффективно для контактного ограничителя. По выходу впадины из пропила происходит удаление стружки (опилок), благодаря конусности стенок впадины. При необходимости создания давления уплотненного брикета стружки только на одну сторону пропила впадины конической формы могут изготавливаться глухими 8. Объем и форма впадин оказывает активную роль на динамику резания, стружкообразования. Для нормальной работы пилы коэффициент заполнения впадины в расчетах рекомендуется принимать 0,5-0,8. Напряженность работы впадины характеризуется коэффициентом, представляющим собой отношение коэффициента допустимого объема стружки к коэффициенту заполнения впадины. При расчете работоспособности пил коэффициент напряженности работы впадины рекомендуется принимать равным 1. Для впадин конической формы это соотношение должно соблюдаться строго, в противном случае расклинивающее воздействие уплотненной стружки вызовет значительное уширение пропила, что создаст возможность блуждания пилы. Наличие дополнительных опорных точек во впадинах конического сечения за счет уплотненных брикетов стружки способствует не только стабилизации пилы в пропиле, но уменьшится контакт самого полотна со стенками пропила, что уменьшит вероятность нагрева полотна и появления прижогов. С целью уменьшения контакта полотна пилы со стенками пропила подрезающие элементы 2, 3 поочередно разводятся вправо и влево. Для облегчения проведения этой операции между подрезающими элементами делают тонкие прорези 7 механической или лазерной обработкой. Аналогичный результат можно достичь путем осуществления поднутрения толщины полотна пилы от режущей кромки к центру, как развод, так и величина поднутрения могут быть минимальными, так как коническое сечение впадин обеспечивает возникновение осевой составляющей силы , что обеспечивает давление уплотненного брикета стружки на режущий элемент в осевом направлении и, следовательно, увеличивает ширину пропила и уменьшает контакт полотна со стенками пропила. Все это в совокупности повышает надежность работы инструмента с минимальным разводом и качество поверхности пропила. Предлагаемый способ изготовления пилы обеспечивает в процессе резания стабилизацию полотна в пропиле и может быть применен при проектировании многолезвийного дереворежущего инструмента, например пил. Источники информации 1. А.с. СССР, 299359, 1971. 2. А.с. СССР, 950522, 1982. 3.2124983 С 1, 1999 (прототип). 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B27B 33/00
Метки: пилы, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-11926-sposob-izgotovleniya-pily.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пилы</a>
Способ изготовления пилы
Номер патента: 5126
Опубликовано: 30.06.2003
Авторы: Клубков Анатолий Петрович, Клубков Александр Анатольевич, Бавбель Иван Иванович, Бурносов Николай Васильевич
МПК: B27B 33/02
Метки: изготовления, пилы, способ
Текст:
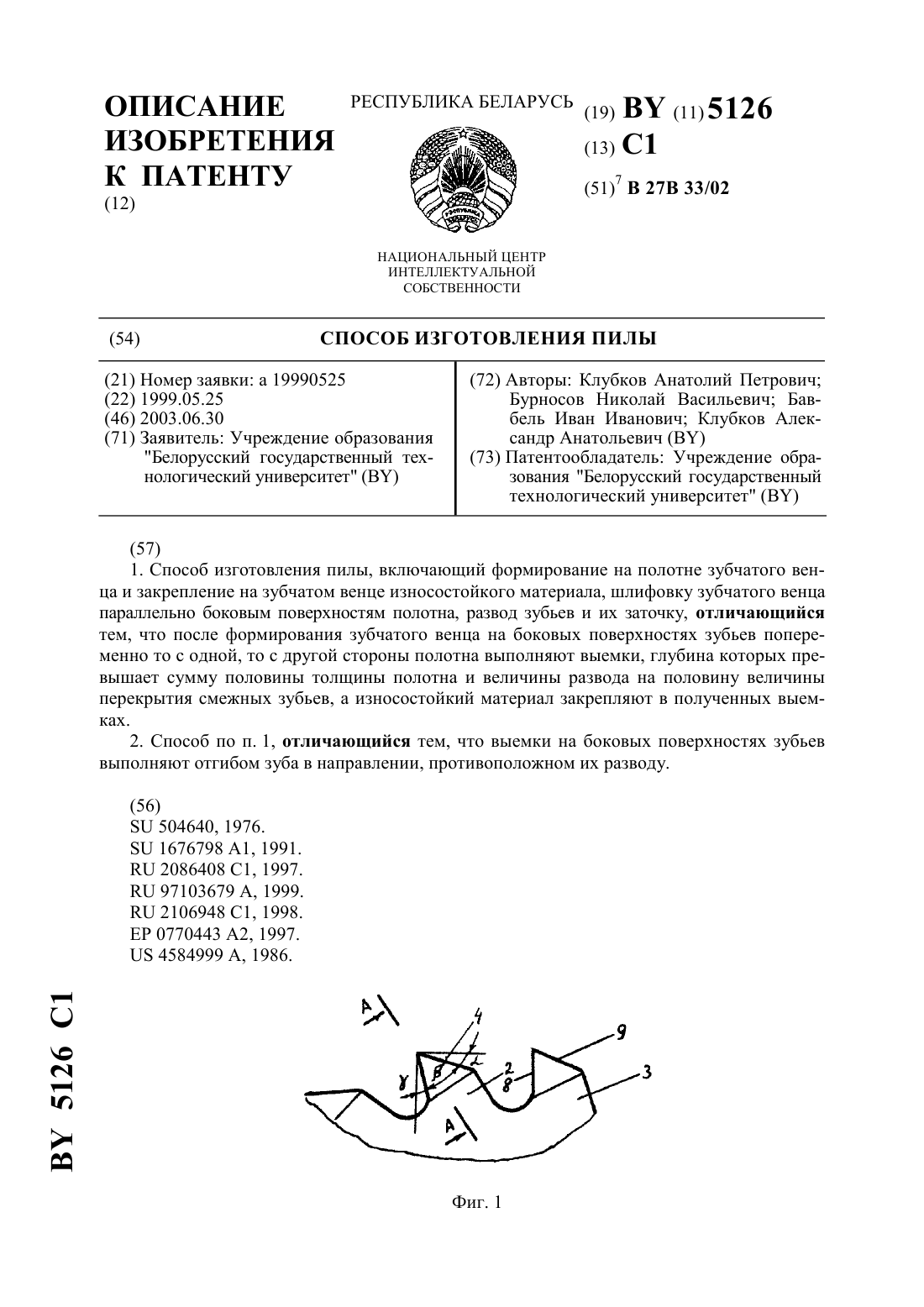
...износостойкого материала фиг. 5 - схема развода. Пила включает полотно 1 с венцом из зубьев 2, 3 с закрепленным на них попеременно то с одной, то с другой стороны полотна 1 износостойким материалом 4, который соединен с полотном 1 по плоскости 5 выемки 6 зуба 2. Кроме того, на фиг. 1-3 изображены боковые поверхности 7 полотна 1, передняя и задняя поверхности 8, 9 зубьев 2, 3 и режущие кромки 10. Глубинавыемок 6 у вершины зуба 2, 3 превышает...
Способ изготовления круглой пилы
Номер патента: 9656
Опубликовано: 30.08.2007
Авторы: Бавбель Иван Иванович, Матвейко Александр Петрович, Карпович Семён Иванович, Карпович Сергей Семёнович
МПК: B27B 33/00
Метки: пилы, способ, изготовления, круглой
Текст:
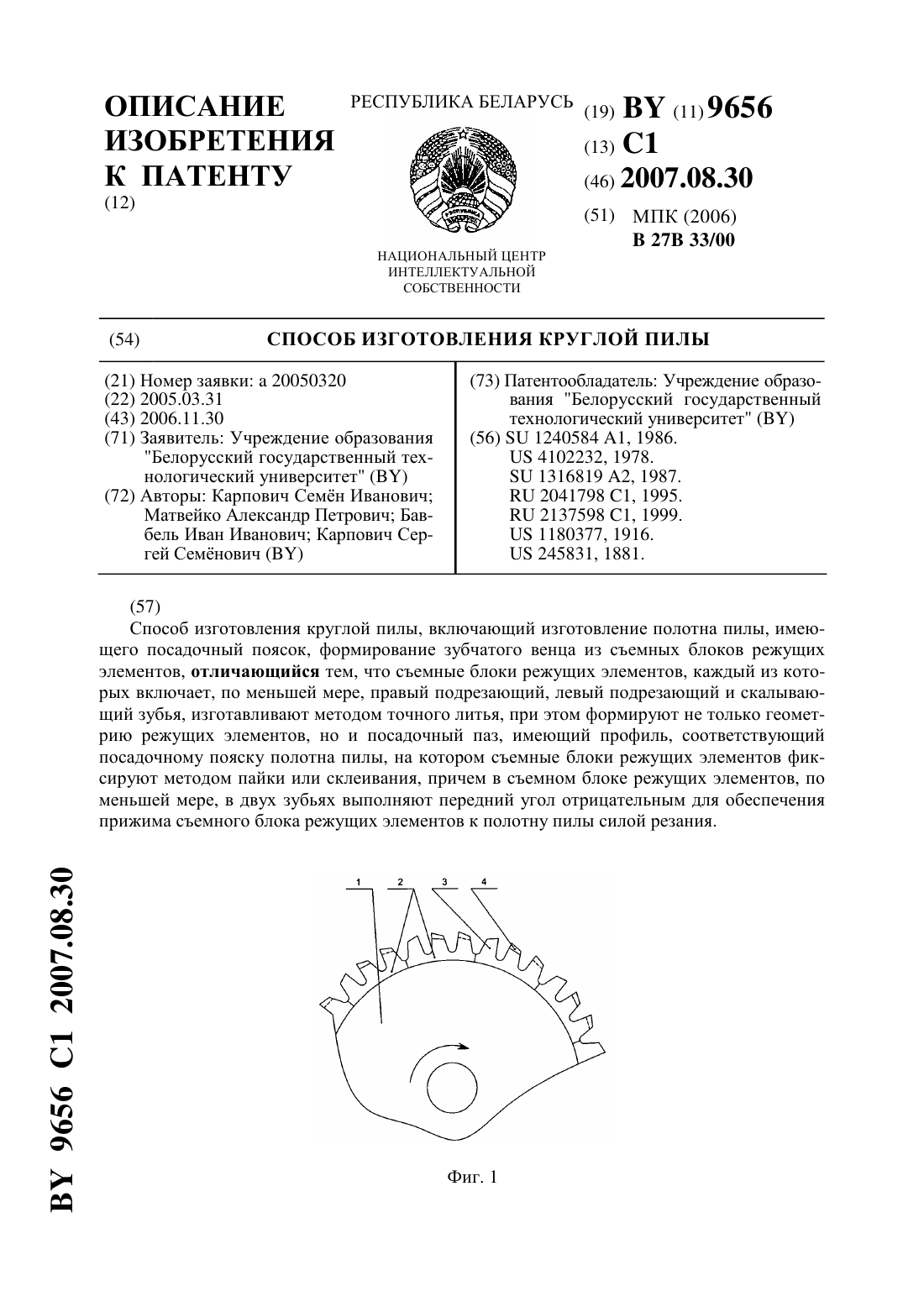
...в противоположные стороны, что теоретически обеспечивает нулевое значение силового воздействия резания на блок в целом, уменьшая величину необходимого усилия крепления режущего блока к полотну пилы. Способ оснащения круглой пилы легкосъемными режущими элементами поясняется чертежами, где на фиг. 1 - общий вид пилы фиг. 2 - поперечный разрез пилы с закрепленным блоком режущих элементов фиг. 3 - режущий зуб с положительным передним углом фиг....
Захват пилы
Номер патента: U 35
Опубликовано: 30.06.1999
Авторы: Зотов Анатолий Валентинович, Кореневский Валерий Степанович, Алейников Александр Евгеньевич, Коноплев Петр Васильевич
МПК: B27B 3/32
Текст:
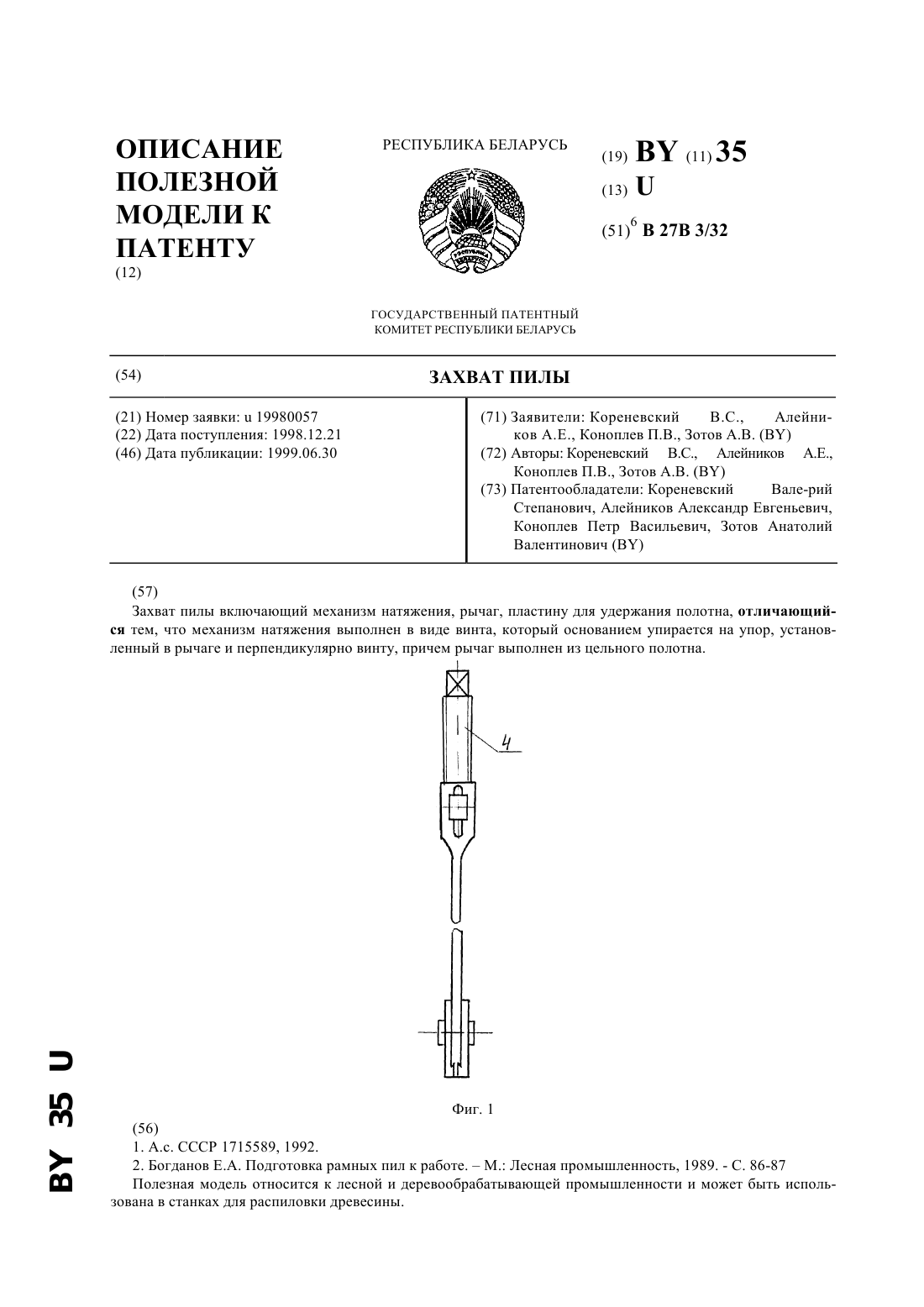
...древесины, что снижает долговечность пил. Осуществляя удары по клиньям в процессе натяжения, снижается долговечность механизмов привода, шарниров. Задачей является повышение долговечности пил, а также механизмов привода, шарниров. Поставленная задача решается так, что в захвате пилы включающим механизм натяжения, рычаг, пластину для удержания полотна, механизм натяжения выполнен в виде винта, который основанием упирается на упор, установленный...
Механизм улавливания ленточной пилы при обрыве
Номер патента: U 2671
Опубликовано: 30.04.2006
Авторы: Курузо Виктория Викторовна, Пущанская Инна Иосифовна, Годзданкер Вадим Соломонович, Годзданкер Соломон Борисович, Годзданкер Михаил Соломонович
МПК: B27B 13/14, B27G 19/06
Метки: улавливания, пилы, механизм, ленточной, обрыве
Текст:
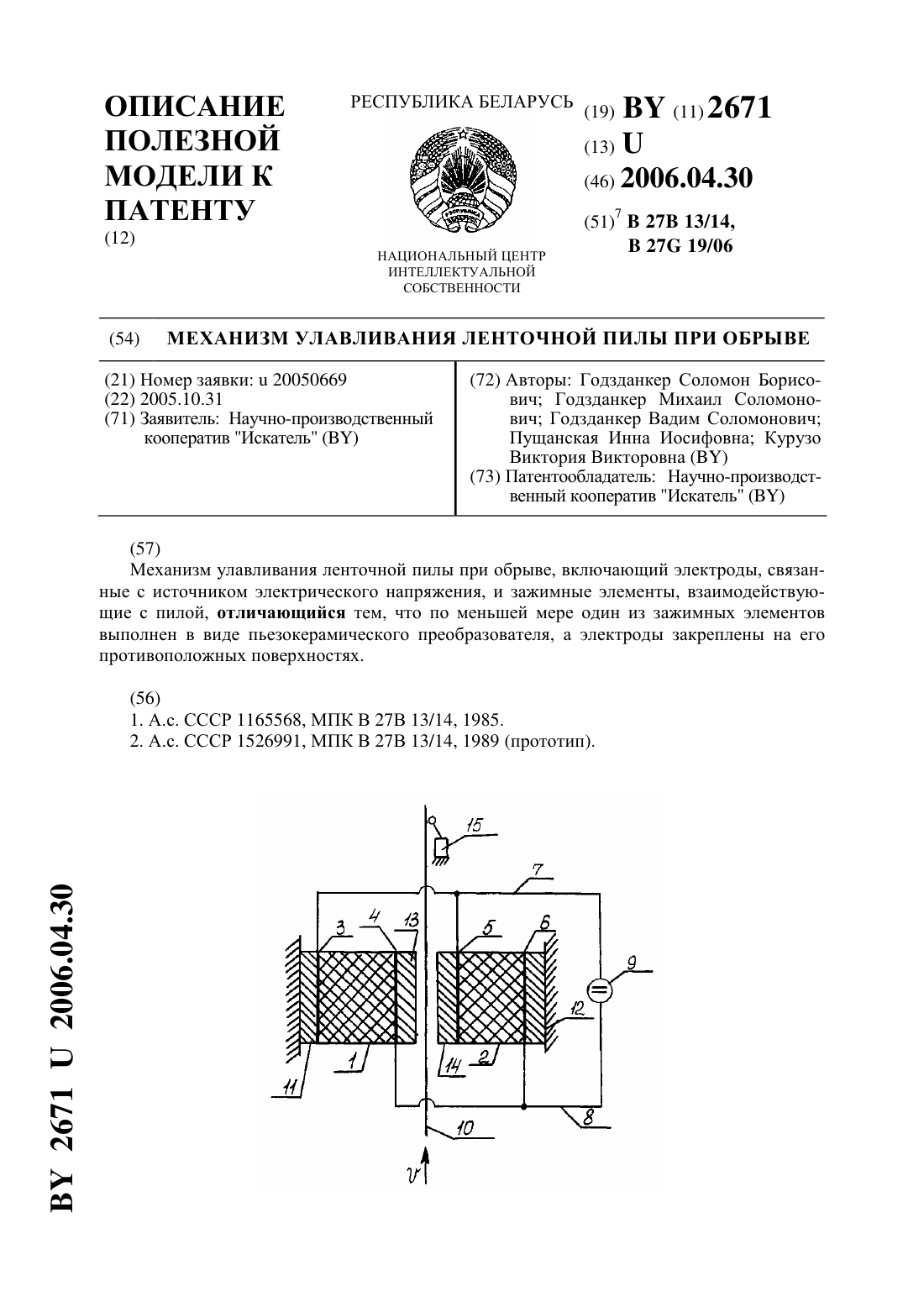
...с пилой, - по меньшей мере один из зажимных элементов выполнен в виде пьезокерамического преобразователя, а электроды закреплены на его противоположных поверхностях. Сравнение заявляемого механизма с прототипом позволяет сделать вывод о том, что отличие заключается в выполнении по меньшей мере одного из зажимных элементов в виде пьезокерамического преобразователя и в закреплении электродов на его противоположных поверхностях. При таком...
Пила с непрерывной режущей кромкой
Номер патента: 11931
Опубликовано: 30.06.2009
Авторы: Карпович Сергей Семёнович, Карпович Дмитрий Семёнович
МПК: B27B 33/00
Метки: кромкой, режущей, непрерывной, пила
Текст:
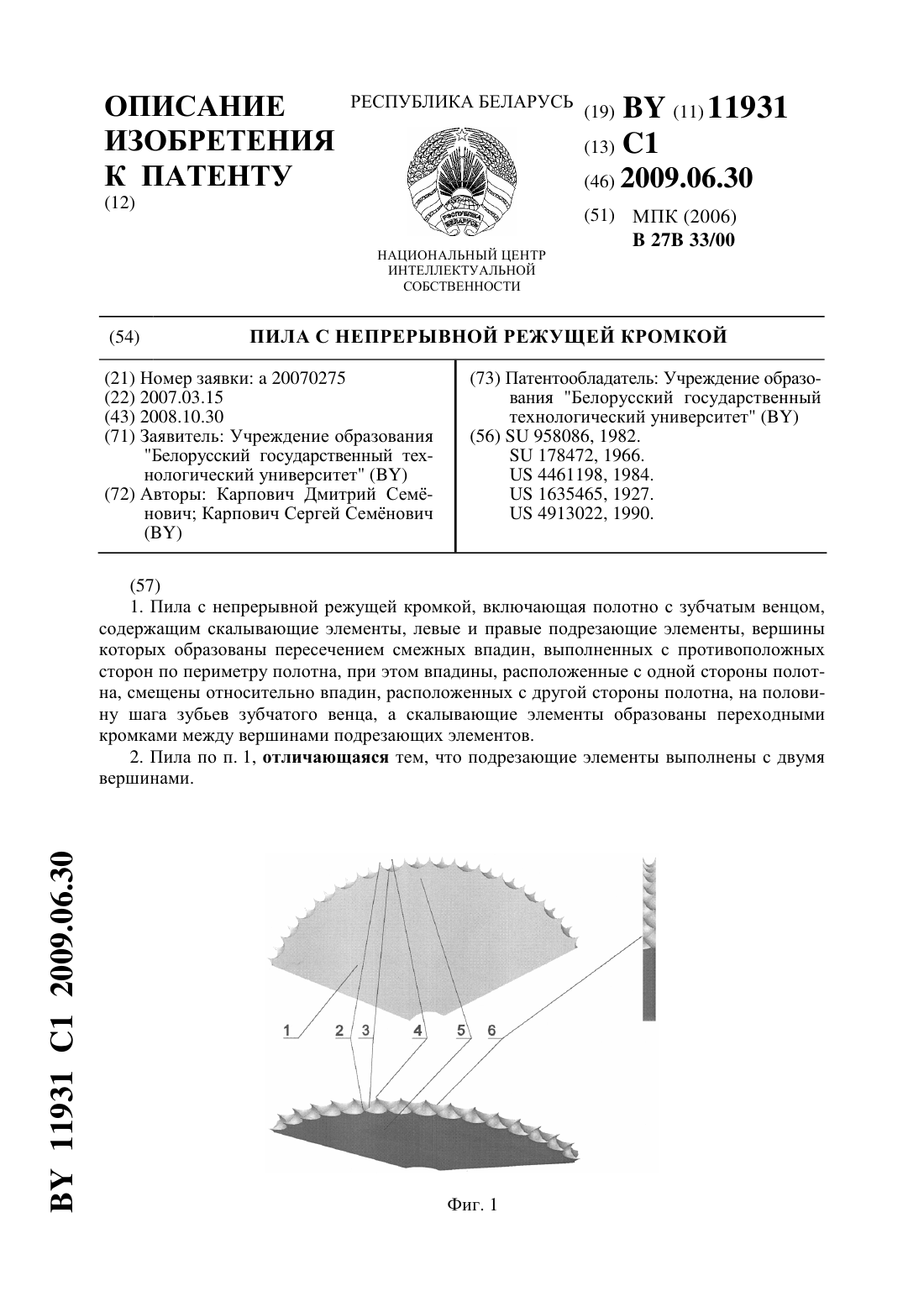
...Поставленная задача достигается тем, что пила с непрерывной режущей кромкой,включающая полотно с зубчатым венцом, содержащим скалывающие элементы, левые и правые подрезающие элементы, вершины которых образованы пересечением смежных впадин, выполненных с противоположных сторон по периметру полотна, при этом впадины, расположенные с одной стороны полотна, смещены относительно впадин, расположенных с другой стороны полотна, на половину шага...
Предыдущий патент: Пила с непрерывной режущей кромкой
Следующий патент: Скрепер
Случайный патент: Конструкция устройства для вырубки пробивки прокладок типа шайба