Масса для изготовления абразивного инструмента
Номер патента: 11332
Опубликовано: 30.12.2008
Авторы: Судник Лариса Владимировна, Виолентий Дмитрий Ростиславович, Сосно Светлана Борисовна
Текст
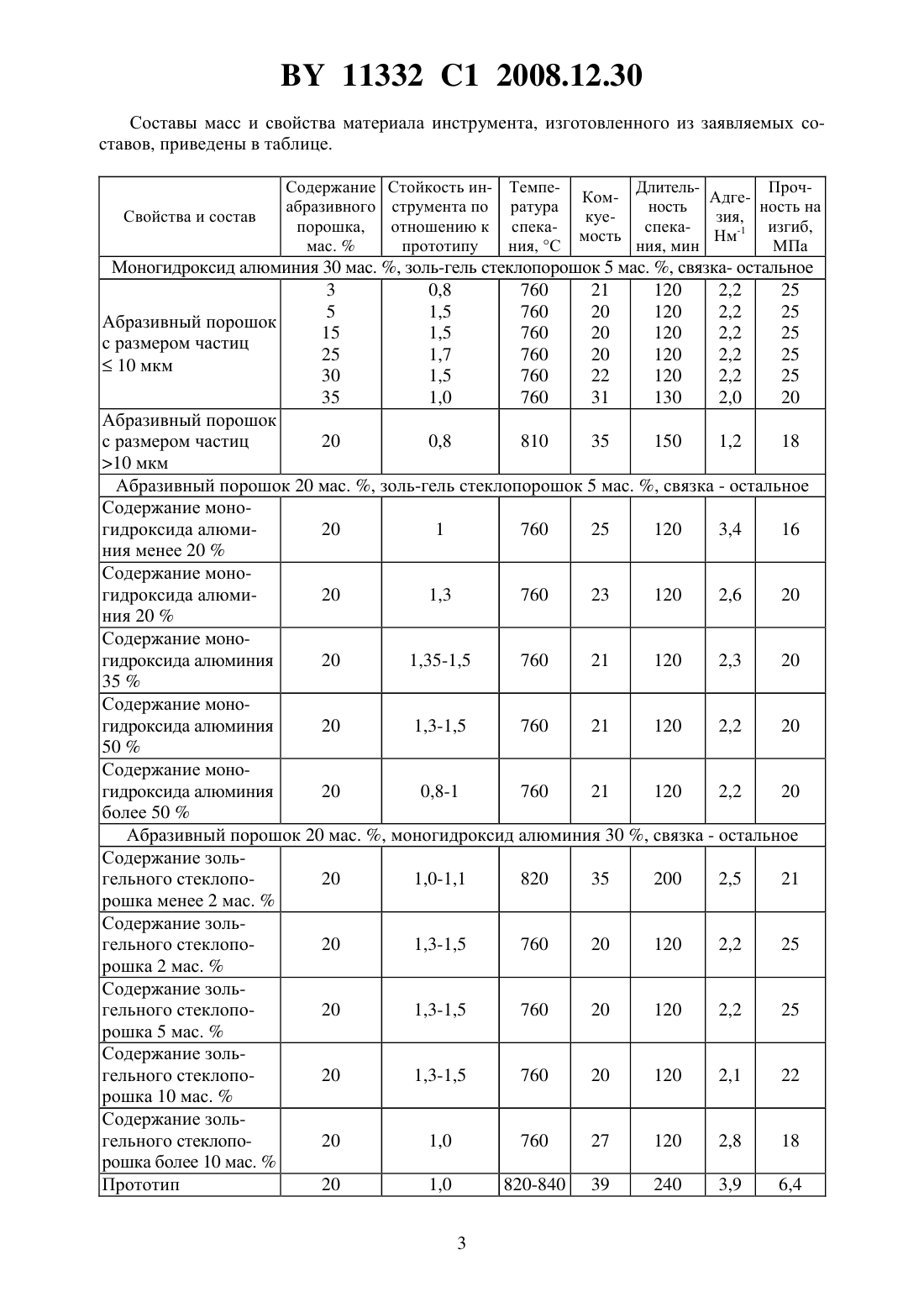
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Судник Лариса Владимировна Виолентий Дмитрий Ростиславович Сосно Светлана Борисовна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Масса для изготовления абразивного инструмента для суперфинишной обработки камня, стекла, керамики, содержащая абразивный порошок, керамическое связующее,гидроксисоединение алюминия и временное связующее, отличающаяся тем, что содержит абразивный порошок с размером частиц менее 10 мкм, в качестве керамического связующего содержит золь-гельный порошок натрий-бор-силикатного стекла и в качестве гидроксисоединения алюминия - моногидроксид алюминия с размером частиц 50-500 нм при следующем соотношении компонентов, мас.абразивный порошок 5-30 золь-гельный порошок натрий-бор-силикатного стекла 2-10 моногидрооксид алюминия 20-50 временное связующее остальное. 2. Масса по п. 1, отличающаяся тем, что в качестве абразивного порошка содержит алмазный порошок. Изобретение относится к области порошковой металлургии, в частности к производству абразивных шлифовальных инструментов для финишной и суперфинишной обработки камня, стекла, керамики, металлокерамики, пластмассы и т.п. Известна масса для изготовления абразивных инструментов, содержащая абразивный порошок и стеклокерамическую связку, включающую глину и измельченное стекло 1. Однако процесс изготовления инструмента из известной массы имеет ряд недостатков, а именно имеет сниженный выход годного инструмента из-за комкуемости массы и неоднородную по объему инструмента структуру недостаточную и нерегулируемую пористость. Кроме того, температура спекания связки достаточно высока, что требует высоких энергозатрат при изготовлении инструмента. Для изготовления абразивного инструмента используется также масса 2, содержащая в качестве абразива ультрадисперсный абразивный порошок с размером частиц 1 мкм и меньше, в качестве наполнителя - порообразователь с размером частиц менее 0,1 мм. Данная масса позволяет получать пористый абразивный инструмент. Поры позволяют снизить засаливание инструмента и повысить его работоспособность 3. К недостаткам данной 11332 1 2008.12.30 массы следует отнести комкуемость массы и повышенную адгезию к стенкам пресс-формы. Структура и распределение пор также не гомогенны. Известная масса требует продолжительной стадии спекания, что снижает производительность процесса получения абразивного инструмента. Кроме того, она непригодна для инструмента на керамической связке,наиболее применяемой при суперфинишной обработке указанных выше материалов 4. Наиболее близким по технической сущности к предлагаемому способу является масса 5 для изготовления абразивного инструмента, включающая алмазный шлифпорошок, керамическую связку и временное связующее. В качестве керамической связки масса содержит 2, 33, 2 СО 3, вторичный полиамид, гидроокись алюминия и натрий ванадиевокислый. Недостатком данной массы является ограничение ее применимости лишь для алмазного шлифпорошка, многокомпонентность состава, усложняющая и увеличивающая продолжительность процесса термической обработки абразивного инструмента, малое количество гидроокиси алюминия, не позволяющее обеспечить гомогенное распределение пор. Техническая задача, которую решает предполагаемое изобретение, заключается в снижении температуры и продолжительности стадии спекания увеличении производительности абразивного инструмента, обеспечении гомогенности структуры материала инструмента снижении брака при производстве инструмента. Дополнительный технический результат достигается за счет повышения процента выхода годных заготовок инструмента после формования из-за снижения адгезии массы к стенкам пресс-формы. Указанная задача решается тем, что в массу для изготовления абразивного инструмента, включающую абразивный порошок, связку и наполнитель, вводят в качестве наполнителя - порообразователя моногидроксид алюминия с размером частиц 50500 нм,абразивные зерна размером 10 мкм и менее, а также золь-гельный порошок натрий-борсиликатного стекла для снижения температуры спекания. При этом масса содержит указанные компоненты в следующем соотношении, мас.абразивный порошок 530 моногидроксид алюминия 2050 золь-гельный порошок натрий-бор-силикатного стекла 210 временное связующее остальное. Сущность изобретения заключается в следующем. В процессе смешивания и последующей термообработки из моногидроксида алюминия удаляется молекула воды, при этом обеспечивается гомогенное распределение по объему инструмента шаровидных пор, обеспечивающих диссипацию вибрации, испытываемых абразивным инструментом во время работы. Введение в стеклосвязку золь-гельного стеклопорошка обеспечивает понижение температурно-временных режимов спекания абразивной массы согласно известному положению о понижении температуры плавления малоразмерных объектов из-за увеличивающего вклада поверхностной энергии и кривизны поверхности. Пример. В качестве исходных компонентов использовали абразивный порошок с размером частиц 10 мкм, моногидроксид алюминия, стеклосвязку СК-1 4, золь-гельный стеклопорошок. Использованный моногидроксид алюминия является побочным продуктом производства водорода 6. Золь-гельный стеклопорошок реализован в результате золь-гель синтеза, минуя варку 7. В качестве временного связующего использовали 10 -й водный раствор карбоксилметилцеллюлозы (ТУ 6-48-781-83) или 5 -й водный раствор поливинилового спирта(ГОСТ 10779-78). Абразивный инструмент формовали методом полусухого прессования. При этом массу помещали в пресс-форму и подвергали нагрузке 530 МПа (5300 Кгс). Затем прессовки абразивного инструмента подвергали сушке в сушильном шкафу при температуре 100 С в течение 1 ч, окончательное спекание проводили при температуре 760 С в течение 2 ч. По данной технологии изготовлены абразивные круги чашечной формы с наружным диаметром 160 мм, внутренним 20 мм и толщиной стенки 10 мм. 2 11332 1 2008.12.30 Составы масс и свойства материала инструмента, изготовленного из заявляемых составов, приведены в таблице. Содержание Стойкость ин- Темпеабразивного струмента по ратура порошка,отношению к спекамас.прототипу ния, С ДлительПрочАдгеность ность на зия,спекаизгиб,Нм-1 ния, мин МПа Моногидроксид алюминия 30 мас. , золь-гель стеклопорошок 5 мас. , связка- остальное 3 0,8 760 21 120 2,2 25 5 1,5 760 20 120 2,2 25 Абразивный порошок 15 1,5 760 20 120 2,2 25 с размером частиц 25 1,7 760 20 120 2,2 2510 мкм 30 1,5 760 22 120 2,2 25 35 1,0 760 31 130 2,0 20 Абразивный порошок с размером частиц 20 0,8 810 35 150 1,2 18 10 мкм Абразивный порошок 20 мас. , золь-гель стеклопорошок 5 мас. , связка - остальное Содержание моногидроксида алюми 20 1 760 25 120 3,4 16 ния менее 20 Содержание моногидроксида алюми 20 1,3 760 23 120 2,6 20 ния 20 Содержание моногидроксида алюминия 20 1,35-1,5 760 21 120 2,3 20 35 Содержание моногидроксида алюминия 20 1,3-1,5 760 21 120 2,2 20 50 Содержание моногидроксида алюминия 20 0,8-1 760 21 120 2,2 20 более 50 Абразивный порошок 20 мас. , моногидроксид алюминия 30 , связка - остальное Содержание зольгельного стеклопо 20 1,0-1,1 820 35 200 2,5 21 рошка менее 2 мас.Содержание зольгельного стеклопо 20 1,3-1,5 760 20 120 2,2 25 рошка 2 мас.Содержание зольгельного стеклопо 20 1,3-1,5 760 20 120 2,2 25 рошка 5 мас.Содержание зольгельного стеклопо 20 1,3-1,5 760 20 120 2,1 22 рошка 10 мас.Содержание зольгельного стеклопо 20 1,0 760 27 120 2,8 18 рошка более 10 мас.Прототип 20 1,0 820-840 39 240 3,9 6,4 3 11332 1 2008.12.30 Структурные параметры размер и форма пор, гомогенность порораспределения определяли по морфологии поверхностей методами сканирующей электронной микроскопии. Степень адгезии массы к стенкам пресс-формы оценивали методом срезания (ножом-резцом) с поверхности пластины, изготовленного из материала пресс-формы Сонжаровский А.Т. Методы определения механических и адгезионных свойств покрытий. - М. Наука, 1974. С. 102-105. На стальную пластину припрессовывали испытуемые массы, при параметрах прессования идентичных установленным при прессовании, осуществляли сушку, а затем подвергали срезу. Комкуемость массы определяли по количеству окатышей, появляющихся при хранении массы в затаренном состоянии в течение трех месяцев. Равномерность распределения(гомогенность) и форма пор оценивались результатами сканирующей электронной микроскопии. Прочность на изгиб материала абразивного инструмента спрессованного при 530 МПа,подверженного сушке и спеканию при оптимизированных параметрах (80 и 760 С соответственно) в течение 2 ч по ГОСТ 18228-85. Сравнительные данные приведены в таблице. Таким образом, заявляемая масса по сравнению с известной позволяет снизить температуру спекания на 60 С сократить время, затрачиваемое на спекание на 120 мин. снизить адгезию массы к стенкам пресс-формы в 2,5-2,8 раза повысить прочность на изгиб материала абразивных инструментов в 2,5-3 раза повысить стойкость инструмента (увеличить количество обрабатываемых деталей без переточки инструмента) в среднем в 1,3-1,5 раза. В совокупности достигается технико-экономический эффект за счет энергосберегающей технологии и увеличения производительности абразивного инструмента, связанной с более гомогенной структурой материала инструмента. Источники информации 1. А.с. СССР 1593935, МПК ВО 4 Д 3/14, 1990. 2. Патент 215046, МПК 724 3/34, 3/14, 2000. 3. Судник Л.В. Теоретические и технологические основы создания абразивных алмазосодержащих композиционных материалов с модифицирующими и активирующими нанокомпонентами Дис.докт. техн. наук. - Минск, 2007. - 293 с. 4. Инструменты из сверхтвердых материалов / Под ред. Н.В. Новикова. - Киев ИСМ НАНУ, 2001. -528 с. 5. Патент 5555 С 2, МПК В 24 3/14, 2003 (прототип). 6. Судник Л.В., Маркова Л.В., Мазалов Ю.А., Трубачев О.А. Особенности формирования структуры материалов из наноразмерных порошков. Наноструктурные материалы - 2004 Беларусь - Россия. МатериалыМеждународного семинара. - Мн., 2004. - С.139-140. 7. Подденежный Е.Б., Бойко А.А. Золь-гель синтез оптического кварцевого стекла / Учреждение образования им. П.О. Сухого. - Гомель, 2002. - С. 210. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 3/00
Метки: масса, абразивного, инструмента, изготовления
Код ссылки
<a href="https://by.patents.su/4-11332-massa-dlya-izgotovleniya-abrazivnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Масса для изготовления абразивного инструмента</a>
Масса для изготовления абразивного инструмента
Номер патента: 10643
Опубликовано: 30.06.2008
Авторы: Жук Елена Владимировна, Виолентий Светлана Борисовна, Судник Лариса Владимировна
МПК: B24D 3/04, C09K 3/14, B24D 3/34...
Метки: абразивного, изготовления, масса, инструмента
Текст:
...адгезионного взаимодействия с алмазными зернами, снижения такового со стенками пресс-формы для обеспечения эффекта самозатачивания рабочего слоя абразивного инструмента, а также для снижения расхода алмазных зерен. Увеличение содержания ультрадисперсного диоксида кремния приводит к увеличению твердости стеклокерамической связки и температуры спекания инструмента из предлагаемой массы. Снижение содержания ультрадисперсного порошка 2 не...
Масса для изготовления абразивного инструмента
Номер патента: 444
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Минец В. В., Купчик П. В., Мороз В. В., Мастюгин Л. И.
МПК: B24D 3/34
Метки: масса, изготовления, инструмента, абразивного
Текст:
...придает ей ВНТИСВПТИЧВСКИВ СБОЙСТВВ. у В предложенном составе в качестве аб разива применяется алмазный порошок. гексогональный нитрид бора. кубический НИТрИд бора, В КЭЧЗСТВЕ НЗПОЛНИТЭЛЯ ИСользуются полирит каолин. порошки металлов с размером частиц 0.02200 мкм. а также полимерные материалы. например,полиэтилен. фторопласт. капрон с размером частиц не более 8 мм. либо смеси указанных веществ. Для получения инстру мента из предложенной массы...
Масса для изготовления абразивного инструмента
Номер патента: 6753
Опубликовано: 30.12.2004
Авторы: Близнец Михаил Михайлович, Мельниченко Игорь Михайлович, Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна
МПК: B24D 3/14, C04B 35/10, C09K 3/14...
Метки: масса, инструмента, абразивного, изготовления
Текст:
...бой листового строительного стекла следующего состава, мас.состав- 68,0 2 14,0 2 12,04,02,0 23 состав- 72,6 2 13,7 2 8,03,72,0(2323).качестве гончарной глины были использованы глины следующего состава, мас.состав- 61,05 2 13,74 23 6,37 23 3,293,621,98 (22) 9,95 прочих примесей состав- 49,00 2 24,60 23 2,32 23 1,461,05 2 1,413,913,72 2 0,15 2 0,23 3 7,15 прочих примесей. Введение гончарной глины выше оптимальной концентрации увеличивает...
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Медведев В. Б., Мороз В. В., Якимахо А. П., Мастюгин Л. И.
МПК: B24D 3/34
Метки: инструмента, изготовления, абразивного, шлифовального, масса
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Масса для изготовления абразивного инструмента
Номер патента: 446
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Якимахо А. П., Давыдов И. И.
МПК: B24D 3/34
Метки: абразивного, изготовления, масса, инструмента
Текст:
...веществом по отношению к обрабатьшаемой поверхностнд снижает усилие резания, сокращает износ абразивныш зерен. 30 В результате введения в массу фосфата аммония повышается износостойкость инструмента. Порообразователь может использоваться в виде кристал лов или гранул размером 0015 мм.Гранулированный полиэтилен используется в качестве антифрикционного материалаего может заменить фторопласт, полистирол и дРУгие полимеры. Эпонсидная...
Предыдущий патент: Полимерный материал для изготовления зубных протезов и способ его получения
Следующий патент: Изолированный сосуд, способ его выполнения и устройство для его выполнения
Случайный патент: Способ блистерной упаковки чип-компонентов и устройство для его осуществления