Рабочая часть инструмента из инструментальных материалов
Номер патента: U 6538
Опубликовано: 30.08.2010
Авторы: Логвина Екатерина Владимировна, Жолобов Александр Алексеевич, Логвин Владимир Александрович

Текст
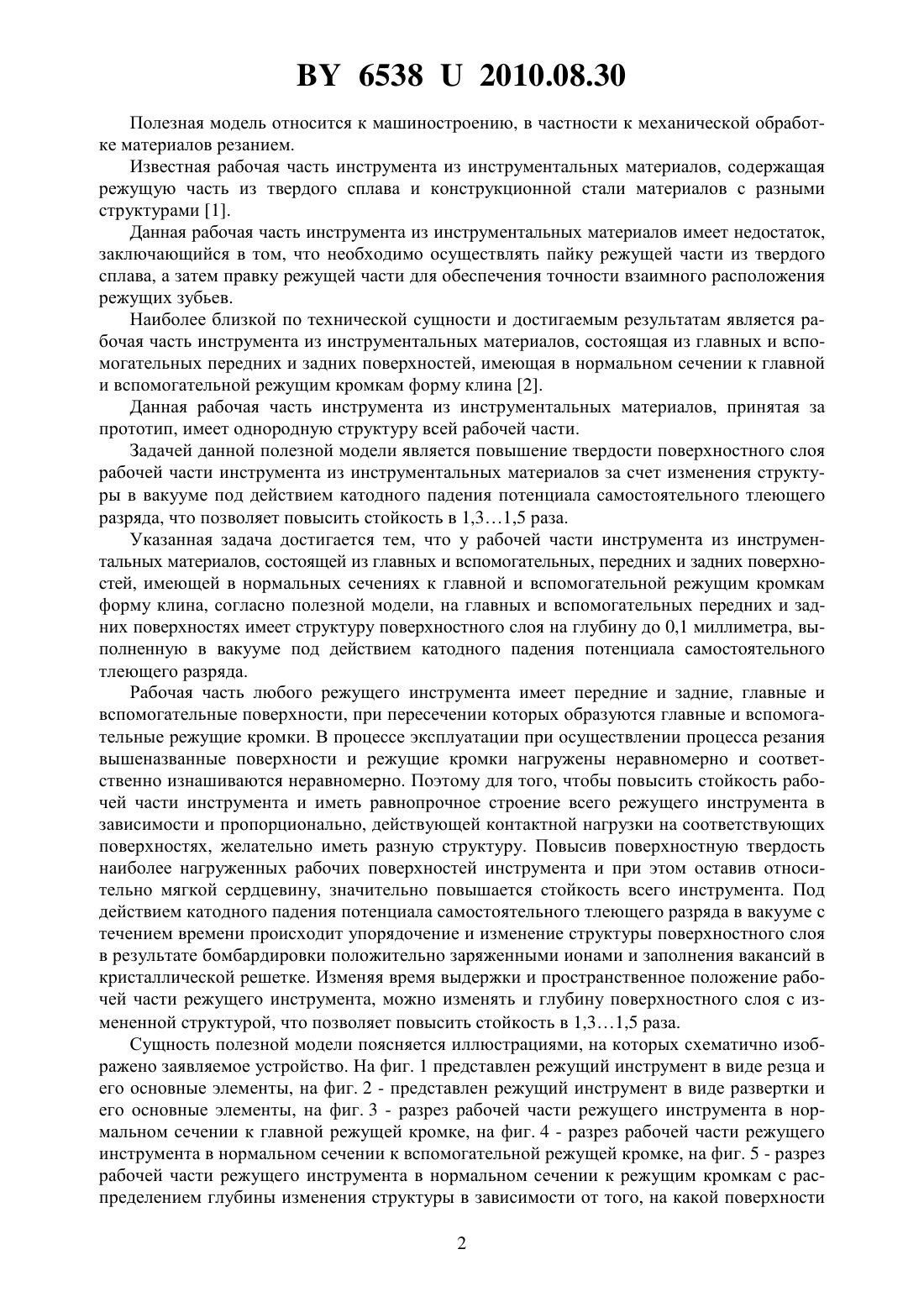
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РАБОЧАЯ ЧАСТЬ ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Жолобов Александр Алексеевич Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Рабочая часть инструмента из инструментальных материалов, состоящая из главных и вспомогательных, передних и задних поверхностей, имеющая в нормальных сечениях к главной и вспомогательной режущим кромкам форму клина, отличающаяся тем, что на главных и вспомогательных передних и задних поверхностях имеет структуру поверхностного слоя на глубину до 0,1 миллиметра, выполненную в вакууме под действием катодного падения потенциала самостоятельного тлеющего разряда.(56) 1. Фельдштейн Е.Э. Режущий инструмент и инструментальное обеспечение автоматизированного производства Учеб. пособие для вузов / Е.Э.Фельдштейн, М.Л.Еременко,М.А.Корниевич и др. - Минск Вышэйшая школа, 1993. - С. 6, рис. 4.24. 2. Родин П.Р. Металлорежущие инструменты Учебник для вузов / П.Р.Родин. - 3-е изд.,перераб. и доп. - К. Вища шк. Головное изд-во, 1986. - С. 39, рис. 18, 79. 65382010.08.30 Полезная модель относится к машиностроению, в частности к механической обработке материалов резанием. Известная рабочая часть инструмента из инструментальных материалов, содержащая режущую часть из твердого сплава и конструкционной стали материалов с разными структурами 1. Данная рабочая часть инструмента из инструментальных материалов имеет недостаток,заключающийся в том, что необходимо осуществлять пайку режущей части из твердого сплава, а затем правку режущей части для обеспечения точности взаимного расположения режущих зубьев. Наиболее близкой по технической сущности и достигаемым результатам является рабочая часть инструмента из инструментальных материалов, состоящая из главных и вспомогательных передних и задних поверхностей, имеющая в нормальном сечении к главной и вспомогательной режущим кромкам форму клина 2. Данная рабочая часть инструмента из инструментальных материалов, принятая за прототип, имеет однородную структуру всей рабочей части. Задачей данной полезной модели является повышение твердости поверхностного слоя рабочей части инструмента из инструментальных материалов за счет изменения структуры в вакууме под действием катодного падения потенциала самостоятельного тлеющего разряда, что позволяет повысить стойкость в 1,31,5 раза. Указанная задача достигается тем, что у рабочей части инструмента из инструментальных материалов, состоящей из главных и вспомогательных, передних и задних поверхностей, имеющей в нормальных сечениях к главной и вспомогательной режущим кромкам форму клина, согласно полезной модели, на главных и вспомогательных передних и задних поверхностях имеет структуру поверхностного слоя на глубину до 0,1 миллиметра, выполненную в вакууме под действием катодного падения потенциала самостоятельного тлеющего разряда. Рабочая часть любого режущего инструмента имеет передние и задние, главные и вспомогательные поверхности, при пересечении которых образуются главные и вспомогательные режущие кромки. В процессе эксплуатации при осуществлении процесса резания вышеназванные поверхности и режущие кромки нагружены неравномерно и соответственно изнашиваются неравномерно. Поэтому для того, чтобы повысить стойкость рабочей части инструмента и иметь равнопрочное строение всего режущего инструмента в зависимости и пропорционально, действующей контактной нагрузки на соответствующих поверхностях, желательно иметь разную структуру. Повысив поверхностную твердость наиболее нагруженных рабочих поверхностей инструмента и при этом оставив относительно мягкой сердцевину, значительно повышается стойкость всего инструмента. Под действием катодного падения потенциала самостоятельного тлеющего разряда в вакууме с течением времени происходит упорядочение и изменение структуры поверхностного слоя в результате бомбардировки положительно заряженными ионами и заполнения вакансий в кристаллической решетке. Изменяя время выдержки и пространственное положение рабочей части режущего инструмента, можно изменять и глубину поверхностного слоя с измененной структурой, что позволяет повысить стойкость в 1,31,5 раза. Сущность полезной модели поясняется иллюстрациями, на которых схематично изображено заявляемое устройство. На фиг. 1 представлен режущий инструмент в виде резца и его основные элементы, на фиг. 2 - представлен режущий инструмент в виде развертки и его основные элементы, на фиг. 3 - разрез рабочей части режущего инструмента в нормальном сечении к главной режущей кромке, на фиг. 4 - разрез рабочей части режущего инструмента в нормальном сечении к вспомогательной режущей кромке, на фиг. 5 - разрез рабочей части режущего инструмента в нормальном сечении к режущим кромкам с распределением глубины изменения структуры в зависимости от того, на какой поверхности 2 65382010.08.30 происходит формирование износа на примере развертки, на фиг. 6 - разрез рабочей части режущего инструмента в нормальном сечении к режущим кромкам с распределением глубины изменения структуры в зависимости от того, на какой поверхности происходит формирование износа на примере резца. Рабочая часть 1 любого режущего инструмента 2 имеет главную переднюю 3 и главную заднюю 4, вспомогательную переднюю 5 и вспомогательную заднюю 6 поверхности, при пересечении которых образуются главная 7 и вспомогательная 8 режущие кромки. В процессе эксплуатации при осуществлении процесса резания вышеназванные поверхности 3,4, 5, 6 и режущие кромки 7 и 8 нагружены неравномерно и соответственно изнашиваются неравномерно. Поэтому для того, чтобы повысить стойкость рабочей части 1 режущего инструмента 2 и иметь равнопрочное строение всего режущего инструмента 2 в зависимости от действующей контактной нагрузки на соответствующих поверхностях, желательно иметь разную структуру на соответствующих поверхностях рабочей части 1 режущего инструмента 2. Повысив поверхностную твердость наиболее нагруженных рабочих поверхностей 9 режущего инструмента 2 и при этом оставив относительно мягкой сердцевину 10, значительно можно повысить стойкость всего режущего инструмента 2. Под действием катодного падения потенциала самостоятельного тлеющего разряда в вакууме с течением времени происходит упорядочение и изменение структуры поверхностного слоя 11 в результате бомбардировки положительно заряженными частицами и заполнения вакансий в кристаллической решетке. Изменяя время выдержки рабочей части режущего инструмента 2 под действием катодного падения потенциала самостоятельного тлеющего разряда в вакууме и его пространственное положение, можно изменять и глубина поверхностного слоя 11 с измененной структурой, что позволяет повысить стойкость в 1,31,5 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: инструментальных, часть, рабочая, инструмента, материалов
Код ссылки
<a href="https://by.patents.su/3-u6538-rabochaya-chast-instrumenta-iz-instrumentalnyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Рабочая часть инструмента из инструментальных материалов</a>
Рабочая рукавица
Номер патента: U 3459
Опубликовано: 30.04.2007
Авторы: Козлов Александр Сергеевич, Кулинич Николай Титович
МПК: A41D 19/00
Текст:
...рукавица, включающая корпус, образованный тыльной и ладонной деталями, и напалок для большого пальца, которая снабжена аналогичным по форме наружным чехлом, детали которого частично или полностью выполнены из пористого материала. Наружный чехол предпочтительно выполнен сменным. Пористый материал предпочтительно является ворсистым материалом, особенно предпочтительно - мехом. На чертеже схематично показан пример выполнения предложенной...
Активная одновенечная рабочая решетка парогазовой турбины
Номер патента: U 1901
Опубликовано: 30.06.2005
Автор: Спагар Игорь Николаевич
МПК: F01D 5/14
Метки: одновенечная, активная, турбины, рабочая, решетка, парогазовой
Текст:
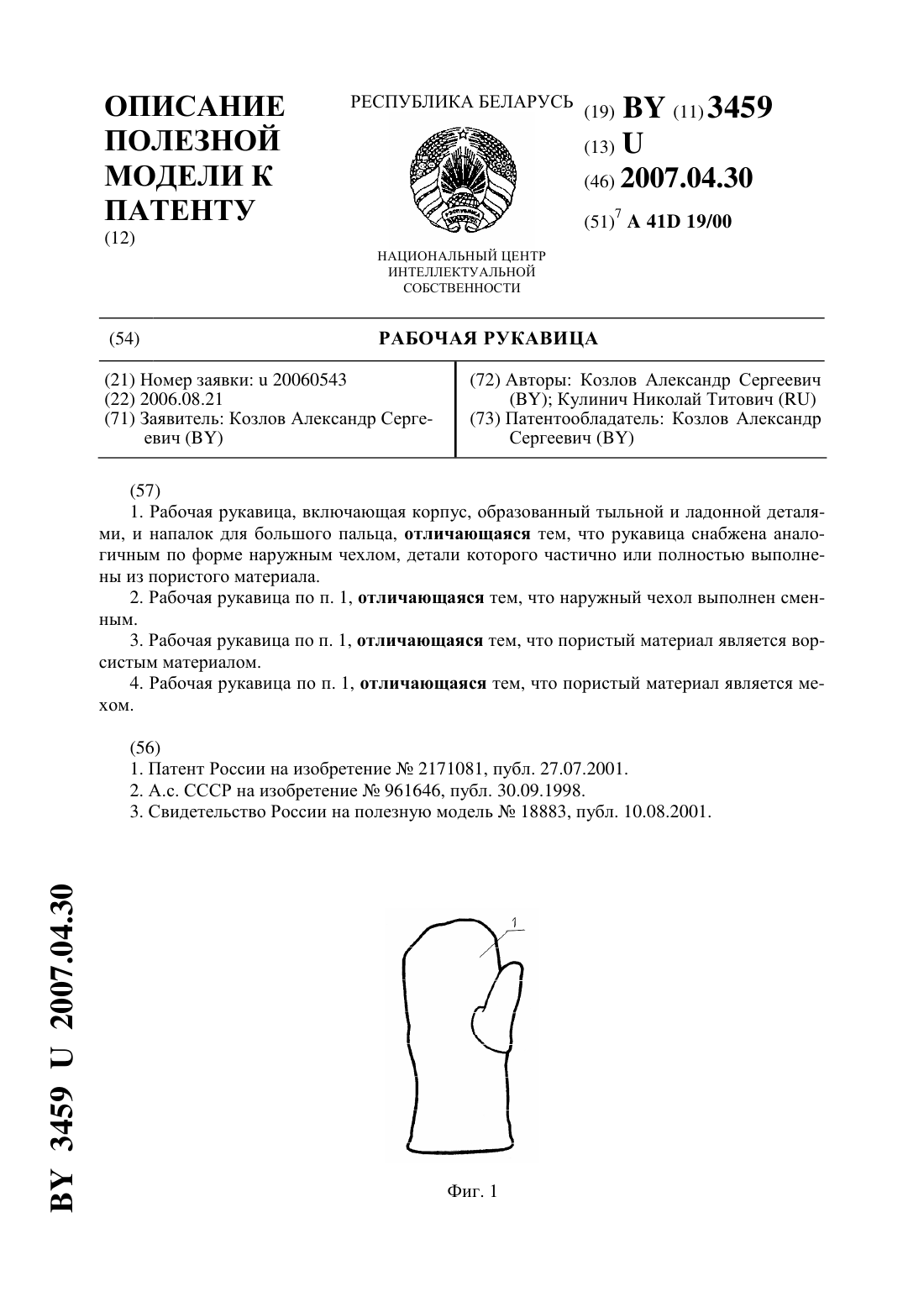
...части межлопаточных каналов. На диффузорном участке межлопаточных каналов растет толщина пограничного слоя потока рабочего тела, что приводит к отрыву потока от спинки лопатки и завихрениям потока и вызывает дополнительный расход энергии основного потока рабочего тела, что снижает к.п.д.Задача полезной модели состоит в повышении к.п.д. путем достижения технического результата, заключающегося в устранении завихрений и отрыва потока...
Способ упрочнения лезвийного инструмента
Номер патента: 13369
Опубликовано: 30.06.2010
Авторы: Беляев Геннадий Яковлевич, Агеев Виталий Александрович, Вершина Алексей Константинович
МПК: B23P 15/28, C23C 14/00, B23B 27/00...
Метки: упрочнения, способ, лезвийного, инструмента
Текст:
...титана, перед нанесением износостойкого покрытия осуществляют кипячение инструмента в течение 25-35 мин в водном растворе, содержащем 50-150 г/л молибденового ангидрида,после чего промывают, сушат и активируют в вакууме поверхность инструмента воздействием на режущую часть ионами титана с энергией 0,5-3,0 кэВ в течение 0,5-5 мин при плавном понижении энергии ионов до 0-150 эВ и постепенном повышении давления рабочего газа с последующим...
Способ комбинированного упрочнения лезвийного инструмента из быстрорежущей стали
Номер патента: 12942
Опубликовано: 28.02.2010
Авторы: Агеев Виталий Александрович, Вершина Алексей Константинович, Пискунова Ольга Юрьевна
МПК: C23C 8/24, C23C 14/48
Метки: способ, комбинированного, инструмента, лезвийного, быстрорежущей, упрочнения, стали
Текст:
...значительного количества нитридных фаз, препятствующих диффузии азота от поверхности в объем материала. Увеличение характеристик твердости и хрупкости поверхностного слоя обрабатываемого инструмента приводит к снижению адгезионной прочности формируемого впоследствии методом КИБ покрытия. С другой стороны, уменьшение содержания азота в газовой смеси требует пропорционального увеличения содержания инертного газа, ибо процесс азотирования...
Рабочая секция почвообрабатывающей дисковой бороны

Номер патента: U 842
Опубликовано: 30.03.2003
Авторы: Китун Антон Владимирович, Добриян Владимир Владимирович, Лабоцкий Иван Михайлович, Федосенко Сергей Михайлович, Назаров Игорь Сергеевич, Лавор Бронислав Львович
МПК: A01B 21/00
Метки: секция, рабочая, почвообрабатывающей, дисковой, бороны
Текст:
...содержащей раму со стойками и ось, на которой закреплены сферические диски, обращенные вогнутой сферой в одну сторону, установлены примыкающие к их вогнутой поверхности сферические диски меньшего диаметра, обращенные выпуклыми сферами в противоположную сторону. Установленные сферические диски меньшего и большего диаметров, в виду разности размеров, позволяют образовать кольцо из сферического диска большего диаметра, плоскость которого при...
Предыдущий патент: Вакуумная установка для тлеющего разряда
Следующий патент: Лазер с поперечной диодной накачкой
Случайный патент: Производные хинолонкарбоновой кислоты, смесь их изомеров или отдельные изомеры, их фармацевтически приемлемые гидраты и соли