Установка для термической рихтовки валов
Номер патента: U 5668
Опубликовано: 30.10.2009
Авторы: Панафидников Олег Александрович, Карпенко Евгений Александрович, Коваленко Игорь Семенович
Текст
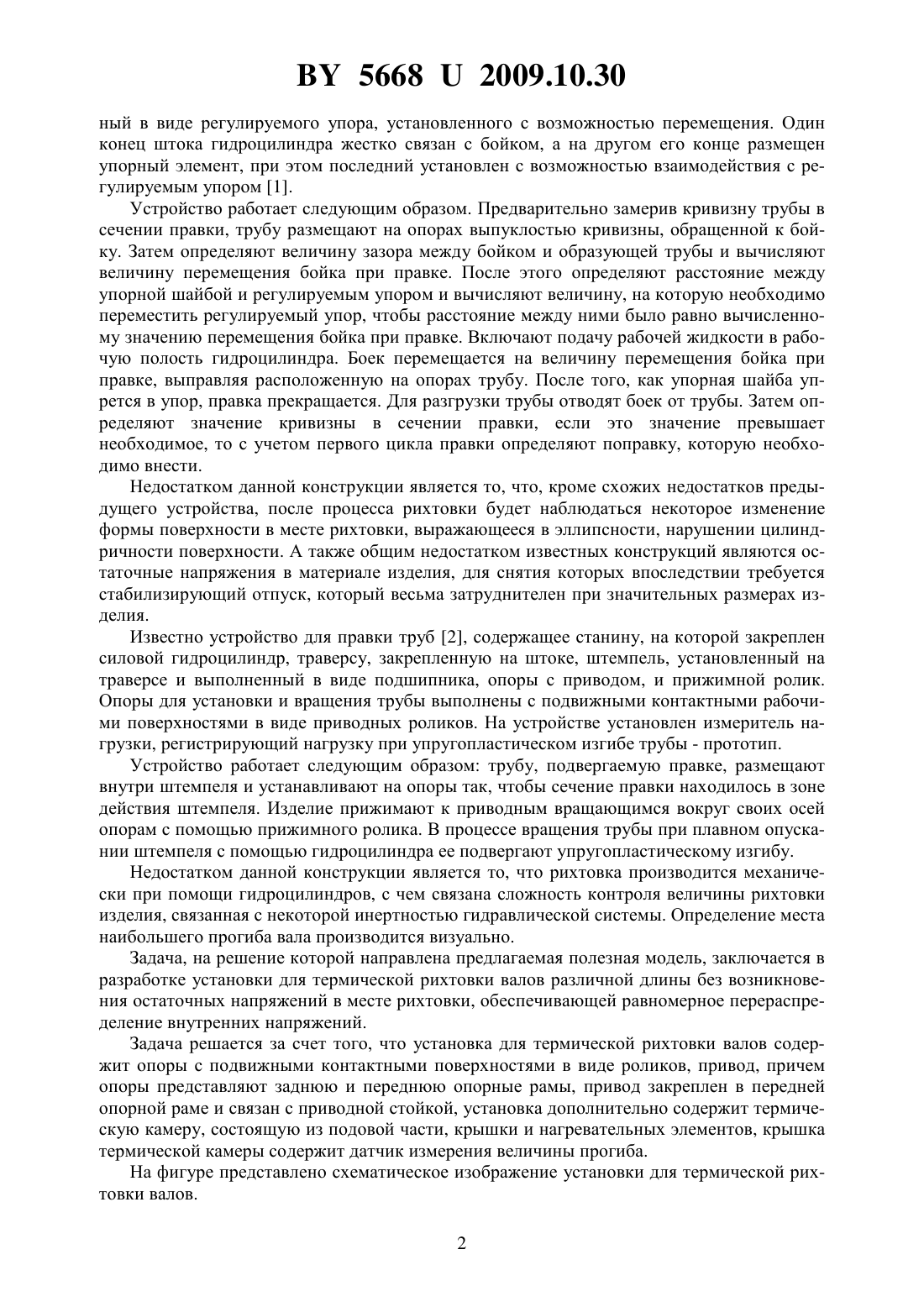
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РИХТОВКИ ВАЛОВ(71) Заявитель Открытое акционерное общество Гомельстекло(72) Авторы Панафидников Олег Александрович Коваленко Игорь Семенович Карпенко Евгений Александрович(73) Патентообладатель Открытое акционерное общество Гомельстекло(57) Установка для термической рихтовки валов, содержащая опоры с подвижными контактными поверхностями в виде приводных роликов, привод, отличающаяся тем, что опоры представляют заднюю и переднюю опорные рамы, привод закреплен в передней опорной раме и связан с приводной стойкой, установка дополнительно содержит термическую камеру, состоящую из подовой части, крышки и нагревательных элементов, а крышка термической камеры содержит датчик измерения величины прогиба. Полезная модель относится к строительной отрасли и машиностроению, а именно к оборудованию, предназначенному для термической рихтовки (правки) валов. Известно устройство для правки цилиндрических изделий, содержащее силовой гидроцилиндр с двусторонним штоком и механизм ограничения действия бойка, выполнен 56682009.10.30 ный в виде регулируемого упора, установленного с возможностью перемещения. Один конец штока гидроцилиндра жестко связан с бойком, а на другом его конце размещен упорный элемент, при этом последний установлен с возможностью взаимодействия с регулируемым упором 1. Устройство работает следующим образом. Предварительно замерив кривизну трубы в сечении правки, трубу размещают на опорах выпуклостью кривизны, обращенной к бойку. Затем определяют величину зазора между бойком и образующей трубы и вычисляют величину перемещения бойка при правке. После этого определяют расстояние между упорной шайбой и регулируемым упором и вычисляют величину, на которую необходимо переместить регулируемый упор, чтобы расстояние между ними было равно вычисленному значению перемещения бойка при правке. Включают подачу рабочей жидкости в рабочую полость гидроцилиндра. Боек перемещается на величину перемещения бойка при правке, выправляя расположенную на опорах трубу. После того, как упорная шайба упрется в упор, правка прекращается. Для разгрузки трубы отводят боек от трубы. Затем определяют значение кривизны в сечении правки, если это значение превышает необходимое, то с учетом первого цикла правки определяют поправку, которую необходимо внести. Недостатком данной конструкции является то, что, кроме схожих недостатков предыдущего устройства, после процесса рихтовки будет наблюдаться некоторое изменение формы поверхности в месте рихтовки, выражающееся в эллипсности, нарушении цилиндричности поверхности. А также общим недостатком известных конструкций являются остаточные напряжения в материале изделия, для снятия которых впоследствии требуется стабилизирующий отпуск, который весьма затруднителен при значительных размерах изделия. Известно устройство для правки труб 2, содержащее станину, на которой закреплен силовой гидроцилиндр, траверсу, закрепленную на штоке, штемпель, установленный на траверсе и выполненный в виде подшипника, опоры с приводом, и прижимной ролик. Опоры для установки и вращения трубы выполнены с подвижными контактными рабочими поверхностями в виде приводных роликов. На устройстве установлен измеритель нагрузки, регистрирующий нагрузку при упругопластическом изгибе трубы - прототип. Устройство работает следующим образом трубу, подвергаемую правке, размещают внутри штемпеля и устанавливают на опоры так, чтобы сечение правки находилось в зоне действия штемпеля. Изделие прижимают к приводным вращающимся вокруг своих осей опорам с помощью прижимного ролика. В процессе вращения трубы при плавном опускании штемпеля с помощью гидроцилиндра ее подвергают упругопластическому изгибу. Недостатком данной конструкции является то, что рихтовка производится механически при помощи гидроцилиндров, с чем связана сложность контроля величины рихтовки изделия, связанная с некоторой инертностью гидравлической системы. Определение места наибольшего прогиба вала производится визуально. Задача, на решение которой направлена предлагаемая полезная модель, заключается в разработке установки для термической рихтовки валов различной длины без возникновения остаточных напряжений в месте рихтовки, обеспечивающей равномерное перераспределение внутренних напряжений. Задача решается за счет того, что установка для термической рихтовки валов содержит опоры с подвижными контактными поверхностями в виде роликов, привод, причем опоры представляют заднюю и переднюю опорные рамы, привод закреплен в передней опорной раме и связан с приводной стойкой, установка дополнительно содержит термическую камеру, состоящую из подовой части, крышки и нагревательных элементов, крышка термической камеры содержит датчик измерения величины прогиба. На фигуре представлено схематическое изображение установки для термической рихтовки валов. 2 56682009.10.30 Установка содержит переднюю 1 и заднюю 2 опорные рамы, на передней опорной раме 1 смонтирован привод 3, связанный посредством цепной передачи с приводной стойкой 4. На опорных рамах размещены опоры 5 с подвижными контактными поверхностями в виде роликов. Между передней 1 и задней 2 опорными рамами размещена термическая камера, состоящая из подовой части 6 с нагревательными элементами 7 и крышки 8, выполненных в виде каркасных конструкций, заполненных теплоизоляционным материалом. На крышке 8 расположен датчик измерения величины прогиба 9. Устройство работает следующим образом вал помещают в термическую камеру и закрывают крышкой 8. При нагреве рихтуемого вала до достижения температуры рихтовки ему сообщают вращательное движение через приводную стойку 4. Нагрев осуществляют нагревательными элементами 7. При нагреве вала до температуры рихтовки вращение прекращают, вал устанавливают неподвижно в требуемом положении, т.е. прогибом в строго вертикальной плоскости с направлением области наибольшего прогиба строго вверх. Значение величины прогиба отслеживают датчиком измерения величины прогиба 9. При достижении величины прогиба вала требуемого значения валу вновь сообщают вращательное движение от приводной стойки 4 и установка выводится в режим охлаждения. Установка для термической рихтовки валов обеспечивает однократную прецизионную правку прогиба валов без возникновения остаточных напряжений в месте рихтовки, возникающих при механической правке, что несомненно является положительным фактором,т.к. нет необходимости подвергать валы или длинномерные изделия стабилизирующему отжигу. В результате использования предлагаемой полезной модели не происходит изменений формы поверхности в месте рихтовки в виде эллипсности или нарушения цилиндричности поверхности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21D 3/00
Метки: валов, рихтовки, термической, установка
Код ссылки
<a href="https://by.patents.su/3-u5668-ustanovka-dlya-termicheskojj-rihtovki-valov.html" rel="bookmark" title="База патентов Беларуси">Установка для термической рихтовки валов</a>
Установка для промывки печатных валов
Номер патента: U 1022
Опубликовано: 30.09.2003
Авторы: Яцевич Олег Иванович, Мельников Анатолий Александрович, Касинский Николай Константинович, Томаль Владимир Степанович
МПК: B08B 3/12
Метки: печатных, установка, валов, промывки
Текст:
...качеств улучшении степени очистки вследствие повышения растворяющей способности по отношению к большинству печатных красок, улучшении экологичности окружающей среды. Поставленная задача достигается тем, что в установке для промывки печатных валов,содержащей моечную емкость для размещения промываемого вала и средства очистки,моечная емкость выполнена в виде ванны, смонтированной на каркасе, включающем балансир с приводами...
Установка для термической обработки круглого стального проката
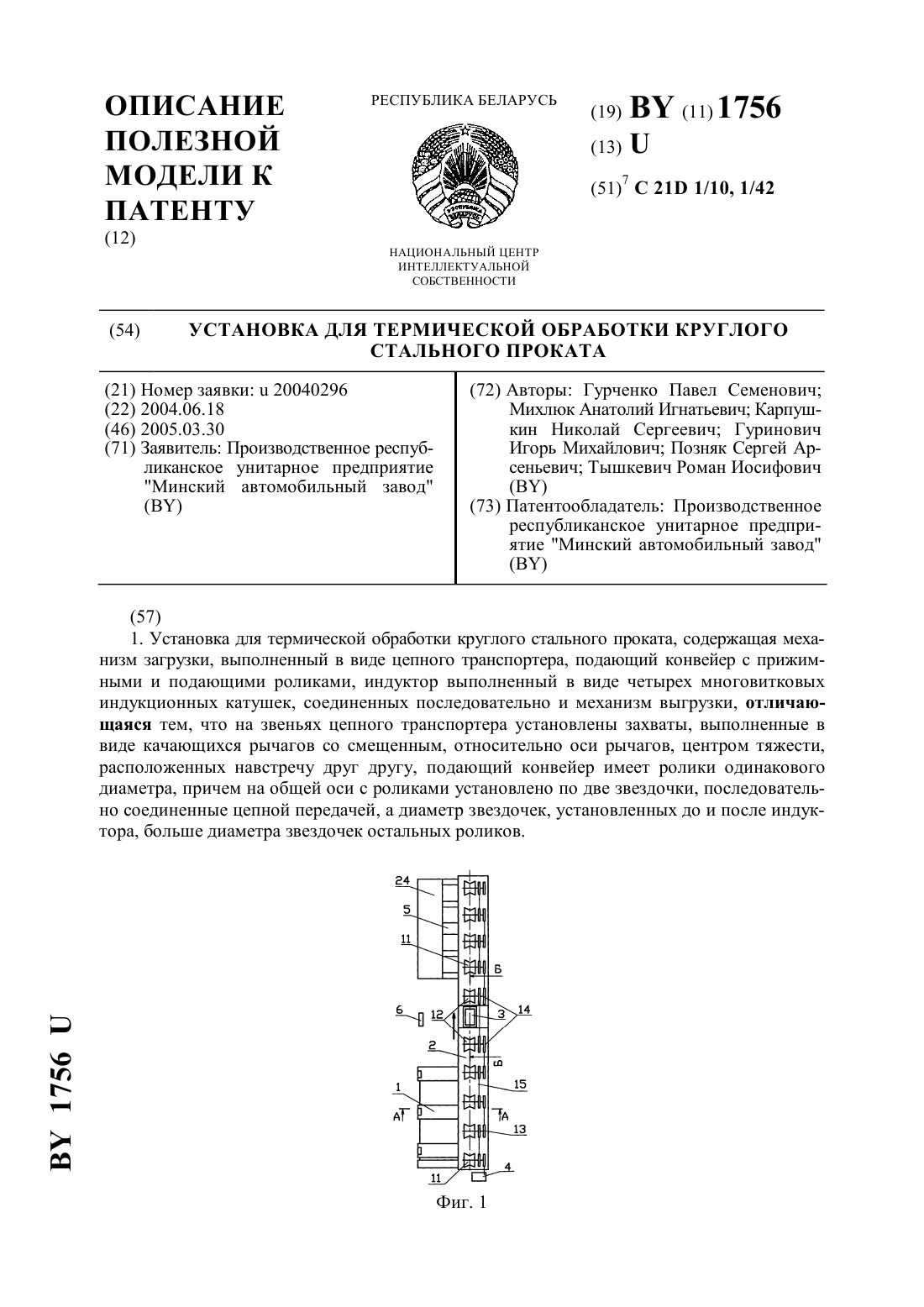
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Карпушкин Николай Сергеевич, Михлюк Анатолий Игнатьевич, Гурченко Павел Семенович, Позняк Сергей Арсеньевич, Тышкевич Роман Иосифович, Гуринович Игорь Михайлович
Метки: проката, обработки, круглого, установка, стального, термической
Текст:
...прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка...
Установка для термической обработки проволоки
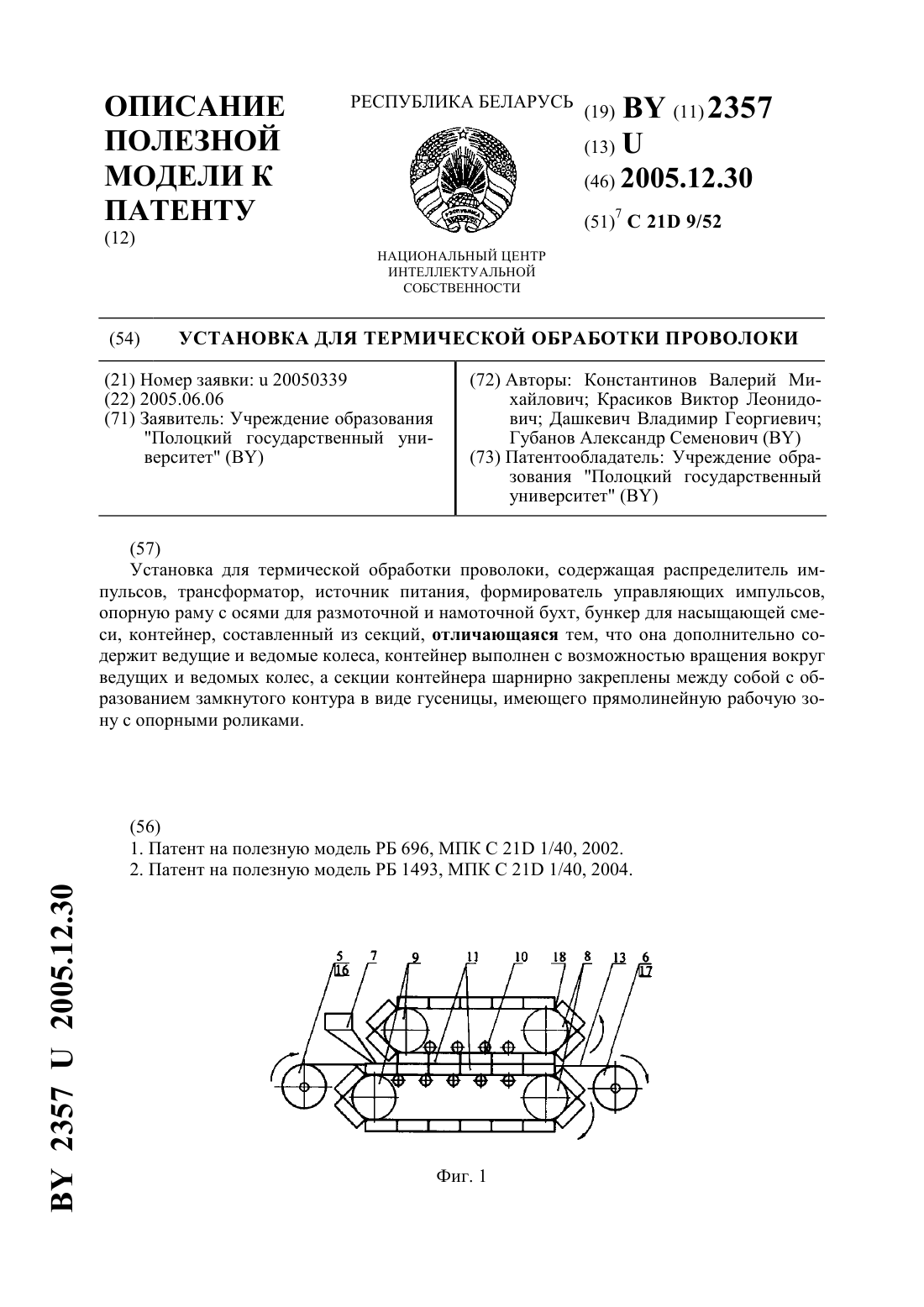
Номер патента: U 2357
Опубликовано: 30.12.2005
Авторы: Губанов Александр Семенович, Красиков Виктор Леонидович, Константинов Валерий Михайлович, Дашкевич Владимир Георгиевич
МПК: C21D 9/52
Метки: обработки, проволоки, термической, установка
Текст:
...отличительных признаков необходимо для осуществления непрерывного ступенчатого метода термической обработки, благодаря которому обеспечивается равномерное распределение насыщающей смеси вокруг проволоки, облегчается процесс укладки проволоки в полость контейнера с высокой степенью точности, облегча 2 23572005.12.30 ется удаление отработанной насыщающей смеси из полости контейнера. Ведущие и ведомые колеса придают вращение секциям...
Установка для термической обработки прямоугольного стального проката
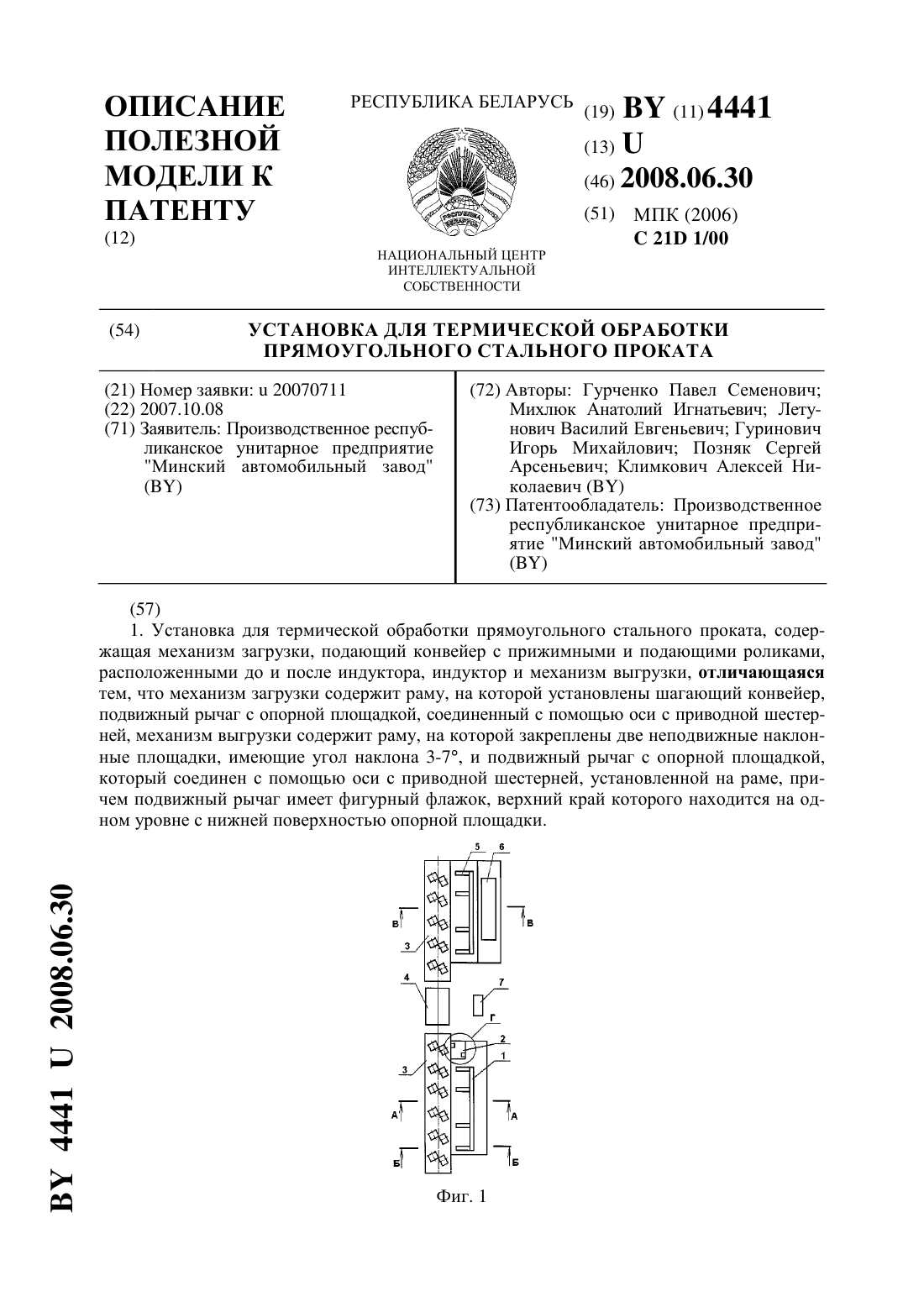
Номер патента: U 4441
Опубликовано: 30.06.2008
Авторы: Позняк Сергей Арсеньевич, Гурченко Павел Семенович, Климкович Алексей Николаевич, Летунович Василий Евгеньевич, Гуринович Игорь Михайлович, Михлюк Анатолий Игнатьевич
МПК: C21D 1/00
Метки: проката, термической, прямоугольного, обработки, установка, стального
Текст:
...Выполнение в механизме загрузки горизонтального приемного лотка с наклонной площадкой под углом 7-15 позволяет заготовке под действием силы тяжести перемещаться на край наклонной площадки, обращенный к подающим роликам, откуда подвижным рычагом она перемещается на подающие ролики подающего конвейера. Использование в механизме загрузки дополнительного механизма контроля зазора между заготовками обеспечивает одинаковый зазор при прохождении их...
Установка для термической обработки проволоки
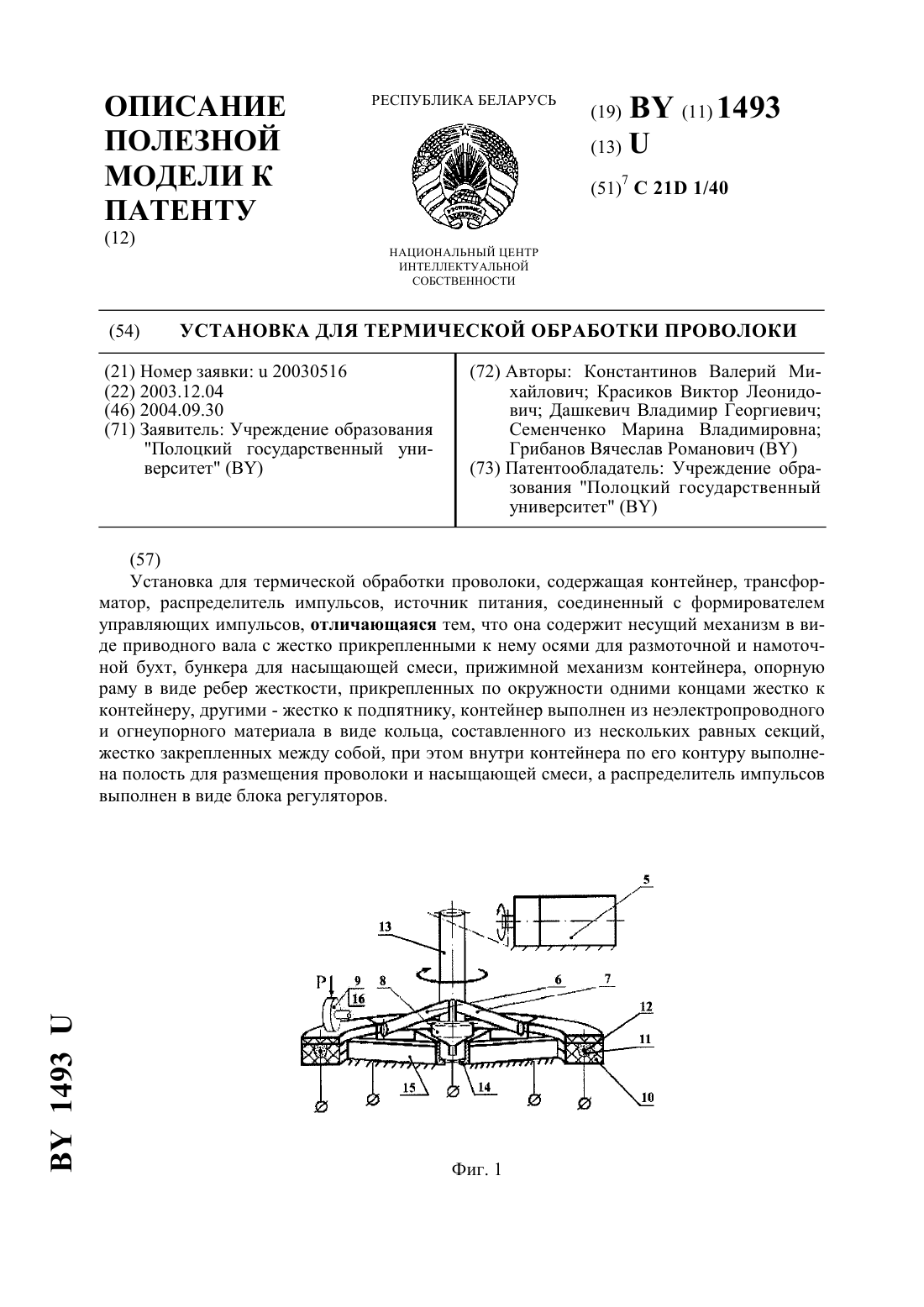
Номер патента: U 1493
Опубликовано: 30.09.2004
Авторы: Грибанов Вячеслав Романович, Семенченко Марина Владимировна, Красиков Виктор Леонидович, Дашкевич Владимир Георгиевич, Константинов Валерий Михайлович
МПК: C21D 1/40
Метки: проволоки, установка, термической, обработки
Текст:
...по его контуру выполнена полость для размещения проволоки и насыщающей смеси. Распределитель импульсов выполнен в виде блока регуляторов. Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается наличием новых конструктивных элементов несущий механизм, опорная рама, прижимной механизм контейнера формой выполнения элементов несущий механизм в виде приводного вала с жестко прикрепленными к нему осями для...
Предыдущий патент: Медогонка
Следующий патент: Парогазогенератор
Случайный патент: Керамическая масса