Устройство для непрерывного горизонтального литья биметаллических заготовок
Номер патента: U 4141
Опубликовано: 28.02.2008
Авторы: Марукович Евгений Игнатьевич, Брановицкий Александр Михайлович

Текст
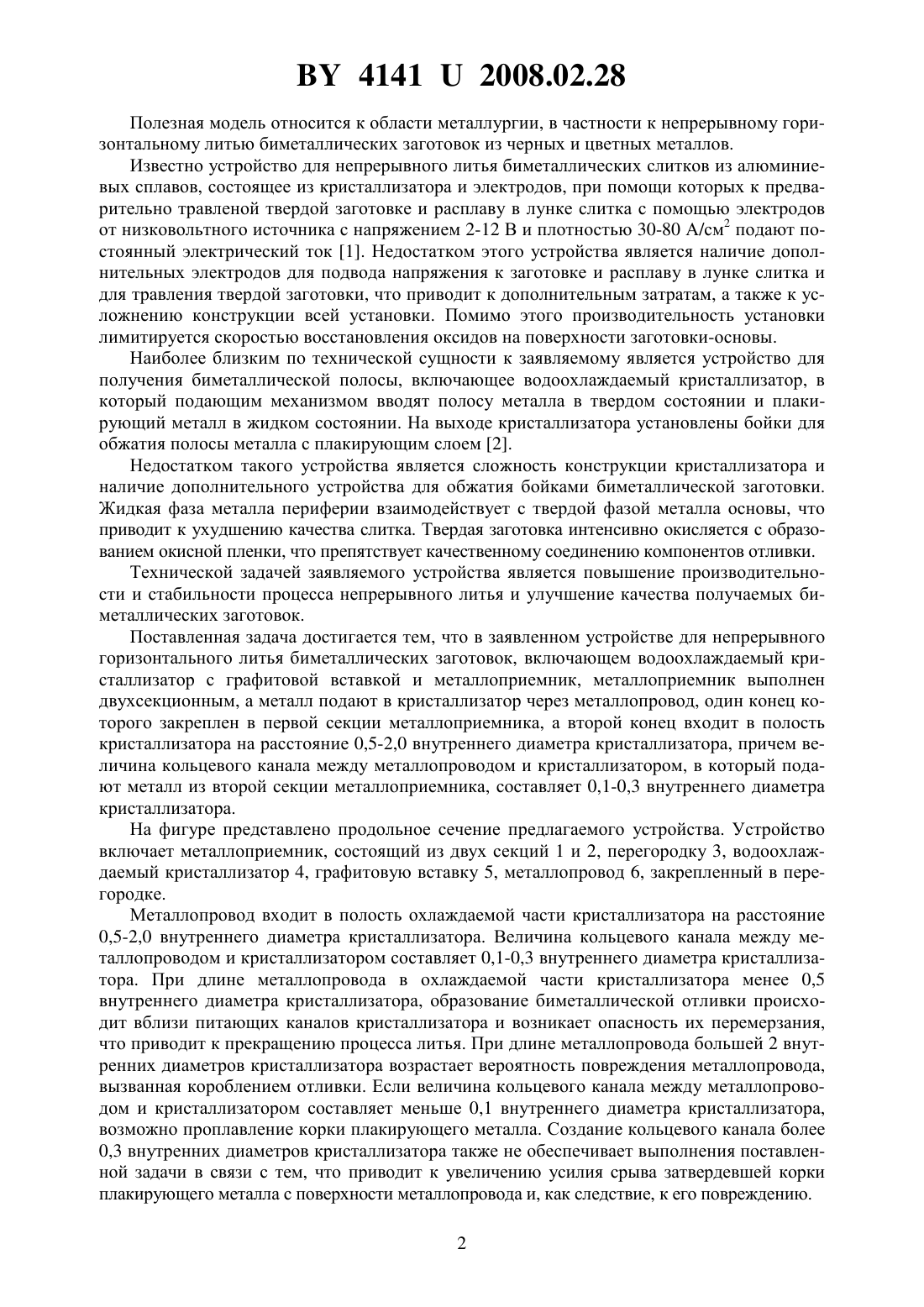
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Брановицкий Александр Михайлович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Устройство для непрерывного горизонтального литья биметаллических заготовок,включающее водоохлаждаемый кристаллизатор с графитовой вставкой и металлоприемник, отличающееся тем, что металлоприемник выполнен двухсекционным, а металл подают в кристаллизатор через металлопровод, один конец которого закреплен в первой секции металлоприемника, а второй конец входит в полость кристаллизатора на расстояние 0,5-2,0 внутреннего диаметра кристаллизатора, причем величина кольцевого канала между металлопроводом и кристаллизатором, в который подают металл из второй секции металлоприемника, составляет 0,1-0,3 внутреннего диаметра кристаллизатора. 41412008.02.28 Полезная модель относится к области металлургии, в частности к непрерывному горизонтальному литью биметаллических заготовок из черных и цветных металлов. Известно устройство для непрерывного литья биметаллических слитков из алюминиевых сплавов, состоящее из кристаллизатора и электродов, при помощи которых к предварительно травленой твердой заготовке и расплаву в лунке слитка с помощью электродов от низковольтного источника с напряжением 2-12 В и плотностью 30-80 А/см 2 подают постоянный электрический ток 1. Недостатком этого устройства является наличие дополнительных электродов для подвода напряжения к заготовке и расплаву в лунке слитка и для травления твердой заготовки, что приводит к дополнительным затратам, а также к усложнению конструкции всей установки. Помимо этого производительность установки лимитируется скоростью восстановления оксидов на поверхности заготовки-основы. Наиболее близким по технической сущности к заявляемому является устройство для получения биметаллической полосы, включающее водоохлаждаемый кристаллизатор, в который подающим механизмом вводят полосу металла в твердом состоянии и плакирующий металл в жидком состоянии. На выходе кристаллизатора установлены бойки для обжатия полосы металла с плакирующим слоем 2. Недостатком такого устройства является сложность конструкции кристаллизатора и наличие дополнительного устройства для обжатия бойками биметаллической заготовки. Жидкая фаза металла периферии взаимодействует с твердой фазой металла основы, что приводит к ухудшению качества слитка. Твердая заготовка интенсивно окисляется с образованием окисной пленки, что препятствует качественному соединению компонентов отливки. Технической задачей заявляемого устройства является повышение производительности и стабильности процесса непрерывного литья и улучшение качества получаемых биметаллических заготовок. Поставленная задача достигается тем, что в заявленном устройстве для непрерывного горизонтального литья биметаллических заготовок, включающем водоохлаждаемый кристаллизатор с графитовой вставкой и металлоприемник, металлоприемник выполнен двухсекционным, а металл подают в кристаллизатор через металлопровод, один конец которого закреплен в первой секции металлоприемника, а второй конец входит в полость кристаллизатора на расстояние 0,5-2,0 внутреннего диаметра кристаллизатора, причем величина кольцевого канала между металлопроводом и кристаллизатором, в который подают металл из второй секции металлоприемника, составляет 0,1-0,3 внутреннего диаметра кристаллизатора. На фигуре представлено продольное сечение предлагаемого устройства. Устройство включает металлоприемник, состоящий из двух секций 1 и 2, перегородку 3, водоохлаждаемый кристаллизатор 4, графитовую вставку 5, металлопровод 6, закрепленный в перегородке. Металлопровод входит в полость охлаждаемой части кристаллизатора на расстояние 0,5-2,0 внутреннего диаметра кристаллизатора. Величина кольцевого канала между металлопроводом и кристаллизатором составляет 0,1-0,3 внутреннего диаметра кристаллизатора. При длине металлопровода в охлаждаемой части кристаллизатора менее 0,5 внутреннего диаметра кристаллизатора, образование биметаллической отливки происходит вблизи питающих каналов кристаллизатора и возникает опасность их перемерзания,что приводит к прекращению процесса литья. При длине металлопровода большей 2 внутренних диаметров кристаллизатора возрастает вероятность повреждения металлопровода,вызванная короблением отливки. Если величина кольцевого канала между металлопроводом и кристаллизатором составляет меньше 0,1 внутреннего диаметра кристаллизатора,возможно проплавление корки плакирующего металла. Создание кольцевого канала более 0,3 внутренних диаметров кристаллизатора также не обеспечивает выполнения поставленной задачи в связи с тем, что приводит к увеличению усилия срыва затвердевшей корки плакирующего металла с поверхности металлопровода и, как следствие, к его повреждению. 2 41412008.02.28 Устройство для непрерывного горизонтального литья биметаллических заготовок работает следующим образом. Перед началом процесса литья секции металлоприемника 1, 2 и металлопровод 6 нагревают до температуры, большей или равной температуре ликвидуса наиболее тугоплавкого из двух металлов. Для начала процесса литья в полость кристаллизатора устанавливают затравку, вплотную к металлопроводу, таким образом, чтобы она герметично перекрывала каналы поступления металлов в кристаллизатор. Металл основы заливают в секцию 1, а металл периферии в секцию 2 металлоприемника. Из секции 2 металл основы через канал металлопровода 7 поступает в центральную часть, а плакирующий расплав из секции 1, через кольцевой канал 8 между металлопроводом и кристаллизатором - в периферийную часть, формирующейся в кристаллизаторе биметаллической отливки 9. Биметаллическую отливку извлекают из кристаллизатора вытягивающим устройством 10. При продвижении слитка между металлопроводом и полой заготовкой металла будет возникать зазор, величина которого будет определять количество жидкой фазы металла периферии, а следовательно, ширину переходной зоны биметаллической отливки. При этом высокая активность металлов при температурах плавления, чистота взаимодействующих поверхностей создают условия для активного протекания диффузионных процессов, что позволяет достичь высокого качества соединения компонентов биметаллической отливки. Пример. Отливали биметаллический слиток алюминий-силумин внешним диаметром 64 мм и толщиной плакирующего слоя 16 мм. При этом использовали устройство, содержащее кристаллизатор, состоящий из водоохлаждаемого корпуса длиной 165 мм и графитовой вставки длиной 250 мм. Металлопровод имел внешний диаметр 32 мм и входил в полость кристаллизатора на расстояние 90 мм. Алюминий подавали в периферийную часть биметаллического слитка, а силумин в центральную. Процесс литья проходил стабильно, при этом имело место образование прочной диффузионной связи между компонентами биметаллического слитка. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/00
Метки: заготовок, литья, биметаллических, непрерывного, устройство, горизонтального
Код ссылки
<a href="https://by.patents.su/3-u4141-ustrojjstvo-dlya-nepreryvnogo-gorizontalnogo-litya-bimetallicheskih-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Устройство для непрерывного горизонтального литья биметаллических заготовок</a>
Кристаллизатор для непрерывного горизонтального литья слитков
Номер патента: U 3670
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: непрерывного, кристаллизатор, слитков, литья, горизонтального
Текст:
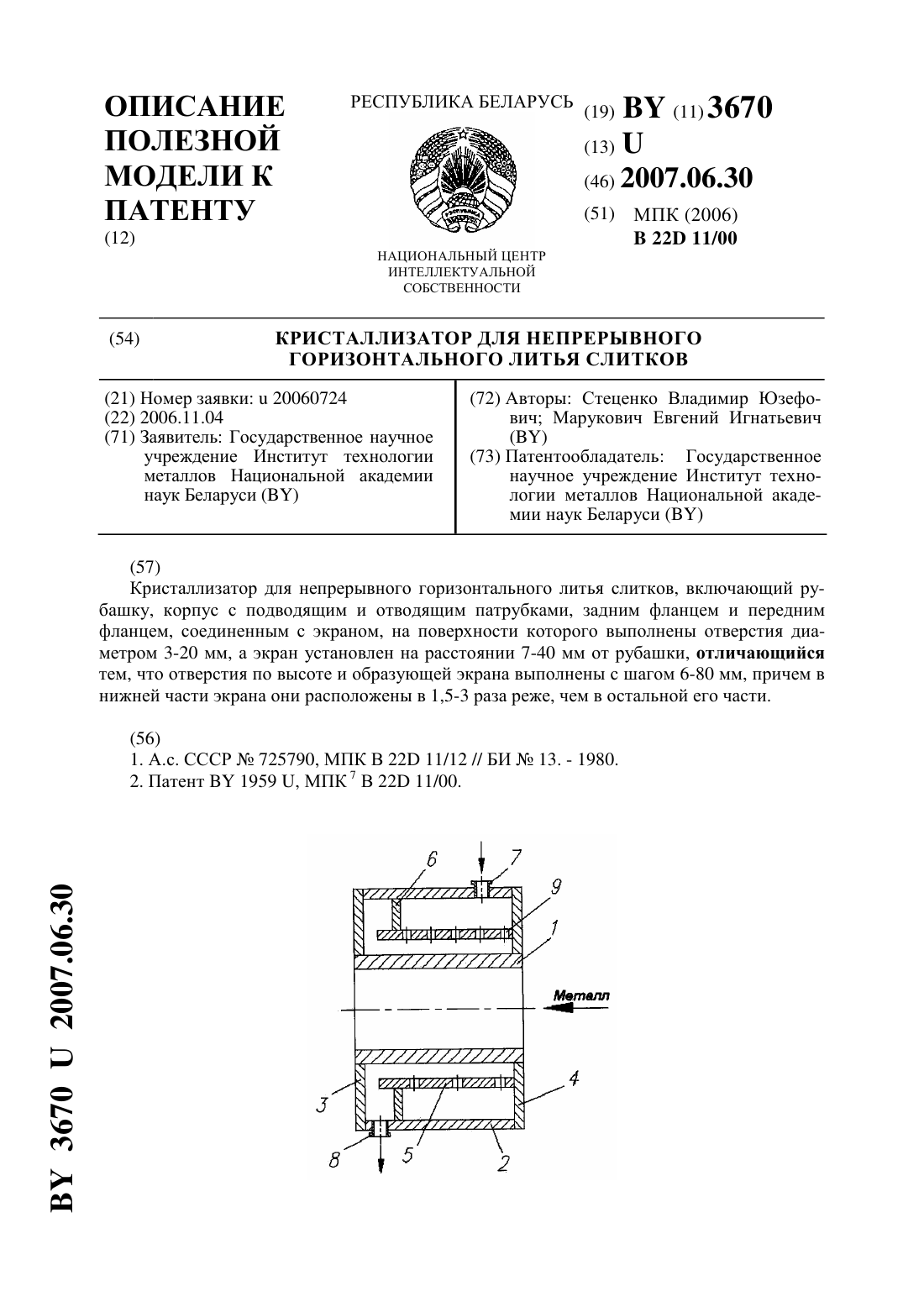
...включающем рубашку, корпус с подводящим и отводящим патрубками, задним фланцем и передним фланцем, соединенным с экраном,на поверхности которого выполнены отверстия диаметром 320 мм, а экран установлен на расстоянии 740 мм от рубашки, отверстия по высоте и образующей (периметру) экрана выполнены с шагом 680 мм, причем в нижней части экрана они расположены в 1,53 раза реже, чем в остальной его части. На чертеже представлен продольный разрез...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Маточкин Виктор Аркадьевич, Андрианов Дмитрий Николаевич, Гуненков Валентин Юрьевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович
МПК: B22D 11/00
Метки: непрерывного, машина, заготовок, литья
Текст:
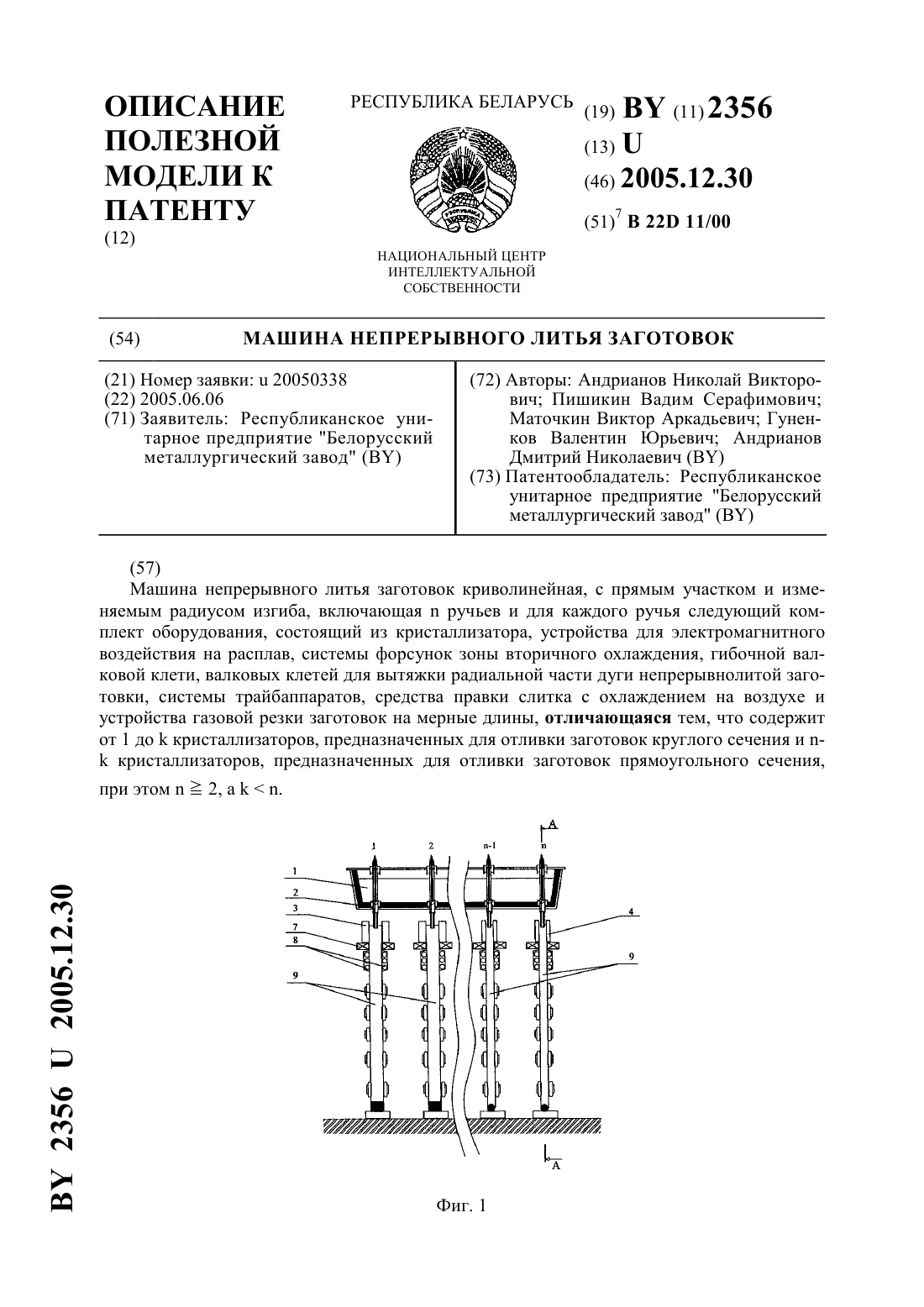
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Кристаллизатор для литья заготовок направленным затвердеванием
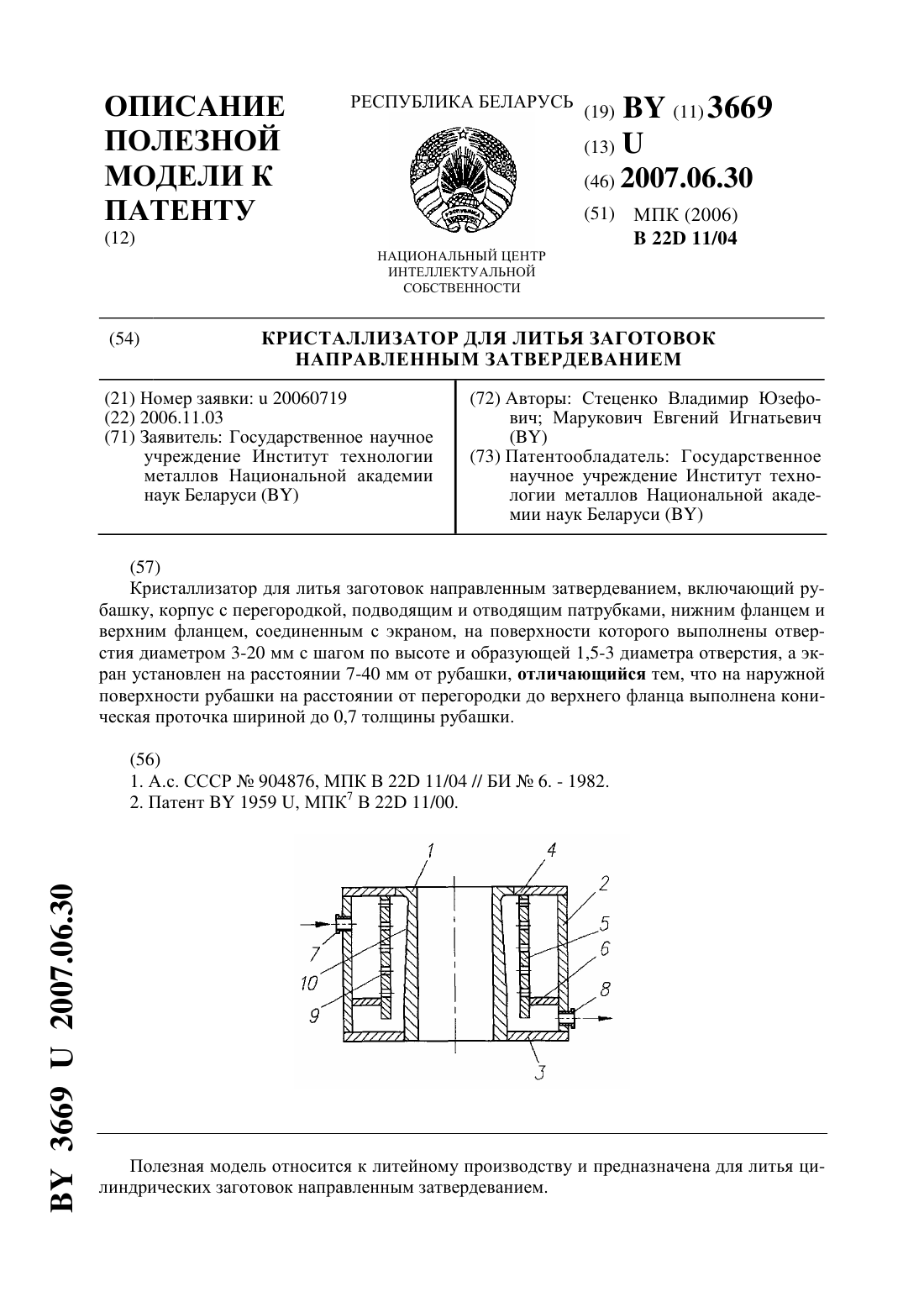
Номер патента: U 3669
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: заготовок, литья, направленным, затвердеванием, кристаллизатор
Текст:
...задачей, на решение которой направлена заявляемая полезная модель,является уменьшение разностенности полой отливки по высоте. Технический результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья заготовок направленным затвердеванием, включающем рубашку, корпус с перегородкой,подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с...
Кристаллизатор для непрерывного и непрерывно-циклического литья слитков
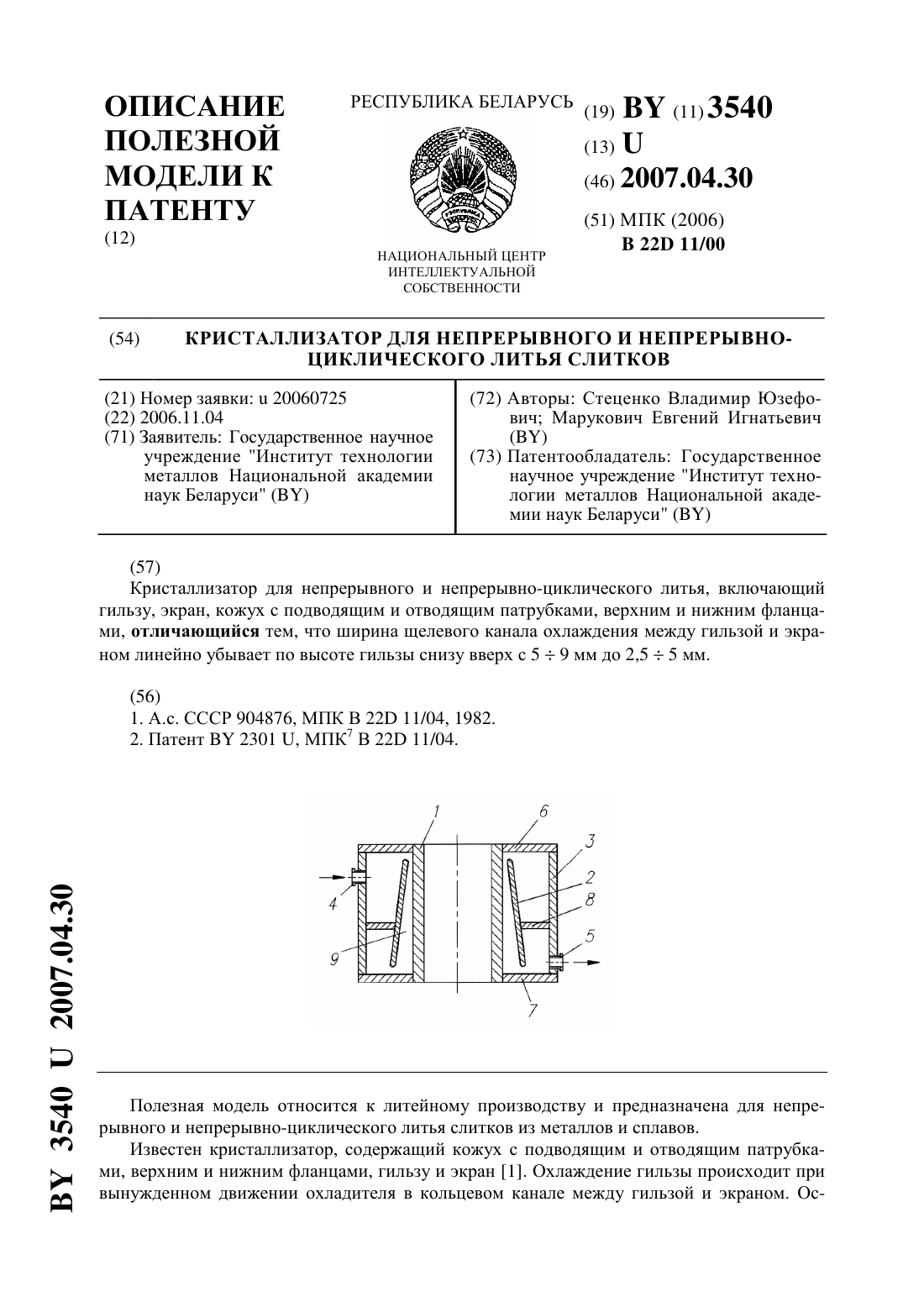
Номер патента: U 3540
Опубликовано: 30.04.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: литья, непрерывного, непрерывно-циклического, слитков, кристаллизатор
Текст:
...величины термических напряжений и разностенности по высоте гильзы и отливки. Технический результат заключается в повышении стабильности процесса литья и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, ширина щелевого канала между гильзой...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
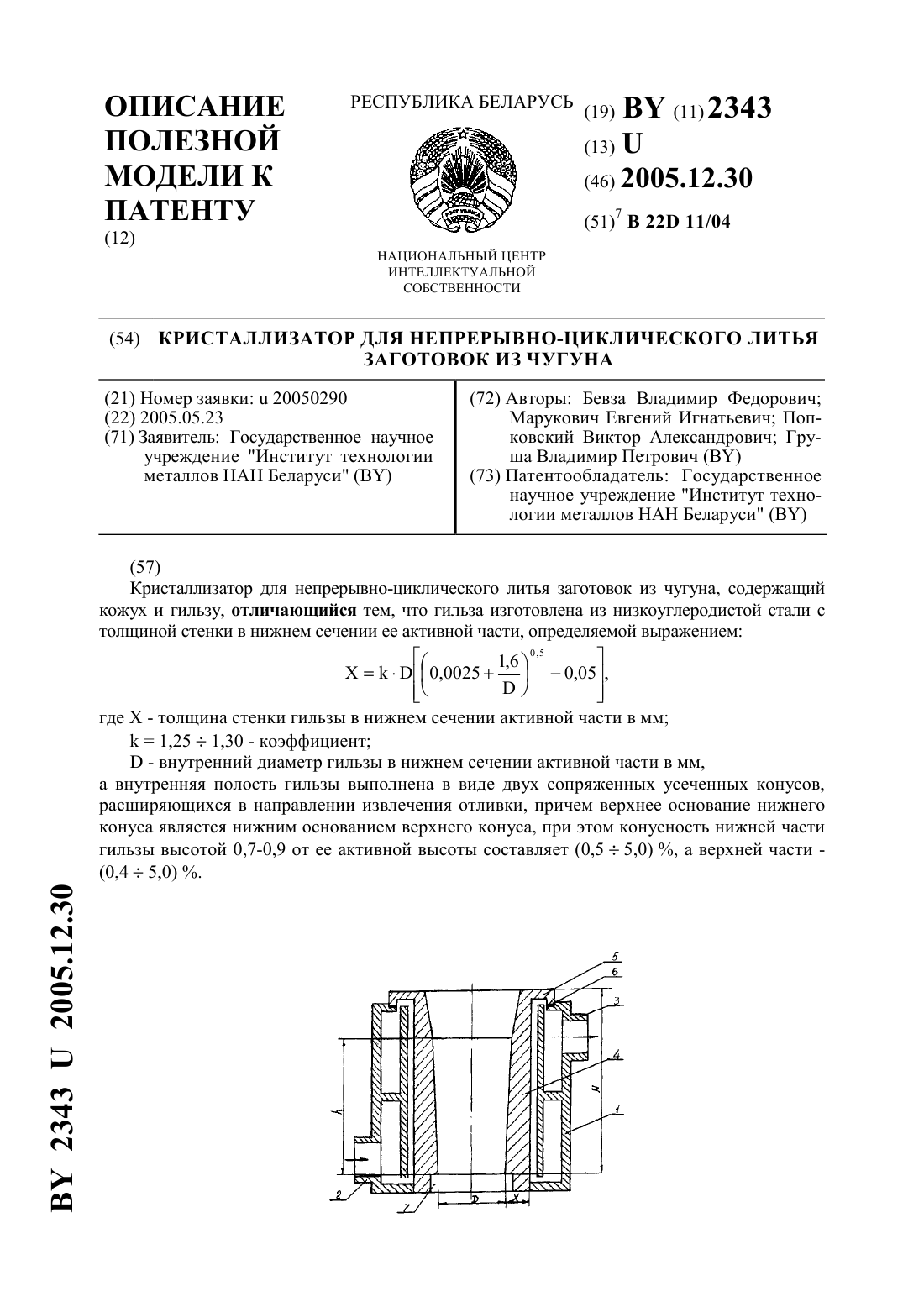
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Бевза Владимир Федорович, Попковский Виктор Александрович, Марукович Евгений Игнатьевич, Груша Владимир Петрович
МПК: B22D 11/04
Метки: литья, заготовок, кристаллизатор, непрерывно-циклического, чугуна
Текст:
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Предыдущий патент: Устройство для получения глубоких перфорационных каналов в обсаженной скважине
Следующий патент: Вытягивающее устройство для лечебной гимнастики позвоночника
Случайный патент: Способ устройства противофильтрационного экрана