Литниковая система для подачи металла в кристаллизатор
Номер патента: U 3165
Опубликовано: 30.12.2006
Текст
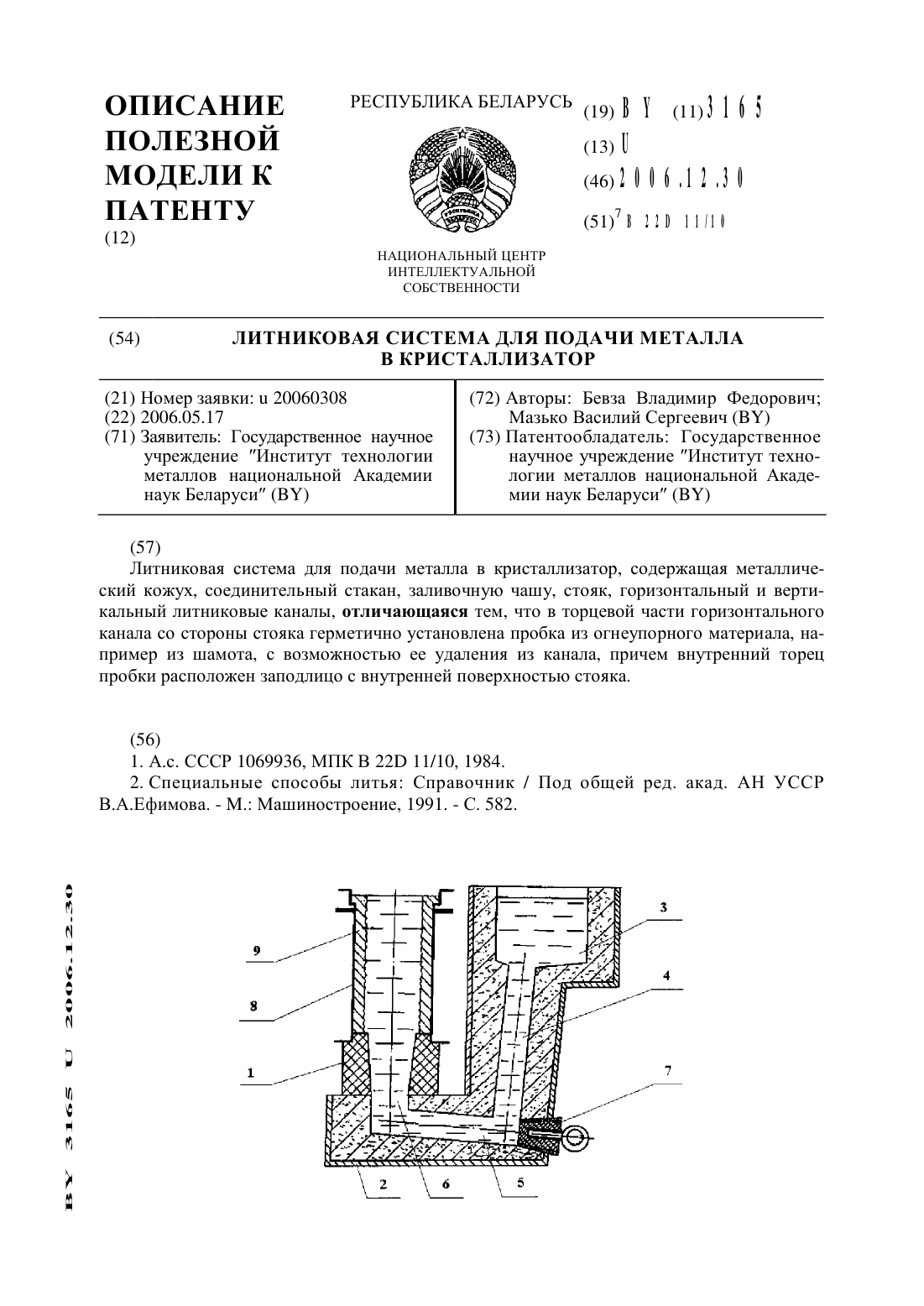
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ к ПАТЕНТУ(54) ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ПОДАЧИ МЕТАЛЛА(71) Заявитель Государственное научное учреждение Институт технологии Металлов национальной Академии наук Беларуси (ВУ)(72) Авторы Бевза Владимир Федорович Мазько Василий Сергеевич (ВУ)(73) Патентообладатель Государственное научное учреждение Институт технологии Металлов национальной АкадеМИИ наук Беларуси (ВУ)ЛИТНИКОВЗЯ СИСТЕМа ДЛЯ подачи Металла В кристаллизатор, содержащая МЕТаЛЛИЧЕСКИЙ КОЖУХ, СОЕДИНИТЕЛЬНЫЙ стакан, ЗЗЛИВОЧНУЪО чашу, СТОЯК, горизонтальный И ВЕРТИКаЛЬНЫЙ ЛИТНИКОВЫЕ каналы, ОТЛИЧЗЮЩЗЯСЯ ТЕМ, ЧТО В ТОРЦЕВОЙ части горизонтального канала СО СТОРОНЫ стояка ГЕРМЕТИЧНО установлена пробка ИЗ ОГНЕУПОРНОГО Материала, наПРИМЕР ИЗ ШаМОТа, С ВОЗМОЖНОСТЬЮ ЕЕ удаления ИЗ канала, ПРИЧЕМ ВНУТРЕННИЙ ТОРЕЦ ПРОбКИ расположен ЗЗПОДЛИЦО С ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ стояка.2. Специальные способы литья Справочник / Под общей ред. акад. АН УССР В.А.ЕфиМова. - М. Машиностроение, 1991. - С. 582.Полезная Модель относится К литейному производству, в частности К непрерь 1 вноциклическому литью полых заготовок без применения стержня из Черных И Цветных металлов И сплавов.Известно Устройство для подачи металла в кристаллизатор, содержащее соединительный стакан, заливочную чашу и подводящие каналы, выполненные из огнеупорного материала 1.Известна также литниковая система для сифонной подачи жидкого металла в кристаллизатор в процессе литья 2. Она состоит из стакана и металлопровода, который содержит металлический кожух, заливочную чашу и литниковые каналы, выполненные из огнеупорного материала. Она рассчитана на одну разливку независимо от ее продолжительности. При каждой подготовке литейной Машины к работе устанавливают новую литниковую систему.Недостатком известных литниковых систем является невозможность их многократного использования, так как после окончания разливки и извлечения последней отливки жидкий металл, остающийся во внутренней полости кристаллизатора и в каналах литниковой системы, полностью затвердевает, что исключает ее повторное использование и требует демонтажа и выбивки. При этом для использования получаемого возврата в качестве шихты для переплава необходимо производить его специальную разделку и подготовку (очистку), так как он имеет негабаритные размеры и пригар на наружной поверхности. Это повышает трудоемкость подготовки металлической шихты и литейной установки к разливке.Технической задачей заявляемой литниковой системы является удаление жидкого металла из ее каналов и из полости кристаллизатора после окончания процесса разливки, а технический результат заключается в снижении расхода материалов, энерго- и трудозатрат на подготовку литейной установки к работе за счет многократного использования литниковой системы без демонтажа.Поставленная задача достигается тем, что в литниковой системе для подачи металла в кристаллизатор, содержащей металлический кожух, соединительный стакан, заливочную чашу, стояк, горизонтальный и вертикальный литниковые каналы, в торцевой части горизонтального канала со стороны стояка герметично установлена пробка из огнеупорного материала, например из шамота, с возможностью ее удаления из канала, причем внутренний торец пробки расположен заподлицо с внутренней поверхностью стояка.Если торец пробки будет выступать за внутреннюю поверхность стояка, то это уменьшит его сечение и нарушит режим заполнения кристаллизатора расплавом. Если торец пробки будет утоплен, то это создаст пространство, в котором образуется застойная зона,что может привести к затвердеванию металла в ней. В этом случае после удаления пробки из канала затвердевший в этой зоне металл будет препятствовать сливу расплава из полости кристаллизатора и каналов литниковой системы и поставленная задача не будет достигнута.На чертеже изображена литниковая система, вертикальный разрез.Литниковая система содержит соединительный стакан 1, металлический кожух 2, заливочную чашу 3, стояк 4, горизонтальный 5 и вертикальный 6 каналы и пробку 7 из огнеупорного материала. Причем горизонтальный канал 5 выполнен с наклоном в сторону стояка.Литниковая система работает следующим образом. При помощи стакана 1 ее герметично соединяют с кристаллизатором 8. Затем расплав подают из заливочного ковша (не показан) в чашу 3 и через стояк 4 и литниковые каналы 5 и 6 заполняют кристаллизатор 8 до заданного уровня, после чего подачу металла прекращают, делают выдержку для намораживания необходимой толщины стенки заготовки и затем извлекают затвердевшую отливку 9 полностью из кристаллизатора и расплава вверх. В это время из заливочного ковша в кристаллизатор подают новую порцию расплава и цикл повторяется. После раз ВУ 316511 2006.12.30ливки всего Металла из заливочного ковша, перед извлечением последней отливки, пробку 7 удаляют из горизонтального канала 5 И сливают жидкий металл в изложницу. После этого извлекают последнюю отливку 9 из кристаллизатора 8. В результате внутренняя полость кристаллизатора и каналы литниковой системы полностью освобождаются от металла. Для подготовки литейной Машины к новой кампании разливки в горизонтальный канал 5 герметично устанавливают новую пробку 7 из огнеупорного материала. После этого машина готова к работе.Затвердевший в изложнице расплав получается заданной формы и габаритов и не име СТ ЛИТСЙНОГО пригара, ЧТО ПОЗВОЛЯСТ сразу ИСПОЛЬЗОВЗТЬ СГО ДЛЯ ПСРСПЛЗВЗ 663 специальНОЙ разделки И ОЧИСТКИ.Операция демонтажа ЛИТНИКОВОЙ СИСТСМЫ ПОСЛВ окончания ее эксплуатации значиТСЛЬНО облегчается И упрощается ПО сравнению С ПрОТОТИПОМ В СВЯЗИ С ОТСУТСТВИСМ тверДОГО металла В ее каналах И В ПОЛОСТИ кристаллизатора.Была изготовлена литниковая система для подачи металла в кристаллизатор при непрерь 1 вно-циклическом литье намораживанием. Каналы были выполнены из шамотных трубок, а в качестве набивной огнеупорной массы была использована жидкостекольная смесь. В торцевой части горизонтального канала со стороны стояка было выполнено отверстие, размер которого был равен диаметру горизонтального канала. В это отверстие была установлена пробка из Шамота заподлицо с внутренней поверхностью стояка.На литейной машине непрерывно-циклического литья намораживанием отливали заготовки из серого чугуна И 97 мм со средней толщиной стенки 12 мм. Разлили 250 кг чугуна. После разливки всего металла из заливочного ковша из горизонтального канала удалили пробку до извлечения последней отливки из кристаллизатора. Это обеспечило слив всего жидкого металла в изложницу из внутренней полости кристаллизатора и каналов литниковой системы. После этого из кристаллизатора была извлечена последняя отливка. В результате полость кристаллизатора и каналы литниковой системы были полностью освобождены от ЖИДКОГО и затвердевшего металла. Затем в торцевую часть горизонтального канала была установлена новая пробка и таким образом литниковая система и литейная машина были подготовлены к очередной разливке.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 11/10
Метки: система, подачи, кристаллизатор, литниковая, металла
Код ссылки
<a href="https://by.patents.su/3-u3165-litnikovaya-sistema-dlya-podachi-metalla-v-kristallizator.html" rel="bookmark" title="База патентов Беларуси">Литниковая система для подачи металла в кристаллизатор</a>
Кристаллизатор для непрерывной разливки металла
Номер патента: 2113
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22D 11/04, B22D 11/07
Метки: непрерывной, металла, разливки, кристаллизатор
Текст:
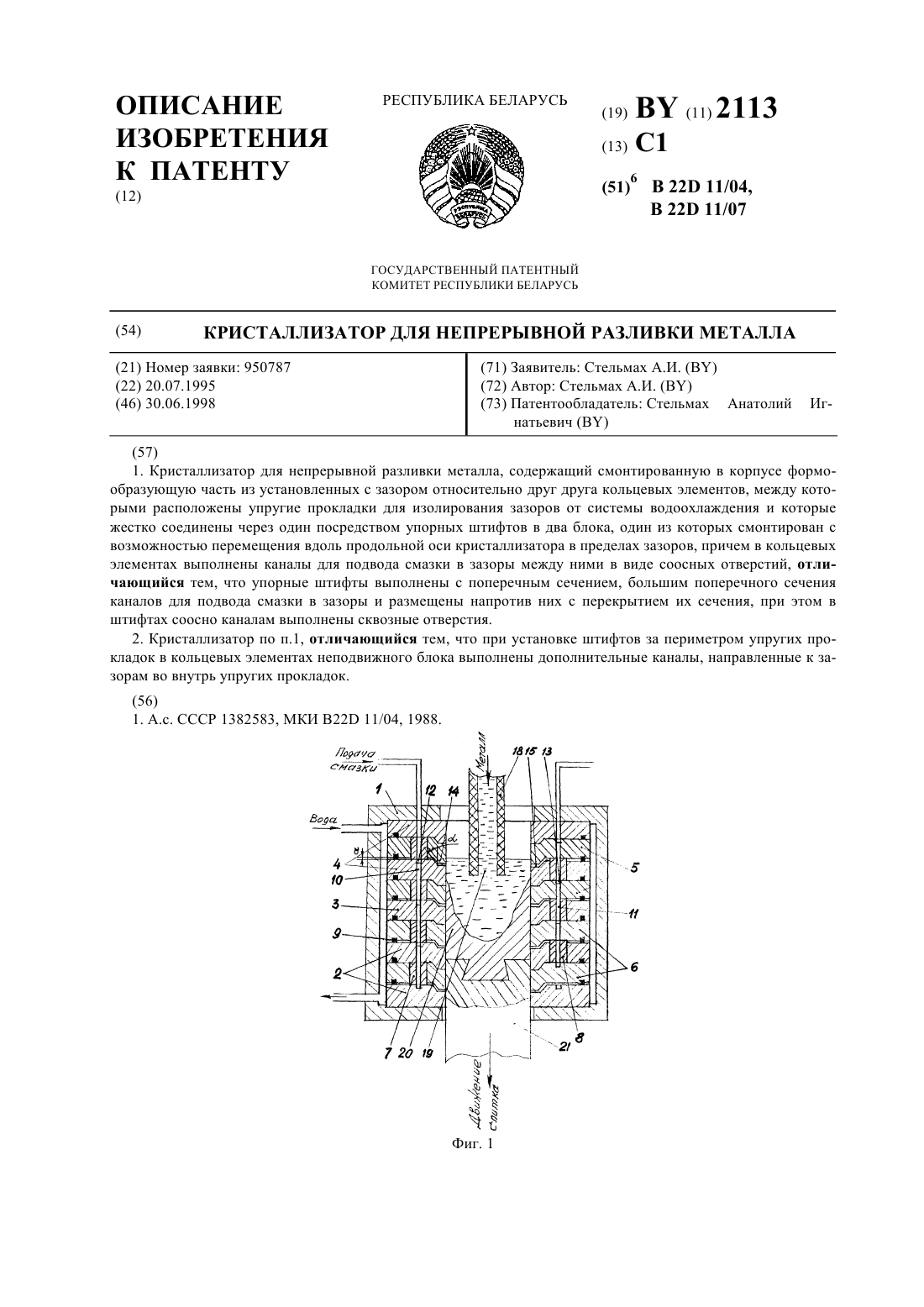
...каналов для подвода смазки в зазоры и размещены напротив них с перекрытием их сечения,при этом в штифтах соосно каналам выполнены сквозные отверстия. Кроме того, при установке штифтов за периметром упругих прокладок в кольцевых элементах неподвижного блока выполнены дополнительные каналы, направленные к зазорам во внутрь упругих прокладок. На фиг. 1 показан кристаллизатор, продольный разрез на фиг. 2 - то же, вариант установки штифтов за...
Устройство для разливки и защиты струи жидкого металла
Номер патента: U 1623
Опубликовано: 30.12.2004
Авторы: Гуненков Валентин Юрьевич, Пивцаев Виталий Васильевич, Маточкин Виктор Аркадьевич, Мачулина Евгения Васильевна, Сафин Рустам Раскатович
МПК: C21B 11/10
Метки: металла, разливки, устройство, защиты, струи, жидкого
Текст:
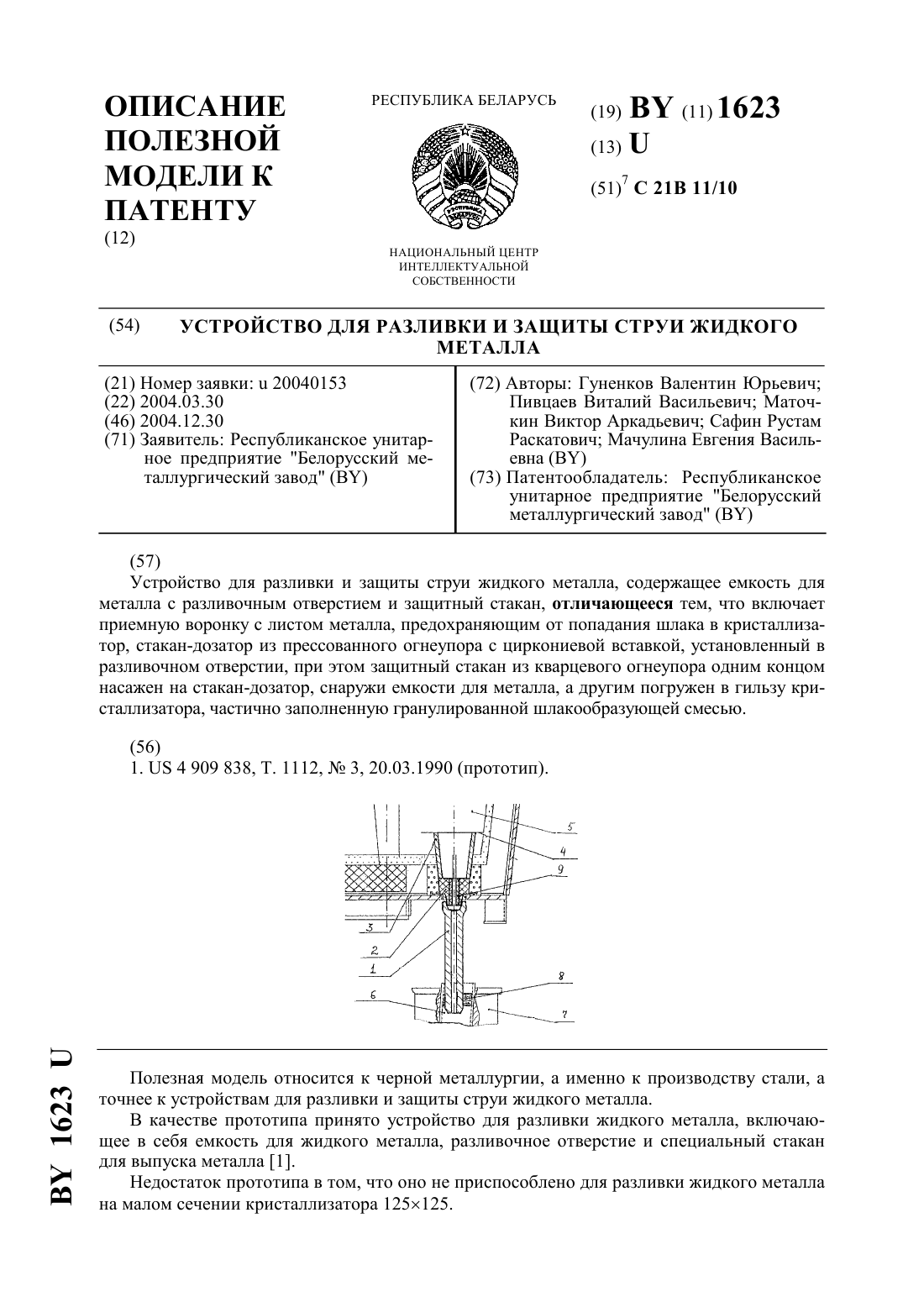
...насажен на стакан-дозатор, снаружи емкости для металла, а другим погружен в гильзу кристаллизатора, частично заполненную гранулированной шлакообразующей смесью. Отличие заявленного решения от прототипа в том, что устройство включает приемную воронку с листом металла, предохраняющим от попадания шлака в кристаллизатор и стакан-дозатор из прессованного огнеупора с циркониевой вставкой, установленный в разливочном отверстии. При этом защитный...
Кристаллизатор для непрерывно-циклического литья направленным затвердеванием

Номер патента: U 2301
Опубликовано: 30.12.2005
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: литья, непрерывно-циклического, кристаллизатор, направленным, затвердеванием
Текст:
...литья направленным затвердеванием, включающем кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, экран и гильзу, экран соединен с нижним фланцем и удален от верхнего фланца на расстояние 320 мм, а ширинакольцевого канала между гильзой и экраном определяется из уравнения,где Н - ширина кольцевого канала в верхней части кристаллизатора- высота экрана- высота экрана, на которой определяется ширина кольцевого канала,...
Кристаллизатор
Номер патента: U 2544
Опубликовано: 28.02.2006
Авторы: Мазько Василий Сергеевич, Бевза Владимир Федорович, Груша Владимир Петрович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: кристаллизатор
Текст:
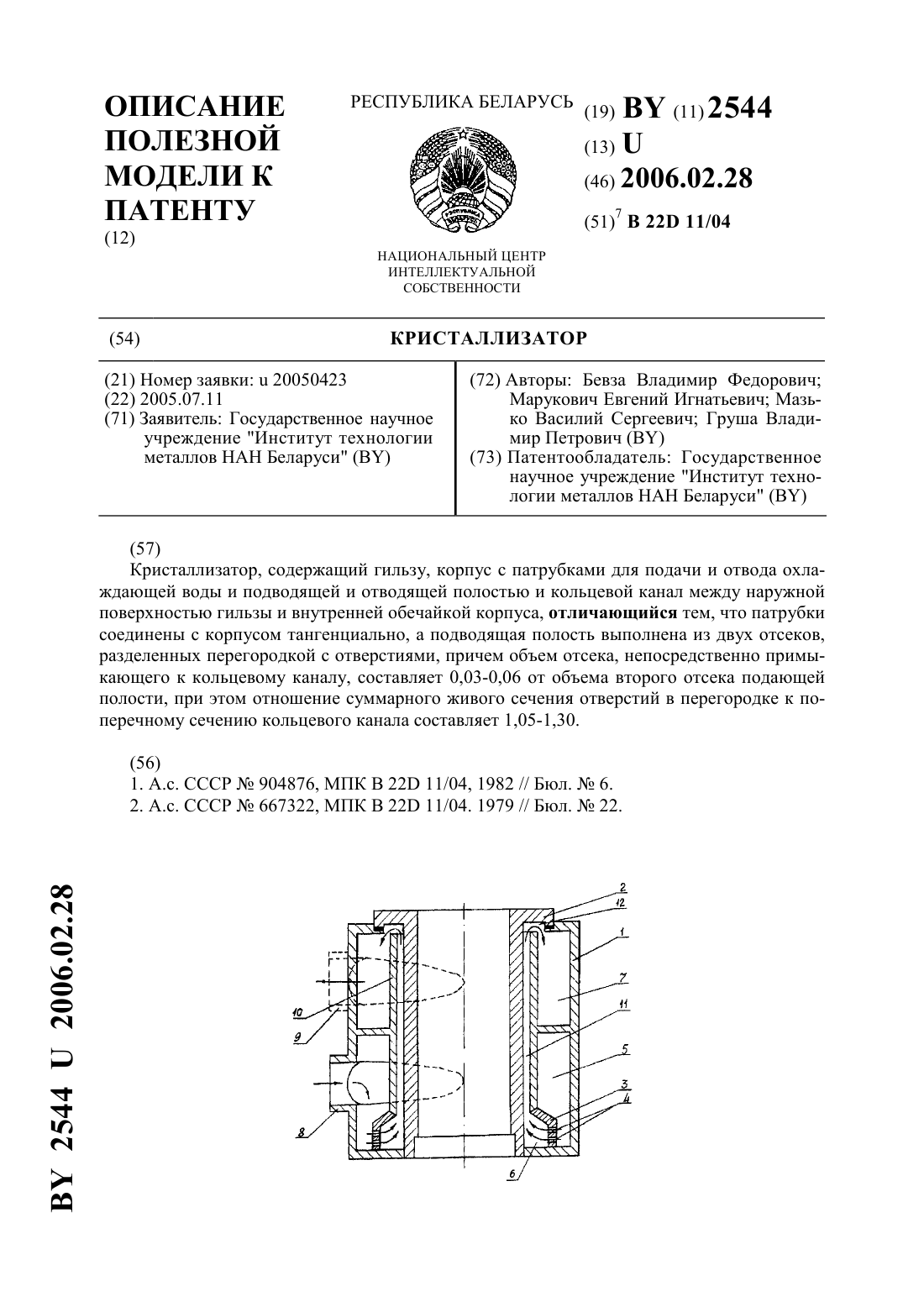
...от объема второго отсека подающей полости, а отношение суммарного живого сечения отверстий в перегородке к поперечному сечению кольцевого канала составляет 1,051,30. Тангенциальная подача охлаждающей воды в подводящую полость кристаллизатора способствует выравниванию поля давления по ее периметру, а наличие перегородки с отверстиями дополнительно повышает равномерность давления в отсеке, непосредственно примыкающем к кольцевому каналу. В...
Система двухразовой подачи топлива дизеля
Номер патента: U 2536
Опубликовано: 28.02.2006
Авторы: Белоусов Владимир Анатольевич, Карташевич Анатолий Николаевич, Астапенко Игорь Михайлович
МПК: F02M 37/00
Метки: дизеля, система, топлива, подачи, двухразовой
Текст:
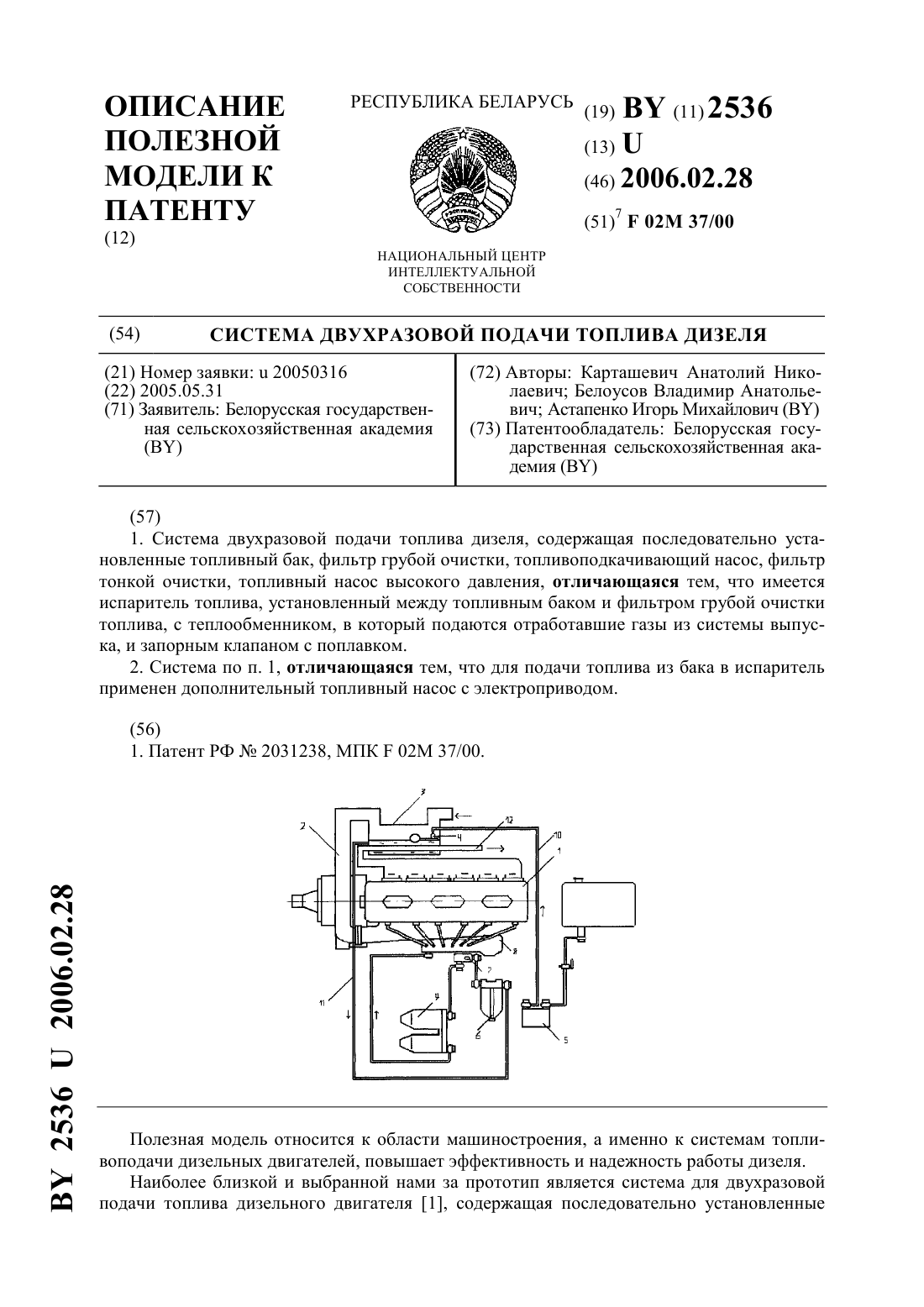
...работы дизеля. Система двухразовой подачи топлива дизельного двигателя содержит последовательно установленные топливный бак, фильтр грубой очистки топлива, топливоподкачивающий насос, фильтр тонкой очистки, топливный насос высокого давления, впускной и выпускной трубопроводы. Поставленная задача достигается тем, что вышеизложенные недостатки устраняются следующими конструктивными изменениями во-первых, имеется испаритель топлива,...
Предыдущий патент: Охлаждающее устройство
Следующий патент: Установка для измельчения трубчатого пороха
Случайный патент: Композиция для антикоррозионного покрытия