Пистолет для приварки шпилек
Текст
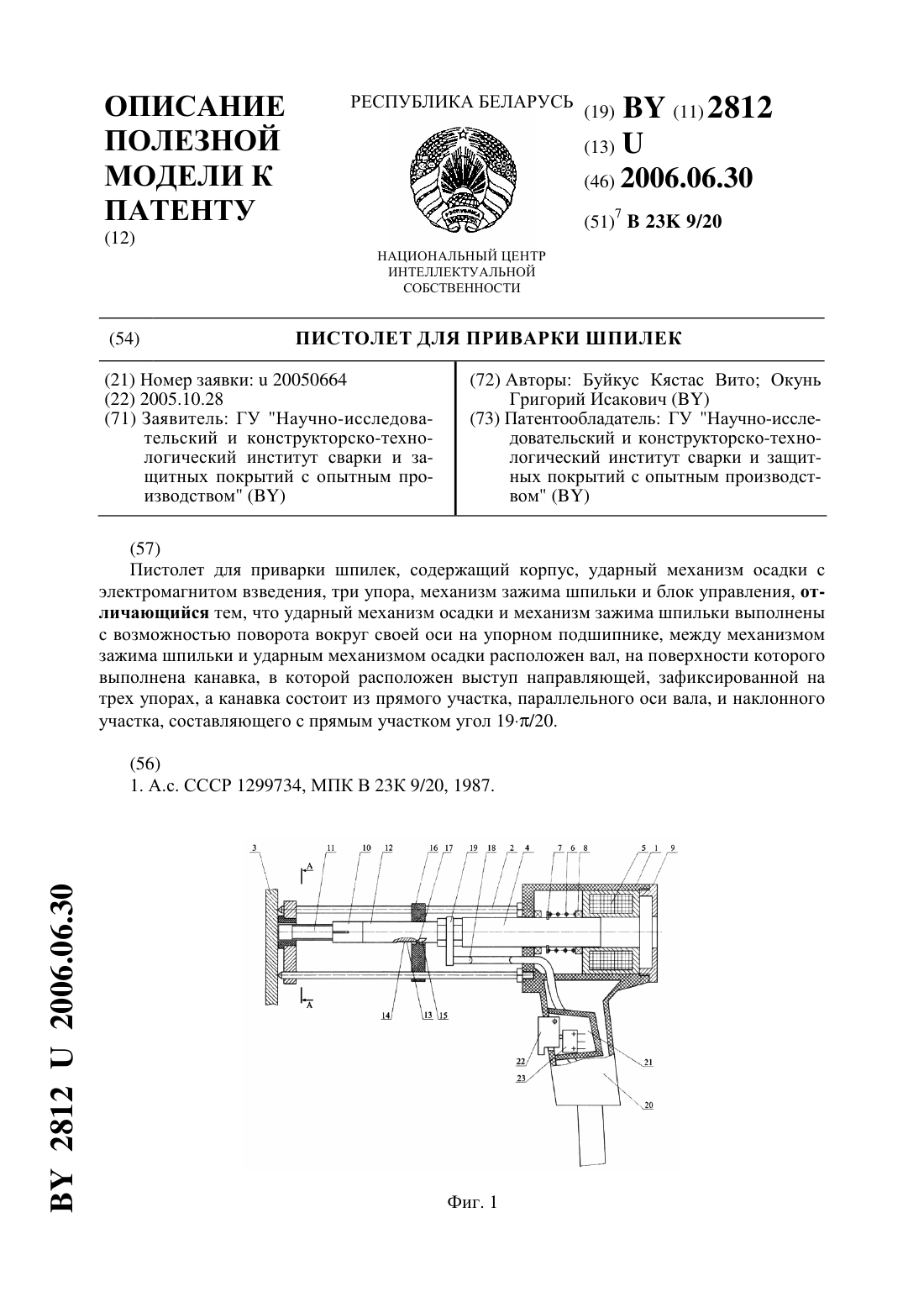
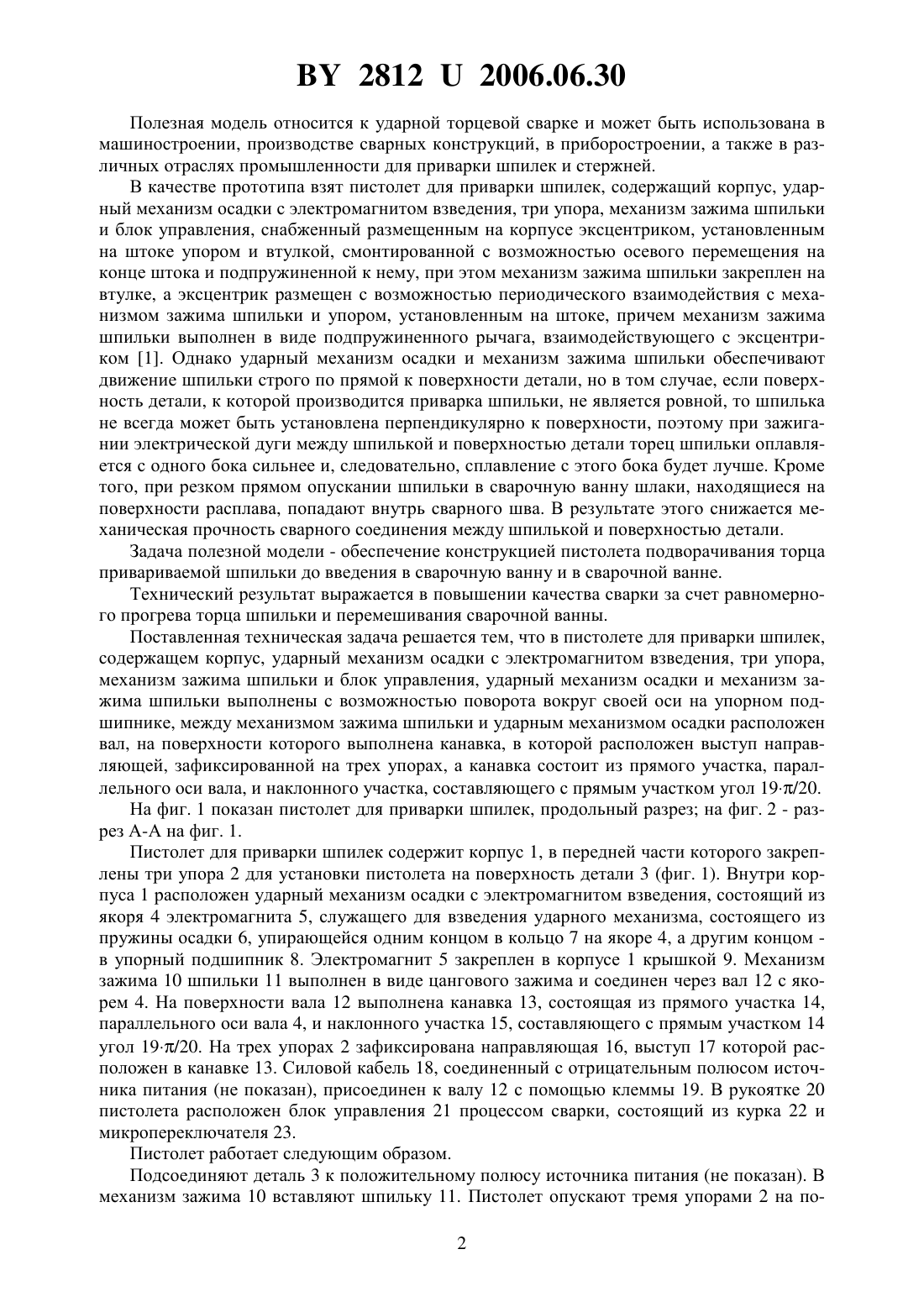
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПИСТОЛЕТ ДЛЯ ПРИВАРКИ ШПИЛЕК(72) Авторы Буйкус Кястас Вито Окунь Григорий Исакович(57) Пистолет для приварки шпилек, содержащий корпус, ударный механизм осадки с электромагнитом взведения, три упора, механизм зажима шпильки и блок управления, отличающийся тем, что ударный механизм осадки и механизм зажима шпильки выполнены с возможностью поворота вокруг своей оси на упорном подшипнике, между механизмом зажима шпильки и ударным механизмом осадки расположен вал, на поверхности которого выполнена канавка, в которой расположен выступ направляющей, зафиксированной на трех упорах, а канавка состоит из прямого участка, параллельного оси вала, и наклонного участка, составляющего с прямым участком угол 19/20. 28122006.06.30 Полезная модель относится к ударной торцевой сварке и может быть использована в машиностроении, производстве сварных конструкций, в приборостроении, а также в различных отраслях промышленности для приварки шпилек и стержней. В качестве прототипа взят пистолет для приварки шпилек, содержащий корпус, ударный механизм осадки с электромагнитом взведения, три упора, механизм зажима шпильки и блок управления, снабженный размещенным на корпусе эксцентриком, установленным на штоке упором и втулкой, смонтированной с возможностью осевого перемещения на конце штока и подпружиненной к нему, при этом механизм зажима шпильки закреплен на втулке, а эксцентрик размещен с возможностью периодического взаимодействия с механизмом зажима шпильки и упором, установленным на штоке, причем механизм зажима шпильки выполнен в виде подпружиненного рычага, взаимодействующего с эксцентриком 1. Однако ударный механизм осадки и механизм зажима шпильки обеспечивают движение шпильки строго по прямой к поверхности детали, но в том случае, если поверхность детали, к которой производится приварка шпильки, не является ровной, то шпилька не всегда может быть установлена перпендикулярно к поверхности, поэтому при зажигании электрической дуги между шпилькой и поверхностью детали торец шпильки оплавляется с одного бока сильнее и, следовательно, сплавление с этого бока будет лучше. Кроме того, при резком прямом опускании шпильки в сварочную ванну шлаки, находящиеся на поверхности расплава, попадают внутрь сварного шва. В результате этого снижается механическая прочность сварного соединения между шпилькой и поверхностью детали. Задача полезной модели - обеспечение конструкцией пистолета подворачивания торца привариваемой шпильки до введения в сварочную ванну и в сварочной ванне. Технический результат выражается в повышении качества сварки за счет равномерного прогрева торца шпильки и перемешивания сварочной ванны. Поставленная техническая задача решается тем, что в пистолете для приварки шпилек,содержащем корпус, ударный механизм осадки с электромагнитом взведения, три упора,механизм зажима шпильки и блок управления, ударный механизм осадки и механизм зажима шпильки выполнены с возможностью поворота вокруг своей оси на упорном подшипнике, между механизмом зажима шпильки и ударным механизмом осадки расположен вал, на поверхности которого выполнена канавка, в которой расположен выступ направляющей, зафиксированной на трех упорах, а канавка состоит из прямого участка, параллельного оси вала, и наклонного участка, составляющего с прямым участком угол 19/20. На фиг. 1 показан пистолет для приварки шпилек, продольный разрез на фиг. 2 - разрез А-А на фиг. 1. Пистолет для приварки шпилек содержит корпус 1, в передней части которого закреплены три упора 2 для установки пистолета на поверхность детали 3 (фиг. 1). Внутри корпуса 1 расположен ударный механизм осадки с электромагнитом взведения, состоящий из якоря 4 электромагнита 5, служащего для взведения ударного механизма, состоящего из пружины осадки 6, упирающейся одним концом в кольцо 7 на якоре 4, а другим концом в упорный подшипник 8. Электромагнит 5 закреплен в корпусе 1 крышкой 9. Механизм зажима 10 шпильки 11 выполнен в виде цангового зажима и соединен через вал 12 с якорем 4. На поверхности вала 12 выполнена канавка 13, состоящая из прямого участка 14,параллельного оси вала 4, и наклонного участка 15, составляющего с прямым участком 14 угол 19/20. На трех упорах 2 зафиксирована направляющая 16, выступ 17 которой расположен в канавке 13. Силовой кабель 18, соединенный с отрицательным полюсом источника питания (не показан), присоединен к валу 12 с помощью клеммы 19. В рукоятке 20 пистолета расположен блок управления 21 процессом сварки, состоящий из курка 22 и микропереключателя 23. Пистолет работает следующим образом. Подсоединяют деталь 3 к положительному полюсу источника питания (не показан). В механизм зажима 10 вставляют шпильку 11. Пистолет опускают тремя упорами 2 на по 2 28122006.06.30 верхность детали 3. Подают электрическое напряжение от источника питания (не показан) на деталь 3 и через силовой кабель 18 и клемму 19 на вал 12, а от него через механизм зажима 10 на шпильку 11. Одновременно с этим нажимают на курок 22 в рукоятке 20 корпуса 1. При этом микропереключатель 23 блока управления 21 включает электромагнит 5,удерживаемый в корпусе 1 крышкой 9. В результате чего якорь 4 втягивается внутрь электромагнита 5, взводя ударный механизм якорь 4 с помощью кольца 7 сжимает пружину осадки 6 и перемещает вал 12 с механизмом зажима 10 и шпилькой 11. Между торцом шпильки 11 и поверхностью детали 3 появляется воздушный зазор и зажигается электрическая дуга, которая оплавляет поверхность торца шпильки и расплавляет поверхность детали, образуя сварочную ванну. Отпускают курок 22, при этом микропереключатель 23 блока управления 21 выключает электромагнит 5, а якорь 4, вал 12 с механизмом зажима 10 и шпилькой 11 перемещается к детали 3 под действием пружины 6. Выступ 17 направляющей 16 скользит вначале по прямому участку 14 канавки 13 вала 12, а затем по наклонному участку 15. Так как выступ 17 с направляющей 16 зафиксированы на упорах 2, то вал 12, перемещаясь к детали 3, поворачивается вместе с якорем 4,опирающимся на упорный подшипник 8 через кольцо 7 и пружину осадки 6. Вместе с валом 12 перемещается и поворачивается механизм зажима 10 и шпилька 11. Электрическая дуга равномерно оплавляет торец шпильки 11. Шпилька 11 погружается в сварочную ванну на поверхности детали 3 и перемешивает сварочную ванну, освобождая ее от шлаковых и газовых включений. При упоре шпильки 11 в дно сварочной ванны перемещение шпильки 11 прекращается и образуется сварное соединение по всей поверхности торца шпильки. Результаты экспериментов по замеру основного параметра, характеризующего качество сварного соединения, - прочности сварного соединения между шпилькой и поверхностью детали, - которые получены с использованием конструкций пистолета прототипа и предлагаемой полезной модели, показали, что использование конструкции пистолета полезной модели позволяет повысить прочность сварного соединения в 1,3-1,5 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 9/20
Метки: шпилек, пистолет, приварки
Код ссылки
<a href="https://by.patents.su/3-u2812-pistolet-dlya-privarki-shpilek.html" rel="bookmark" title="База патентов Беларуси">Пистолет для приварки шпилек</a>
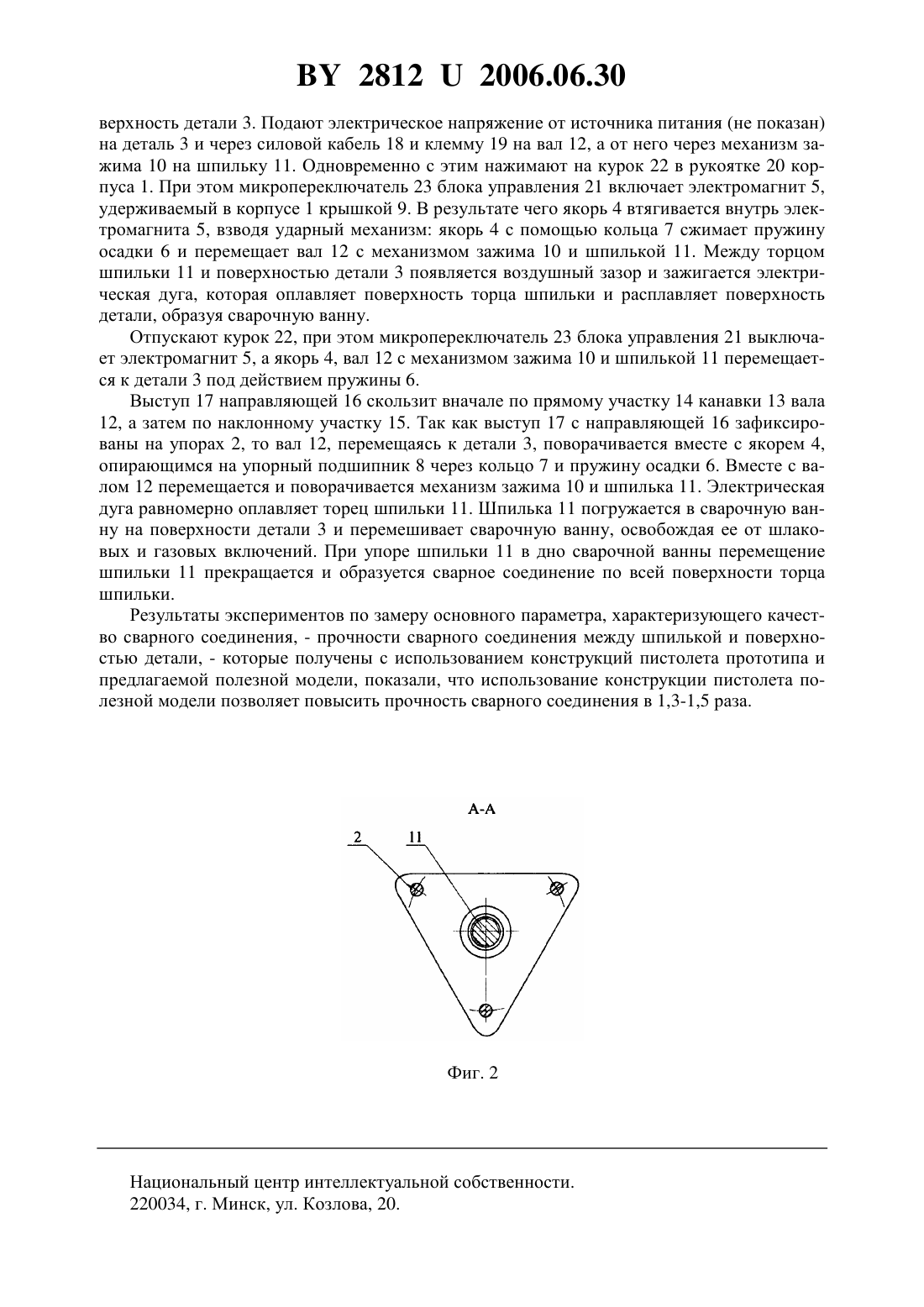
Магазин к пистолету для приварки шпилек
Номер патента: 5005
Опубликовано: 30.03.2003
Авторы: Шелег Валерий Константинович, Романенков Владимир Андреевич
Метки: шпилек, магазин, пистолету, приварки
Текст:
...со смотровыми окнами 4, на боковых стенках между окнами установлены опоры 5, через которые проходят оси 6, на осях 6 установлены с возможностью качания отсечки 7. Отсечки на верхнем конце снабжены направляющими 8 (фиг. 5) и тормозами 9,на нижнем - толкателями 10. Устройство работает следующим образом на фиг 1 - схема магазина в исходном положении, т.е. шпилька а готова к подаче в пистолет, между шпильками а и б существует зазор , который...
Устройство для управления процессом дуговой приварки шпилек

Номер патента: U 2123
Опубликовано: 30.09.2005
Авторы: Торпачев Сергей Петрович, Селицкий Вячеслав Станиславович, Радченко Александр Адамович
МПК: B23K 9/10
Метки: процессом, дуговой, устройство, управления, шпилек, приварки
Текст:
...резистор соединен со вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами, дополнительно введены транзистор и защитный диод, соответственно эмиттер и катод которых соединены со вторым выводом источника питания, разделительный конденсатор, первый вывод которого соединен с базой транзистора и анодом защитного диода, нагрузочный и зарядный резисторы, первые выводы...
Самозарядный пистолет
Номер патента: U 1367
Опубликовано: 30.06.2004
Автор: Паташков Юрий Геннадьевич
МПК: F41C 3/10
Метки: пистолет, самозарядный
Текст:
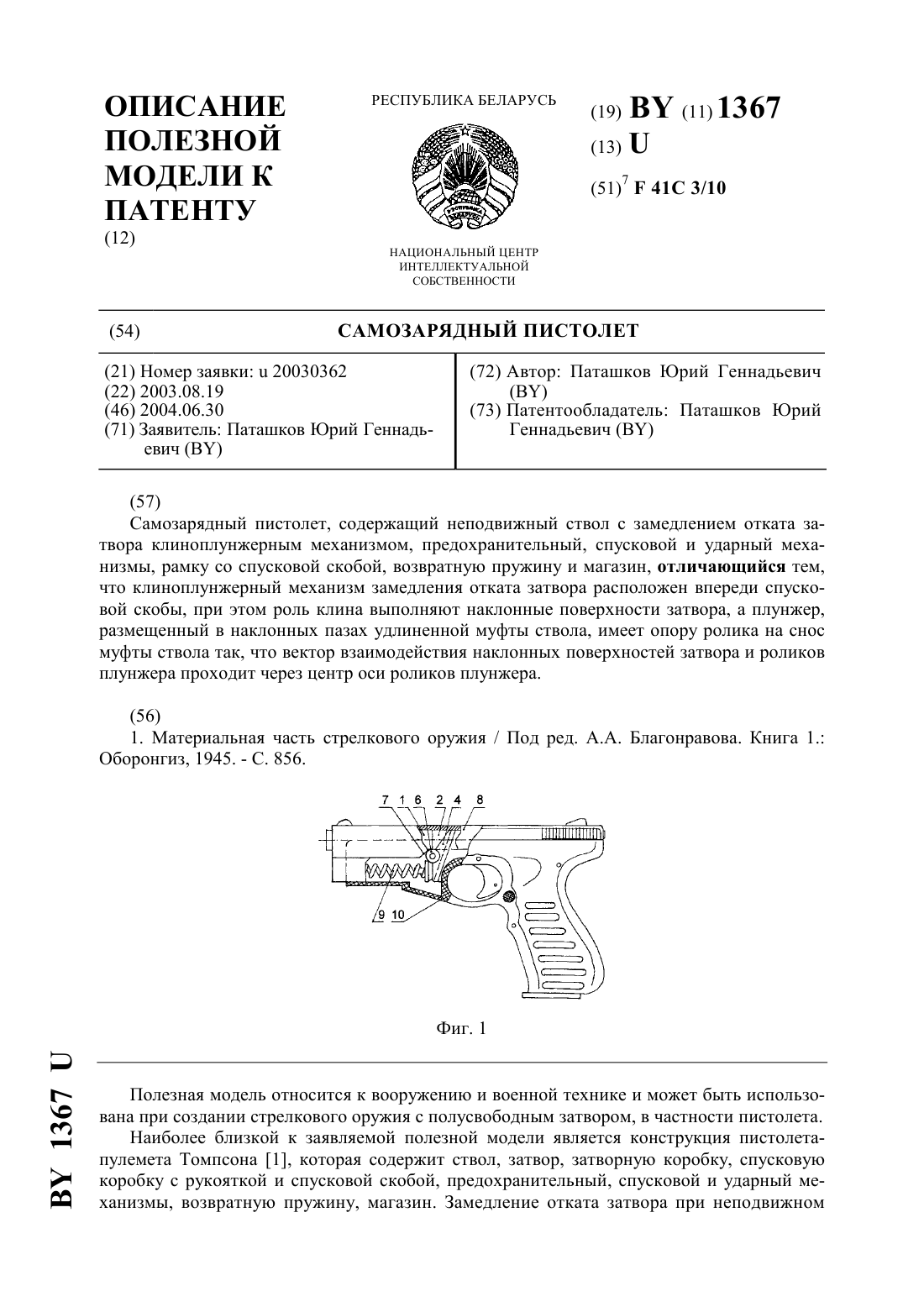
...в следующих существенных признаках размещение клиноплунжерного механизма впереди спусковой скобы, при этом роль клина выполняют наклонные поверхности затвора, а плунжер, размещенный в наклонных пазах удлиненной муфты ствола, имеет опору ролика на скос муфты ствола так, что вектор взаимодействия наклонных поверхностей затвора и роликов плунжера проходит через центр оси роликов плунжера. Наличие опорных роликов плунжера обеспечивает...
Пескоструйный пистолет всасывающего типа
Номер патента: U 1051
Опубликовано: 30.12.2003
Автор: Буйкус Кястас Вито
МПК: B05B 1/06
Метки: пистолет, пескоструйный, всасывающего, типа
Текст:
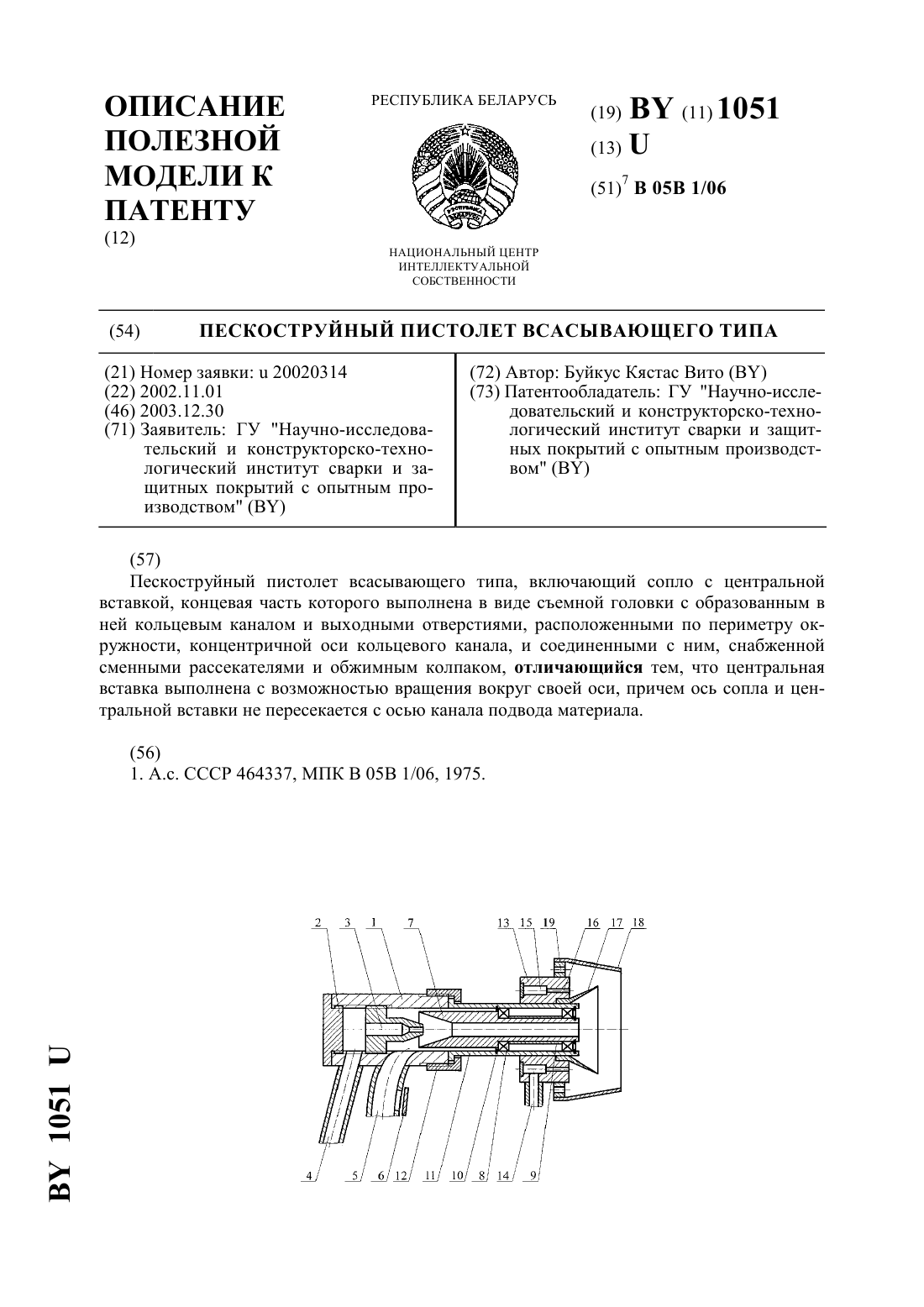
...вращения вокруг своей оси, причем ось сопла и центральной вставки не пересекается с осью канала подвода материала. На фигуре схематически изображен предложенный пистолет. Пескоструйный пистолет включает корпус 1 с крышкой 2, внутри которого находится сопло 3, канал 4 для подачи сжатого воздуха и канал 5, по которому поступает материал(абразив-песок или порошок для покрытия). Для включения и выключения подачи и регулирования...
Безгильзовый пистолет
Номер патента: 6046
Опубликовано: 30.03.2004
Автор: Сиваков Михаил Савельевич
МПК: F41C 3/00
Метки: безгильзовый, пистолет
Текст:
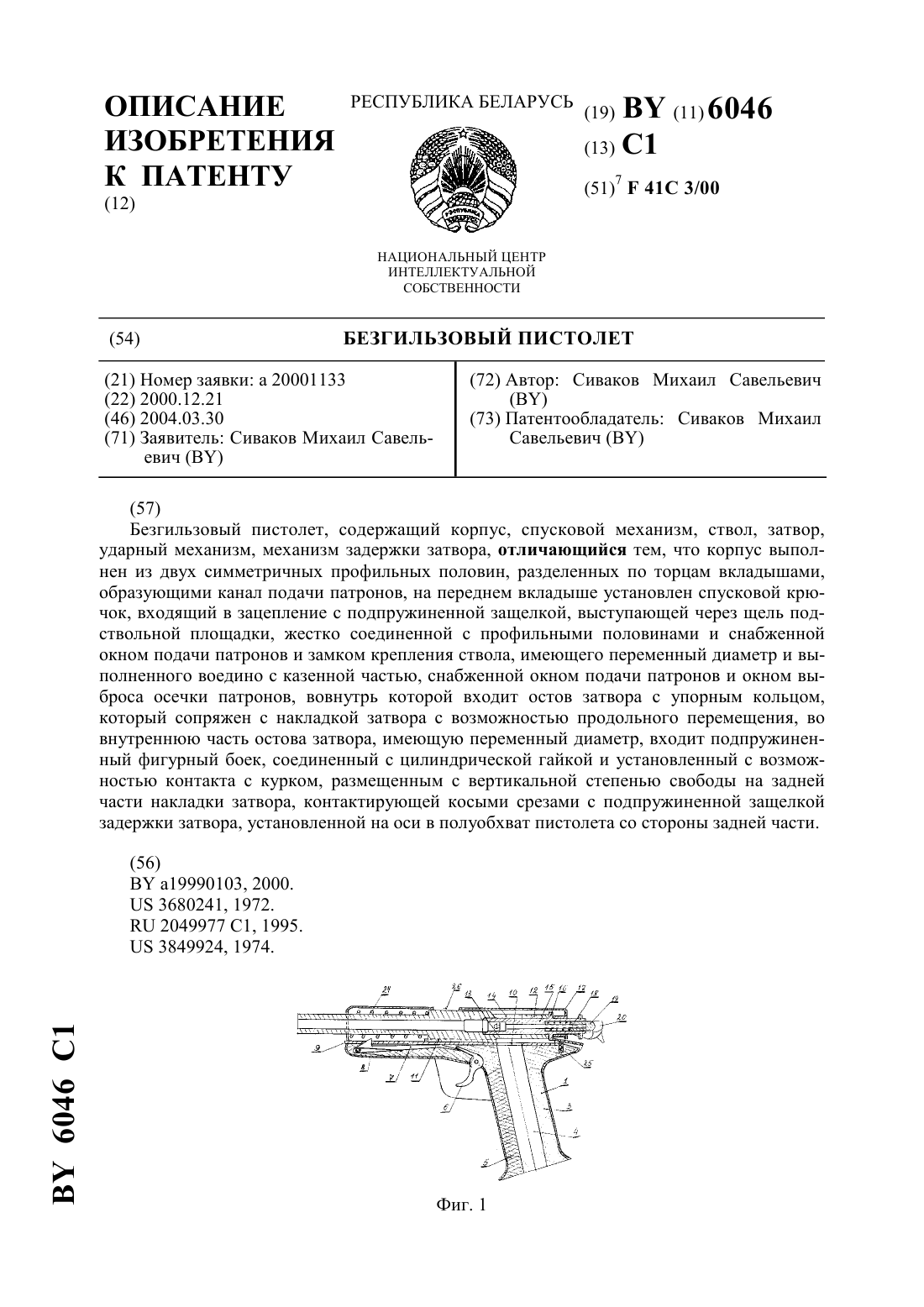
...профильных половин. Профильные половины по торцам разделены передним и задним вкладышами,которые образуют канал для подачи патронов. На переднем вкладыше установлен спуско 2 6046 1 вой механизм, состоящий из спускового крючка, входящего в зацепление с подпружиненной защелкой, выступающей через щель подствольной площадки. Подствольная площадка жестко соединена с профильными половинами и снабжена окном подачи патронов и замком крепления ствола....
Предыдущий патент: Электролизер для получения смеси водорода и кислорода
Следующий патент: Устройство для одновременной общей и управляемой локальной магнитотерапии
Случайный патент: Способ формирования излучения для записи контурных голограмм (варианты)